Bulletin 2/2010 - Siempelkamp NIS
Bulletin 2/2010 - Siempelkamp NIS
Bulletin 2/2010 - Siempelkamp NIS

Create successful ePaper yourself
Turn your PDF publications into a flip-book with our unique Google optimized e-Paper software.
SIEMPELKAMP | FOUNDRY 18 19<br />
plaints about our parts following their installation have convinced<br />
our customers of our technical competence,” describes Dirk<br />
Howe.<br />
A top raw casting in regard to geometry and material is the<br />
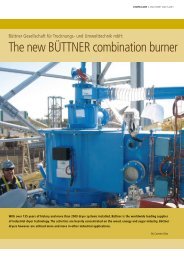
basic prerequisite for a high-quality fi nished product. Prior to the<br />
actual making of each component part, it is simulated on a<br />
computer. When planning the pattern, <strong>Siempelkamp</strong> is taking<br />
unusual but successful steps in order to increase the effi ciency<br />
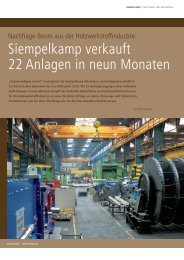
during production. We cast the mill heads including the<br />
trunnions, with diameters of approx. 8 m, in one piece. Heads<br />
with a larger diameter are produced in several segments (2 x<br />
180° or 4 x 90° segments) and the trunnion is produced<br />
separately. At fi rst glance, the segments seem simple, however,<br />
due to the unfavorable properties of these castings including a<br />
small wall thickness but a large area, these parts are very tricky to<br />
produce. In order to reduce costs during mechanical machining,<br />
<strong>Siempelkamp</strong> focuses on fi lling the mold quickly without<br />
turbulences, on avoiding breaking on the sand moulding edges<br />
and on minimal dross. Our successes in the area of manu facturing<br />
accuracy were a shared team effort. Indispensable in this regard<br />
are the workshops that have been developed specifi cally for this<br />
purpose.<br />
Spectacular and stress-free<br />
The <strong>Siempelkamp</strong> scope of supply does not only include the raw<br />
casting but also the mechanical machining of the casting and its<br />
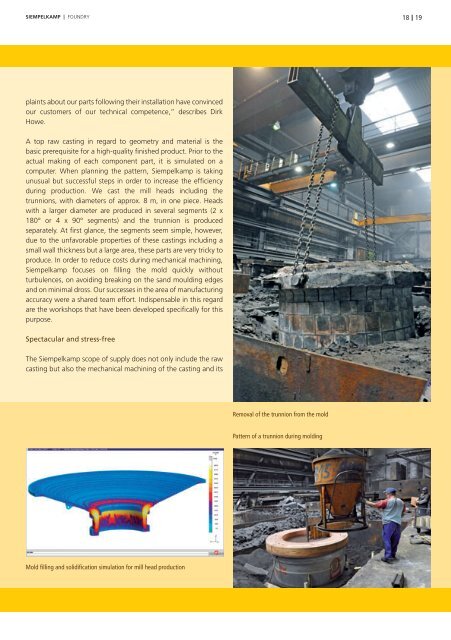
Mold fi lling and solidifi cation simulation for mill head production<br />
Removal of the trunnion from the mold<br />
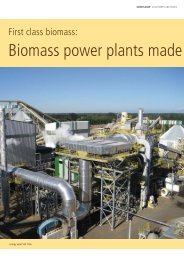
Pattern of a trunnion during molding