link no. 59 customer magazine spun yarn systems - Rieter
link no. 59 customer magazine spun yarn systems - Rieter
link no. 59 customer magazine spun yarn systems - Rieter

Create successful ePaper yourself
Turn your PDF publications into a flip-book with our unique Google optimized e-Paper software.
24 LINK <strong>59</strong> . 1 /2012<br />
TECHNOLOGY<br />
Mean fiber length (n) [mm]<br />
Fig. 6<br />
Fig. 7<br />
Number of imperfections<br />
Fig. 8<br />
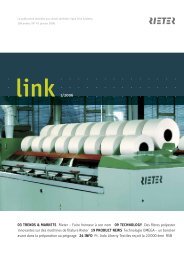
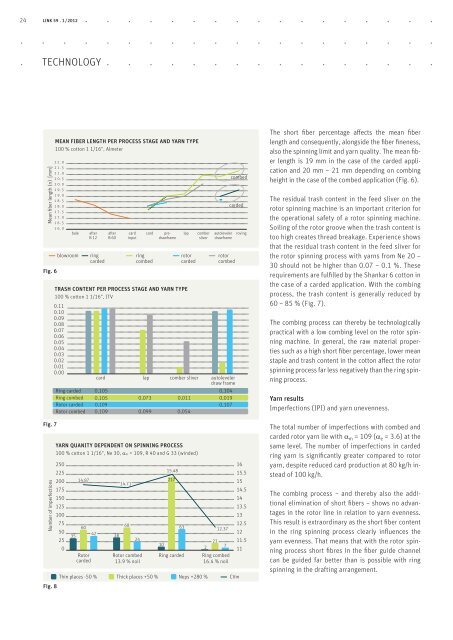
MEAN FIBER LENGTH PER PROCESS STAGE AND YARN TYPE<br />
100 % cotton 1 1/16", Almeter<br />
2 2 . 0<br />
2 1 . 5<br />
2 1 . 0<br />
2 0 . 5<br />
2 0 . 0<br />
1 9 . 5<br />
1 9 . 0<br />
1 8 . 5<br />
1 8 . 0<br />
1 7 . 5<br />
1 7 . 0<br />
1 6 . 5<br />
1 6 . 0<br />
0.11<br />
0.10<br />
0.09<br />
0.08<br />
0.07<br />
0.06<br />
0.05<br />
0.04<br />
0.03<br />
0.02<br />
0.01<br />
0.00<br />
250<br />
225<br />
200<br />
175<br />
150<br />
125<br />
100<br />
75<br />
50<br />
25<br />
0<br />
bale after<br />
B 12<br />
blowroom ring<br />
carded<br />
35<br />
14.87<br />
60<br />
card lap comber sliver autoleveler<br />
draw frame<br />
0,105<br />
0,104<br />
0,105 0,073 0,011 0,019<br />
0,109<br />
0,107<br />
0,109<br />
0,099 0,054<br />
42<br />
after<br />
B 60<br />
38<br />
14.71<br />
card<br />
input<br />
68<br />
ring<br />
combed<br />
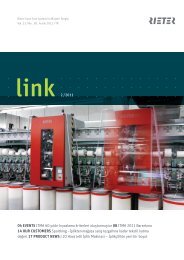
TRASH CONTENT PER PROCESS STAGE AND YARN TYPE<br />
100 % cotton 1 1/16", ITV<br />
Ring carded<br />
Ring combed<br />
Rotor carded<br />
Rotor combed<br />
24<br />
card pre- lap comber autoleveler roving<br />
drawframe<br />
sliver drawframe<br />
10<br />
15.48<br />
217<br />
rotor<br />
carded<br />
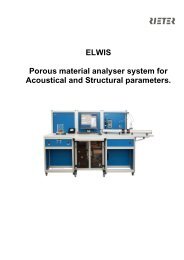
YARN QUANITY DEPENDENT ON SPINNING PROCESS<br />
100 % cotton 1 1/16", Ne 30, αm = 109, R 40 and G 33 (winded)<br />
Rotor<br />
carded<br />
Rotor combed<br />
13.9 % <strong>no</strong>il<br />
63<br />
Ring carded<br />
Thin places -50 % Thick places +50 % Neps +280 %<br />
2<br />
21<br />
rotor<br />
combed<br />
12.37<br />
7<br />
Ring combed<br />
16.4 % <strong>no</strong>il<br />
combed<br />
carded<br />
CVm<br />
16<br />
15.5<br />
15<br />
14.5<br />
14<br />
13.5<br />
13<br />
12.5<br />
12<br />
11.5<br />
11<br />
The short fiber percentage affects the mean fiber<br />
length and consequently, alongside the fiber fineness,<br />
also the spinning limit and <strong>yarn</strong> quality. The mean fiber<br />
length is 19 mm in the case of the carded application<br />
and 20 mm – 21 mm depending on combing<br />
height in the case of the combed application (Fig. 6).<br />
The residual trash content in the feed sliver on the<br />
rotor spinning machine is an important criterion for<br />
the operational safety of a rotor spinning machine.<br />
Soiling of the rotor groove when the trash content is<br />
too high creates thread breakage. Experience shows<br />
that the residual trash content in the feed sliver for<br />
the rotor spinning process with <strong>yarn</strong>s from Ne 20 –<br />
30 should <strong>no</strong>t be higher than 0.07 – 0.1 %. These<br />
requirements are fulfilled by the Shankar 6 cotton in<br />
the case of a carded application. With the combing<br />
process, the trash content is generally reduced by<br />
60 – 85 % (Fig. 7).<br />
The combing process can thereby be tech<strong>no</strong>logically<br />
practical with a low combing level on the rotor spinning<br />
machine. In general, the raw material properties<br />
such as a high short fiber percentage, lower mean<br />
staple and trash content in the cotton affect the rotor<br />
spinning process far less negatively than the ring spinning<br />
process.<br />
Yarn results<br />
Imperfections (IPI) and <strong>yarn</strong> unevenness.<br />
The total number of imperfections with combed and<br />
carded rotor <strong>yarn</strong> lie with α m = 109 (α e = 3.6) at the<br />
same level. The number of imperfections in carded<br />
ring <strong>yarn</strong> is significantly greater compared to rotor<br />
<strong>yarn</strong>, despite reduced card production at 80 kg/h instead<br />
of 100 kg/h.<br />
The combing process – and thereby also the additional<br />
elimination of short fibers – shows <strong>no</strong> advantages<br />
in the rotor line in relation to <strong>yarn</strong> evenness.<br />
This result is extraordinary as the short fiber content<br />
in the ring spinning process clearly influences the<br />
<strong>yarn</strong> evenness. That means that with the rotor spinning<br />
process short fibres in the fiber guide channel<br />
can be guided far better than is possible with ring<br />
spinning in the drafting arrangement.