Bulletin 2/2010 - Siempelkamp NIS
Bulletin 2/2010 - Siempelkamp NIS
Bulletin 2/2010 - Siempelkamp NIS

You also want an ePaper? Increase the reach of your titles
YUMPU automatically turns print PDFs into web optimized ePapers that Google loves.
SIEMPELKAMP | FOUNDRY/MACHINERY AND PLANTS<br />
Approximately one day was allotted for<br />
the melting process – a long time compared<br />
to the 120 seconds needed for the<br />
casting process. In this historical moment<br />
the performances of the foundry team<br />
and the experts from the machinery and<br />
plants division within the <strong>Siempelkamp</strong><br />
Group met: “Even though we already have<br />
experience with world record castings,<br />
the stress level among all participating<br />
employees was high. The good work of<br />
the experienced team provided us the<br />
security to handle these dimensions<br />
successfully,” says Stefan Mettler, Technical<br />
Manager <strong>Siempelkamp</strong> Foundry.<br />
After the casting process, the upper press<br />
beam inside its sand mold required<br />
approx. three and a half weeks to cool<br />
down to a temperature of approx. 300°C<br />
(572°F). At the beginning of August, the<br />
beam was then transported from the<br />
molding bay to the fettling shop where<br />
fi nish work was performed for approx.<br />
three weeks. Afterwards, the press beam<br />
was fi nish-machined on one of the world’s<br />
largest portal milling machines and fi nally<br />
had to undergo a quality inspection.<br />
Resulting from these process steps, the<br />
casting now met the required weight limit<br />
The press frame<br />
Feu feugait nit adiamconum ilit landre delisl<br />
XXXXXXXXXXXXXXXXXXXXXX<br />
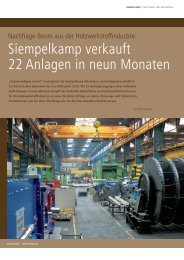
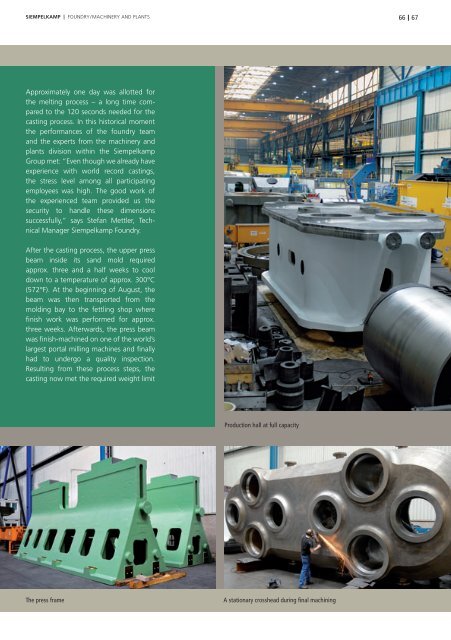
Production hall at full capacity<br />
A stationary crosshead during fi nal machining<br />
66<br />
67