
Create successful ePaper yourself
Turn your PDF publications into a flip-book with our unique Google optimized e-Paper software.
Core making<br />
The Foundry applies procedures both with cold and hot<br />
core boxes in RÖPER, KMAG, and SALCO machines. Cores<br />
of the large-size castings are mainly produced manually.<br />
Core making procedures applied are Croning (Shell), Betaset,<br />
resin-CO 2 , Furan sand.<br />
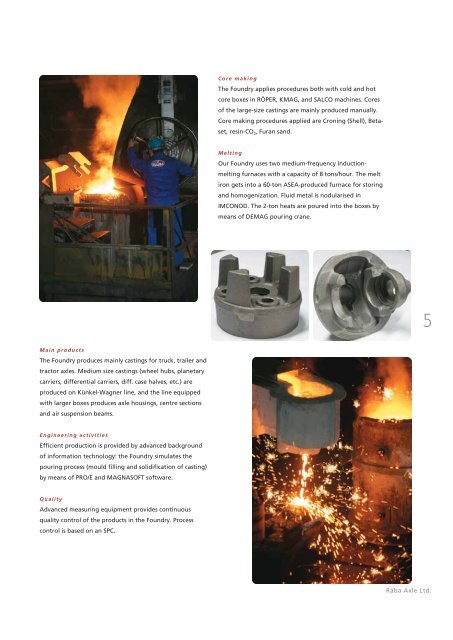
Melting<br />
Our Foundry uses two medium-frequency inductionmelting<br />
furnaces with a capacity of 8 tons/hour. The melt<br />
iron gets into a 60-ton ASEA-produced furnace for storing<br />
and homogenization. Fluid metal is nodularised in<br />
IMCONOD. The 2-ton heats are poured into the boxes by<br />
means of DEMAG pouring crane.<br />
5<br />
Main products<br />
The Foundry produces mainly castings for truck, trailer and<br />
tractor axles. Medium size castings (wheel hubs, planetary<br />
carriers, differential carriers, diff. case halves, etc.) are<br />
produced on Künkel-Wagner line, and the line equipped<br />
with larger boxes produces axle housings, centre sections<br />
and air suspension beams.<br />
Engineering activities<br />
Efficient production is provided by advanced background<br />
of information technology: the Foundry simulates the<br />
pouring process (mould filling and solidification of casting)<br />
by means of PRO/E and MAGNASOFT software.<br />
Quality<br />
Advanced measuring equipment provides continuous<br />
quality control of the products in the Foundry. Process<br />
control is based on an SPC.<br />
Rába <strong>Axle</strong> <strong>Ltd</strong>.