GM4000A⢠Switch Machine - Alstom
GM4000A⢠Switch Machine - Alstom
GM4000A⢠Switch Machine - Alstom

Create successful ePaper yourself
Turn your PDF publications into a flip-book with our unique Google optimized e-Paper software.
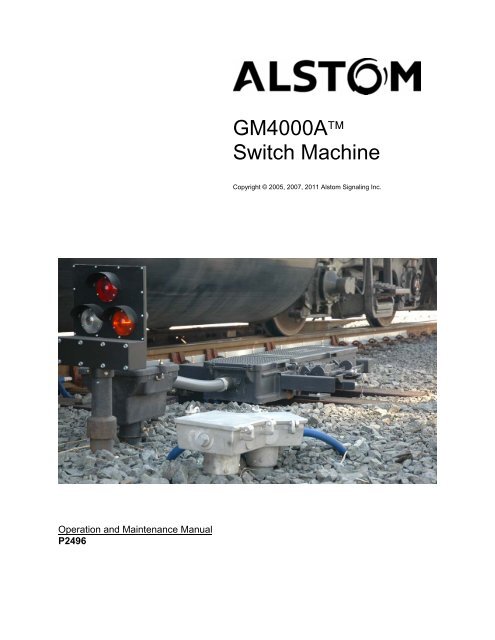
GM4000A<strong>Switch</strong> <strong>Machine</strong>Copyright © 2005, 2007, 2011 <strong>Alstom</strong> Signaling Inc.Operation and Maintenance ManualP2496
GM4000A<strong>Switch</strong> <strong>Machine</strong>Copyright © 2005, 2007, 2011 <strong>Alstom</strong> Signaling Inc.Operation and Maintenance Manual<strong>Alstom</strong> Signaling Inc.P2496, Rev. 6, July 2011, Printed in U.S.A.
LIST OF EFFECTIVE PAGESP2496, GM4000A <strong>Switch</strong> <strong>Machine</strong> Operation and Maintenance ManualORIGINAL ISSUE DATE: February 2005CURRENT REVISION AND DATE: July 2011CURRENT CHANGE AND DATE:July 2011, Added instructions for theinstallation of the secondary point monitor kit.PAGECoverTitle pagePrefacei thru xCHANGE OR REVISION LEVELJul/11Jul/11Jul/11Jul/111-1 thru 1-36 Jul/112-1 thru 2-20 Jul/113-1 thru 3-54 Jul/114-1 thru 4-42 Jul/115-1 thru 5-12 Jul/116-1 thru 6-50 Jul/117-1 thru 7-28 Jul/11A-1 thru A-24 Jul/11P2496, Rev. 6, Jul/11 <strong>Alstom</strong> Signaling Inc.
THIS PAGE INTENTIONALLY LEFT BLANK.P2496, Rev. 6, Jul/11 <strong>Alstom</strong> Signaling Inc.
PREFACENOTICE OF CONFIDENTIAL INFORMATIONInformation contained herein is confidential and is the property of <strong>Alstom</strong>Signaling Incorporated. Where furnished with a proposal, the recipientshall use it solely to evaluate the proposal. Where furnished to customer, itshall be used solely for the purposes of inspection, installation ormaintenance. Where furnished to a supplier, it shall be used solely in theperformance of the contract. The information shall not be used ordisclosed by the recipient for any other purposes whatsoever.FOR QUESTIONS AND INQUIRIES, CONTACT CUSTOMER SERVICE AT1–800–717–4477ORWWW.ALSTOMSIGNALINGSOLUTIONS.COMALSTOM SIGNALING INC.1025 JOHN STREETWEST HENRIETTA, NY 14586GM4000A is a trademark of <strong>Alstom</strong> Signaling Incorporated. All othertrademarks referenced herein are trademarks of their respective owners.P2496, Rev. 6, Jul/11 <strong>Alstom</strong> Signaling Inc.
REVISION LOGRevision Date Description By Checked Approved0 February 2005 Original issue. MAS RR NI1 March 2005 Updated terminals, lockrod guards, andassociated drawings andwiring.MAS PP NI2 June 2005 Updated maintenance,field wiring, configuratorand drawings.3 July 2007 Added tools, updatedmaintenance proceduresand drawings.MAS ZD NIMAS ZD NI4 August 2007 Updated metric tools. MAS ZD NI5 February 2011 Added new Cam BarDetection <strong>Switch</strong>, PointDetection SystemModule, Hand CrankCutout <strong>Switch</strong>, Non-Restorable Latch Out,and updated associateddrawings and parts list.6 July 2011 Added/updated Sections2.6, 3.22, 4.3, 4.5.4, &A.2.7 to supportSecondary Point MontiorKit.MAS ZD/AB NIJF RR NIP2496, Rev. 6, Jul/11 <strong>Alstom</strong> Signaling Inc.
ABOUT THE MANUALThis manual is intended to provide the necessary information to maintain and ensureproper operation of an <strong>Alstom</strong> GM4000A <strong>Switch</strong> <strong>Machine</strong>. The information provided isnot limited to the components of the switch machine.The information in this manual is arranged into sections. The title and a brief descriptionof each section follow:Section 1 – GENERAL DESCRIPTION: This section gives general information on thecomponents of the GM4000A <strong>Switch</strong> <strong>Machine</strong>. Safety precautions are included in thissection.Section 2 – THEORY OF OPERATION: This section gives general information on theoperation of the GM4000A <strong>Switch</strong> <strong>Machine</strong>. Safety precautions are included in thissection.Section 3 – INSTALLATION: This section describes the field installation and setup ofthe GM4000A <strong>Switch</strong> <strong>Machine</strong>.Section 4 – PREVENTIVE MAINTENANCE: This section describes the tools,preventive maintenance procedures, and functional tests used on the GM4000A <strong>Switch</strong><strong>Machine</strong>. The frequency and interval, for the performance of the maintenanceprocedures and functional tests, are also included. Safety precautions are included inthis section.Section 5 – TROUBLESHOOTING: This section describes possible failures/symptomsalong with the corrective action for the GM4000A <strong>Switch</strong> <strong>Machine</strong>.Section 6 – CORRECTIVE MAINTENANCE: This section describes the adjustmentand replacement procedures associated with corrective maintenance of the GM4000A<strong>Switch</strong> <strong>Machine</strong>. Safety precautions are included in this section.Section 7 – PARTS CATALOG: This section identifies and lists the spare partsassociated with operation of the GM4000A <strong>Switch</strong> <strong>Machine</strong>.Appendix A – DRAWINGS: This section has representative circuit drawings along withan installation and space requirement drawing of the GM4000A <strong>Switch</strong> <strong>Machine</strong>.P2496, Rev. 6, Jul/11 <strong>Alstom</strong> Signaling Inc.
MANUAL SPECIAL NOTATIONSIn the <strong>Alstom</strong> manuals, there are three methods used to convey special informationalnotations to the reader. These notations are warnings, cautions, and notes. Bothwarnings and cautions are readily noticeable by boldface type two lines beneath thecaption.WarningA warning is the most important notation to heed. A warning is used to tell the readerthat special attention needs to be paid to the message because if the instructions oradvice is not followed when working on the equipment then the result could be eitherserious harm or death. The sudden, unexpected operation of a switch machine, forexample, or the technician contacting the third rail could lead to personal injury or death.An example of a typical warning notice follows:CautionWARNINGDISCONNECT THE MOTOR ENERGY WHENEVER WORKING ONSWITCH LAYOUT OR SWITCH MACHINE. UNEXPECTED OPERATIONOF MACHINE COULD CAUSE INJURY FROM OPEN GEARS,ELECTRICAL SHOCK, OR MOVING SWITCH POINTS.A caution statement is used when an operating or maintenance procedure, practice,condition, or statement, which if not strictly adhered to, could result in damage to ordestruction of equipment. A typical caution found in a manual is as follows:NoteCAUTIONTurn power off before attempting to remove or insert circuit boards into amodule. Boards can be damaged if power is not turned off.A note is normally used to provide minor additional information to the reader to explainthe reason for a given step in a test procedure or to provide a background detail. Anexample of the use of a note follows:NOTEA capacitor may be mounted on the circuit board with a RTV adhesive.Use the same color RTV.P2496, Rev. 6, Jul/11 <strong>Alstom</strong> Signaling Inc.
TopicTABLE OF CONTENTSPage1. SECTION 1– GENERAL DESCRIPTION ............................................................... 1-11.1. SCOPE OF MANUAL ........................................................................................ 1-11.2. SWITCH MACHINE OVERVIEW....................................................................... 1-11.3. STANDARD FEATURES................................................................................... 1-21.4. FAIL SAFE FEATURES..................................................................................... 1-51.4.1. Motor Driver .................................................................................................... 1-51.4.2. Controller ........................................................................................................ 1-51.5. UNIVERSAL FEATURES .................................................................................. 1-61.5.1. Power Supply.................................................................................................. 1-61.5.2. Speed ............................................................................................................. 1-61.5.3. Current............................................................................................................ 1-61.5.4. Power Input..................................................................................................... 1-61.6. SPECIFICATIONS............................................................................................. 1-71.7. MAJOR COMPONENTS ................................................................................... 1-91.7.1. Cam Bar........................................................................................................ 1-121.7.2. Cam Bar Detection <strong>Switch</strong> ............................................................................ 1-131.7.3. Condensation Heater .................................................................................... 1-141.7.4. Controller ...................................................................................................... 1-151.7.5. Covers .......................................................................................................... 1-161.7.6. Cross Brace .................................................................................................. 1-161.7.7. DC Motor and 172:1 Gear Box Assembly ..................................................... 1-171.7.8. Guards .......................................................................................................... 1-171.7.9. Hand Crank................................................................................................... 1-181.7.10. Hand Crank Cutout <strong>Switch</strong>............................................................................ 1-191.7.11. Hand Crank Door.......................................................................................... 1-191.7.12. Hand Throw Module...................................................................................... 1-201.7.13. Hand Throw Cutout <strong>Switch</strong> ........................................................................... 1-211.7.14. Latch Stands................................................................................................. 1-211.7.15. Lock Rod....................................................................................................... 1-221.7.16. Main Drive..................................................................................................... 1-231.7.17. Motor Gear Box Heater................................................................................. 1-241.7.18. Motor Limit <strong>Switch</strong>es..................................................................................... 1-241.7.19. Point Detector Module .................................................................................. 1-251.7.20. Point Detector <strong>Switch</strong> Module....................................................................... 1-261.7.21. Point Detector Rod........................................................................................ 1-271.7.22. Throw Bar ..................................................................................................... 1-281.7.23. Throw Bar and Lock Rod Wear Plates.......................................................... 1-291.7.24. Wire Harness ................................................................................................ 1-30P2496, Rev. 6, Jul/11 i <strong>Alstom</strong> Signaling Inc.
1.8. SAFETY PRECAUTIONS FOR MAINTAINERS.............................................. 1-321.8.1. General Requirements.................................................................................. 1-331.8.2. Proper Attire.................................................................................................. 1-331.8.3. General Safety on Property .......................................................................... 1-331.8.4. Safety at Track Side...................................................................................... 1-341.8.5. Safety at <strong>Switch</strong> <strong>Machine</strong>s............................................................................ 1-352. SECTION 2 – THEORY OF OPERATION.............................................................. 2-12.1. INTRODUCTION ............................................................................................... 2-12.2. SEQUENCE OF OPERATION .......................................................................... 2-12.3. POWER OPERATION....................................................................................... 2-22.4. DRIVE TRAIN.................................................................................................... 2-32.5. NORMAL AND REVERSE LOCKING ............................................................... 2-42.6. POINT DETECTION.......................................................................................... 2-62.6.1. Latch Out ........................................................................................................ 2-82.6.1.1. Non-Electrical Restorable Latch Out...............................................................2-92.6.1.2. Mechanical Non-Restorable Latch Out .........................................................2-112.7. MANUAL SWITCH MACHINE OPERATION ................................................... 2-142.7.1. Hand Crank Operation .................................................................................. 2-142.7.2. Hand Throw Operation.................................................................................. 2-172.7.3. Local Operation ............................................................................................ 2-193. SECTION 3 – INSTALLATION............................................................................... 3-13.1. GENERAL ......................................................................................................... 3-13.2. GM4000A SWITCH MACHINE ORDERING...................................................... 3-13.3. PROPERTY’S REQUIREMENTS...................................................................... 3-13.4. WARNINGS....................................................................................................... 3-23.5. COMPONENTS................................................................................................. 3-33.6. TOOLS .............................................................................................................. 3-43.7. INSTALLATION ................................................................................................. 3-53.8. SWITCH MACHINE INSPECTION .................................................................... 3-73.9. SWITCH LAYOUT INSPECTION ...................................................................... 3-93.10. LEFT-HAND OR RIGHT-HAND CONFIGURATION........................................ 3-103.11. SWITCH MACHINE MOUNTING .................................................................... 3-183.12. ELECTRICAL WIRING .................................................................................... 3-193.12.1. Field Wiring................................................................................................... 3-203.12.1.1. Field Motor Control Wiring..........................................................................3-213.12.2. Controller Wiring Configuration Options........................................................ 3-233.12.3. <strong>Switch</strong> <strong>Machine</strong> Wiring.................................................................................. 3-263.13. SWITCH MACHINE HARDWARE INSTALLATION AND ADJUSTMENT ....... 3-273.14. THROW ROD INSTALLATION AND ADJUSTMENT ...................................... 3-293.15. LOCK ROD INSTALLATION AND ADJUSTMENT.......................................... 3-323.16. POINT DETECTOR ROD CONNECTOR INSTALLATION ANDADJUSTMENT ................................................................................................ 3-343.17. MOTOR LIMIT ADJUSTMENT ........................................................................ 3-373.18. SWITCH MACHINE VERIFICATION............................................................... 3-393.19. APPLY TOPCOAT OF PAINT TO THE SWITCH MACHINE EXTERIOR ....... 3-40P2496, Rev. 6, Jul/11 ii <strong>Alstom</strong> Signaling Inc.
3.20. OPTIONAL SWITCH MACHINE AND LAYOUT SENSING KIT ...................... 3-413.21. OPTIONAL TEST BAR INSTALLATION AND REMOVAL............................... 3-443.22. OPTIONAL SECONDARY POINT MONITOR INSTALLATION....................... 3-474. SECTION 4 – PREVENTIVE MAINTENANCE ....................................................... 4-14.1. GENERAL ......................................................................................................... 4-14.2. INTRODUCTION ............................................................................................... 4-14.3. PREVENTIVE MAINTENANCE INDEX............................................................. 4-24.3.1. Special Tools and Test Equipment ................................................................. 4-34.3.2. After Flooding ................................................................................................. 4-54.3.3. Warnings......................................................................................................... 4-64.4. EVERY 7500 OPERATIONS (OR SEMI-ANNUALLY, WHICHEVER COMESFIRST)............................................................................................................... 4-74.4.1. 7500 Operations <strong>Switch</strong> <strong>Machine</strong> Lubrication................................................. 4-74.5. MONTHLY MAINTENANCE .............................................................................. 4-94.5.1. External <strong>Switch</strong> <strong>Machine</strong> Inspection ............................................................... 4-94.5.1.1. Hand Crank Cutout Operation Verification....................................................4-114.5.2. Hand Throw Operation Verification............................................................... 4-134.5.3. Primary Point Detector Verification ............................................................... 4-164.5.4. Secondary Point Detector Verification (Optional).......................................... 4-174.5.5. Point Pressure Test ...................................................................................... 4-194.5.6. <strong>Switch</strong> Obstruction Test ................................................................................ 4-204.5.7. Latch Out Verification Test............................................................................ 4-274.6. QUARTERLY MAINTENANCE........................................................................ 4-284.6.1. Internal <strong>Switch</strong> <strong>Machine</strong> Inspection............................................................... 4-284.7. SEMI-ANNUAL MAINTENANCE ..................................................................... 4-324.7.1. Back Linkage and Gear Box Lubrication....................................................... 4-324.8. ANNUAL MAINTENANCE ............................................................................... 4-344.8.1. <strong>Switch</strong> <strong>Machine</strong> Lubrication .......................................................................... 4-344.9. AS REQUIRED MAINTENANCE..................................................................... 4-354.9.1. Lock Rod and Point Detector Adjustments ................................................... 4-354.9.2. Point Detector Rod Adjustment..................................................................... 4-374.9.3. Gear Box Lubricant Replacement................................................................. 4-404.9.4. Main Drive Roller Inspection ......................................................................... 4-414.9.5. Gear Box Output Shaft and Key Inspection .................................................. 4-415. SECTION 5 – TROUBLESHOOTING..................................................................... 5-15.1. GENERAL ......................................................................................................... 5-15.2. PHILOSOPHY ................................................................................................... 5-15.3. POSSIBLE SYMPTOMS AND CORRECTIVE ACTIONS.................................. 5-15.3.1. Symptoms Noticed from the Control Locations............................................... 5-25.3.2. Symptoms Noticed from the Wayside Locations, Standard Controller............ 5-35.3.3. Symptoms Noticed from the Wayside Locations, Enhanced Controller .......... 5-55.3.4. Controller LED Display.................................................................................... 5-75.3.4.1. Standard Controller LED Display ....................................................................5-85.3.4.2. Enhanced Motor Controller LED Display ........................................................5-95.3.4.3. Controller Fault .............................................................................................5-12P2496, Rev. 6, Jul/11 iii <strong>Alstom</strong> Signaling Inc.
6. SECTION 6 – CORRECTIVE MAINTENANCE ...................................................... 6-16.1. GENERAL ......................................................................................................... 6-16.2. REMOVAL AND REPLACEMENT PROCEDURES........................................... 6-16.2.1. Covers ............................................................................................................ 6-26.2.2. Cross Brace .................................................................................................... 6-36.2.3. Controller ........................................................................................................ 6-46.2.4. DC Motor and 172:1 Gear Box ....................................................................... 6-66.2.5. Main Drive....................................................................................................... 6-96.2.6. Motor Limit <strong>Switch</strong>(es) .................................................................................. 6-126.2.7. Cam Bar Detection <strong>Switch</strong> ............................................................................ 6-136.2.8. Hand Throw Cutout <strong>Switch</strong> ........................................................................... 6-156.2.9. Hand Crank Cutout Limit <strong>Switch</strong> ................................................................... 6-176.2.10. Hand Throw Module...................................................................................... 6-206.2.11. Latch Stand(s) .............................................................................................. 6-266.2.12. Lock Rod....................................................................................................... 6-276.2.13. Point Detector System Module ..................................................................... 6-286.2.14. Point Detector <strong>Switch</strong> Module....................................................................... 6-376.2.15. Point Detector Rod........................................................................................ 6-396.2.16. Point Detector Rod Bushing.......................................................................... 6-416.2.17. Throw Bar ..................................................................................................... 6-436.2.18. Throw Bar and Lock Rod Wear Plate Assembly ........................................... 6-456.2.19. Condensation Heater .................................................................................... 6-476.2.20. Motor Gear Box Heater................................................................................. 6-487. SECTION 7 - PARTS CATALOG ........................................................................... 7-17.1. GENERAL ......................................................................................................... 7-17.2. PARTS LISTS.................................................................................................... 7-1A. APPENDIX A - DRAWINGS...................................................................................... 1A.1. OVERVIEW .......................................................................................................... 1A.2. WIRING AND CIRCUIT APPLICATIONS ............................................................. 2A.2.1. 2-Wire Configuration For Replacement of <strong>Alstom</strong> Model 55E <strong>Switch</strong><strong>Machine</strong>s ........................................................................................................... 2A.2.2. 3-Wire Configuration For Replacement of <strong>Alstom</strong> Model 5E & 5F <strong>Switch</strong><strong>Machine</strong>s ........................................................................................................... 3A.2.3. 3-Wire Configuration For Replacement of US&S Model M23A or M3 <strong>Switch</strong><strong>Machine</strong> ............................................................................................................. 5A.2.4. 4-Wire Configuration For Replacement of <strong>Alstom</strong> Model 5G and 5H <strong>Switch</strong>A.2.5.<strong>Machine</strong>s ........................................................................................................... 65-Wire Configuration For Replacement of US&S Model M23A, M23B, or M3<strong>Switch</strong> <strong>Machine</strong>s................................................................................................ 8A.2.6. Terminal Block Pin Outs .................................................................................. 10A.2.7. Secondary Point Monitor Circuit ...................................................................... 11A.2.8. Typical Polarized <strong>Switch</strong> Circuits ..................................................................... 12A.2.9. Typical Neutral <strong>Switch</strong> Circuits......................................................................... 17A.2.10. GM4000A Wiring Diagram ............................................................................... 21P2496, Rev. 6, Jul/11 iv <strong>Alstom</strong> Signaling Inc.
LIST OF FIGURESFigure No. Title PageFigure 1-1. GM4000A <strong>Switch</strong> <strong>Machine</strong>.........................................................................1-1Figure 1-2. GM4000A <strong>Switch</strong> <strong>Machine</strong> With Covers Closed and Guards Installed ......1-7Figure 1-3. GM4000A <strong>Switch</strong> <strong>Machine</strong> Dual Control – Exterior View.........................1-10Figure 1-4. GM4000A <strong>Switch</strong> <strong>Machine</strong> Dual Control – Interior View ..........................1-11Figure 1-5. Cam Bar...................................................................................................1-12Figure 1-6. Cam Bar Detection <strong>Switch</strong> .......................................................................1-13Figure 1-7. Condensation Heater ...............................................................................1-14Figure 1-8. Controller .................................................................................................1-15Figure 1-9. Cross Brace .............................................................................................1-16Figure 1-10. DC Motor and 172:1 Gear Box Assembly ..............................................1-17Figure 1-11. Hand Cranks ..........................................................................................1-18Figure 1-12. Hand Crank Cutout <strong>Switch</strong>.....................................................................1-19Figure 1-13. Hand Throw Lever and Selector Lever...................................................1-20Figure 1-14. Hand Throw Cutout <strong>Switch</strong> ....................................................................1-21Figure 1-15. Latch Stands ..........................................................................................1-21Figure 1-16. Lock Rods ..............................................................................................1-22Figure 1-17. Main Drive..............................................................................................1-23Figure 1-18. Motor Gear Box Heater..........................................................................1-24Figure 1-19. Point Detector Module............................................................................1-25Figure 1-20. Point Detector <strong>Switch</strong> Module ................................................................1-26Figure 1-21. Point Detector Rods...............................................................................1-27Figure 1-22. Throw Bar ..............................................................................................1-28Figure 1-23. Throw Bar and Lock Rod Wear Plates...................................................1-29Figure 1-24. Wire Harness .........................................................................................1-31Figure 2-1. GM4000A Lengthwise Cross Section ........................................................2-3Figure 2-2. Throw Bar Locking Position .......................................................................2-5Figure 2-3. Non-Restorable Latch Out, GM4000A at Mid Stroke ...............................2-11Figure 3-1. Typical GM4000A <strong>Switch</strong> Layout ...............................................................3-2Figure 3-2. GM4000A Internal Wiring Components ...................................................3-19Figure 3-3. TB1 Terminal Locations ...........................................................................3-22Figure 3-4. GM4000A Controller Wiring Configuration Options..................................3-25Figure 3-4. Secondary Point Monitor Kit (P/N GMK50-023-01)..................................3-47Figure 5-1. Enhanced Controller Reset Location .........................................................5-2Figure 7-1. GM4000A <strong>Switch</strong> <strong>Machine</strong> Assembly Drawing, Sheet 1 of 8.....................7-3Figure 7-2. <strong>Alstom</strong> Model GM4000A Wire Harness, P/N GMV00-900-00 ..................7-21Figure 7-3. Tools and Kits ..........................................................................................7-25Figure A-1. 2-Wire Circuit For Replacement of <strong>Alstom</strong> Model 55E <strong>Switch</strong> <strong>Machine</strong>s...A-2Figure A-2. 3-Wire Circuit For Replacement of <strong>Alstom</strong> Model 5E and 5F<strong>Switch</strong> <strong>Machine</strong>s, Right Hand Point Normally Closed ...............................A-3P2496, Rev. 6, Jul/11 v <strong>Alstom</strong> Signaling Inc.
Figure A-3. 3-Wire Circuit For Replacement of <strong>Alstom</strong> Model 5E and 5F <strong>Switch</strong><strong>Machine</strong>s, Left Hand Point Normally Closed............................................A-4Figure A-4. 3-Wire Circuit For Replacement of US&S Model M23A or M3 <strong>Switch</strong><strong>Machine</strong>.....................................................................................................A-5Figure A-5. 4-Wire Circuit For Replacement of <strong>Alstom</strong> Model 5G and 5H <strong>Switch</strong><strong>Machine</strong>s, Right Hand Point Normally Closed...........................................A-6Figure A-6. 4-Wire Circuit For Replacement of <strong>Alstom</strong> Model 5G and 5H <strong>Switch</strong><strong>Machine</strong>s, Left Hand Point Normally Closed .............................................A-7Figure A-7. 5-Wire Circuit For Replacement of US&S Model M23A, M23B, or M3<strong>Switch</strong> <strong>Machine</strong>s, Right Hand Point Normally Closed, with Plug In TypeRelays .......................................................................................................A-8Figure A-8. 5-Wire Circuit For Replacement of US&S Model M23A, M23B, or M3 <strong>Switch</strong><strong>Machine</strong>s, Right Hand Point Normally Closed, with PP-151, PN150BM orN-150SO Relays........................................................................................... 9Figure A-9. Terminal Block Pinouts............................................................................... 10Figure A-10. Secondary Point Monitor Circuit ............................................................... 11Figure A-11. Typical Polarized <strong>Switch</strong> Repeater Circuit, Single <strong>Switch</strong>, Indication inHand Throw................................................................................................ 12Figure A-12. Typical Polarized <strong>Switch</strong> Repeater Relay Circuit Crossover, Indication inHand Throw................................................................................................ 13Figure A-13. Typical Polarized <strong>Switch</strong> Repeater Relay Circuit Crossover, No Indicationin Hand Throw......................................................................................................... 14Figure A-14. Typical Polarized <strong>Switch</strong> Repeater Circuit, Single <strong>Switch</strong>, No Indication inHand Throw................................................................................................ 15Figure A-15. Typical 6 Wire Polarized <strong>Switch</strong> Repeater Relay Circuit Crossover,Indication in Hand Throw ......................................................................... 16Figure A-17. Typical Neutral <strong>Switch</strong> Repeater Circuit, Single <strong>Switch</strong>, Indication in HandThrow....................................................................................................... 18Figure A-18. Typical Neutral <strong>Switch</strong> Repeater Relay Circuit Crossover, No Indication inHand Throw ............................................................................................. 19Figure A-19. Typical Neutral <strong>Switch</strong> Repeater Relay Circuit Crossover, Indication inHand Throw ............................................................................................. 20Figure A-20. GM4000A Wiring Diagram, Sheet 1 of 4................................................... 21P2496, Rev. 6, Jul/11 vi <strong>Alstom</strong> Signaling Inc.
LIST OF TABLESTable No. Title PageTable 2-1. <strong>Switch</strong> Movement........................................................................................2-7Table 2-2. Non-Electrical Restorable Latch Out Sequence ..........................................2-9Table 2-3. Reset Mechanical Non-Restorable Latch Out Procedure..........................2-12Table 2-4. Hand Crank Operation Procedure.............................................................2-14Table 2-5. Hand Throw Operation Procedure ............................................................2-17Table 2-6. Local Operating Procedure for GM4000A <strong>Machine</strong>s Equipped with aStandard Controller (P/N GMV00-043-00) .................................................2-19Table 2-7. Local Operating Procedure for GM4000A <strong>Machine</strong>s Equipped with anEnhanced Controller (P/N GMV00-044-00)................................................2-20Table 3-1. <strong>Switch</strong> <strong>Machine</strong> Installation Outline.............................................................3-5Table 3-2. <strong>Switch</strong> <strong>Machine</strong> Inspection Procedure ........................................................3-7Table 3-3. <strong>Switch</strong> Layout Inspection Procedure ...........................................................3-9Table 3-4. <strong>Switch</strong> <strong>Machine</strong> Right/Left Hand Reconfiguration Procedure....................3-11Table 3-5. <strong>Switch</strong> <strong>Machine</strong> Mounting Procedure........................................................3-18Table 3-6. Field Wiring Configurations .......................................................................3-21Table 3-7. Controller Wiring Connections...................................................................3-24Table 3-8. <strong>Switch</strong> <strong>Machine</strong> Wiring Procedure ............................................................3-26Table 3-9. Throw Rod Installation and Adjustment Procedure ...................................3-29Table 3-10. Lock Rod Connector Installation and Adjustment Procedure ..................3-32Table 3-11. Point Detector Rod Connector Installation and Adjustment Procedure ...3-34Table 3-12. Motor Limit Adjustment Procedure ..........................................................3-37Table 3-13. <strong>Switch</strong> <strong>Machine</strong> Verification Procedure...................................................3-39Table 3-14. Apply Topcoat of Paint to the <strong>Switch</strong> <strong>Machine</strong> Exterior Procedure .........3-40Table 3-15. Throw Rod Point Pressure Verification Procedure ..................................3-41Table 3-16. Test Bar Installation and Removal Procedure .........................................3-44Table 3-17. Secondary Point Monitor Kit Installation Procedure ................................3-48Table 4-1. Preventive Maintenance Index ....................................................................4-2Table 4-2. 7500 Operations <strong>Switch</strong> <strong>Machine</strong> Lubrication Procedure............................4-7Table 4-3. External <strong>Switch</strong> <strong>Machine</strong> Verification Procedure.........................................4-9Table 4-4. Hand Crank Cutout Operation Verification Procedure...............................4-11Table 4-5. Hand Throw Operation Verification Procedure..........................................4-13Table 4-6. Primary Point Detector Verification Procedure ..........................................4-16Table 4-7. Secondary Point Detector Verification Procedure .....................................4-18Table 4-8. Point Pressure Test Procedure .................................................................4-19Table 4-9. Narrow Notch Lock Rod <strong>Switch</strong> Obstruction Test Procedure For LockRod With 2.13" (5.4 cm) Wide Notch..........................................................4-20Table 4-10. Wide Notch Lock Rod <strong>Switch</strong> Obstruction Test Procedure For Lock RodWith 2.31" (5.9 cm) Wide Notch ..............................................................4-24Table 4-11. Latch Out Verification Test Procedure ....................................................4-27Table 4-12. Internal <strong>Switch</strong> <strong>Machine</strong> Inspection Procedure .......................................4-28Table 4-13. Back Linkage and Gear Box Lubrication Procedure................................4-32P2496, Rev. 6, Jul/11 vii <strong>Alstom</strong> Signaling Inc.
Table 4-14. Annual <strong>Switch</strong> <strong>Machine</strong> Lubrication Procedure .......................................4-34Table 4-15. Narrow Notch Lock Rod Adjustment Procedure For Lock Rod With 2.13"(5.4 cm) Wide Notch................................................................................4-35Table 4-16. Wide Notch Lock Rod Adjustment Procedure For Lock Rod With 2.31"(5.9 cm) Wide Notch................................................................................4-36Table 4-17. Point Detector Rod Adjustment Procedure..............................................4-37Table 4-18. Gear Box Lubricant Replacement Procedure..........................................4-40Table 4-19. Main Drive Roller Inspection Procedure..................................................4-41Table 4-20. Gear Box Output Shaft and Key Inspection Procedure ...........................4-41Table 5-1. Symptoms Noticed from the Control Locations ...........................................5-2Table 5-2. Symptoms Noticed from the Wayside Locations, Standard Controller .......5-3Table 5-3. Symptoms Noticed from the Wayside Locations, Enhanced Controller .....5-5Table 5-4. Controller LED Functions ............................................................................5-7Table 5-5. Standard Controller LED Displays...............................................................5-8Table 5-6. Enhanced Controller LED Displays .............................................................5-9Table 5-7. Overload Fault Symptoms.........................................................................5-10Table 5-8. Motor Fault Symptoms ..............................................................................5-11Table 5-9. Controller Fault Symptoms........................................................................5-12Table 6-1. Cover Removal and Replacement Procedure .............................................6-2Table 6-2. Cross Brace Removal and Replacement Procedure...................................6-3Table 6-3. Controller Removal and Replacement Procedure .......................................6-4Table 6-4. DC Motor and Gear Box Removal and Replacement Procedure ................6-6Table 6-5. Main Drive Removal and Replacement Procedure .....................................6-9Table 6-6. Motor Limit <strong>Switch</strong> Removal and Replacement Procedure .......................6-12Table 6-7. Cam Bar Detection <strong>Switch</strong> Removal and Replacement Procedure...........6-13Table 6-8. Hand Throw Cutout <strong>Switch</strong> Removal and Replacement Procedure ..........6-15Table 6-9. Hand Crank Cutout Limit <strong>Switch</strong> Removal and Replacement Procedure..6-17Table 6-10. Hand Throw Module Removal and Replacement Procedure ..................6-20Table 6-11. Latch Stand Removal and Replacement Procedure ...............................6-26Table 6-12. Lock Rod Removal and Replacement Procedure ...................................6-27Table 6-13. Point Detector System Module Removal and Replacement Procedure ..6-28Table 6-14. Point Detector System Module Adjustment Procedure ...........................6-30Table 6-15. Point Detector <strong>Switch</strong> Module Removal and Replacement Procedure....6-37Table 6-16. Point Detector Rod Removal and Replacement Procedure ....................6-39Table 6-17. Point Detector Rod Bushing Removal and Replacement Procedure ......6-41Table 6-18. Throw Bar Removal and Replacement Procedure ..................................6-43Table 6-19. Throw Bar and Lock Rod Wear Plate Removal and Replacement Procedure...............................................................................................................6-45Table 6-20. Condensation Heater Removal and Replacement Procedure.................6-47Table 6-21. Motor Gear Box Heater Removal and Replacement Procedure..............6-48P2496, Rev. 6, Jul/11 viii <strong>Alstom</strong> Signaling Inc.
Table 7-1. <strong>Alstom</strong> Model GM4000A <strong>Switch</strong> <strong>Machine</strong> Replaceable Components .......7-11Table 7-2. GM4000A Configuration Key For Model Number Determination ...........7-19Table 7-3. <strong>Alstom</strong> Model GM4000A Wire Harness, P/N GMV00-900-01 ...................7-23Table 7-4. <strong>Alstom</strong> Model GM4000A <strong>Switch</strong> <strong>Machine</strong> Connecting Hardware..............7-24Table 7-5. <strong>Alstom</strong> Model GM4000A <strong>Switch</strong> <strong>Machine</strong> Wire Entrance Couplings.........7-24Table 7-6. <strong>Alstom</strong> Model GM4000A <strong>Switch</strong> <strong>Machine</strong> Tools and Kits..........................7-27P2496, Rev. 6, Jul/11 ix <strong>Alstom</strong> Signaling Inc.
THIS PAGE INTENTIONALLY LEFT BLANK.P2496, Rev. 6, Jul/11 x <strong>Alstom</strong> Signaling Inc.
General Description1. SECTION 1– GENERAL DESCRIPTION1.1. SCOPE OF MANUALThe purpose of this manual is to describe the features of the <strong>Alstom</strong> GM4000A <strong>Switch</strong><strong>Machine</strong> (GM4000A) and to explain how to properly inspect, service, test, install,remove, and replace the recommended spare parts. See Table 7-2, GM4000AConfiguration Key For Model Number Determination, to configure a GM4000A switchmachine with the model number (P/N WM_ _ _ _ _ _ _ _ _ _ _ _) that includes theoptions for the application.1.2. SWITCH MACHINE OVERVIEWThe GM4000A, shown in Figure 1-1, is an electric switch machine designed for use atinterlockings and derails regardless of the existing switch machine footprint, availablepower, and weight of rail. A low profile makes it well suited for mainline freight orsubway and rapid transit applications. The machine footprint matches all industrystandard layouts. The machine uses 50% fewer parts than traditional electric switchmachines and it is easily field-modified to match specific site requirements.Figure 1-1. GM4000A <strong>Switch</strong> <strong>Machine</strong>The GM4000A is capable of delivering more than 4000 lbs. (1814.37 kg) of thrust. Thisdriving force makes it an ideal solution for long turnouts, installations plagued by snowand ice, and short turnouts with welded heel blocks.P2496, Rev. 6, Jul/11 1-1 <strong>Alstom</strong> Signaling Inc.
General Description1.3. STANDARD FEATURESThe GM4000A is designed for long life and low maintenance, and helps reduceinventory due to its field configurable change-out design. It is engineered with a lowstressed mechanical system, brushless motor, solid-state controller, and significantlyfewer parts than existing switch machines. The ease of field configurable change out isthe result of a modular design concept with fewer and simplified adjustments.The GM4000A incorporates all of the features required to meet standard interlockingpractices.NOTEUpon receiving a switch call of 150 milliseconds or greater, the switchmachine unlocking process begins. The control system for the switchmachine application should be configured so it only generates a pulselasting 150 milliseconds or longer when a switch call is being made.Standard features include:Modular Design Module locating pins in the switch machine base make it possible to remove andreplace switch machine modules at tracks Compact design of these modules results in an overall switch machine height ofapproximately 8-3/4" (22.22 cm)Hand throw and hand crank options permit track switching without electrical powerIntegral Latch Stand Module Left or right hand configurable Bolted directly to the machine, no adjustment required for tie shiftingMain Drive Module Single and dual control versionsGear Box Motor Complete Gear Box Heater (24 VDC, 110 VDC, or 110 VAC)P2496, Rev. 6, Jul/11 1-2 <strong>Alstom</strong> Signaling Inc.
General DescriptionMaintenance Free Motor and Controller Brushless DC motor and solid state controller No dynamic snubbing wire No magnetic detent LED fault indicator Current overload protection for high current modeNOTEFor low current mode an external overload relay or timer must be installedto disrupt the current to motor when the machine operates against anobstruction. Heavy duty lightning protection Multiple operating power configurations, 24 VDC, 110 VDC, or 110 VAC Electronic clutch provided by a controller that uses current limit to determine theoverload trip point of the motor An optional enhanced controller allows field activation under powerAdvanced Drive Train User selectable speed Low maintenance gear boxPoint Detection System Indicates normal or reverse position Breaks indication if point moves away from stock rail Configurable latch out can be used or disabled Configurable latch out can be set for a restorable or non-restorable electricalconfiguration Configurable latch out can be set for a restorable or non-restorable mechanicalconfigurationP2496, Rev. 6, Jul/11 1-3 <strong>Alstom</strong> Signaling Inc.
General DescriptionLock Rod Module Wide or narrow notch configuration Left or right hand configurable Adjustable stroke3.5" to 6.5" (8.89 cm - 16.51 cm) for standard lock rod and point detector rod4.5" to 6.0" (11.43 cm -15.24 cm) stroke for optional lock rodP/N GM050-300-05 and point detector rod P/N GMV00-500-043.0" to 6.5" (7.62 cm – 16.51 cm) stroke for optional lock rodP/N GM050-300-07 and standard point detector rodSplit Link Cam Bar Allows flagging over a fouled switch without damaging hand throw arm Permits throw bar to complete full stroke when lock rod is fouled Can separate so the throw bar can complete stroke without locking the lock rodor indicating position (normal or reverse) Heavy duty spring prevents premature cam bar separation Thick bar and knife blade end cut through ice Raised pads elevate cam bar from water and foreign material Water barrier channel and drain hole placement reduce ice build up in criticalareasP2496, Rev. 6, Jul/11 1-4 <strong>Alstom</strong> Signaling Inc.
General Description1.4. FAIL SAFE FEATURESThe universal switch machine controller is designed to be Fail Safe. Fail Safe, as usedin the signaling context, means that no single point failure causes the system to be lesssafe than it would be if the failure had not occurred. That is, a single point failure leavesthe system at least as safe as it was before the occurrence of the failure.One of the fail-safe properties is that the motor cannot turn on at the wrong time. Forexample, if the motor uses a transistor as a power switch and the transistor shorts outdue to a surge, the motor is not allowed to turn on. The same holds true for the controllines on the controller. If there are transistors or transistor junctions used as switches onthe control lines and one of them shorts out, the motor again is not allowed to run. Anyfailure mode of any part of the circuitry does not cause the motor to operate. Thisincludes transistor junctions shorting, opening or shorting to ground. A failure, orcombination of failures, does not cause or permit the motor to operate without thepresence of a proper control signal (for example, a switch call).Two functional blocks, the motor driver and the controller govern the fail-safe features.1.4.1. Motor DriverOne motor driver switches power to each motor coil. If any or all drivers short out, thefield coil associated with the damaged driver(s) could be energized but would not deenergizeat the appropriate time to provide power to the motor. Therefore, the motorstops running and remains stopped.1.4.2. ControllerThe controller is the device controlling the timing signals that control the motor driver. Itregulates the direction and the speed of the motor. The controller receives its poweronly from the switch machine control lines (for example, a switch call). It can onlygenerate the proper sequence of signals when the control lines are energized, thereforethe motor can only run when the control lines are energized. Isolation prevents themotor power from energizing the controller.When the hand throw cutout limit switch or the hand crank cutout limit switch opens,power to the controller is removed. This vitally disables the motor. The hand throwswitch and the hand crank switch are both positive double break bifurcated limitswitches. A positive double break switch contains a mechanism that breaks open frozenor welded contacts.P2496, Rev. 6, Jul/11 1-5 <strong>Alstom</strong> Signaling Inc.
General Description1.5. UNIVERSAL FEATURES1.5.1. Power SupplyThe controller has a universal power supply. The GM4000A motor operates at a powervoltage range of 16 to 160 VDC or 85 to 140 VAC. There are no jumpers or specialconfigurations needed for the controller to work over these wide voltage ranges.1.5.2. SpeedThe system has two speed settings available if the supply voltage is above 110 volts(DC or AC). Speed setting is selected by configuring the wire harness connection to thecontroller.The controller sets the motor RPM to allow the switch machine to throw against anAREMA specified 2500 lbs. (1133.98 kg) load in a nominal 4 or 15 seconds. At 24 VDCthe switch machine throws against the AREMA specified 2500 lbs (1133.98 kg) load in anominal 24 seconds. Actual switch speed is dependent on several variables includingload and operating temperatures.1.5.3. CurrentThe system has two current settings. High-current mode allows the machine to push upto 4000 lbs (1814.37 kg). Low-current mode allows the machine to push up to 2500 lbs(1133.98 kg). External fuses for both applications must be rated at 20 amps.NOTEFor high current mode, the controller detects overload to disrupt thecurrent to motor when the machine operates against an obstruction.For low current mode an external overload relay or timer must be installedto disrupt the current to motor when the machine operates against anobstruction.The optimal installation is the high-voltage, high-current mode since this provides thesystem with the most output force and allows for speed configuration. The universalpower supply allows the system to run at high-voltage with the maximum force out andhave a low-voltage battery backup. A low-voltage battery backup could supply aminimum of 2500 lbs (1133.98 kg) load requirement.1.5.4. Power InputThe controller runs off all input configurations. It runs in 2-wire, 3-wire, 4-wire, or 5-wiremode depending on the controller wiring configuration.P2496, Rev. 6, Jul/11 1-6 <strong>Alstom</strong> Signaling Inc.
General Description1.6. SPECIFICATIONSThe GM4000A measures roughly 67" long, 41" wide, and 8.75" high (170.18 cm x104.14 cm x 22.23 cm). It weighs approximately 1000 lbs (453.59 kg). Figure 1-2 showsa top view of the switch machine with field and track sides labeled.TRACK SIDEFIELD SIDE67 INCHES LONG(170.18 cm)41 INCHES WIDE(104.14 cm)Figure 1-2. GM4000A <strong>Switch</strong> <strong>Machine</strong> With Covers Closed and Guards InstalledP2496, Rev. 6, Jul/11 1-7 <strong>Alstom</strong> Signaling Inc.
General DescriptionGM4000A specifications include:Applications – single switch, single slip switch, double slip switch, derailClutch – not requiredDynamic Snubbing – not requiredControl – single or dualControl Scheme – 2, 3, 4, or 5 wireControl Voltage – 9–35 VDCControl Current – 60 mA – 200 mAFuse Rating – external fuses should be rated at 20 ampsHand Crank – available option for emergency use; with ‘pushbutton’ release ofhand crank contacts and an independent access coverLayout – field configurable for left or right hand throw Lock Rod Stroke – 3.5" to 6.5" (8.89 cm – 16.51 cm) for standard lock rod and point detector rod or 4.5" to 6.0" (11.43 cm – 15.24 cm) for optional lock rodP/N GM050-300-05 and point detector rod P/N GMV00-500-04 or 3.0" to 6.5" (7.62 cm – 16.51 cm) stroke for optional lock rodP/N GM050-300-07 and standard point detector rodMagnetic Detent – inherent in switch machineMotor Type – maintenance free, brushless, DC servo motorMounting Requirements – universal footprint matches all industry standardsOperating Voltage – 85-140 VAC, 16-160 VDC, machine operates at 50Hz, 60Hz,or 100Hz ACOperating Current – 25A peak or 35A peakOperating Time (nominal) – 4 seconds or 15 seconds at 110V, configurable bycontroller wiring, or 24 seconds at 24VP2496, Rev. 6, Jul/11 1-8 <strong>Alstom</strong> Signaling Inc.
General DescriptionOverload Protection (for high current mode only) – 5 second overload timingbegins at 20AThrow Bar Stroke – 6.5" (16.51 cm)Thrust – maximum 4000 lbs. (1814.37 kg) achievable at 85 VAC or VDC minimum,and 35A setting1.7. MAJOR COMPONENTSThe GM4000A contains the following field replaceable components and modules:Cam BarCam Bar Detection <strong>Switch</strong>Condensation HeaterControllerCross BraceDC Motor and 172:1 Gear Box AssemblyHand CrankHand Crank Cutout <strong>Switch</strong>Hand Throw Lever and Selector LeverHand Throw Cutout <strong>Switch</strong>Latch StandsLock RodMain DriveMotor Gear Box HeaterPoint Detector ModulePoint Detector <strong>Switch</strong> ModulePoint Detector RodThrow BarP2496, Rev. 6, Jul/11 1-9 <strong>Alstom</strong> Signaling Inc.
General DescriptionThrow Bar and Lock Rod Wear PlatesWire HarnessAn exterior view of the top of a dual control switch machine is provided in Figure 1-3.The guards and covers are labeled including part numbers.An interior view from above a dual control GM4000A is provided in Figure 1-4. The maincomponents visible from this view are labeled including part numbers.Inclusion of a # symbol in a part number indicates there are multiple versions (groups)of the component; refer to the parts list in Section 7 for the correct part number for therequired configuration.HAND CRANK(GMA50-012-00)HAND CRANK DOOROPEN(GMV00-070-01)LONG COVER(GMV00-045-01)GUARD, THROWBARTRACK SIDE(GM050-029-00)GUARD, THROWBARFIELD SIDE(GM050-030-00)GUARD, LOCK RODTRACK SIDE(GMV00-031-00)GUARD, LOCK RODFIELD SIDE(GMV00-032-00)SHORT COVER(GMV00-046-01)Figure 1-3. GM4000A <strong>Switch</strong> <strong>Machine</strong> Dual Control – Exterior ViewP2496, Rev. 6, Jul/11 1-10 <strong>Alstom</strong> Signaling Inc.
General DescriptionHAND CRANK(GMA50-012-00)HAND CRANK DOOR(OPEN) (GMV00-070-01)CONTROLLER,STANDARD (GMV00-043-00)ENHANCED, SHOWN (GMV00-044-00)WIRE HARNESS(GMV00-900-01)MOTOR AND172:1 GEAR BOX(GMV00-025-01)LATCH STAND(GMV00-400-01)THROW BAR(GMV00-002-00)MAIN DRIVE(GMV00-100-01)CAM BAR DETECTIONSWITCH(GMA50-107-00)POINT DETECTORSWITCH MODULE(GM050-800-02)HAND THROW LEVER,COMPLETE(GMV00-200-01)LATCH STAND(GMV00-400-01)LOCK ROD(GM050-300-0#)CONDENSATION HEATER(55290-041-00, 24VDC or VACOR55290-042-00, 110 VDC or VAC)POINT DETECTOR ROD(GMV00-500-0#)POINT DETECTOR COMPLETE(GMV00-700-01)Figure 1-4. GM4000A <strong>Switch</strong> <strong>Machine</strong> Dual Control – Interior ViewP2496, Rev. 6, Jul/11 1-11 <strong>Alstom</strong> Signaling Inc.
General Description1.7.1. Cam BarThe split link cam bar is located under the main drive module and point detectionmodules. Figure 1-5 shows top and side views of the cam bar. The cam bar is visible inthe assembly drawing, Figure 7-1 sheet 2.TOP VIEWSIDE VIEWFigure 1-5. Cam BarThe cam bar moves in a machined channel within the switch machine base and is keyto the operation of the point detector system. It is the mechanism that, in conjunctionwith the lock rod, locks the switch points in position. The cam bar also preventsindication while the switch machine is unlocked.When the lock rod is out of position relative to the cam bar locking dog, a fouledcondition occurs. The split link allows the cam bar to separate so the throw bar cancomplete stroke without locking the lock rod or indicating position (normal or reverse).This occurrence allows switch points to be moved by the hand throw device. With thelock rod out of position, the split-link feature permits the hand throw lever to bepositioned in the latch stand.When the lock rod is in adjustment, the cam bar automatically resets itself whenoperated once manually or electrically.P2496, Rev. 6, Jul/11 1-12 <strong>Alstom</strong> Signaling Inc.
General Description1.7.2. Cam Bar Detection <strong>Switch</strong>The GM4000A can be configured with or without a cam bar detection switch used todetect when the cam bar is fully engaged. The switch is normally closed and openswhen activated.Figure 1-6 shows the cam bar detection switch, while Figure 1-4 shows its location.12221121Figure 1-6. Cam Bar Detection <strong>Switch</strong>P2496, Rev. 6, Jul/11 1-13 <strong>Alstom</strong> Signaling Inc.
General Description1.7.3. Condensation HeaterThe GM4000A can be configured with at least one condensation heater. There are twoheaters available, and the switch machine may be ordered with one, both, or none:1. The 24 VDC heater produces approximately 30 watts at 19.2 ohms (± 10%).2. The 110 VDC/110 VAC heater produces approximately 30 watts at 441.0 ohms(± 10%).The condensation heater is used to reduce moisture caused by condensation in theGM4000A and prevent ice from forming in the cam bar slot.Figure 1-7 shows the condensation heater, while Figure 1-4 shows its location on amounting plate in the switch machine. The 24 VDC version faces the motor end, and the110 VDC/110 VAC version faces the terminal end. When both versions are installed,they are located on both sides of the mounting plate.EACH ASSEMBLY IS IDENTIFIED BY ITS PART NUMBER AND OPERATING VOLTAGE.ALSTOM PART NO.VOLTAGEVOLTAGEVOLTAGETHE WIRES FOR EACH ASSEMBLY IDENTIFY 110 OR 24 VOLT OPERATION.PRESSURE SENSITIVE ADHESIVE(THIS SIDE ONLY)Figure 1-7. Condensation HeaterP2496, Rev. 6, Jul/11 1-14 <strong>Alstom</strong> Signaling Inc.
General Description1.7.4. ControllerThe controller controls the brushless DC motor by reading the switch call andconfiguring the motor power. The configured power causes the motor to turn in theproper direction. The controller monitors the condition of the GM4000A and checks forobstructions, motor faults, and controller faults. LEDs mounted on the controller housingdisplay the switch machine operational status. The controller features an electronicclutch, two motor speeds, two current limits, inhibit circuits to disable the motor in ahand throw or hand crank mode, and non-restorable latch out.Two versions of the controller are available. A standard version (P/N GMV00-043-00)provides all of the features listed above. An enhanced version (P/N GMV00-044-00)includes the ability to field activate the switch machine under power and includesadditional LEDs used during troubleshooting.Figure 1-8 shows top and isometric views of both versions of the controller, while Figure1-4 shows an advanced controller installed in a switch machine.STANDARD CONTROLLERRUNFAULTPOWER CONTROL MOTORENHANCED CONTROLLERREMOTEF ORWARDRUNLOCAL REMOTE OVER CTRL MOTORLOAD FAULT FAULTLOCALSTOPRESET FAULTREVERSEBEFORE CLOSING COVERSWITCH TO REMOTEFigure 1-8. ControllerA controller acts as an electronic clutch that detects the current limit of the motor. Whenthe current limit is reached, a 5–second timer starts. After 5 seconds, the overload trippoint is reached and the overload circuit reverses the motor for approximately onesecond and then shuts down power to the motor. To resume operation, either reversethe switch call or remove and restore supplied operational power.P2496, Rev. 6, Jul/11 1-15 <strong>Alstom</strong> Signaling Inc.
General DescriptionThe wiring of the controller configures the switch machine wiring, operation voltage, andspeed. The controller can be set for 2-wire (Model 55E), 3-wire (Model 5E/5F and ModelM23/M3), 4-wire (Model 5G/5H), or 5-wire (Model M23/M23A/M23B) power through thewiring configuration. See Figures A–1 through A–8 for circuit drawings. See Section 3,Installation, for wiring configuration options.The controller is field replaceable, mounted to the switch machine case. All of itselectrical connections are made with color coded connectors. The controller electricalconnections are keyed to prevent damage to the controller.1.7.5. CoversThe GM4000A has two lightweight aluminum covers, as shown in Figure 1-3, thatprotect internal switch machine components from unwanted debris, water, or othermaterial. These covers are attached to the switch machine by a quick release hasp thatcan be locked. The removable covers can be utilized as a tray to hold hardware or toolsduring maintenance.To remove a cover, remove all locks being used on the hasp and release the strap bypulling up and away from the switch machine.1.7.6. Cross BraceThe cross brace is connected to the switch machine case and supports the covers. Thecross brace can be removed to give additional access to switch machine components.Figure 1-9 shows top view and cross section of a cross brace. The cross brace locationis shown in the assembly drawing, Figure 7-1 sheets 7 and 8.AAA-AFigure 1-9. Cross BraceP2496, Rev. 6, Jul/11 1-16 <strong>Alstom</strong> Signaling Inc.
General Description1.7.7. DC Motor and 172:1 Gear Box AssemblyThe brushless DC motor and 172:1 gear box can be ordered as an assembly(P/N GMV00-025-01) and installed as a single unit. The gear box (P/N GMV00-025-00)and the motor (P/N GMV00-042-00) can also be ordered and replaced separately.Figure 1-10 shows an isometric view of the assembly, while Figure 1-4 shows thelocation of the assembly in the switch machine.MOTORGEAR BOXSPUR GEARFigure 1-10. DC Motor and 172:1 Gear Box AssemblyThe motor works with the controller to drive the switch machine. The motor connects tothe controller by a wiring harness.The 172:1 gear box reduces output speed while increasing output torque. The gear boxhas dual input, either the hand crank or the motor. Gear box output of the spur geardrives the main gear.This gear box is low maintenance with spring loaded lip seals, grease packed sealedbearings, and a synthetic lubricant for the helical gearing.One heater is provided on the side of the gear box (see Figure 7-1, sheet 5). Thisheater is used to maintain oil temperature.1.7.8. GuardsThe GM4000A has four guards that cover the throw bar, lock rod, and point detector rodas shown in Figure 1-3. These guards may be removed during maintenanceprocedures.P2496, Rev. 6, Jul/11 1-17 <strong>Alstom</strong> Signaling Inc.
General Description1.7.9. Hand CrankWhen an optional hand crank is inserted, hand crank cutout limit switch is activated andpower is removed from the motor. The hand crank is used to manually operate theswitch machine so the maintainer can check adjustments and verify undue strain is notplaced on the switch layout or switch machine parts when operation by power is notdesired or is not possible.Two hand cranks are available:Typical Hand Crank (P/N GMA50-012-00)Hex End Hand Crank (P/N GMA50-013-00)and Ratcheting Crank (P/N 50570-015-00)Both hand cranks activate the hand crank cutouts when installed.Figure 1-11 shows both hand cranks, while Figure 1-3 shows the location of a handcrank in use in a switch machine.Hand Crank (Typical) (P/N GMA50-012-00)Hex End Hand Crank (P/N GMA50-013-00)and Ratcheting Crank (P/N 50570-015-00)Figure 1-11. Hand CranksP2496, Rev. 6, Jul/11 1-18 <strong>Alstom</strong> Signaling Inc.
General Description1.7.10. Hand Crank Cutout <strong>Switch</strong>The GM4000A can be configured with or without hand crank capability. All models thatinclude hand crank capability also include a hand crank cutout switch. When the handcrank is inserted, the cutout switch removes power from the motor.Figure 1-12 shows the hand crank cutout switch components.HAND CRANK CUTOUT LIMIT SWITCHHAND CRANK CUTOUT CONTACTHAND CRANKFigure 1-12. Hand Crank Cutout <strong>Switch</strong>1.7.11. Hand Crank DoorThe hand crank door provides access for the hand crank. The door is shown open inFigures 1-3 and 1-4. The door can be padlocked closed to prevent access byunauthorized personnel.P2496, Rev. 6, Jul/11 1-19 <strong>Alstom</strong> Signaling Inc.
General Description1.7.12. Hand Throw ModuleThe optional hand throw module provides a manual means of switching tracks withoutelectrical power. It includes a hand throw lever used to hand throw the switch machineand a hand selector lever used to select manual or power operation.While in a hand throw mode, the switch machine can complete the stroke, lock theswitch points, and indicate normal or reverse position. The lever position is labeled andvisible from above the switch machine.The hand throw selector lever must be in the POWER position for energy to be suppliedto the motor, enabling power operation of the switch machine. Figure 1-13 shows theHAND and POWER positions of the selector lever.SELECTOR LEVERHAND THROW LEVERHANDFigure 1-13. Hand Throw Lever and Selector LeverFor switch machines configured without a hand crank, place the hand throw leverselector in the hand position to remove power from the switch machine motor duringmaintenance procedures.P2496, Rev. 6, Jul/11 1-20 <strong>Alstom</strong> Signaling Inc.
General Description1.7.13. Hand Throw Cutout <strong>Switch</strong>The GM4000A can be configured with or without a hand throw. All models that include ahand throw also include a hand throw cutout switch. The switch is used to detect whenthe hand throw selector lever is in the HAND position, removing power from the motor.Figure 1-14 shows the hand throw cutout switch. The switch includes the quick connectleads used to attach the switch to the wire harness. The switch is visible in theassembly drawing, Figure 7-1 sheet 2.Figure 1-14. Hand Throw Cutout <strong>Switch</strong>1.7.14. Latch StandsThe latch stand module provides support and is a locking fixture for the hand throwlever and selector lever. The module consists of two latch stands, that lock the selectorlever in the HAND or POWER position while locking the hand throw lever in normal orreverse position. The latch stands bolt directly to the switch machine case. The moduleaccommodates right or left hand switch machine configurations.Figure 1-15 shows the location of the latch stands.LATCH STANDS FOR HAND THROW LEVER AND SELECTOR LEVERFigure 1-15. Latch StandsP2496, Rev. 6, Jul/11 1-21 <strong>Alstom</strong> Signaling Inc.
General Description1.7.15. Lock RodThe lock rod locks the front rod in position (normal or reverse) and consists of two rods(curved and straight) that can be adjusted to vary machine stroke:3.5" to 6.5" (8.89 cm – 16.51 cm) for standard lock rod and point detector rod4.5" to 6.0" (11.43 cm – 15.24 cm) for optional lock rod P/N GM050-300-05 andpoint detector rod P/N GMV00-500-043.0" to 6.5" (7.62 cm – 16.51 cm) stroke for optional lock rod P/N GM050-300-07and standard point detector rodThe lock rod accommodates right- or left-hand switch machine configurations.The lock rod can be either a wide or narrow notch configuration. A narrow notch doesnot allow the machine to lock with a 1/4" (approx. 0.635 cm) obstruction, but a widenotch does. The lock rod can also be ordered with a threaded or spade end connection.Figure 1-16 shows top and side views of the lock rod, while Figure 1-4 shows thelocation of the lock rod in the switch machine.TOP VIEWTHREADED ENDSIDE VIEWTOP VIEWSPADE ENDSIDE VIEWFigure 1-16. Lock RodsP2496, Rev. 6, Jul/11 1-22 <strong>Alstom</strong> Signaling Inc.
General Description1.7.16. Main DriveThe main drive module’s patented low profile design is the driving force and mechanicalcontrol of the switch machine.Figure 1-17 shows the main drive, while Figure 1-4 shows the location of the main drivein the switch machine.Figure 1-17. Main DriveThe main drive converts the rotating motion of the motor and gear box to linear motionof the cam bar and throw bar, both of which have cam surfaces designed to achieveproper stroke and timing with the lock rod and point detector rod.In the dual control main drive module, the hand throw selector lever in the HANDposition actuates a limit switch that removes electrical power to the motor permittinghand throw operation. When the hand throw selector lever is in the POWER position,electrical power is restored through the limit switch allowing the switch machine to beoperated electrically.P2496, Rev. 6, Jul/11 1-23 <strong>Alstom</strong> Signaling Inc.
General Description1.7.17. Motor Gear Box HeaterThe GM4000A can be configured with or without a motor gear box heater. The availableheater operates at 24 VDC or 110 VAC/VDC.The motor gear box heater is used to maintain the temperature of the motor gear box invery cold climates.Figure 1-18 shows the Motor Gear Box Heater. The heater is shown installed on themotor gear box in Figure 7-1, sheet 5, detail “G.”THERMOSTATFigure 1-18. Motor Gear Box Heater1.7.18. Motor Limit <strong>Switch</strong>esTwo motor limit switches are part of the wire harness. They provide feedback to thecontroller, stopping the motor at completion of a stroke. One switch is open and oneswitch is closed when the switch machine is at the end of stroke in the “normal” position.When the switch machine is at the end of stroke in the “reverse” position the switchposition is reversed (the first one is closed and the second one is open). Both switchesare closed in mid stroke.Figure 1-3 shows the location of the motor limit switches. Figure 1-24 shows the wireharness.P2496, Rev. 6, Jul/11 1-24 <strong>Alstom</strong> Signaling Inc.
General Description1.7.19. Point Detector ModuleFigure 1-19 shows the point detector module, while Figure 1-4 shows the location of themodule in the switch machine.TOP VIEWFRONT VIEWFigure 1-19. Point Detector ModuleThe point detector module rollers and pins detect the positions of the cam bar, lock rod,and point detector rod. The point detector module pivot arm drives the rotary switch inthe point detector module to the correct position when the cam bar, lock rod, and pointdetector rod move to the correct position. Then the point detector switch moduleindicates normal or reverse position of the switch point.P2496, Rev. 6, Jul/11 1-25 <strong>Alstom</strong> Signaling Inc.
General Description1.7.20. Point Detector <strong>Switch</strong> ModuleThe point detector switch module consists of two rotary cam switches (right and left)used to indicate the switch point position and switch machine correspondence.Figure 1-20 shows the point detector switch module, while Figure 1-4 shows thelocation of the module.TOP VIEWSIDE VIEWFigure 1-20. Point Detector <strong>Switch</strong> ModuleThe point detector switch module bolts to the switch machine base and it is driven bythe point detector module pivot arm.The point detector switch module, along with other components of the point detectorsystem, indicate to the train control room if a switch point position has moved off pointand can be utilized to indicate normal and reverse switch positioning.Each switch has five contacts. Two are used in the indication relay circuit for acorrespondence condition; two are used to shunt the relay circuit in mid-stroke; and oneis used in the latch out circuit.P2496, Rev. 6, Jul/11 1-26 <strong>Alstom</strong> Signaling Inc.
General Description1.7.21. Point Detector RodThe point detector rod is used to detect the position or movement of the switch pointsand consists of three pieces that provide adjustment to vary switch machine stroke:3.5" to 6.5" (8.89 cm – 16.51 cm) for standard lock rod and point detector rod4.5" to 6.0" (11.43 cm – 15.24 cm) for optional lock rod P/N GM050-300-05 andpoint detector rod P/N GMV00-500-043.0" to 6.5" (7.62 cm – 16.51 cm) stroke for optional lock rod P/N GM050-300-07and standard point detector rodTo meet various location configurations, there are multiple types of the point detectorrod, as shown in Figure 1-21. Figure 1-4 shows the location of the point detector rod inthe switch machineSPADE ENDTOP VIEWSIDE VIEWSWIVEL END WITH RIVETTOP VIEWSIDE VIEWTHREADED ENDS NON-SWIVELTOP and SIDE VIEWare the sameREPLACEABLE SWIVEL END WITH SHORT POINT DETECTOR RODTOP VIEWSIDE VIEWREPLACEABLE SWIVEL END WITH LONG POINT DETECTOR RODTOP VIEWSIDE VIEWFigure 1-21. Point Detector RodsP2496, Rev. 6, Jul/11 1-27 <strong>Alstom</strong> Signaling Inc.
General Description1.7.22. Throw BarThe high strength throw bar moves the switch points into position. The integral cam andthe rotary movement of the main drive crank produce linear movement of the throw bar.Figure 1-22 shows top and side views of a throw bar, while Figure 1-4 shows thelocation of the throw bar in the switch machine.TOP VIEWSIDE VIEWFigure 1-22. Throw BarP2496, Rev. 6, Jul/11 1-28 <strong>Alstom</strong> Signaling Inc.
General Description1.7.23. Throw Bar and Lock Rod Wear PlatesWear plates are located around the switch machine frame holes for the throw bar andlock rod. The plates are designed to prevent premature wearing of the components.Figure 1-23 shows the wear plate locations.WEAR PLATESFigure 1-23. Throw Bar and Lock Rod Wear PlatesP2496, Rev. 6, Jul/11 1-29 <strong>Alstom</strong> Signaling Inc.
General Description1.7.24. Wire HarnessThe wire harness connects the controller to field electrical connections at a terminalstrip located at the point detector end of the switch machine. Two sets of connectors areprovided for the optional motor gear box heater. One set of connectors hooks up to theauxiliary terminals to provide power to another set that hooks up to the heater.The wire harness includes connections to two motor limit switches that providefeedback to the controller, stopping the motor at completion of a stroke. One switch isopen and one switch is closed when the switch machine is at the end of stroke in the“normal” position. When the switch machine is at the end of stroke in the “reverse”position the switch position is reversed (the first one is closed and the second one isopen). Both switches are closed in mid stroke.The wire harness includes connectors to the limit switches for the optional hand throwand hand crank features.The hand crank option includes a normally closed hand crank cutout switch thatopens when the optional hand crank is inserted. The switch is closed when thehand crank is removed and the hand crank reset button is activated.The hand throw option includes a normally closed hand throw switch that openswhen the power selector of the optional hand throw is moved into the hand mode.The switch is closed when the power selector is moved into the power mode.Figure 1-24 shows the wire harness, while Figure 1-4 shows the location of the wireharness the switch machine.In addition, the wired harness contains connection for the Cam Bar Detection <strong>Switch</strong>used to detect when the Cam Bar is fully engaged.P2496, Rev. 6, Jul/11 1-30 <strong>Alstom</strong> Signaling Inc.
General DescriptionCONFIGURATION JUMPERSMOTOR GEARBOX HEATERCONNECTIONS TO HEATERRIGHT POINT DETECTORMOTOR LIMIT SWITCHES WITHQUICK DISCONNECTSLEFT POINT DETECTORMOTOR GEARBOX HEATER ACCESSORYTERMINAL CONNECTIONSTERMINAL CONNECTIONSFigure 1-24. Wire HarnessP2496, Rev. 6, Jul/11 1-31 <strong>Alstom</strong> Signaling Inc.
General Description1.8. SAFETY PRECAUTIONS FOR MAINTAINERSSafe practices and common sense should always be used when working around anyequipment. Remember that good common sense and an understanding of theequipment is essential to any safety policy. The following describes health and safetystandards for testing, alterations, repairs, improvements, or maintenance and applies toall maintenance personnel.NOTEOnly authorized personnel who have reviewed and understand theinformation contained in this manual should be working on or around theswitch machine.The following warnings apply when working with the GM4000A switch machine.WARNINGUNLESS OTHERWISE INDICATED, ALWAYS INHIBIT POWER TO THESWITCH MACHINE BEFORE WORKING ON THE MACHINE.UNEXPECTED OPERATION OF THE MACHINE COULD CAUSEINJURY FROM OPEN GEARS, ELECTRICAL SHOCK, OR MOVINGSWITCH POINTS.WARNINGREMAIN CLEAR OF GEARS AND SWITCH POINTS WHEN INSERTINGHAND CRANK. UNTIL THE HAND CRANK CUTOUT LIMIT SWITCH ISACTIVATED THE SWITCH MACHINE CAN BE REMOTELY ACTIVATEDINSTANTLY, POSSIBLY CAUSING PERSONAL INJURY ANDEQUIPMENT DAMAGE.WARNINGBE AWARE THAT WHEN POWER HAS NOT BEEN REMOVED FROMTHE SWITCH MACHINE, IT CAN BE REMOTELY ACTIVATEDINSTANTLY, POSSIBLY CAUSING PERSONAL INJURY ANDEQUIPMENT DAMAGE.WARNINGWHEN THE HAND CRANK IS REMOVED AND THE PUSHBUTTON ISRESET, ALWAYS BE PREPARED FOR IMMEDIATE SWITCHMOVEMENT. FAILURE TO DO SO COULD CAUSE INJURY BYUNEXPECTED OPERATION.P2496, Rev. 6, Jul/11 1-32 <strong>Alstom</strong> Signaling Inc.
General DescriptionWARNINGKEEP CLEAR OF GEARS AND SWITCH POINTS WHEN MACHINE ISUNDER REMOTE OPERATIONAL CONTROL. POWER TO SWITCHMACHINE CAN BE CUT OFF AT THE CONTROL ROOM. WITHCOVERS REMOVED, SWITCH MACHINE CONTROL CAN BECHANGED FROM CONTROL ROOM TO MACHINE.BE AWARE THAT MACHINES WITH THE ENHANCED CONTROLLERCONTAIN A MANUAL JOG OPERATION SWITCH THAT MAY BEACTIVATED WHEN THE SWITCH MACHINE COVER IS REMOVED.EITHER CONDITION COULD CAUSE EQUIPMENT DAMAGE ORPERSONAL INJURY.1.8.1. General RequirementsMaintenance personnel shall comply with all local laws, rules, statutes, and regulationsof governing or regulatory authorities within the geographical area of operation of theproperty (customer or authority). The requirements of these authorities or the user’ssafety manual, whichever is more stringent, shall apply. When specific standards anddetails are not set forth in the manual, job specifications, or in the local laws andregulations referenced, standards published by the Occupational Safety and HealthAdministration (OSHA) shall apply.1.8.2. Proper Attire1. Wear hard hats at all times.2. Wear work shoes that are in good repair. Sneakers or tennis shoes are unsafe.3. Wear clothing of proper fit. Loose fitting clothing is a hazard.4. Avoid wearing belt-type key rings, and never carry tools in hip pockets.1.8.3. General Safety on Property1. Never go out on a track of a property alone. Flaggers familiar with operatingprocedures and safety regulations should accompany all field maintenancepersonnel for maximum safety.2. Always be alert and watchful as if each person were alone. Be aware of all personsin the area at all times. Yell or signal a warning if a dangerous situation develops.P2496, Rev. 6, Jul/11 1-33 <strong>Alstom</strong> Signaling Inc.
General Description1.8.4. Safety at Track Side1. Check for a safe place to go before starting a job and be sure that enough safeplaces are available for all personnel on the track. Avoid sudden unplanned moves.2. Never attempt to complete a job when a train is approaching.3. Stand along the track in a clear area, stand where the train operator can see you,and take precautionary measures.4. When crossing the tracks in front of or behind a stopped train, cross at a greatenough distance from the train to be prepared for the train to proceed in eitherdirection.5. If boarding or dismounting a train, wait until the train comes to a full stop and theoperator gives his or her permission. When carrying equipment or plans, alwayshand them up or down to allow free use of your hands.6. Never step or walk on rails. Slipping off may result in serious injury.7. Never lay tools or equipment on the rails. Objects left on a rail may derail or damagea train and flying debris could endanger personnel along the track.8. When taking shelter from an approaching train, always watch for a train on theadjacent track.9. Exercise special caution in tunnels, curves, and turnouts and on grades, as it is verydifficult to determine the direction from which a train is approaching and its distanceaway.P2496, Rev. 6, Jul/11 1-34 <strong>Alstom</strong> Signaling Inc.
General Description1.8.5. Safety at <strong>Switch</strong> <strong>Machine</strong>s1. Keep fingers, feet, tools, and equipment out of switch points. Closing points can trapand crush hands and feet or damage tools and equipment. A wedge properlyinserted between points prevents an inadvertently energized switch machine fromcausing personal injury or equipment damage.2. Never step on switch rods. Rod movement can cause serious foot injury or loss ofbalance.3. Because the switch machine is often operated from a remote station (a local controlroom), be sure to notify this station that maintainers are working on or around agiven switch machine. This notification may prevent the equipment from beingactivated during the reported service.NOTEThere are four versions of this switch machine; each version includes ahand throw and/or a hand crank to inhibit power to the motor for safetywhen working on the machine when power is not required.To inhibit power to the motor:insert the hand crank, if availableotherwise place the hand throw in the HAND position4. When covers are removed from switch machine and gearing is exposed, keepfingers away from gearing.P2496, Rev. 6, Jul/11 1-35 <strong>Alstom</strong> Signaling Inc.
General DescriptionTHIS PAGE INTENTIONALLY LEFT BLANK.P2496, Rev. 6, Jul/11 1-36 <strong>Alstom</strong> Signaling Inc.
Theory of Operation2. SECTION 2 – THEORY OF OPERATION2.1. INTRODUCTIONThis Section contains a functional overview of the GM4000A <strong>Switch</strong> <strong>Machine</strong>. Operationis described with associated modules and components.2.2. SEQUENCE OF OPERATIONThe mechanical order of operation for the GM4000A <strong>Switch</strong> <strong>Machine</strong> is as follows:1. Break indication2. Unlock Points3. Throw Points4. Lock Points5. Indicate if <strong>Switch</strong> Points are in Correct PositionP2496, Rev. 6, Jul/11 2-1 <strong>Alstom</strong> Signaling Inc.
Theory of Operation2.3. POWER OPERATIONThe GM4000A uses a brushless DC motor and a controller to drive the gear train.The motor starts and stops depending on the control signal received from thecontrol house and on the state of the machine. It runs counter clockwise orclockwise depending on the signal present from the control house and on the stateof the machine.The controller decodes control signals, accepting input for motor operationdirection (clockwise and counter clockwise). It stops the motor when the limitswitch is activated. Controller failure prohibits motor operation.The brushless DC motor contains a permanent magnet armature that rotates and drivesthe gear box. The motor contains three field coils that surround the armature. Thecontroller energizes and de-energizes the three field coils in a circular fashion. Thiscreates a rotating magnetic field that pulls the armature around.The switch machine contains three hall sensors that monitor the armature and provideposition information to the controller. This information is used to control the circuitry thatpowers the three field coils. Together, the hall sensors and the controller regulate themotor’s RPM. The motor’s RPM is independent of the switch machine’s load. Thisimplies that as the switch machine’s load varies; the switch machine’s throw timeremains constant (the switch machine does not slow down as the load increases).The controller also monitors the motor’s current. Motor current is directly proportional tomotor torque. As the switch machine sees an increased load such as point pressure oran obstruction, the motor sees an increased load. The controller senses the increasedload on the motor and supplies more current to the motor thus increasing the motortorque. This additional motor torque increases the switch machine’s output force up to4000 lbs. (1814.37 kg).P2496, Rev. 6, Jul/11 2-2 <strong>Alstom</strong> Signaling Inc.
Theory of Operation2.4. DRIVE TRAINThe GM4000A <strong>Switch</strong> <strong>Machine</strong> drive train consists of a motor, a 172:1 gear box, and amain drive module. The motor is bolted to and drives the gear box. The splined maindrive crank converts the rotational movement of gears into a linear movement of thethrow bar and cam bar. This drive train, along with the throw bar, provides the thrustrequired to throw a switch in 4 or 15 seconds in 110 VDC or VAC applications andapproximately 24 seconds in 24 VDC applications. The speed of machine switching isdependent on supplied voltage and controller configuration.Figure 2-1 is a lengthwise cross section down the center of the GM4000A showing thegear box and components that interact with the drive train module.TOP BEARINGMAIN GEARLOCK RODGEAR BOXOUTPUT GEARTHROW BARCAM BAR TONGUECAM BAR SLOTFigure 2-1. GM4000A Lengthwise Cross SectionP2496, Rev. 6, Jul/11 2-3 <strong>Alstom</strong> Signaling Inc.
Theory of Operation2.5. NORMAL AND REVERSE LOCKINGThe throw bar and lock rod must be locked at end of stroke in the Normal or Reverseswitch point positions.The throw bar is locked when the crank has traveled over the center of the throw bar, asshown in Figure 2-2. When the crank is in the over-center position, any load on thethrow bar (point pressure) drives the crank roller into the locking pocket of the throw bar.The cogging action of the motor and the gear train hold the crank in the over-centerposition if there is no load on the throw bar (point pressure).The lock rod is locked when the cam bar dog is centered in the notch of the lock rod. Atend of stroke, if the crank is not over center of the throw bar or the cam bar dog is notcentered in the lock rod notch, then the motor limit cams must be adjusted per the MotorLimit <strong>Switch</strong> Adjustment Procedure.P2496, Rev. 6, Jul/11 2-4 <strong>Alstom</strong> Signaling Inc.
Theory of OperationPOSITION MARKERSTHROW BARCRANKPOSITION MARKERS DETAILFigure 2-2. Throw Bar Locking PositionP2496, Rev. 6, Jul/11 2-5 <strong>Alstom</strong> Signaling Inc.
Theory of Operation2.6. POINT DETECTIONFive components interact to perform point detection:1. Point Detector System Module2. Point Detector <strong>Switch</strong> Module3. Point Detector Rod4. Lock Rod5. Cam BarSee the individual component descriptions for detailed explanations of how theyfunction.If additional point monitoring is required, a Secondary Point Monitor Kit(P/N GMK50-023-01) can be installed. This optional kit provides secondary monitoringof switch points. It can signal a 1/8” movement of switch points to help predict loss ofcorrespondence prior to failure at rush hour. This kit is Non-Vital and can be retrofittedonto a GM4000A <strong>Switch</strong> <strong>Machine</strong>. It operates on 88 VDC to 132 VDC input. SeeHeading 3.22 for more information.The point detector switch module contains two positive double break rotary camswitches. One switch rotates clockwise and one rotates counter clockwise. A positivedouble break switch contains a mechanism that breaks open frozen or welded contacts.Each rotary cam switch consists of five switches for indication, shunting, latch out, andcontinuity checking.<strong>Switch</strong>es 1 and 2 are used to shunt the NWP and WP coils in the indication relayswhen the switch machine is unlocked.<strong>Switch</strong>es 3 and 4 are used to indicate that the switch points, switch machine, lockrod, and point detector rod are either in or out of correspondence.<strong>Switch</strong> number 5 is used for latch out. If the latch out function is not required, thenthis contact can be used as an auxiliary contact.The range of motion for the rotary cam switch is 60 degrees. An external spring returnmechanism returns the switch to the 0 degree position. As the switch rotates, the fiveswitches actuate. See Table 2-1 for detailed switch movement.P2496, Rev. 6, Jul/11 2-6 <strong>Alstom</strong> Signaling Inc.
Theory of OperationTable 2-1. <strong>Switch</strong> Movement<strong>Switch</strong> Type 0 8 20 21 601 Shunt X-------------------X2 Shunt X--------------------X3 Indicate X---------------------------X4 Indicate X----------------------X5 Latch Out/ X------------------------------------–XAuxiliaryNOTE: X-----------X = Closed <strong>Switch</strong>If switches 3, 4, and 5 are closed (at 8 degrees or less), then the switch machine is incorrespondence and the switch machine is indicating. <strong>Switch</strong>es 3, 4, and 5 are open by21 degrees. A variance in the angle at switch opening (between 8 and 21 degrees)occurs due to dimension tolerances for the components. <strong>Switch</strong>es 3, 4, and 5 all mustbe closed before the point detector system indicates.To verify that the point detector is indicating use a multimeter on TB-1, TB-2, and TB-3to verify contact closure. Refer to the switch machine schematic in Appendix A.The point detector system module interfaces between the point detector rod, the lockrod, the cam bar, and the point detector switch module. The point detector moduleactuates the rotary cam switches. As the point detector rod is displaced, the pivot armrotates and actuates the rotary cam switch. If it moves the correct amount to 1/4" or 3/8"(0.635 cm or 0.952 cm), the indication switches open and the indication is broken.The point detector system interfaces with the lock rod. One pin on each point detectorpivot arm senses the position of the lock rod. If the lock rod is out of correspondence,the pin on the pivot arm does not fall into the notch on the top of the lock rod and thepoint detector system does not indicate.The cam bar interfaces with the point detector module. The cam bar locks the lock rod.As the machine is operated, the first thing that happens is the cam bar separates thelatch out dogs and the pivot arms. This action rotates both rotary cam switches and thusbreaks indication. The indication is broken before the cam bar dog unlocks the lock rod.In mid-stroke, the cam bar holds latch out dogs separated on the point detector module.This keeps both rotary cam switches rotated 25 degrees. <strong>Switch</strong>es 1 and 2 stay closed,while the NWP and the WP short out. As the switch machine reaches end-of-stroke andthe machine is locked, the cam bar leaves the latch out dogs and the pivot arms rotateallowing the point detector switch module to indicate.P2496, Rev. 6, Jul/11 2-7 <strong>Alstom</strong> Signaling Inc.
Theory of Operation2.6.1. Latch OutLatch out is an indication option and a mechanical memory system that stores positioninformation of points that have moved at least 1/4" (0.635 cm). Latch out can beconfigured for 1/4" or 3/8" (0.635 cm or 0.952 cm). This discussion focuses on the 1/4"(0.635 cm) latch out. The same principles apply for 3/8" (0.952 cm) latch out.A switch machine without latch out responds differently to 1/4" or 3/8" (0.635 cm or0.952 cm) movement of the switch points:Without Latch Out – If there is a 1/4" (0.635 cm) movement of the switch points in asystem without latch out, the point detector system does not indicate. If the pointsclose back up, the system re-indicates.With Latch Out – As the switch points open up the point detector rod moves, thiscauses the pivot arms to rotate. When the switch points are open 1/4" (0.635 cm),the switch machine does not indicate. When the point detector rod moves anadditional 0.045" (0.114 cm) the latch out dog drops behind the retaining ring. Theretaining ring and the latch out dog keep the pivot arm from rotating even if thepoints close up. The pivot arm cannot rotate once the system is latched out; therotary cam switch numbers 3, 4, and 5 of the point detector switch module are heldopen. The system is considered latched out.The GM4000A latch out options are configured by the use of hardware:No Latch Out (latch out disabled) is configured by removing the retaining nuts andrings from the point detector module as shown in Table 2-2, Step 1 and connectingTB1–9 and TB1–10 (as shown in typical drawings in Appendix A) with a latch outjumper. A switch machine with this configuration does not latch out.Mechanical Non-Restorable Latchout is configured by adding a key and dog to thepoint detector module. A switch machine with this configuration can only berestored by resting the mechanical key as shown in Table 2-3.Electrical Restorable Latch Out is configured by keeping the retaining nuts andrings from the point detector module and connecting TB1–9 and TB1–10 (asshown in typical drawings in Appendix A) with a latch out jumper. A switch machinewith this configuration can be restored remotely by issuing a switch call.Non-Electrical (Mechanical) Restorable Latch Out is configured by keeping theretaining nuts and rings and removing the latch out jumper from TB1–9 and TB1–10 (as shown in typical drawings in Appendix A). A switch machine with thisconfiguration can be restored remotely or locally. The system is reset remotely byissuing a switch call. The system is reset locally by hand throwing or hand crankingthe machine, then moving the latch out dog as described in the Point DetectorSystem Module Adjustment procedure in Table 6-14, or by using the manualcontrol switch. The motor runs in restorable latch out mode.P2496, Rev. 6, Jul/11 2-8 <strong>Alstom</strong> Signaling Inc.
Theory of Operation2.6.1.1. Non-Electrical Restorable Latch OutTable 2-2 describes the non-electrical restorable latch out system steps under normaloperation.Table 2-2. Non-Electrical Restorable Latch Out SequenceStepAction1 The machine is at end-of-stroke (Normal): latch out switch number 5 on the Normal rotary cam switch is closed motor can runROTARY CAMSWITCHESCAM BARDETECTIONSWITCHLATCH OUTDOGSMOTOR LIMITSWITCHESPIVOT ARMSRETAININGRINGSPOINT DETECTOR ROD2 The points move 1/4” + 0.045” (0.635 cm +0.114 cm): mechanical system latches out latch out switch number 5 on the Normal rotary cam switch opens normal motor limit switch remains openmotor cannot runP2496, Rev. 6, Jul/11 2-9 <strong>Alstom</strong> Signaling Inc.
Theory of OperationTable 2-2. Non-Electrical Restorable Latch Out Sequence (Cont.)StepAction3 The latch out is reset: latch out switch number 5 on the Normal rotary cam switch closesmotor can run4 The machine moves to mid-stroke: latch out switch number 5 on the Normal rotary cam switch opens both motor limit switches are closedmotor can run5 The machine is at end-of-stroke (Reverse): latch out switch number 5 on the Reverse rotary cam switch is closed motor can run6 The points move 1/4” + 0.045” (0.635 cm +0.114 cm): mechanical system latches out latch out switch number 5 on the Reverse rotary cam switch opens reverse motor limit switch remains open motor cannot run7 The latch out is reset: latch out switch number 5 on the Reverse rotary cam switch closes motor can runP2496, Rev. 6, Jul/11 2-10 <strong>Alstom</strong> Signaling Inc.
Theory of Operation2.6.1.2. Mechanical Non-Restorable Latch OutMechanical Non-Restorable latch out is an optional feature provided by the installationof kit GMK50-020-01. Figure 2-3 shows a GM4000A with the feature installed.This option allows a more restrictive use of the machine after a latch out situation hasoccurred. A trainman is allowed to physically operate the machine (via hand throw orhand crank), without the restoration of the correspondence circuit that has been "cut" bythe point detection system module mechanism.Configuration with this feature in conjunction with the point detection system module,requires a maintainer's intervention in order to restore the correspondence circuit. Asthe maintainer is the only person with access to inside the GM4000A, a trainman cannot restore correspondence to a machine or track condition that has beencompromised.Figure 2-3. Non-Restorable Latch Out, GM4000A at Mid StrokeIf latch out is triggered on a GM4000A equipped with restorable latch out, follow theprocedure in Table 2-3 to reset latch out.P2496, Rev. 6, Jul/11 2-11 <strong>Alstom</strong> Signaling Inc.
Theory of OperationTable 2-3. Reset Mechanical Non-Restorable Latch Out ProcedureStepAction1 Resetting Latch Out from Position 1Lift the key above bolt head and reset the dog back onto the linkage. Thedog and stop assembly returns to its normal position.KEYDOG2 Lower the key and let it rest on the bearing of the left-hand dog stopassembly,P2496, Rev. 6, Jul/11 2-12 <strong>Alstom</strong> Signaling Inc.
Theory of OperationTable 2-3. Reset Mechanical Non-Restorable Latch Out Procedure (Cont.)StepAction3 Resetting Latch Out From Position 2In the locked position as illustrated, lift the key up using the handle todisengage it from the stop.KEYDOGThe dogs snap back to a closed position.4 Then reset system as described in Steps 1 and 2.5 The latch out is reset: latch out switch number 5 on the Normal rotary cam switch closesmotor can runP2496, Rev. 6, Jul/11 2-13 <strong>Alstom</strong> Signaling Inc.
Theory of Operation2.7. MANUAL SWITCH MACHINE OPERATIONThe following describes the methods for manual operation of the GM4000A <strong>Switch</strong><strong>Machine</strong>. All machines are equipped with a Hand Throw and/or a Hand Crank; see theconfigurator in Table 7-2. Both the Hand Crank and Hand Throw Lever methods can beperformed before or after the supply power has been connected to the machine.2.7.1. Hand Crank OperationHand crank operation is available on switch machines equipped with the hand crankoption. Follow the procedure in Table 2-4 to hand crank operate the GM4000A.Table 2-4. Hand Crank Operation ProcedureStepAction1 Unlock and open the Hand Crank Door. It is not necessary to remove the topcover.HAND CRANK DOORWARNINGREMAIN CLEAR OF GEARS AND SWITCH POINTS WHENINSERTING HAND CRANK. UNTIL THE HAND CRANKCUTOUT LIMIT SWITCH IS ACTIVATED THE SWITCHMACHINE CAN BE REMOTELY ACTIVATED INSTANTLY,POSSIBLY CAUSING PERSONAL INJURY AND EQUIPMENTDAMAGE.P2496, Rev. 6, Jul/11 2-14 <strong>Alstom</strong> Signaling Inc.
Theory of OperationTable 2-4. Hand Crank Operation Procedure (Cont.)StepAction2 Insert the hand crank into the hand crank opening and engage the shaftprotruding from the gear box. The illustration below shows the location of thevarious components with the cover removed, however the hand crank maybe inserted and used with the top cover(s) closed.HAND CRANK DOOR(OPEN)HAND CRANK CUTOUTLIMIT SWITCHHAND CRANKHAND CRANKSHAFTGEAR BOXNOTEWhen the Hand Crank is inserted, the hand crank cutout limitswitch contact opens the motor power circuit. Keeping theswitch machine hand crank in place during maintenanceprovides a primary safety precaution, assuring that the switchmachine does not operate electrically.NOTEA hex end hand crank (P/N GMA50-013-00) and a ratchetingcrank (P/N) are also available to be used as an alternatemethod for hand cranking the GM4000A. This hex end handcrank is installed in the same manner as the traditional handcrank. The ratcheting crank is then placed on the hex end ofthis hand crank.P2496, Rev. 6, Jul/11 2-15 <strong>Alstom</strong> Signaling Inc.
Theory of OperationTable 2-4. Hand Crank Operation Procedure (Cont.)StepAction3 Manually operate the machine by turning the crank.NOTEFor the hex end hand crank and ratcheting crank, manuallyoperate the machine with the ratcheting crank.4 After hand cranking, remove the hand crank (or the hex end hand crank andratcheting crank), press the Reset Button to reset the cutout switch, thenclose and lock the hand crank door.HAND CRANK RESET BUTTONHAND CRANKCAUTIONIf the Reset Button is not pressed, the hand crank cutout limit switch doesnot reset to their original POSITION and power operation is not RESTOREDto the switch machine. Closing the hand crank door does not activate thereset button; it must be activated manually.P2496, Rev. 6, Jul/11 2-16 <strong>Alstom</strong> Signaling Inc.
Theory of Operation2.7.2. Hand Throw OperationHand throw operation is available on switch machines equipped with the hand throwoption. Follow the procedure in Table 2-5 to hand throw operate the GM4000A.Table 2-5. Hand Throw Operation ProcedureStepAction1 Release the hand throw selector lever from the latch stand and pivot it fromPOWER to HAND position.SELECTOR LEVER POWER AND HAND POSITIONSHAND2 Lock the selector lever in position in the latch stand.Placing the selector lever in the HAND position: prevents power from energizing the switch machine motor, disablingswitch machine operation under powerallows the main drive bevel gear to engage with the manual gearP2496, Rev. 6, Jul/11 2-17 <strong>Alstom</strong> Signaling Inc.
Theory of OperationTable 2-5. Hand Throw Operation Procedure (Cont.)StepAction3 Release the hand throw lever from the latch stand and pivot it to the oppositelatch stand and lock it in the latch stand. The pivot action causes the bevelgear of the hand throw module to move internal mating components of themain drive module and associated switch machine components.ECCENTRIC PINHAND THROW GEARHAND THROW LEVERSELECTOR LEVERCORRESPONDENCE LETTER If the HAND THROW moves freely (no resistance), the switchmachine and the points are out of correspondence with the lever. To reset correspondence move the hand throw lever 180 degrees.Once the lever clicks into place, move it back 180 degrees to movethe switch points.4 For those machines equipped with the optional hand throw lever letter kit,Verification that the location of correspondence letters N and R on the handthrow lever correspond to the position of the switch points.If the letters are out of correspondence, remove the mounting hardwareholding the N and R letters to the hand throw lever and properly positionthem. Replace mounting hardware to secure letters to lever.5 After hand throwing, release the selector lever from the latch stand, pivot theselector lever from HAND to POWER to enable switch machine poweroperation, and lock it in the latch stand.P2496, Rev. 6, Jul/11 2-18 <strong>Alstom</strong> Signaling Inc.
Theory of Operation2.7.3. Local OperationLocal operation is field activating the switch machine under power. Follow Table 2-6 forlocal operation of switch machines equipped with the standard controller (P/N GMV00-043-00) and Table 2-7 for local operation of switch machines equipped with theenhanced controller (P/N GMV00-044-00).Table 2-6. Local Operating Procedure for GM4000A <strong>Machine</strong>s Equipped with aStandard Controller (P/N GMV00-043-00)StepAction1 Remove all covers exposing modules.2 Remove one of the DC+ wires from terminal block to cause an absence ofnormal or reverse position indication. This absence of indication causes aswitch call to be automatically issued.ORRequest a switch call from the dispatch office.3 If during Step 2 the DC+ wire was removed from terminal block, reinstall theDC+ wire to the terminal block.4 Replace and lock all covers.P2496, Rev. 6, Jul/11 2-19 <strong>Alstom</strong> Signaling Inc.
Theory of OperationTable 2-7. Local Operating Procedure for GM4000A <strong>Machine</strong>s Equipped with anEnhanced Controller (P/N GMV00-044-00)StepAction1 Remove all covers exposing modules.2 Position LOCAL/REMOTE/RESET switch on controller to LOCAL.REMOTEF ORWARDRUNLOCAL REMOTE OVER CTRL MOTORLOAD FAULT FAULTLOCALSTOPRESET FAULTREVERSEBEFORE CLOSING COVERSWITCH TO REMOTE3 Place and hold the FORWARD/STOP/REVERSE switch in the position of theintended move.REMOTEF ORWARDRUNLOCAL REMOTE OVER CTRL MOTORLOAD FAULT FAULTLOCALSTOPRESET FAULTREVERSEBEFORE CLOSING COVERSWITCH TO REMOTE4 Release the FORWARD/STOP/REVERSE switch to stop operation short ofstroke completion, if desired. Motor automatically stops when stroke iscompleted if switch is not released.5 When finished using the manual operation switch, position theLOCAL/REMOTE/RESET switch on controller to REMOTE.6 Replace and lock all covers.P2496, Rev. 6, Jul/11 2-20 <strong>Alstom</strong> Signaling Inc.
Installation3. SECTION 3 – INSTALLATION3.1. GENERALThis Section describes GM4000A installation including the required switch machineadjustments.3.2. GM4000A SWITCH MACHINE ORDERINGSee Table 7-2, GM4000A Configuration Key For Model Number Determination, forthe part number to order this switch machine for the required application.3.3. PROPERTY’S REQUIREMENTSSatisfactory operation of a switch layout depends on correct switch machine installation,proper switch layout adjustments, and periodic maintenance done at recommendedintervals. Model GM4000A <strong>Switch</strong> <strong>Machine</strong>s should be installed in accordance with theproperty’s approved switch layout, addressing the property's requirements andspecifications.Initial installation may be performed with or without electrical energy available foroperation of the switch machine; however, some adjustments require power. Figure 3-1shows a typical GM4000A layout with the associated mounting hardware identified.P2496, Rev. 6, Jul/11 3-1 <strong>Alstom</strong> Signaling Inc.
InstallationTHROW BAR CONNECTION HARDWARENUMBER ONE RODSWITCH MACHINEEXTENDED TIESSWITCH POINTSSTOCK RAILPOINT DETECTOR RODLOCK ROD & POINT DETECTION CONNECTOR HARDWARELOCK RODFigure 3-1. Typical GM4000A <strong>Switch</strong> Layout3.4. WARNINGSWhen performing the installation procedures, the following warnings must be heeded:WARNINGREMAIN CLEAR OF GEARS AND SWITCH POINTS WHEN INSERTINGHAND CRANK. UNTIL THE HAND CRANK CUTOUT LIMIT SWITCH ISACTIVATED THE SWITCH MACHINE CAN BE REMOTELY ACTIVATEDINSTANTLY, POSSIBLY CAUSING PERSONAL INJURY ANDEQUIPMENT DAMAGE.WARNINGUNLESS OTHERWISE INDICATED, ALWAYS INHIBIT POWER TO THESWITCH MACHINE BEFORE WORKING ON THE MACHINE.UNEXPECTED OPERATION OF THE MACHINE COULD CAUSEINJURY FROM OPEN GEARS, ELECTRICAL SHOCK, OR MOVINGSWITCH POINTS.P2496, Rev. 6, Jul/11 3-2 <strong>Alstom</strong> Signaling Inc.
Installation3.5. COMPONENTSDepending on the switch machine options ordered, the following components are usedduring installation:GM4000A <strong>Switch</strong> <strong>Machine</strong>Main DriveWire HarnessWear PlatesThrow BarThrow Bar ConnectorThrow RodLock RodLock Rod Connecting RodPoint Detector RodPoint Detector Connecting RodStandard or Enhanced ControllerComponents based on options chosen:Gear Box HeaterCondensation Heater (24 Volt or 110 Volt)Hand Throw LeverSelector LeverLatch StandHand Throw Letter KitWire Harness Adapter KitCam Bar Detection <strong>Switch</strong>Hand CrankP2496, Rev. 6, Jul/11 3-3 <strong>Alstom</strong> Signaling Inc.
Installation3.6. TOOLSThe following tools are required for installation of the GM4000A switch machine: 1/4" and 3/8" Spoon Gauge (P/N GMA50-002-00) (approx. 0.635 cm and 0.952cm)MultimeterCrescent Wrenches<strong>Switch</strong> Wrench 1–1/16" through 2" (approximately 2.70 cm – 5.08 cm)Terminal Nut Wrench, AREMA or <strong>Alstom</strong>Drill for <strong>Switch</strong> <strong>Machine</strong> MountingOptional Hand Crank (P/N GMA50-012-00)OROptional Hand Crank, Hex End (P/N GMA50-013-00) for use with RatchetingCrank (P/N 50570-015-00) Optional <strong>Switch</strong> <strong>Machine</strong> and Layout Load Sensing Kit (P/N 59649-218-00) Optional Test Bar (P/N 59517-006-00)P2496, Rev. 6, Jul/11 3-4 <strong>Alstom</strong> Signaling Inc.
Installation3.7. INSTALLATIONDetailed GM4000A installation instructions are provided in the tables summarized inTable 3-1. Unless otherwise indicated, perform these procedures in the order provided.Each step is covered in further detail in the remainder of this Section, in the identifiedtables.Table 3-1. <strong>Switch</strong> <strong>Machine</strong> Installation OutlineInstallation ProcedureTable<strong>Switch</strong> <strong>Machine</strong> Inspection 3-2<strong>Switch</strong> Layout Inspection 3-3<strong>Switch</strong> <strong>Machine</strong> Hand Reconfiguration (only when the switch3-4machine must be changed from left to right hand operation or rightto left hand operation to meet layout requirements)<strong>Switch</strong> <strong>Machine</strong> Mounting 3-5<strong>Switch</strong> <strong>Machine</strong> Wiring 3-8Throw Rod Installation and Adjustment 3-9Lock Rod Connector Installation and Adjustment 3-10Point Detector Rod Connector Installation and Adjustment 3-11Motor Limit Adjustment 3-12<strong>Switch</strong> <strong>Machine</strong> Verification 3-13Apply Topcoat of Paint to the switch machine Exterior 3-14Field Wiring Configurations are summarized in Table 3-6 and Controller WiringConnections are summarized in Table 3-7.There are three accessories discussed at the end of this Section:The <strong>Switch</strong> <strong>Machine</strong> and Layout Load Sensing Kit is available to detect pointpressure at each point to verify the force generated against the points when theswitch machine is thrown. See Table 3-15, Throw Rod Point Pressure VerificationProcedure that describes how to use this kit.The Test Bar is available to actuate the switch machine when it is not attached tothe rails so that the Throw Bar, Lock Rod, and Point Detector Rod move as ifattached to the rails. See Table 3-16 for the Test Bar Installation and RemovalProcedure.P2496, Rev. 6, Jul/11 3-5 <strong>Alstom</strong> Signaling Inc.
InstallationThe Secondary Point Monitor Kit provides secondary monitoring of switch points. Itcan signal a 1/8” movement of switch points to help predict loss of correspondenceprior to failure at rush hour. See Table 3-17 for the Secondary Point Monitor KitInstallation Procedure.NOTEDuring some of the installation procedures it is necessary to manuallymove the switch machine into various mid stroke positions. Moving theswitch machine to these positions can be accomplished as follows:Use the optional hand crank.If power is available to the switch machine and the machine is equipped withthe enhanced controller, verify the hand throw selector lever is in the POWERposition (if equipped) and/or the hand crank is removed and the hand crankcut out switch is reset. Then use the controller’s local operation feature toreach the designated position.In dual control machines, place the hand throw selector lever in the HANDposition and then use the hand throw.P2496, Rev. 6, Jul/11 3-6 <strong>Alstom</strong> Signaling Inc.
Installation3.8. SWITCH MACHINE INSPECTIONA visual inspection of external switch machine areas should be performed prior toinstallation. Follow the procedure in Table 3-2 to perform the pre-installation switchmachine inspection.Table 3-2. <strong>Switch</strong> <strong>Machine</strong> Inspection ProcedureStepAction1 Check the configuration of the machine being installed. If the switch machinerequires reconfiguration from left-hand to right-hand or vice versa, perform thereconfiguration procedure provided in Table 3-3.2 Check the switch machine control requirements (single or dual). Compare theconfiguration number of the machine to the configuration key in Section 7 toverify control configuration.3 Check the switch machine for proper lock rod configuration (narrow notch orwide notch). Compare the configuration number of the machine to theconfiguration key in Section 7 to verify lock rod configuration.4 Check the switch machine for proper point detection rod connectionconfiguration (spade end or threaded end). Compare the configuration numberof the machine to the configuration key in Section 7 to verify connectionconfiguration.5 Check the switch machine for proper connecting hardware and wire entrancecoupling, see Table 3-6 and Table 3-7.6 Check external surfaces for any damage (bent, cracked, or broken case,hinges, or brackets).7 Insure covers are installed properly and fit tightly. Adjust as needed byadjusting the T bolts and hasp.T BOLTSHASPP2496, Rev. 6, Jul/11 3-7 <strong>Alstom</strong> Signaling Inc.
InstallationTable 3-2. <strong>Switch</strong> <strong>Machine</strong> Inspection Procedure (Cont.)StepAction8 Insure wear plates are in place on both sides of the switch machine case.WEAR PLATES9 Insure point detector rod bushings are in place on both sides of the switchmachine case.POINT DETECTOR ROD BUSHINGP2496, Rev. 6, Jul/11 3-8 <strong>Alstom</strong> Signaling Inc.
Installation3.9. SWITCH LAYOUT INSPECTIONThe switch layout must be inspected before installation of a switch machine. Follow theprocedure in Table 3-3 and correct any discrepancies prior to installing the GM4000A.Table 3-3. <strong>Switch</strong> Layout Inspection ProcedureStepAction1 Inspect the heel blocks and bolts. Insure that the thimble bolts in the heelblocks are in place and secure.2 Examine the heel block surface in relation to the switch by sighting down therail from the heel block to switch point. Verify that the surface is uniform.3 Check that rail braces are tight and tie straps are in place and secure.4 Verify that all gauge plates, extension gauge plates, rail braces, and tiesconform to the layout.5 Check that the track gauge distance is correct per customer standards at thethrow-bar and lock rod locations.TRACK GAUGE DISTANCESWITCH POINTS STOCK RAILP2496, Rev. 6, Jul/11 3-9 <strong>Alstom</strong> Signaling Inc.
Installation3.10. LEFT-HAND OR RIGHT-HAND CONFIGURATIONTo change the configuration of the GM4000A from left to right hand, or right to left hand,follow the procedure provided in Table 3-4. During this procedure the followingcomponents are moved or adjusted: Throw Bar Coupling (Steps 1 to 3) Lock Rod (Steps 4 to 6) Point Detector Rod (Step 7) Hand Throw Lever and Latch Stand, optional components (Steps 9 to 29)P2496, Rev. 6, Jul/11 3-10 <strong>Alstom</strong> Signaling Inc.
InstallationTable 3-4. <strong>Switch</strong> <strong>Machine</strong> Right/Left Hand Reconfiguration ProcedureStepAction1 Remove power to the switch machine by inserting the hand crank or placingthe hand throw selector lever in the HAND position.2 Remove all covers and guards to expose the modules.HAND CRANK(GMA50-012-00)HAND CRANK DOOROPEN(GMV00-070-01)LONG COVER(GMV00-045-01)GUARD, THROWBARTRACK SIDE(GM050-029-00)GUARD, THROWBARFIELD SIDE(GM050-030-00)GUARD, LOCK RODTRACK SIDE(GMV00-031-00)GUARD, LOCK RODFIELD SIDE(GMV00-032-00)SHORT COVER(GMV00-046-01)P2496, Rev. 6, Jul/11 3-11 <strong>Alstom</strong> Signaling Inc.
InstallationTable 3-4. <strong>Switch</strong> <strong>Machine</strong> Right/Left Hand Reconfiguration Procedure (Cont.)StepAction3 Change the throw bar coupling from one end of the throw bar to the other. Seethe layout for coupling location.HAND CRANK(GMA50-012-00)HAND CRANK DOOR(OPEN) (GMV00-070-01)CONTROLLER,STANDARD (GMV00-043-00)ENHANCED, SHOWN (GMV00-044-00)WIRE HARNESS(GMV00-900-01)MOTOR AND172:1 GEAR BOX(GMV00-025-01)LATCH STAND(GMV00-400-01)THROW BAR(GMV00-002-00)MAIN DRIVE(GMV00-100-01)POINT DETECTORSWITCH MODULE(GM050-800-02)HAND THROW LEVER,COMPLETE(GMV00-200-01)LATCH STAND(GMV00-400-01)LOCK ROD(GM050-300-0#)REMOVAL DIRECTIONREMOVAL DIRECTION CONDENSATION HEATER(55290-041-00, 24VDC or VACOR55290-042-00, 110 VDC or VAC)POINT DETECTOR ROD(GMV00-500-0#)POINT DETECTOR COMPLETE(GMV00-700-01)4 Manually place the machine in mid stroke position (see Page 3–6).5 Separate lock rod from lock rod connecting rod. Remove lock rod from switchmachine, rotate rod 180 degrees and insert from other end. The lock rod isnow in the opposite position.P2496, Rev. 6, Jul/11 3-12 <strong>Alstom</strong> Signaling Inc.
InstallationTable 3-4. <strong>Switch</strong> <strong>Machine</strong> Right/Left Hand Reconfiguration Procedure (Cont.)StepAction6 Separate point detector connecting rod and point detector rod if so connected.Pull the point detector rod out of switch machine, rotate the rod 180 degrees,and reinsert from the other side of the switch machine.7 If the switch machine is equipped with a hand throw lever, continue toStep 8.If the machine is not equipped with a hand throw lever, jump to Step 29.8 Place the selector lever into the HAND position. Keep this lever in the HANDposition for this whole procedure.LATCH STAND SELECTOR LEVER LATCH STAND HAND THROW LEVER9 Rotate the hand throw lever 90 degrees (to the vertical position) and removethe two bolts connecting the hand throw lever to the hand throw lever support.This makes it much easier to accomplish the remaining change over steps.10 Remove the eight bolts attaching latch stands to the switch machine case andremove the latch stands.11 Remove the switch machine hasp by removing the screw through the plateattaching it to the switch machine. Slide the hasp off the pin on the switchmachine frame and set aside.PLATESCREWP2496, Rev. 6, Jul/11 3-13 <strong>Alstom</strong> Signaling Inc.
InstallationTable 3-4. <strong>Switch</strong> <strong>Machine</strong> Right/Left Hand Reconfiguration Procedure (Cont.)StepAction12 Remove hand throw cover plate from the opposite side of the switch machinecase.HAND THROW COVER PLATE13 Remove the two mount bolts attaching the hand throw module to the case.14 While holding the hand throw module with the hand throw lever support in thevertical position, disengage the bevel gears by pulling the module away fromthe case by approximately 1/2" (1.27 cm).HAND THROW LEVER AT 90 DEGREEVERTICAL POSITION15 Continue to remove the hand throw module by pulling up and away to allowthe hand throw bevel gear to clear the motor-limit cam on the gear of the maindrive module. Do not use a hammer or pry bar to separate the module.16 Move the hand throw module to the opposite side and reverse the last step.Clear the motor limit cam but do not engage the bevel gears.P2496, Rev. 6, Jul/11 3-14 <strong>Alstom</strong> Signaling Inc.
InstallationTable 3-4. <strong>Switch</strong> <strong>Machine</strong> Right/Left Hand Reconfiguration Procedure (Cont.)StepAction17 Through the case opening where the hand throw module was removed,visually check that the shifter dog of the main drive module is engaged in thehand throw dog gear.18 Look through the case opening where the hand throw module was removed tovisually check that the timing mark on top surface of the lower hand throw doggear is centered in between the two timing marks on the hand throw bevelgear.• •If the timing mark is not in the proper position, rotate the hand throw dog gearuntil it reaches the proper position.P2496, Rev. 6, Jul/11 3-15 <strong>Alstom</strong> Signaling Inc.
InstallationTable 3-4. <strong>Switch</strong> <strong>Machine</strong> Right/Left Hand Reconfiguration Procedure (Cont.)StepAction19 With the hand throw lever support in the vertical position, engage the bevelgears.The module should slip in and the mounting flange should be flush with theswitch machine housing.NOTEVery little pressure is required for this operation. Do not hammeror beat on the module.20 Verify proper timing of the hand throw module by rotating the hand throw leversupport until the top gears of the main-drive module move. Rotate the handthrow lever support to the other side until the top gears of the main drivemodule move; this motion of the hand throw lever support should be equal oneither side of the vertical position. If the motion is not equal, disengage thebevel gears and repeat Steps 17 to 19.21 Re-install the mounting flange hardware.22 Re-install the two latch stands on side of the machine with the hand throwmodule, using existing mounting hardware.P2496, Rev. 6, Jul/11 3-16 <strong>Alstom</strong> Signaling Inc.
InstallationTable 3-4. <strong>Switch</strong> <strong>Machine</strong> Right/Left Hand Reconfiguration Procedure (Cont.)StepAction23 Re-install the hand throw lever, reversing the lever orientation from theprevious orientation to make sure the lever does not interfere with the pointdetector rod or lock rod.24 Insert the hand throw lever into the latch stand and check that the cam-bardog is engaged with lock rod.25 Use the hand throw lever to throw the switch to the opposite position andcheck that the cam-bar dog is engaged with the lock rod.26 If this procedure is being performed prior to switch machine mounting, it iscomplete, skip to Table 3-5.If this procedure is being performed on a switch machine previously installedand adjusted, continue with Steps 27 through 29.27 Re-install the hasp by sliding it onto the pin on the switch machine frame.Then insert the screw (shown in Step 11) through the plate attaching it to theswitch machine.28 Re-install the cover plate on the opposite side of the case.29 Re-install the connecting rods and lugs and readjust the lock rod and pointdetector rod.P2496, Rev. 6, Jul/11 3-17 <strong>Alstom</strong> Signaling Inc.
Installation3.11. SWITCH MACHINE MOUNTINGThe stock rail and switch machine must be secured to well tamped ties to preventmovement of the switch machine and stock rail when connected and operated. Morethan 4000 lbs. (1814.37 kg) of force can be exerted on the number one rod, shown inFigure 3-1, by the switch machine during operation.Gauge plates, extension gauge plates, rail braces, and tie positions must be correct.Points must fit snugly and uniformly against the stock rails without being bent by forcefrom the throw bar. Excessive throw bar force disturbs the layout and causes excessivewear to the switch machine.Follow the procedure provided in Table 3-5 to mount the GM4000A.Table 3-5. <strong>Switch</strong> <strong>Machine</strong> Mounting ProcedureStepAction1 Verify that the two extended ties are reasonably straight and, where required,properly framed. Correct, if necessary.2 Verify that all support ties are well tamped for their entire length to minimizevibration from passing trains.3 Review the approved switch layout drawing(s) and position the switchmachine in the correct location.4 Locate and mark the mounting hole pattern on the ties.For new installations either the <strong>Alstom</strong> standard mounting hole pattern of 3/4"(1.904 cm) diameter bolts on 15 1/2" (39.37 cm) centers or the US&Sstandard mounting hole pattern of 7/8" (2.22 cm) diameter bolts on 16" (40.64cm) centers can be used.For replacement installation the universal mounting hole pattern interfaceswith the both the <strong>Alstom</strong> standard and US&S standard hole patterns.5 Drill the switch machine mounting holes and mount the switch machine usinghardware identified in the machine layout drawings (hardware is layoutspecific).6 Keep the clearance between the number one rod (see Figure 3-1) and thebase of the stock rail 1/4" (0.635 cm) maximum (less is desirable) to preventthe switch points from moving up relative to the stock rail..06 to .25 CLEARANCEP2496, Rev. 6, Jul/11 3-18 <strong>Alstom</strong> Signaling Inc.
Installation3.12. ELECTRICAL WIRINGThe switch machine has a factory installed wire harness and connectors that integratethe switch machine components (switches, controller, and motor). Figure 3-2 identifiesthe internal wiring components of the GM4000A <strong>Switch</strong> <strong>Machine</strong> shown with enhancedcontroller and hand crank cutout options. The internal wiring schematic is provided inAppendix A.CONTROLLERWIRE HARNESS CONNECTOR TOCONTROLLERCONNECTORDETAILWIRE HARNESSHAND CRANKCUTOUT SWITCHWIRE ENTRANCESFigure 3-2. GM4000A Internal Wiring ComponentsP2496, Rev. 6, Jul/11 3-19 <strong>Alstom</strong> Signaling Inc.
Installation3.12.1. Field WiringField wiring associated with motor power, control, and indications enter the switchmachine through a wire entrance fitting located at either end of the switch machine(motor or detector compartment). Typical power, control, and indication circuits aregiven in Appendix A.Motor Power wiring is connected to posts at TB1 in accordance with the detailwiring plans that apply to the location.Control wiring is connected to posts at TB1 in accordance with the detail wiringplans that apply to the location.Point detector indications wiring is connected to posts on TB1, TB2, and TB3 inaccordance with the detail wiring plans that apply to the location.NOTEThe primary function of the motor limit switches is to provide closed loopfeedback to the switch machine’s controller. As such, the primary set ofcontacts in the motor limit switches are wired through the wire harnessinto the controller. A second set of motor limit switch contacts are wired tothe TB-2 and TB-3 terminal posts and are available for test purposes.Note that this second set of motor limit switch contacts are not guaranteedto operate when the voltage is below 24 volts while the switch machine isunder load.P2496, Rev. 6, Jul/11 3-20 <strong>Alstom</strong> Signaling Inc.
Installation3.12.1.1. Field Motor Control WiringFour motor control wiring configurations determine how incoming wiring is connected tothe TB1 terminals AND must be configured through the controller wiring connection.The power lines are 24 VDC, 110 VDC, or 110 VAC. The four field wiring configurationsdescribed below are summarized in Table 3-6. Figure 3-3 shows the TB1 terminallocations.The 5-wire configuration has three power lines that are energized only when themachine is requested to operate. These wires are connected to TB1–1, TB1–2,and TB1–3. The throw bar travels in one direction when power is applied to TB1–1and TB1–2 and in the other direction when power is applied to the TB1–2 andTB1–3. The two auxiliary wires, connected to TB1–8, are common feed. (US&Smodel M23A/M23B/M3)The 4-wire configuration has two energized power lines. These wires connect toTB1–1 and TB1–3. The control lines connect to TB1–4 and TB1–5. The controllines are only energized when the machine is requested to operate. (<strong>Alstom</strong> model5G/5H)The 3-wire configuration has three power lines that are energized only when themachine is requested to operate. These wires are connected to TB1–1, TB1–2,and TB1–3. The throw bar travels in one direction when power is applied to TB1–1and TB1–2 and in the other direction when power is applied to the TB1–2 andTB1–3. (<strong>Alstom</strong> model 5E/5F, US&S model M23/M3)The 2-wire configuration has two power lines that are energized only when themachine is requested to operate. These wires are connected to TB1–1, and TB1–2. A jumper is added between TB1–1 and TB1–3. The throw bar travels in onedirection when power is applied to TB1–1 and in the other direction when power isapplied to the TB1–2. (<strong>Alstom</strong> model 55E)Table 3-6. Field Wiring Configurations2-wire 3– Wire 4-wire 5-wirePower TB1–1 TB1–1 TB1–1 TB1–1Power TB1–2 TB1–2 TB1–2Power Jumper betweenTB1–1 and TB1–3TB1–3 TB1–3 TB1–3ControlControlAuxiliaryTB1–4TB1–5TB1–8 (2 wires)P2496, Rev. 6, Jul/11 3-21 <strong>Alstom</strong> Signaling Inc.
Installation1-1 P 1-2 P 1-3 P 1-4 C 1-5 C 1-6 HT 1-7 HT 1-8 AX 1-9 L0 1-10 L0 1-11 AX 1-12AXFigure 3-3. TB1 Terminal LocationsP2496, Rev. 6, Jul/11 3-22 <strong>Alstom</strong> Signaling Inc.
Installation3.12.2. Controller Wiring Configuration OptionsThe Controller wiring is dependent upon the desired switch machine configuration.Controller wiring reflects control, speed, current, and voltage. Table 3-7 describes thewiring connections required for the optional configurations and Figure 3-4 shows theconnections.Motor control supports 2-, 3-, 4- and 5-wire configurations, as discussed under FieldWiring. Use Table 3-7 to determine the controller wiring connections for theconfiguration. The default configuration is 3-wire.<strong>Switch</strong> machine speed at 24 VDC is approximately 24 seconds. However, at 110 VDCor VAC there are two (2) available speeds: 4 seconds and 15 seconds. Default at 110VDC or VAC is 15 seconds. To set the switch machine for 4 second operation performthe wiring connection for high speed as summarized in Table 3-7.The suggested current configuration of the GM4000A is the high-current operationoption. At this setting, the switch machine produces up to 4000 lbs. (1814.37 kg) offorce at the end of stroke. If external fuses are used to limit the current to the GM4000A,they must be rated 20 amps.Low current mode - The 5 second timer shall start at 20 amps. The motor can drawup to 25 amps. To configure the GM4000A for low current mode, perform thewiring connection for low current as described in Table 3-7.High current mode - The 5 second timer shall start at 20 amps. The motor candraw up to 35 amps. This is the default configuration.The GM4000A is shipped with the controller configured for low voltage shutoff [with J7(GRAY) to J6 (GRAY) disconnected]. In this configuration, the controller does not allowthe motor to operate if the supply voltage is less than 88 VDC.To configure the switch machine for an alternate configuration, perform appropriatewiring connection as described in Table 3-7.NOTEFor high current mode, the controller detects overload to disrupt thecurrent to motor when the machine operates against an obstruction.For low current mode an external overload relay or timer must be installedto disrupt the current to motor when the machine operates against anobstruction.P2496, Rev. 6, Jul/11 3-23 <strong>Alstom</strong> Signaling Inc.
InstallationTable 3-7. Controller Wiring ConnectionsConfiguration2-wire Mode Motor Control3-wire Mode Motor Control4-wire Mode Motor Control5-wire Mode Motor ControlHigh Speed OperationLow Speed OperationHigh Current OperationLow Current OperationDisable Low Voltage OperationEnable Low Voltage OperationWiring ConnectionConnect J1 (BLACK) to J2 (BLUE), Jumper wirebetween TB1–1 and TB1–3.Connect J1 (BLACK) to J2 (BLUE)Connect J3 (WHITE) to J2 (BLUE)For the three control wires connect J1 (BLACK) to J2(BLUE)THENVerify that the two auxiliary wires are connected topost TB1–8 (see Figure 3-3 for the location of TB-1)Connect J7 (GREEN) to J8 (GREEN)Disconnect J7 (GREEN) to J8 (GREEN)Connect J11 (RED) to J10 (RED)Disconnect J11 (RED) to J10 (RED)Disconnect J7 (GRAY) to J6 (GRAY)Connect J7 (GRAY) to J6 (GRAY)P2496, Rev. 6, Jul/11 3-24 <strong>Alstom</strong> Signaling Inc.
InstallationMOTORCONTROLLERHC-11J2BLUEJ3WHITEJ1BLACKP1-7P1-154W3WCURRENT SELECTSPEED SELECTP1-3P1-10J10REDJ8GREENJ11REDJ9GREEN88V SELECTP1-11J6GRAYJ7GRAY12V SELECTP1-17Figure 3-4. GM4000A Controller Wiring Configuration OptionsP2496, Rev. 6, Jul/11 3-25 <strong>Alstom</strong> Signaling Inc.
Installation3.12.3. <strong>Switch</strong> <strong>Machine</strong> WiringUse Table 3-7, Controller Wiring Connection, in combination with the location detailwiring plans as reference, while performing the switch machine wiring procedureprovided in Table 3-8.Table 3-8. <strong>Switch</strong> <strong>Machine</strong> Wiring ProcedureStepAction1 Review the location detail wiring plans.2 Wire the motor power to posts at terminal TB1 in accordance with the detailwiring plans that apply to the location.Typical power circuits are in Appendix A.3 Wire the point detector provided indications to posts on terminals TB1, TB2,and TB3 as shown in the detail wiring plans for the location. Typical indicationcircuits are in Appendix A.4 Wire the wire harness connector to the controller according to the detail wiringplans for the location.Controller wiring depends on the switch machine configuration, assummarized in Table 3-7. To simplify the wiring, each of the wire harnessconnectors is color-coded.5 Complete the wire harness connections according to the detail wiring plans forthe location.P2496, Rev. 6, Jul/11 3-26 <strong>Alstom</strong> Signaling Inc.
Installation3.13. SWITCH MACHINE HARDWARE INSTALLATION AND ADJUSTMENTThe following tables provide the procedures for connecting and adjusting specific switchlayout hardware to the switch machine. Prior to performing these procedures, mount theswitch machine per the switch layout plan and complete the electrical wiring.These procedures include: Throw Rod Installation and Adjustment (Table 3-9) Lock Rod Installation and Adjustment (Table 3-10) Point Detector Rod Installation and Adjustment (Table 3-11) Motor Limit Adjustment (Table 3-12)WARNINGUNLESS OTHERWISE INDICATED, ALWAYS INHIBIT POWER TO THESWITCH MACHINE BEFORE WORKING ON THE MACHINE.UNEXPECTED OPERATION OF THE MACHINE COULD CAUSEINJURY FROM OPEN GEARS, ELECTRICAL SHOCK, OR MOVINGSWITCH POINTS.To inhibit power to a GM4000A configured with a hand crank, unlock and open theHand Crank Door and install the hand crank. When the Hand Crank is installed, thehand crank cutout limit switch opens the motor power circuit. Keeping the switchmachine hand crank in place during maintenance provides a primary safety precaution,assuring that the switch machine does not operate electrically.To inhibit power to the GM4000A on a machine with the hand throw option, place thehand throw selector lever in the HAND position to open the motor power circuit. Keepingthe selector lever in the HAND position during maintenance provides a primary safetyprecaution, assuring that the switch machine does not operate electrically.P2496, Rev. 6, Jul/11 3-27 <strong>Alstom</strong> Signaling Inc.
InstallationNOTEDuring some of the installation procedures it is necessary to move theswitch machine manually into various mid stroke positions. Moving theswitch machine to these positions can be accomplished as follows:Use the optional hand crank.If power is available to the switch machine and the machine is equipped withthe enhanced controller, verify the hand throw selector lever is in the POWERposition and then use the controller’s local operation feature to reach thedesignated position.For dual control machines, place the hand throw selector lever in the HANDposition and then use the hand throw.P2496, Rev. 6, Jul/11 3-28 <strong>Alstom</strong> Signaling Inc.
Installation3.14. THROW ROD INSTALLATION AND ADJUSTMENTTable 3-9 provides the procedure for throw rod connection and adjustment within atypical switch layout. This procedure assumes that the switch machine mounting (Table3-5) and switch machine wiring (Table 3-8) procedures have been completed.NOTEDuring operation, if proper clearance between the top of the number onerod (see Figure 3-1) and the base of the stock rail is not maintained, thepoints may move up relative to the stock rail and pry themselves awayfrom the stock rail (particularly if the stock rail is beveled for AREA detail6100 Sampson points). This motion may cause the point detector rod ina switch machine to move enough to cause the indication contacts to bepushed open.The tendency of points to move up can be reduced by keeping ballastunder the ties of the switch layout firmly tamped, and maintaining proper#1 rod clearance.Table 3-9. Throw Rod Installation and Adjustment ProcedureStepAction1 Verify power is removed from the switch machine by the insertion of the handcrank or the hand throw selector lever in the hand position.WARNINGREMAIN CLEAR OF GEARS AND SWITCH POINTS WHENINSERTING HAND CRANK. UNTIL THE HAND CRANKCUTOUT LIMIT SWITCH IS ACTIVATED THE SWITCHMACHINE CAN BE REMOTELY ACTIVATED INSTANTLY,POSSIBLY CAUSING PERSONAL INJURY AND EQUIPMENTDAMAGE.2 Manually place the machine in mid stroke position (see Page 3–6).3 Verify that a maximum clearance of 1/4" (0.635 cm) (less is desirable) existsbetween the #1 rod and the base of the stock rail..06 to .25 CLEARANCEP2496, Rev. 6, Jul/11 3-29 <strong>Alstom</strong> Signaling Inc.
cInstallationTable 3-9. Throw Rod Installation and Adjustment Procedure (Cont.)StepAction4 Connect the throw rod clevis end to the throw bar coupler using the providedbolt, lock washer, nut and cotter pin per the layout drawing.5 Slide the threaded end of throw rod through the lost motion basket andconnect rod to the basket using the double nuts provided.LOST MOTION BASKETTHROW RODTHROW BARDOUBLE NUTS6 Hand throw or hand crank the switch machine into the Normal position.NOTEAdjust the double nuts at the switch basket if switch points close,preventing the switch machine from completing stroke.7 Adjust the double nuts at the switch basket to obtain a slight pressurecondition at the closed switch point with no visible hardware deformation.8 Secure this position using the switch basket double nuts.9 Hand throw or hand crank the switch machine into Reverse position andrepeat Steps 7 and 8.P2496, Rev. 6, Jul/11 3-30 <strong>Alstom</strong> Signaling Inc.
InstallationTable 3-9. Throw Rod Installation and Adjustment Procedure (Cont.)StepAction10 Hand throw, hand crank, or electrically operate the switch machine back andforth a few times as a final check.WARNINGWHEN THE HAND CRANK IS REMOVED AND THEPUSHBUTTON IS RESET, ALWAYS BE PREPARED FORIMMEDIATE SWITCH MOVEMENT. FAILURE TO DO SOCOULD CAUSE INJURY BY UNEXPECTED OPERATION.NOTEPoints should fit snugly and uniformly against the stock railswithout being stressed by force from the throw bar. Excessivelayout stress causes excessive wear to the switch machine.P2496, Rev. 6, Jul/11 3-31 <strong>Alstom</strong> Signaling Inc.
Installation3.15. LOCK ROD INSTALLATION AND ADJUSTMENTTable 3-10 provides the procedure for lock rod connection and adjustment within atypical switch layout and assumes that proper throw bar connection and adjustment(Table 3-9) has been completed.Table 3-10. Lock Rod Connector Installation and Adjustment ProcedureStepAction1 Verify power is removed from the switch machine by the insertion of the handcrank or the hand throw selector lever in the hand position.WARNINGREMAIN CLEAR OF GEARS AND SWITCH POINTS WHENINSERTING HAND CRANK. UNTIL THE HAND CRANK CUTOUTLIMIT SWITCH IS ACTIVATED THE SWITCH MACHINE CAN BEREMOTELY ACTIVATED INSTANTLY, POSSIBLY CAUSINGPERSONAL INJURY AND EQUIPMENT DAMAGE.2 Remove the two outer 1.000–8 adjusting nuts.CURVED LOCK RODADJUSTING NUTS (.750 - 10)LOCK ROD NOTCHLOCATING MARKS LOCK ROD THREADED SECTIONADJUSTING PLATEADJUSTING NUTS (1.000 - 8)3 Position the lock rod drop lug in the center of the threaded section and reinstallthe outer two adjusting nuts tightly.SWITCH MACHINELOCK RODLOCK ROD DROP LUGOUTER ADJUSTING NUTINNER ADJUSTING NUTLOCK CONNECTING ROD4 Manually move the switch machine to mid stroke position (see Page 3–6).5 Position the lock rod so that the notch locating marks, on the straight lock rodsection, are centered over the cam bar.P2496, Rev. 6, Jul/11 3-32 <strong>Alstom</strong> Signaling Inc.
InstallationTable 3-10. Lock Rod Connector Installation and Adjustment Procedure (Cont.)StepAction6 Complete the stroke of switch machine so that the track side of the throw baris drawn into the switch machine. Verify that the split link of the cam bar didnot separate. If the split link did separate, then hand throw, hand crank, ormanually operate the switch machine (with the enhanced controller byfollowing the procedure in Table 2-7) to mid stroke. Returning to mid strokeengages the cam link. Verify that locking dog on cam bar is centered throughnotch of lock rod.7 Assemble lock connecting rod to the front rod and the lock rod drop lugaccording to the layout drawing.8 Tighten and lock nuts at drop lug and front rod lug.9 Manually move the switch machine to opposite end of stroke, but do not lockfar switch point: Adjust the adjusting plate using the field side .750–10 nuts so thatlocating marks on adjusting plate (shown in Step 2) are centered overthe cam bar. Complete the locking portion of the switch machine stroke. Verify that the cam bar locking dog is centered in the lock rod notch. Tighten and lock field side lock rod nuts to keep this adjustment.10 Hand throw or hand crank the switch machine back and forth a few times andverify that the cam bar does not separate.WARNINGWHEN THE HAND CRANK IS REMOVED AND THEPUSHBUTTON IS RESET, ALWAYS BE PREPARED FORIMMEDIATE SWITCH MOVEMENT. FAILURE TO DO SOCOULD CAUSE INJURY BY UNEXPECTED OPERATION.11 Refer to Section 4, Periodic Maintenance, for the proper positioning of widenotches relative to the cam bar locking dog.P2496, Rev. 6, Jul/11 3-33 <strong>Alstom</strong> Signaling Inc.
Installation3.16. POINT DETECTOR ROD CONNECTOR INSTALLATION AND ADJUSTMENTTable 3-11 provides the point detector connection and adjustment procedure associatedwith wide- and narrow notch lock rods and assumes the lock rod connector installationand adjustment (Table 3-10) has been completed.Table 3-11. Point Detector Rod Connector Installation and Adjustment ProcedureStepAction1 Verify power is removed from the switch machine by the insertion of the handcrank or the hand throw selector lever in the hand position.WARNINGREMAIN CLEAR OF GEARS AND SWITCH POINTS WHENINSERTING HAND CRANK. UNTIL THE HAND CRANKCUTOUT LIMIT SWITCH IS ACTIVATED THE SWITCHMACHINE CAN BE REMOTELY ACTIVATED INSTANTLY,POSSIBLY CAUSING PERSONAL INJURY AND EQUIPMENTDAMAGE.2 Position the point detector rod lug on the track end of the point detector rodand secure the lug by placing nuts on both sides of the lug as shown below.TOPVIEWFIXED ENDSWIVEL ENDTOPVIEWPOINT DETECTOR RODPOINT DETECTOR ROD LUGADJUSTING NUTS, 4 (1.000-8)POINT DETECTOR CONNECTING RODSWITCH POINT LUG3 Connect the point detector connecting rod to the switch point lug and to thepoint detector rod lug.P2496, Rev. 6, Jul/11 3-34 <strong>Alstom</strong> Signaling Inc.
InstallationTable 3-11. Point Detector Rod Connector Installation and Adjustment Procedure(Cont.)StepAction4 Manually operate the machine (see Page 3–6) so the point detector rod isdrawn out from the track side of the switch machine to close and lock the farswitch point.5 Position the spoon gauge into the necked down portion of the point detectorrod (track side).Use either the 1/4" (0.635 cm) end of gauge or the 3/8" (0.952 cm) end,whichever is required by the customer and its governing authorities.POINT DETECTORSWITCH LEVERROTARY CAMSWITCHLATCHOUTDOGPIVOTARMSPRINGSPOONGAUGEPOINT DETECTOR RODSLAVE6 Adjust position of point detector rod by turning the inner nuts at the drop luguntil pressure of the spoon gauge against the point detector pivot arm on thepoint detector system module engages the track side point detector switchlever.Continue adjustment until the indication contacts of the rotary cam switchopen (outward position). If configured with latch out, continue adjusting untilthe latch out dog of the point detector system engages (approximately anadditional 2/3 turn).NOTECheck the indication contact status of the cam switch (open orclosed circuit condition) using a multimeter on TB-2 or TB-3 inaccordance with the field wiring.P2496, Rev. 6, Jul/11 3-35 <strong>Alstom</strong> Signaling Inc.
InstallationTable 3-11. Point Detector Rod Connector Installation and Adjustment Procedure(Cont.)StepAction7 Tighten and lock the four nuts at the drop lug that hold this adjustment.Remove the spoon gauge. If configured with latch out, verify that the camswitch indication contacts are still open. Release the latch out condition byapplying a light force to the spring end of the latch out dog.8 Manually move the machine to draw the point detector rod into the machine.9 Position the spoon gauge in the necked down portion of the point detector rod(field side). Use either the 1/4" (0.635 cm) end or the 3/8" (0.952 cm) end ofthe spoon gauge, as required and defined by the authority.10 Adjust by loosening the nut and slave (1–1/8" [2.86 cm] open wrenchesrequired) of the point detector bar and then by screwing in or out the free endof the rod (slave). Adjust the slave until the pressure of the spoon gaugeagainst the point detector pivot arm on the point detector system moduleengages the field side point detector switch lever. Continue the adjustmentuntil the cam switch indication contacts open (outward position). If configuredwith latch out, continue adjusting until the latch out dog of the point detectorsystem engages (approximately an additional 2/3 turn).NOTECheck cam switch indication contact status (open or closedcircuit condition) using a multimeter on TB-2 or TB-3 inaccordance with the field wiring for location.11 Hold this position by tightening the nut snug against the slave. Remove thespoon gauge and release the latched out condition by applying a light force tothe spring end of the latch out dog.12 After making adjustments in both directions, manually operate machine backand forth a few times. Check that the point detector pivot arm engages theassociated track or the field side point detector switch lever at the end of eachthrow-bar stroke with the spoon gauge installed and the associated indicationcontacts open.13 Remove the spoon gauge and manually operate the machine back and forth afew times. Check that the point detector pivot arm engages the associatedtrack or field side point detector switch lever at the end of each throw-barstroke and the cam switch indication contacts DO NOT OPEN.P2496, Rev. 6, Jul/11 3-36 <strong>Alstom</strong> Signaling Inc.
Installation3.17. MOTOR LIMIT ADJUSTMENTCams mounted on the main drive gear are attached by slotted holes and provide motorlimit adjustment. Table 3-12 provides the motor limit adjustment procedure andassumes that the point detector rod connector installation and adjustment provided inTable 3-11 has been completed.Table 3-12. Motor Limit Adjustment ProcedureStepAction1 NOTEThis procedure requires switch machine operation underelectrical power.If the switch machine is equipped with the enhanced controller, operate theswitch machine to the end of one continuous stroke utilizing the manual jogswitch described in the <strong>Switch</strong> <strong>Machine</strong> Operation procedures.If the switch machine is equipped with standard motor controller, contact thecontrol room to request switch operation to the opposite position.2 Insure the machine is properly locked as described in “Normal and ReverseLocking” in Section 2.3 For machines configured with a hand crank, use the hand crank to throw theswitch machine and check for an additional movement (over-travel) of 1/2 to1/4 turn before binding.WARNINGREMAIN CLEAR OF GEARS AND SWITCH POINTS WHENINSERTING HAND CRANK. UNTIL THE HAND CRANKCUTOUT LIMIT SWITCH IS OPENED THE SWITCH MACHINECAN BE REMOTELY ACTIVATED INSTANTLY, POSSIBLYCAUSING PERSONAL INJURY AND EQUIPMENT DAMAGE.ACTIVATED MOTORLIMIT SWITCHCAMFor machines configured without a hand crank, remove power from themachine by removing the power connector to the controller. Then rotate theshaft 1/2 to 1/4 turn, to check for an additional movement (over-travel).P2496, Rev. 6, Jul/11 3-37 <strong>Alstom</strong> Signaling Inc.
InstallationTable 3-12. Motor Limit Adjustment Procedure (Cont.)StepAction4 If less than 1/4 turn of over-travel, loosen the two socket head cap screwsattaching the cam to the drive gear. Move the cam, actuating the motor limitswitch, toward the switch. This causes the cam to actuate the motor limitswitch earlier allowing more over-travel. Re-tighten the cap screws.If greater than 1/2 turn of over-travel, move the cam, actuating the motor limitswitch, away from the switch and toward the drive gear timing mark. Thiscauses the cam to actuate the motor limit switch later allowing less overtravel.CAMGEARSOCKET HEAD CAP SCREWS ATTACHING CAM TO GEARNOTEMisadjustment of the motor limit cams can result in insufficientlocking or damage to the switch machine:When over-travel of the hand crank is more than 1/2 turn, the switchmachine throw bar and lock rods may not be completely locked.When over-travel of the hand crank is less than1/4 turn, repeateduse of the switch machine may damage the main drive assembly.5 Repeat Steps 3 and 4 until 1/2 to 1/4 turn of over-travel is met on both motorlimit switches.6 Follow all steps in Table 3-13, <strong>Switch</strong> <strong>Machine</strong> Verification Procedure tocomplete installation.P2496, Rev. 6, Jul/11 3-38 <strong>Alstom</strong> Signaling Inc.
Installation3.18. SWITCH MACHINE VERIFICATIONBefore placing a machine in service verify switch machine performance by performingthe steps in Table 3-13 in the sequence provided.Table 3-13. <strong>Switch</strong> <strong>Machine</strong> Verification ProcedureStepAction1 Verify power is not applied to the switch machine; check inside the machineand remove any tools or rags.2 Insure the electrical harness is properly attached.3 Clean and lubricate the switch as instructed by the property.4 Verify that all terminal jumpers are properly configured.5 Connect the signal and indication wires. The connections are provided inAppendix A.6 If the switch machine is equipped with a hand throw, return the selector leveron the hand throw to the POWER position and lock in the latch stand.7 For a switch machine equipped with enhanced controller P/N GMV00-044-00,place the LOCAL/REMOTE switch on the controller in the REMOTE position.8 Install the switch machine covers and guards.9 Verify that the covers close completely and fit tightly. Adjust the nuts at the Tbolts for the covers and/or latch, if necessary, to achieve a tight fit.T BOLTSHASPP2496, Rev. 6, Jul/11 3-39 <strong>Alstom</strong> Signaling Inc.
InstallationTable 3-13. <strong>Switch</strong> <strong>Machine</strong> Verification Procedure (Cont.)StepAction10 To restore power to a switch machine with a hand crank installed, remove thehand crank and press the reset button, then close and lock the hand crankcover.HAND CRANK RESET BUTTONHAND CRANK11 Contact the control room and request a switch machine call, verify the pointsperform a full move. Also, verify that switch machine position is correctlyindicated at the control location, if applicable.Repeat the control room request for a switch machine call and verify thepoints move back correctly. Also, verify that switch machine position iscorrectly indicated at the control location, if applicable.12 Insure all external locking features are in place.3.19. APPLY TOPCOAT OF PAINT TO THE SWITCH MACHINE EXTERIORTo complete the installation procedure, apply a top coat of paint to the entire visibleexterior of the switch machine by following the procedure in Table 3-14.Table 3-14. Apply Topcoat of Paint to the <strong>Switch</strong> <strong>Machine</strong> Exterior ProcedureStepAction1 Apply paint to the entire visible exterior of a clean, dry switch machine asfollows: For brush application use Sherwin-Williams brand F88B142 Flat Black, 5-15 units gloss.For spray application use Rustoleum brand V2178 Flat Black.P2496, Rev. 6, Jul/11 3-40 <strong>Alstom</strong> Signaling Inc.
Installation3.20. OPTIONAL SWITCH MACHINE AND LAYOUT SENSING KITA <strong>Switch</strong> <strong>Machine</strong> and Layout Sensing Kit (P/N 59649-218-00) for detecting pointpressure at each point is available from <strong>Alstom</strong>. It can be used during switch machineinstallation, maintenance, or troubleshooting to verify the force generated against thepoints when the switch machine is thrown. The kit includes a clevis pin, portable loadindicator, and a cable. For a procedure on use of this kit, see Table 3-15.Table 3-15. Throw Rod Point Pressure Verification ProcedureStepAction1 Remove the bolt connecting the jaw rod to the throw bar connector.Jaw Rod Throw Bar Connector Throw BarP2496, Rev. 6, Jul/11 3-41 <strong>Alstom</strong> Signaling Inc.
InstallationTable 3-15. Throw Rod Point Pressure Verification Procedure (Cont.)StepAction2 Replace the bolt removed in Step 1 with the clevis pin from the switchmachine and layout load sensing kit.Align the arrows on the sides of the Clevis Pin in the direction of force(towards the point).3 Connect the switch machine and layout sensing kit cable to the clevis pinand portable load indicator.P2496, Rev. 6, Jul/11 3-42 <strong>Alstom</strong> Signaling Inc.
InstallationTable 3-15. Throw Rod Point Pressure Verification Procedure (Cont.)StepAction4 Turn on the portable load indicator from the switch machine and Layout loadsensing kit.On/Off KnobPORTABLELOAD INDICATORMODEL PLN- D2S/N 0746OFF BAL CAL-CHKSTRAINW EST CONSHOHOCKEN PA., USA.5 Observe the indicator while actuating the switch machine to determine thepoint pressure generated when the switch is thrown.6 Perform any adjustments and repeat Step 5 to obtain desired force.7 Turn off portable load indicator and disconnect the switch machine andlayout sensing kit cable from the clevis pin and portable load indicator.8 Remove the clevis pin from the jaw rod.9 Reinstall the bolt connecting the jaw rod to the throw bar connector.10 Return switch machine back to service if no further testing or verification isrequired.P2496, Rev. 6, Jul/11 3-43 <strong>Alstom</strong> Signaling Inc.
Installation3.21. OPTIONAL TEST BAR INSTALLATION AND REMOVALThe maintainer can use an optional Test Bar (P/N 59517-006-00) to actuate the switchmachine when it is not attached to the rails so that the throw bar, lock rod, and pointdetector rod move as if attached to the rails. This test bar must be used in conjunctionwith an <strong>Alstom</strong> Drop Lug (P/N GMA50-006-00).Table 3-16. Test Bar Installation and Removal ProcedureStepAction1 Remove the throw bar and lock rod guards from the track side of the switchmachine, if installed.GUARD, THROWBARTRACK SIDE(GM050-029-00)GUARD, THROWBARFIELD SIDE(GM050-030-00)GUARD, LOCK RODTRACK SIDE(GMV00-031-00)GUARD, LOCK RODFIELD SIDE(GMV00-032-00)SHORT COVER(GMV00-046-01)2 Install an <strong>Alstom</strong> Drop Lug onto the lock rod. Use a bolt and nut to firmly attachthe drop lug to the throw bar.BOLT AND NUTDROP LUG FITS BELOW THROW BARP2496, Rev. 6, Jul/11 3-44 <strong>Alstom</strong> Signaling Inc.
InstallationTable 3-16. Test Bar Installation and Removal Procedure (Cont.)StepAction3 Remove the outer nuts from the lock rod and point detector rod on the track sideof the machine.NUTSDROP LUG THROW BAR LOCK ROD POINT DETECTOR ROD4 Slide the lock rod and point detector rod through the holes in the side of the testbar and against the throw bar. Move the inner nuts, if necessary, and reinstall theouter nuts removed in Step 3 to firmly attach the test bar to the rods.TESTBARTHROW BAR WITH DROP LUG LOCK ROD POINT DETECTOR RODP2496, Rev. 6, Jul/11 3-45 <strong>Alstom</strong> Signaling Inc.
InstallationTable 3-16. Test Bar Installation and Removal Procedure (Cont.)StepAction5 Use two bolts and nuts through the outer two holes of the test bar and drop lug tofirmly connect the test bar to the throw bar with drop lug, see figure below. Thecenter holes of the test bar and drop lug may remain empty.BOLTS AND NUTSTEST BARTHROW BAR WITH DROP LUG LOCK ROD POINT DETECTOR ROD6 Actuate the switch machine and the throw bar, lock rod, and point detector rodmove together, as they would if attached to the rails.7 When maintenance or troubleshooting is completed, remove the nuts and bolt(s)from Step 5 and the outer nuts from the lock rod and point detector rod.8 Remove the test bar from the throw bar, lock rod, and point detector rod.9 Reinstall the outer nuts on the rods.Reinstall lock rod and point detector rod guards removed in Step 1, if used.P2496, Rev. 6, Jul/11 3-46 <strong>Alstom</strong> Signaling Inc.
Installation3.22. OPTIONAL SECONDARY POINT MONITOR INSTALLATIONThe Secondary Point Monitor Kit (P/N GMK50-023-01) provides secondary monitoringof switch points. It can signal a 1/8” movement (or width as specified by the customer orgoverning authority) of switch points to help predict loss of correspondence prior tofailure. This kit is Non-Vital and can be retrofitted into a GM4000A <strong>Switch</strong> <strong>Machine</strong>. Thekit operates on 88 VDC to 132 VDC input. See Figure A-10.The Secondary Point Monitor Kit consists of a circuit board, two limit switches withnormally closed contacts, and a mounting bracket.Two green LEDs on the circuit board provide status indications:One green LED closest to the closed limit switch is ON when the switch points arefully closed (depending on configuration) in either the normal or reverse position.Both green LEDs are OFF when either the normal or reverse switch point is open1/8” or more (as specified by the customer or governing authority).LIMIT SWITCHLEDsLIMIT SWITCHMOUNTINGBRACKET+110 VDC-110 VDCFigure 3-4. Secondary Point Monitor Kit (P/N GMK50-023-01)Installation can be performed at a workstation suitable for switch machine repair or inthe field.P2496, Rev. 6, Jul/11 3-47 <strong>Alstom</strong> Signaling Inc.
InstallationThe following materials are required to install the Secondary Point Monitor Kit:Secondary Point Monitor Kit (P/N GMK50-023-01)3/16” T-Handle Allen Wrench5/16” T-Handle Allen Wrench11/32” Open or Box WrenchFollow Table 3-17 to install the Secondary Point Monitor Kit in the GM4000A <strong>Switch</strong><strong>Machine</strong>.Table 3-17. Secondary Point Monitor Kit Installation ProcedureStepAction1 Remove power to the switch machine.2 Unlock the switch machine and remove the cover (or covers).3 Use the 3/16” T-Handle Allen wrench to remove the two screws holding TerminalBoard 3 and the heater bracket in place. Save the screws.REMOVE TWO SCREWS4 Pull Terminal Board 3 and the heater bracket away from the base.P2496, Rev. 6, Jul/11 3-48 <strong>Alstom</strong> Signaling Inc.
InstallationTable 3-17. Secondary Point Monitor Kit Installation Procedure (Cont.)StepAction5 If the GM4000A <strong>Switch</strong> <strong>Machine</strong> is equipped with a cam bar stop:Use the 5/16” T-Handle Allen wrench to remove the cam bar stop. Discard thescrews.REMOVE AND DISCARDTHESE SCREWSCAM BAR STOPInstall the Secondary Point Monitor Kit with the cam bar stop on top as shownbelow. Use the two supplied 3/8”-16x1.25” screws and the 5/16” T-Handle Allenwrench.CAM BAR STOPINSTALLED ON TOP OF KITSECONDARY POINTMONITOR KITSECURE CAM BAR STOP WITHSUPPLIED 3/8"-16X1.25" SCREWSNOTEIf the cam bar stop is uninstalled and then reinstalled after theSecondary Point Monitor Kit is installed, readjust the limit switcheson the the Secondary Point Monitor Kit after the cam bar stop isreinstalled.P2496, Rev. 6, Jul/11 3-49 <strong>Alstom</strong> Signaling Inc.
InstallationTable 3-17. Secondary Point Monitor Kit Installation Procedure (Cont.)StepAction5 (Step 5 continued)If the GM4000A <strong>Switch</strong> <strong>Machine</strong> is not equipped with a cam bar stop:Install the Secondary Point Monitor Kit as shown below. Use the supplied3/8”-16x1.00” screws and the 5/16” T-Handle Allen wrench.SECONDARY POINTMONITOR KITINSTALL KIT WITH SUPPLIED3/8"-16X1.00" SCREWS6 Place the heater bracket, then Terminal Board 3, on top of the Secondary PointMonitor Kit. Secure Terminal Board 3 and the heater bracket in place with thescrews removed in Step 3. Torque the screws to 30 in-lbs to 32 in-lbs.7 Connect the limit switch cables to the screw terminals on the kit circuit board.LEFT SWITCHRIGHT SWITCHREDREDCABLE FROMLEFT SWITCHBLACKCABLE FROMRIGHT SWITCHP2496, Rev. 6, Jul/11 3-50 <strong>Alstom</strong> Signaling Inc.
InstallationTable 3-17. Secondary Point Monitor Kit Installation Procedure (Cont.)StepAction8 Use tie wraps to secure the cables to the wire harness on either side of theGM4000A’s case. See the figure below.CAUTIONBe sure to dress the limit switch cables as shown in the figure toprevent the cables from interfering with the operation of the PointDetector Rod, Lock Rod or other moving parts inside the GM4000Acase.TIE WRAP SWITCH CABLETO WIRE HARNESSWIRE HARNESSSWITCH CABLELOCK RODSWITCH CABLEPOINT DETECTOR RODP2496, Rev. 6, Jul/11 3-51 <strong>Alstom</strong> Signaling Inc.
InstallationTable 3-17. Secondary Point Monitor Kit Installation Procedure (Cont.)StepAction9 Connect the wires labeled “+110 VDC” and “-110 VDC” from the circuit board toTB1-1 and TB1-3.CAUTIONTerminals TB1-1 and TB1-3 can be used to interchangeablyconnect +110 VDC or -110 VDC. Be sure to connect the wires fromthe circuit board to the terminals with wires of the same voltagepolarity.-110 VDC+110 VDCTB3TB2TB112111098765432110 Reapply power to the switch machine.P2496, Rev. 6, Jul/11 3-52 <strong>Alstom</strong> Signaling Inc.
InstallationTable 3-17. Secondary Point Monitor Kit Installation Procedure (Cont.)StepAction11 To adjust the limit switches:Use a 11/32” wrench to loosen the nuts holding the limit switch on the left side ofthe bracket. Move the limit switch so that roller engages the beveled surface ofthe Point Detector Rod. Adjust the limit switch until the green LED turns off with a1/8” obstruction (or as specified by the customer or governing authority) in theswitch point. Retighten the nuts.Move the switch to the opposite position and repeat this step to adjust the limitswitch on the right side.POINT DETECTOR RODINSIDE GM4000ABEVELED SURFACES ONPOINT DETECTOR RODLEDsADJUST LIMIT SWITCHESON BOTH SIDES OFSECONDARY POINTMONITOR KIT FORNORMAL AND REVERSESWITCH POSITIONSSECONDARY POINT MONITOR KIT12 When installation is complete, follow the <strong>Switch</strong> <strong>Machine</strong> Verification procedure inTable 3-13 to verify normal switch machine operation.P2496, Rev. 6, Jul/11 3-53 <strong>Alstom</strong> Signaling Inc.
Installation.THIS PAGE INTENTIONALLY LEFT BLANK.P2496, Rev. 6, Jul/11 3-54 <strong>Alstom</strong> Signaling Inc.
Preventive Maintenance4. SECTION 4 – PREVENTIVE MAINTENANCE4.1. GENERALThis Section provides the required preventive maintenance procedures to be performedby maintainers to keep the GM4000A in good working order, including recommendedinterval of each procedure.4.2. INTRODUCTIONPreventive maintenance (PM) checks include the periodic inspection points of theswitch machine and switch layout, functional tests, and related adjustments that shouldbe made. These checks are intended to serve as a reference for fault isolationprocedures. If a problem is found, take the necessary corrective action.PM checks should be done on each switch machine, whether it operates independentlyor in conjunction with another switch machine.P2496, Rev. 6, Jul/11 4-1 <strong>Alstom</strong> Signaling Inc.
Preventive Maintenance4.3. PREVENTIVE MAINTENANCE INDEXThe preventive maintenance index summarizes the maintenance tasks, their requiredintervals, and the Tables that contain the procedures for performing the tasks. If theswitch machine is operated with more-than-usual frequency each day, these proceduresshould be done more often. Perform all maintenance tasks on a schedule based on theinformation in the preventive maintenance index provided in Table 4-1 and the propertyrequirements.Table 4-1. Preventive Maintenance IndexInterval Preventive Maintenance Action TableEvery 7500 Operationsor Semi-Annually(whichever comes first)Monthly(1250 Operations)Quarterly(3750 Operations)Semi-Annually(7500 Operations)Annually(15,000 Operations)As Required7500 Operations <strong>Switch</strong> <strong>Machine</strong>Lubrication4-2External <strong>Switch</strong> <strong>Machine</strong> Inspection 4-3Hand Crank Cutout Operation Verification 4-4Hand Throw Operation Verification 4-5Point Detector Verification 4-6Secondary Point Detector Verification 4-7Point Pressure Verification 4-8Lock Rod <strong>Switch</strong> Obstruction Test 4-9 and 4-10Latch Out Verification Test 4-11Internal <strong>Switch</strong> <strong>Machine</strong> Inspection 4-12Back Linkage and Gear Box Lubrication 4-13Annual <strong>Switch</strong> <strong>Machine</strong> Lubrication 4-14Lock Rod Adjustment 4-15 and 4-16Point Detector Rod Adjustment 4-17Gear Box Lubricant Replacement 4-18Main Drive Roller Inspection(at 150,000 Operations)4-19Gear Box Output Shaft and Key Inspection 4-20(at 150,000 Operations)Component Replacement See Section 6,CorrectiveMaintenanceP2496, Rev. 6, Jul/11 4-2 <strong>Alstom</strong> Signaling Inc.
Preventive MaintenanceNOTEOne operation is a single switch machine throw from normal to reverseOR a single switch machine throw from reverse to normal position.4.3.1. Special Tools and Test EquipmentFollowing is a list of special tools, test equipment, and supplies required to performmaintenance as described in this manual.1/4" and 3/8" Spoon Gauge (P/N GMA50-002-00)Multimeter<strong>Switch</strong> Wrench 1–1/16" through 2" (approximately 2.70 cm – 5.08 cm)Terminal Nut Wrench, AREMA or <strong>Alstom</strong><strong>Switch</strong> Point Obstruction Gauges: 1/8", 3/16", 1/4", 3/8" (approximately 0.317 cm,0.476 cm, 0.635 cm, 0.952 cm)Paint Brush (for lubrication)Isopropyl AlcoholAerosol Greaseless Lubricant (LPS-1)Fiske Brothers Lubriplate Mag 1 Extreme Pressure Lithium Grease LPS-3 heavy-duty Corrosion Inhibitor (P/N 81379-100-11)Mobil SHC 626 Lubricant Permeate Industrial 133K Anti-Seize Lubricant (P/N 81379-050-06)Optional Hand Crank (P/N GMA50-012-00)OROptional Hand Crank, Hex End (P/N GMA50-013-00) for use with RatchetingCrank (P/N 50570-015-00)For customers that prefer metric gauges:4.5mm and 6.0mm Spoon Gauge (P/N GMA50-014-00)Metric <strong>Switch</strong> point Obstruction Gauge: 2.0mm, 3.0mm, 4.5mm, 6.0mm, 12.0mm(P/N 36183-061-00)P2496, Rev. 6, Jul/11 4-3 <strong>Alstom</strong> Signaling Inc.
Preventive MaintenanceDuring maintenance procedures power is removed from the switch machine motor byinstalling the hand crank or placing the hand throw selector lever in the HAND position.The hand crank and hand throw can be used to manually operate the switch machineduring maintenance procedures.To use the hand crank follow Table 2-4, Hand Crank Operation Procedure, located inSection 2, Theory of Operation. When the hand crank is installed, the hand crank cutoutswitch contacts are opened and power is removed from the switch machine motor.Once the hand crank is removed, the reset button just above the entrance hole for thehand crank must be pressed to reset the contacts and restore power to the switchmachine motor.To use the hand throw follow Table 2-5, Hand Throw Operation Procedure, located inSection 2, Theory of Operation. When the selector lever is placed in the hand position,the hand throw cutout switch contacts are opened and power is removed from theswitch machine motor. Once the selector lever is placed back in the POWER position,power is restored to the motor.NOTEDuring some of the installation procedures it is necessary to move theswitch machine manually into various mid stroke positions. Moving theswitch machine to these positions can be accomplished by any of thefollowing:If the machine is equipped with a hand crank, use the hand crank to reach thedesignated position, ORIf the machine is equipped with a hand throw, place the hand throw selectorlever in the HAND position and then use the hand throw to reach thedesignated position, ORIf power is available to the switch machine and the machine is equipped withthe enhanced controller, verify the hand throw selector lever is in the POWERposition and then use the controller’s local operation feature to reach thedesignated position.P2496, Rev. 6, Jul/11 4-4 <strong>Alstom</strong> Signaling Inc.
Preventive Maintenance4.3.2. After FloodingIf the switch machine was flooded, clean and insure all drain holes are clear. Cleaningconsists of washing down with a water jet of low velocity. Dry out all water. In coldweather, trapped water freezes and prevents the switch from operating.The controller should be removed from a flooded machine, washed out with distilled orde-ionized water, and reinstalled as described in Section 6. De-ionized or distilled water(most commonly used to clean steam irons) can be purchased at most grocery stores.If floodwater reached the main drive module bearings, replace the drive module asdescribed in Section 6.P2496, Rev. 6, Jul/11 4-5 <strong>Alstom</strong> Signaling Inc.
Preventive Maintenance4.3.3. WarningsWARNINGKEEP CLEAR OF GEARS AND SWITCH POINTS WHEN MACHINE ISUNDER REMOTE OPERATIONAL CONTROL. POWER TO SWITCHMACHINE CAN BE CUT OFF AT THE CONTROL ROOM. WITHCOVERS REMOVED, SWITCH MACHINE CONTROL CAN BECHANGED FROM CONTROL ROOM TO MACHINE.BE AWARE THAT MACHINES WITH THE ENHANCED CONTROLLERCONTAIN A MANUAL JOG OPERATION SWITCH THAT CAN BEACTIVATED WHEN THE SWITCH MACHINE COVER IS REMOVED.EITHER CONDITION COULD CAUSE EQUIPMENT DAMAGE ORPERSONAL INJURY.WARNINGREMAIN CLEAR OF GEARS AND SWITCH POINTS WHEN INSERTINGHAND CRANK. UNTIL THE HAND CRANK CUTOUT LIMIT SWITCH ISACTIVATED THE SWITCH MACHINE CAN BE REMOTELY ACTIVATEDINSTANTLY, POSSIBLY CAUSING PERSONAL INJURY ANDEQUIPMENT DAMAGE.WARNINGBE AWARE THAT WHEN POWER HAS NOT BEEN REMOVED FROMTHE SWITCH MACHINE, IT CAN BE REMOTELY ACTIVATEDINSTANTLY, POSSIBLY CAUSING PERSONAL INJURY ANDEQUIPMENT DAMAGE.WARNINGUNLESS OTHERWISE INDICATED, ALWAYS INHIBIT POWER TO THESWITCH MACHINE BEFORE WORKING ON THE MACHINE.UNEXPECTED OPERATION OF THE MACHINE COULD CAUSEINJURY FROM OPEN GEARS, ELECTRICAL SHOCK, OR MOVINGSWITCH POINTS.WARNINGWHEN THE HAND CRANK IS REMOVED AND THE PUSHBUTTON ISRESET, ALWAYS BE PREPARED FOR IMMEDIATE SWITCHMOVEMENT. FAILURE TO DO SO COULD CAUSE INJURY BYUNEXPECTED OPERATION.P2496, Rev. 6, Jul/11 4-6 <strong>Alstom</strong> Signaling Inc.
Preventive Maintenance4.4. EVERY 7500 OPERATIONS (OR SEMI-ANNUALLY, WHICHEVER COMESFIRST)4.4.1. 7500 Operations <strong>Switch</strong> <strong>Machine</strong> LubricationTable 4-2. 7500 Operations <strong>Switch</strong> <strong>Machine</strong> Lubrication ProcedureStepAction1 Remove all power to the switch machine.2 Unlock and pivot the hasp open, then remove both switch machine covers.3 Apply Fiske Bros. Lubriplate Mag 1 Grease to all grease fittings: One fitting on the crank roller One fitting in the detector rod (swivel type) Four fittings on the lever latch stands (on dual control machines only) One fitting on the hand throw lever (on dual control machines only)LATCH STANDGREASE FITTINGSCRANK ROLLERGREASE FITTINGHAND THROW LEVERGREASE FITTINGLATCH STANDGREASE FITTINGSPOINT DETECTOR RODGREASE FITTINGP2496, Rev. 6, Jul/11 4-7 <strong>Alstom</strong> Signaling Inc.
Preventive MaintenanceTable 4-2. 7500 Operations <strong>Switch</strong> <strong>Machine</strong> Lubrication Procedure (Cont.)StepAction4 Apply grease to the beveled sliding surfaces of the cam bar tongue.TOP VIEWSIDE VIEW5 Replace both switch machine covers, pivot hasp closed, and re-install lock.6 Restore power.P2496, Rev. 6, Jul/11 4-8 <strong>Alstom</strong> Signaling Inc.
Preventive Maintenance4.5. MONTHLY MAINTENANCE4.5.1. External <strong>Switch</strong> <strong>Machine</strong> InspectionAn external switch machine inspection consists of making a visual check of the entireswitch layout and recording any problems found. To fix recorded problems, use thecorrective maintenance instructions in Section 6.WARNINGBE AWARE THAT WHEN POWER HAS NOT BEEN REMOVED FROMTHE SWITCH MACHINE, IT CAN BE REMOTELY ACTIVATEDINSTANTLY, POSSIBLY CAUSING PERSONAL INJURY ANDEQUIPMENT DAMAGE.Table 4-3. External <strong>Switch</strong> <strong>Machine</strong> Verification ProcedureStepAction1 Check external surfaces for any damage (bent, cracked, or broken case,hinges, or brackets).2 Insure covers and guards are installed properly and fit tightly. Tightenassociated bolts as necessary.HAND CRANK(GMA50-012-00)HAND CRANK DOOROPEN(GMV00-070-01)LONG COVER(GMV00-045-01)GUARD, THROWBARTRACK SIDE(GM050-029-00)GUARD, THROWBARFIELD SIDE(GM050-030-00)GUARD, LOCK RODTRACK SIDE(GMV00-031-00)GUARD, LOCK RODFIELD SIDE(GMV00-032-00)SHORT COVER(GMV00-046-01)P2496, Rev. 6, Jul/11 4-9 <strong>Alstom</strong> Signaling Inc.
Preventive MaintenanceTable 4-3. External <strong>Switch</strong> <strong>Machine</strong> Verification Procedure (Cont.)StepAction3 If located in a climate with freezing temperatures during the winter months,check for snow and ice under the cut-away area of a switch point thatmeshes with stock rail. Insure that snowmelters, if installed, are meltingsnow and ice.4 Insure wear plates are in place (plates located below). Replace any platesthat are broken or worn 1/32" (0.079 cm) or more by following the procedureprovided in Table 6-19, Throw Bar and Lock Rod Wear Plate Removal andReplacement Procedure.WEAR PLATES5 Inspect point detector rod bushings (one each side). Replace any bushingsthat are broken or worn 1/32" (0.079 cm) or more by following the procedureprovided in Table 6-17, Point Detector Rod Bushing Removal andReplacement Procedure.POINT DETECTOR ROD BUSHING6 Inspect around the complete switch layout, including between the points andstock rail for foreign material, ballast or excessive dirt, which might blockmotion of rods or points.7 Record any out-of-normal conditions of looseness or any broken tie-downs.8 All machine tie-downs must be tight and securely fastened. Replace alldamaged or missing parts per installation instructions.9 Check that connecting hardware is secure.10 Check the condition of connecting rods (lock rod connecting rod and pointdetector connecting rod) and replace if cracked or broken.P2496, Rev. 6, Jul/11 4-10 <strong>Alstom</strong> Signaling Inc.
Preventive Maintenance4.5.1.1. Hand Crank Cutout Operation VerificationFor machines with a hand crank, the hand crank cutout operation must be verified oncea month. The hand crank option includes a normally closed hand crank cutout switchthat opens when the optional hand crank is inserted. The switch is closed when thehand crank is removed and the hand crank reset button is activated. Follow the steps inTable 4-4, in the sequence provided, to perform the Hand Crank Cutout OperationVerification Procedure.Table 4-4. Hand Crank Cutout Operation Verification ProcedureStepAction1 Unlock and open the hand crank door.RESET BUTTON2 Insert the hand crank.HAND CRANK3 Verify there is no power to the motor, the machine cannot operate electrically,and there is no continuity between terminals TB2–11 and TB2–12.TB2-11TB2-124 Remove the hand crank.P2496, Rev. 6, Jul/11 4-11 <strong>Alstom</strong> Signaling Inc.
Preventive MaintenanceTable 4-4. Hand Crank Cutout Operation Verification Procedure (Cont.)StepAction5 Insert a 0.110 thick gauge between the plunger and the case and push the handcrank cutout switch reset button.HAND CRANK CUTOUT LIMIT SWITCHHAND CRANK CUTOUT CONTACTPLUNGERHAND CRANKCASE6 Verify there is no power to the motor, the machine can not operate electrically,and there is no continuity between terminals TB2–11 and TB2–12. Remove thegauge.7 Insert the hand crank and place a 0.020 thick gauge between the plunger andthe case.8 Remove hand crank and push the hand crank cutout switch reset button.9 Verify there is power to the motor, the machine can operate electrically, andthere is continuity between terminals TB2–11 and TB2–12.10 Remove the gauge.11 Press the reset button to reset the cutout switch and verify that the switchmachine does run when power is applied.12 Close and lock the hand crank door.P2496, Rev. 6, Jul/11 4-12 <strong>Alstom</strong> Signaling Inc.
Preventive Maintenance4.5.2. Hand Throw Operation VerificationFor dual control switch machines, the hand throw operation must be verified once amonth. Follow the steps in Table 4-5, in the sequence provided, to perform the HandThrow Operation Verification Procedure.Table 4-5. Hand Throw Operation Verification ProcedureStepAction1 Hand Throw Operation VerificationRelease the hand throw selector lever from the latch stand and pivot it fromPOWER to HAND position.SELECTOR LEVER POWER AND HAND POSITIONSHANDThis action unlocks the hand throw lever and prevents power from energizingthe switch machine motor, disabling remote switch machine operation.P2496, Rev. 6, Jul/11 4-13 <strong>Alstom</strong> Signaling Inc.
Preventive MaintenanceTable 4-5. Hand Throw Operation Verification Procedure (Cont.)StepAction2 Pivot the hand throw lever and lock it in the latch stand. The pivot actioncauses the bevel gear of the hand throw module to move internal matingcomponents of the main drive module and associated switch machinecomponents.If the throw bar does not move and the hand throw lever rotates withoutresistance, the shifter dog may not engage the hand throw dog gear.Pivot the hand throw lever until they engage, then pivot the hand throw leverin the opposite direction to move the throw bar.3 Verify the point detector connector rod and lock rod connector rodsextending from the machine are unobstructed and move freely. If movementis restricted due to an obstruction, remove the obstruction and repeatStep 2.P2496, Rev. 6, Jul/11 4-14 <strong>Alstom</strong> Signaling Inc.
Preventive MaintenanceTable 4-5. Hand Throw Operation Verification Procedure (Cont.)StepAction4 Hand Throw Cutout <strong>Switch</strong> Verification(for machines equipped with a hand throw cutout switch)Turn hand throw selector lever to the vertical position. Verify there is nopower to the motor and machine cannot operate electrically, and there is nocontinuity between terminals TB1–6 and TB1–7.TB1-6TB1-75 Turn hand throw selector lever to the power side. Verify there is power to themotor and machine can operate electrically, and there is continuity betweenterminals TB1–6 and TB1–7.6 After hand throwing, pivot the selector lever from the HAND to POWERposition and lock in the latch stand.P2496, Rev. 6, Jul/11 4-15 <strong>Alstom</strong> Signaling Inc.
Preventive Maintenance4.5.3. Point Detector VerificationVerify the point detector operation monthly unless otherwise recommended by thegoverning authority. A Normal (N) or Reverse (R) indication should not be observedwhen switch points are operated in either position against an obstruction gauge insertedbetween the switch point and stock rail. The width of the obstruction gauge is specifiedby the customer and its governing body. Follow the steps in Table 4-6 in the sequenceprovided to perform the Point Detector Verification Test.Table 4-6. Point Detector Verification ProcedureStepAction1 Insert an obstruction gauge between the switch point and stock rail,6" (15.24 cm) behind the point as illustrated below.6 inches(15.24 cm)NOTEThe width of the obstruction gauge is specified by the customerand its governing authorities.2 Operate the switch point against the obstruction gauge.3 If an indication (N or R) is observed, then the point detector rod must bechecked and adjusted using the procedure described in Table 4-17.4 Repeat Steps 1 through 3 for the opposite switch point.P2496, Rev. 6, Jul/11 4-16 <strong>Alstom</strong> Signaling Inc.
Preventive Maintenance4.5.4. Secondary Point Detector Verification (Optional)NOTEPerform this procedure if the optional Secondary Point Monitor Kit(P/N GMK50-023-01) is installed on the GM4000A <strong>Switch</strong> <strong>Machine</strong>.The Secondary Point Monitor Kit (P/N GMK50-023-01) provides secondary monitoringof switch points. It can signal a 1/8” movement (or width as specified by the customer orgoverning authority) of switch points to help predict loss of correspondence prior tofailure. This kit is Non-Vital and can be retrofitted into a GM4000A <strong>Switch</strong> <strong>Machine</strong>.Verify the secondary point detector operation monthly unless otherwise recommendedby the governing authority. A Normal (N) or Reverse (R) indication should not beobserved when switch points are operated in either position against an obstructiongauge inserted between the switch point and stock rail. The width of the obstructiongauge (typically 1/8”) is specified by the customer and its governing authority. Followthe steps in Table 4-7 in the sequence provided to perform the Secondary PointDetector Verification Test.P2496, Rev. 6, Jul/11 4-17 <strong>Alstom</strong> Signaling Inc.
Preventive MaintenanceTable 4-7. Secondary Point Detector Verification ProcedureStepAction1 Two green LEDs on the circuit board provide status indications:One green LED closest to the closed limit switch is ON when the switchpoints are fully closed (depending on configuration) in either the normalor reverse position.Both green LEDs are OFF when either the normal or reverse the switchpoint is open 1/8” or more (as specified by the customer or governingauthority).Insert an obstruction gauge between the switch point and stock rail,6" (15.24 cm) behind the point as illustrated below.6 inches(15.24 cm)2 Unlock the lock on the switch machine and remove the cover (or covers).3 Operate the switch point against the obstruction gauge.4 See Figure 3-4 for the location of the LEDs on the Secondary Point MonitorKit. If both green LEDs are not off, adjust the limit switches according toTable 3-17, Step 11.5 Repeat Steps 1 through 4 for the opposite switch point.6 Replace the cover (or covers) removed in Step 2, and relock the switchmachine.P2496, Rev. 6, Jul/11 4-18 <strong>Alstom</strong> Signaling Inc.
Preventive Maintenance4.5.5. Point Pressure TestCheck the point pressure of the switch points monthly and adjust the point pressure, ifrequired, by performing the steps in Table 4-8 in the sequence given. Point pressure isthe amount of pressure exerted by a switch point against a stock rail. Proper pointpressure is determined by observing a point closing operation. A maintainer can alsoassess the resistance felt in the hand throw during point closure. Some resistance isacceptable but excessive resistance must be avoided.Table 4-8. Point Pressure Test ProcedureStepAction1 Use the hand crank, hand throw, or the manual operation switch located onthe enhanced controller to operate machine to the end of the throw barstroke, 6.5" (16.51 cm). The switch point should fit snugly against the stockrail.WARNINGREMAIN CLEAR OF GEARS AND SWITCH POINTS WHENINSERTING HAND CRANK. UNTIL THE HAND CRANKCUTOUT LIMIT SWITCH IS ACTIVATED THE SWITCHMACHINE CAN BE REMOTELY ACTIVATED INSTANTLY,POSSIBLY CAUSING PERSONAL INJURY AND EQUIPMENTDAMAGE.2 Use a pry bar to pry the switch point away from the stock rail. The pointshould move slightly but not more than 1/8" (0.317 cm).3 If the switch point does not fit properly against the stock rail, adjust the nutsat the switch adjustment basket until the proper position and acceptablepressure is achieved. Upon repeating Step 2 the point can move slightly butnot more than 1/8" (0.317 cm).4 Crank the switch machine to move the points to opposite position and testfor proper pressure.5 After the adjustments have been made for the normal and reverse positions,crank the machine back and forth a few times to double check theseadjustments.P2496, Rev. 6, Jul/11 4-19 <strong>Alstom</strong> Signaling Inc.
Preventive Maintenance4.5.6. <strong>Switch</strong> Obstruction TestThe switch machine can be configured with a narrow- or wide notched lock rod.Determine the type of lock rod used in the switch machine and perform the appropriateswitch obstruction test monthly.Identify the type of lock rod in use by comparing the configuration number of the switchmachine to the configuration key in Section 7. Table 4-9 provides Narrow Notch LockRod <strong>Switch</strong> Obstruction Test Procedure for the lock rod with a 2.13" (5.4 cm) widenotch. Table 4-10 contains the Wide Notch Lock Rod <strong>Switch</strong> Obstruction TestProcedure for the lock rod with a 2.31" (5.9 cm) wide notch.These procedures first verify that the switch machine does not lock or indicate when anobstruction gauge of a size specified by the customer and its governing authorities isencountered. Then, a spoon gauge (P/N GMA50-002-00) is used to simulatedisplacement of the point detector rod by a 1/4 inch (approx. 0.635 cm) obstruction toverify that the point detector rod adjustment independent of the lock rod: machineshould lock, but not indicate. Finally, the spoon gauge is used to verify that the switchmachine latches and locks, but not indicate, when encountering a 3/8" (approx. 0.952cm) obstruction.Each customer must review the procedure with their governing body for compliance toapplicable signal rules. Customers under FRA authority should meet with theirgoverning FRA inspector to verify that this procedure satisfies FRA rule 236.334.StepTable 4-9. Narrow Notch Lock Rod <strong>Switch</strong> Obstruction Test ProcedureFor Lock Rod With 2.13" (5.4 cm) Wide NotchAction1 To verify switch machine does not lock or indicate when an obstruction isencountered insert an obstruction gauge between the switch point and stockrail, 6" (15.24 cm) behind the point on the reverse side.NOTEThe width of the obstruction gauge is specified by the customerand its governing authorities.P2496, Rev. 6, Jul/11 4-20 <strong>Alstom</strong> Signaling Inc.
Preventive MaintenanceTable 4-9. Narrow Notch Lock Rod <strong>Switch</strong> Obstruction Test Procedure (Cont.)StepAction2 Operate the switch point against the obstruction gauge. The switch machineshould not lock and the indication circuit contacts should not close.3 Operate the switch point open and remove the obstruction gauge.4 Insert the obstruction gauge between the switch point and stock rail at 6"(15.24 cm) behind the point on the normal side.5 Operate the switch machine to close the points against the obstructiongauge.6 The switch machine should not lock and the indication circuit contacts shouldnot close. Otherwise, see Step 9.7 Operate the machine to open the switch point and remove the obstructiongauge.8 Operate the switch machine to close and lock points in the normal andreverse positions without obstruction. Check that point position and pointpressure have not been changed. The indication circuit contacts shouldclose.9 If the machine fails the obstruction test by locking with the obstruction gaugebetween the switch point and stock rail, the narrow notch lock rod must bechecked for excess wear or misadjustment. (See Table 4-15 for adjustmentprocedure, if required.) If excess wear (notch width is greater than 1.465"[3.72 cm]) or damage is observed, the narrow notch lock rod must bereplaced by following the procedure provided in Table 6-12.10 To verify point detector rod adjustment independent of the lock rod:Remove all power to the switch machine. Operation of the switch machinefrom this point forward is by hand crank or hand throw.11 Unlock and pivot the hasp open, then remove both switch machine covers.P2496, Rev. 6, Jul/11 4-21 <strong>Alstom</strong> Signaling Inc.
Preventive MaintenanceTable 4-9. Narrow Notch Lock Rod <strong>Switch</strong> Obstruction Test Procedure (Cont.)StepAction12 Operate machine to mid-stroke and position the 1/4" (0.635 cm) end of thespoon gauge into the necked down portion of the point detector rod (trackside).POINT DETECTORSWITCH LEVERROTARY CAMSWITCHLATCHOUTDOGPIVOTARMSPRINGSPOONGAUGEPOINT DETECTOR RODSLAVE13 Operate the machine to track side. The switch machine should lock and theindication circuit contacts should not close. Otherwise, see Step 16.14 Operate machine to mid-stroke and position the 1/4" (0.635 cm) end of thespoon gauge into the necked down portion of the point detector rod (fieldside).15 Operate the machine to field side. The switch machine should lock and theindication circuit contacts should not close.16 If the machine fails the obstruction test by indicating with the 1/4" (0.635 cm)end of the spoon gauge positioned into the necked down portion of the pointdetector rod as described, then re-adjust point detection (see Table 3-11,Point Detector Rod Connector Installation and Adjustment Procedure).17 To verify latch out operate machine to mid-stroke and position the 3/8" (0.952cm) end of the spoon gauge into the necked down portion of the pointdetector rod (track side).P2496, Rev. 6, Jul/11 4-22 <strong>Alstom</strong> Signaling Inc.
Preventive MaintenanceTable 4-9. Narrow Notch Lock Rod <strong>Switch</strong> Obstruction Test Procedure (Cont.)StepAction18 Operate the machine to track side. The switch machine should lock andlatch, the indication circuit contacts should not close. Otherwise, seeStep 21.19 Operate machine to mid-stroke and position the 3/8" (0.952 cm) end of thespoon gauge into the necked down portion of the point detector rod (fieldside).20 Operate the machine to field side. The switch machine should lock and latch,the indication circuit contacts should not close.21 If the machine fails this part of the obstruction test by indicating or not lockingand latching with the 3/8" (0.635 cm) end of the spoon gauge positioned intothe necked down portion of the point detector rod as described, then readjustpoint detection (see Table 3-11, Point Detector Rod ConnectorInstallation and Adjustment Procedure).22 Remove spoon gauge from switch machine.23 Replace both switch machine covers, pivot hasp closed, and re-install lock.24 Restore power.P2496, Rev. 6, Jul/11 4-23 <strong>Alstom</strong> Signaling Inc.
Preventive MaintenanceTable 4-10. Wide Notch Lock Rod <strong>Switch</strong> Obstruction Test ProcedureFor Lock Rod With 2.31" (5.9 cm) Wide NotchStepAction1 Insert an obstruction gauge between the switch point and stock rail, 6"(15.24 cm) behind the point on the reverse side.NOTEThe width of the obstruction gauge is specified by the customerand its governing authorities.2 Operate the switch point against the obstruction gauge. The switch machinemay lock and the indication circuit contacts should not close.NOTEThe notch in the wide notch lock rod is 2.31" (5.87 cm) wide.Therefore, depending on the adjustment of the lock rods andcustomer preference, the switch machine may lock with anobstruction of 1/4 " (0.635 cm) wide. For adjusting wide notchlock rods to lock with a 1/4" (0.635 cm) obstruction, seeTable 4-16.3 Operate the switch point open and remove the obstruction gauge.4 Insert the obstruction gauge between the switch point and stock rail at 6"(15.24 cm) behind the point on the normal side.P2496, Rev. 6, Jul/11 4-24 <strong>Alstom</strong> Signaling Inc.
Preventive MaintenanceTable 4-10. Wide Notch Lock Rod <strong>Switch</strong> Obstruction Test Procedure (Cont.)StepAction5 Operate the switch machine to close the points against the obstructiongauge.6 The switch machine may lock, DEPENDING ON LOCK ROD ADJUSTMENT,and the indication circuit contacts should not close. Otherwise, see Step 9.7 Operate the machine to open the switch point and remove the obstructiongauge.8 Operate the switch machine to close and lock points in the normal andreverse positions without obstruction. Check that point position and pointpressure have not been changed.9 If the switch machine fails the obstruction test, the lock rod may be adjustedby following the procedure provided in Table 4-16.10 To verify point detector rod adjustment independent of the lock rod:Remove all power to the switch machine. Operation of the switch machinefrom this point forward is by hand crank or hand throw.11 Unlock and pivot the hasp open, then remove both switch machine covers.12 Operate machine to mid-stroke and position the 1/4" (0.635 cm) end of thespoon gauge into the necked down portion of the point detector rod (trackside).POINT DETECTORSWITCH LEVERROTARY CAMSWITCHLATCHOUTDOGPIVOTARMSPRINGSPOONGAUGEPOINT DETECTOR RODSLAVE13 Operate the machine to track side. The switch machine should lock and theindication circuit contacts should not close. Otherwise, see Step 16.P2496, Rev. 6, Jul/11 4-25 <strong>Alstom</strong> Signaling Inc.
Preventive MaintenanceTable 4-10. Wide Notch Lock Rod <strong>Switch</strong> Obstruction Test Procedure (Cont.)StepAction14 Operate machine to mid-stroke and position the 1/4" (0.635 cm) end of thespoon gauge into the necked down portion of the point detector rod (fieldside).15 Operate the machine to field side. The switch machine should lock and theindication circuit contacts should not close.16 If the machine fails the obstruction test by indicating with the 1/4" (0.635 cm)end of the spoon gauge positioned into the necked down portion of the pointdetector rod as described, then re-adjust point detection (see Table 3-11,Point Detector Rod Connector Installation and Adjustment Procedure).17 To verify latch out operate machine to mid-stroke and position the 3/8" (0.952cm) end of the spoon gauge into the necked down portion of the pointdetector rod (track side).18 Operate the machine to track side. The switch machine should lock andlatch, the indication circuit contacts should not close. Otherwise, see Step 21.19 Operate machine to mid-stroke and position the 3/8" (0.952 cm) end of thespoon gauge into the necked down portion of the point detector rod (fieldside).20 Operate the machine to field side. The switch machine should lock and latch,the indication circuit contacts should not close.21 If the machine fails this part of the obstruction test by indicating or not lockingand latching with the 3/8" (0.635 cm) end of the spoon gauge positioned intothe necked down portion of the point detector rod as described, then readjustpoint detection (see Table 3-11, Point Detector Rod ConnectorInstallation and Adjustment Procedure).22 Remove spoon gauge from switch machine.23 Replace both switch machine covers, pivot hasp closed, and re-install lock.24 Restore power.P2496, Rev. 6, Jul/11 4-26 <strong>Alstom</strong> Signaling Inc.
Preventive Maintenance4.5.7. Latch Out Verification TestStepTable 4-11. Latch Out Verification Test ProcedureAction1 Induce a latch out event and verify that latch out is in effect.WARNINGREMAIN CLEAR OF GEARS AND SWITCH POINTS WHENINSERTING HAND CRANK. UNTIL THE HAND CRANKCUTOUT LIMIT SWITCH IS ACTIVATED THE SWITCHMACHINE CAN BE REMOTELY ACTIVATED INSTANTLY,POSSIBLY CAUSING PERSONAL INJURY AND EQUIPMENTDAMAGE.2 If the machine is equipped with restorable latch out proceed as follows,otherwise skip to Step 3: Issue a switch call and verify remote reset.Induce a latch out event.Hand throw the machine (if equipped)), manually move the latch outdog, or use the manual control switch on an enhanced controller (ifequipped) and verify local reset.If machine does not reset, perform the Point Detector System ModuleAdjustment provided in Table 6-14.Verification is complete.3 If the machine is equipped with non-restorable latch out proceed as follows: Issue a switch call and verify latch out is not restored.Reset the latch out mechanism by following the procedure provided inTable 2-3.Issue a switch call and verify latch out is now restored.If machine does not reset, perform the Point Detector System ModuleAdjustment provided in Table 6-14.Verification is complete.P2496, Rev. 6, Jul/11 4-27 <strong>Alstom</strong> Signaling Inc.
Preventive Maintenance4.6. QUARTERLY MAINTENANCE4.6.1. Internal <strong>Switch</strong> <strong>Machine</strong> InspectionStepTable 4-12. Internal <strong>Switch</strong> <strong>Machine</strong> Inspection ProcedureAction1 Remove power from the switch machine by inserting the hand crank orplacing the hand throw selector lever in the HAND position.WARNINGBE AWARE THAT WHEN POWER HAS NOT BEENREMOVED FROM THE SWITCH MACHINE, IT CAN BEREMOTELY ACTIVATED INSTANTLY, POSSIBLY CAUSINGPERSONAL INJURY AND EQUIPMENT DAMAGE.2 Insure wear plates are in place (plates located below) and visually checktheir condition. Replace any plates that are broken or worn 1/32" (0.079 cm)or more by following the procedure provided in Table 6-19.WEAR PLATES3 Inspect point detector rod bushings (one each side). Replace any bushingsthat are broken or worn 1/32" (0.079 cm) or more by following the procedureprovided in Table 6-17.POINT DETECTOR ROD BUSHING4 Unlock and pivot the hasp open, then remove both switch machine covers.P2496, Rev. 6, Jul/11 4-28 <strong>Alstom</strong> Signaling Inc.
Preventive MaintenanceTable 4-12. Internal <strong>Switch</strong> <strong>Machine</strong> Inspection Procedure (Cont.)StepAction5 Check the two motor-limit switches – Using the manual operation switch onthe enhanced controller, hand throw or hand crank, go through a completecycle noting operation of both switches. The condition of each switch can bedetermined by using a multimeter at specific terminal block connections andchecking continuity. Refer to the electrical schematic of the switch machineinternal wiring (in Appendix A) for the proper connections. Operate to end-of-stroke and check that the motor limit cam of the maindrive actuates the proper motor limit switch (see illustration below). While at end-of-stroke, check that the cam bar locking dog is centeredin the lock rod notch.ACTIVATED MOTORLIMIT SWITCHCAM6 Repeat Step 5 for opposite position.7 Check the hand throw cutout and hand crank cutout switches. The condition ofeach switch can be determined by using a multimeter at specific terminal blockconnections and checking continuity.Refer to the electrical schematic of switch machine internal wiring, located inAppendix A, for proper connections.In the figure below the main drive is removed for a clear view of the handthrow cutout switch and the cross brace is removed for a clear view of themotor limit switches.HAND THROW CUTOUT SWITCHHAND CRANK CUTOUT SWITCHCAM BAR DETECTION SWITCHMOTOR LIMIT SWITCHES (2)P2496, Rev. 6, Jul/11 4-29 <strong>Alstom</strong> Signaling Inc.
Preventive MaintenanceTable 4-12. Internal <strong>Switch</strong> <strong>Machine</strong> Inspection Procedure (Cont.)StepAction8 If installed, check the cam bar detection switch operation. See Step 7 for cambar detection switch location.Using the manual operation switch on the enhanced controller, hand throw orhand crank, go through a complete cycle noting operation of both switches.The condition of each switch can be determined by using a multimeter atspecific terminal block connections and checking continuity. Refer to theelectrical schematic of the switch machine internal wiring (in Appendix A) forthe proper connections. Operate to end-of-stroke and check that the cam bar actuates the cambar detection switch. While at end-of-stroke, verify that the cam bar locking dog is centeredin the lock rod notch.9 Repeat Step 8 for opposite position.10 View modules for signs of wear or damaged parts. Method of removal andreplacement of modules is covered in Section 6, Corrective Maintenance. Thefollowing can be replaced in the field:1. Motor and Gear Box: Replace if confirmed defective duringtroubleshooting. See Table 6-4 for replacement procedure.2. Controller: Replace if confirmed defective during troubleshooting. SeeTable 6-3 for replacement procedure.3. Main Drive: Replace if confirmed defective during troubleshooting. SeeTable 6-5 for replacement procedure.4. Point Detector <strong>Switch</strong>: Replace if confirmed defective duringtroubleshooting. See Table 6-15 for replacement procedure.5. Point Detector Rod: Replace if the rod is bent, does not slide smoothly inbushings, or lock nuts do not stay locked. See Table 6-16 for replacementprocedure.6. Point Detector System Module: Replace if parts are damaged such thatpoint indication does not occur, if parts are worn or broken causing falseindications due to wear or broken parts, or parts are out of calibration. SeeTable 6-13 for module replacement procedure.7. Latch Stand: Replace if stand is damaged and can no longer lock the handthrow or selector lever in place. See Table 6-11 for replacement procedure.P2496, Rev. 6, Jul/11 4-30 <strong>Alstom</strong> Signaling Inc.
Preventive MaintenanceTable 4-12. Internal <strong>Switch</strong> <strong>Machine</strong> Inspection Procedure (Cont.)Step10(Cont.)Action8. Lock Rod: Replace if rod is bent, fractured or shows wear on rubbingsurfaces, which precludes smooth sliding. See Table 6-12 for replacementprocedure.9. Hand Throw Lever: Replace if gear teeth are broken or show excessivewear or the assembly does not move freely. See Table 6-10 forreplacement procedure.10. Condensation Heater, if equipped: Replace if confirmed defective duringtroubleshooting. See Table 6-20 for replacement procedure.11. Motor Gear Box Heater, if equipped: Replace if confirmed defective duringtroubleshooting. See Table 6-21 for replacement procedure.11 Replace both switch machine covers, pivot hasp closed, and re-install lock.P2496, Rev. 6, Jul/11 4-31 <strong>Alstom</strong> Signaling Inc.
Preventive Maintenance4.7. SEMI-ANNUAL MAINTENANCE4.7.1. Back Linkage and Gear Box LubricationTable 4-13. Back Linkage and Gear Box Lubrication ProcedureStepAction1 Remove all power to the switch machine.2 Unlock and pivot the hasp open, then remove both switch machine covers.3 Lubricate the 4 stainless steel rollers and pins in the point detector backlinkage as identified below with Aerosol Greaseless Lubricant (LPS-1).BACK LINKAGE(4 STAINLESS STEEL ROLLERS WITH PINS)Spray the lubricant on the back linkage of the point detector module while itis in mid-stroke.4 Open the oil fill hole cover and the oil level hole cover.OIL FILL HOLE COVEROIL LEVEL HOLE COVERP2496, Rev. 6, Jul/11 4-32 <strong>Alstom</strong> Signaling Inc.
Preventive MaintenanceTable 4-13. Back Linkage and Gear Box Lubrication Procedure (Cont.)StepAction5 Add Mobil SHC 626 Lubricant through oil fill hole until it reaches the oil levelhole.OIL FILL HOLEOIL LEVEL HOLE6 Re-install the oil fill hole cover and the oil level hole cover.7 Wipe up any spilled oil, particularly any oil that spilled on the main gear.8 Replace both switch machine covers, pivot hasp closed, and re-install lock.9 Restore power.P2496, Rev. 6, Jul/11 4-33 <strong>Alstom</strong> Signaling Inc.
Preventive Maintenance4.8. ANNUAL MAINTENANCE4.8.1. <strong>Switch</strong> <strong>Machine</strong> LubricationTable 4-14. Annual <strong>Switch</strong> <strong>Machine</strong> Lubrication ProcedureStepAction1 Remove all power to the switch machine.2 Unlock and pivot the hasp open, then remove both switch machine covers.3 Apply Mag-1 Lubricant to throw bar, lock rod, cam bar, main gear, and thecam bar slot in base. Coat the four surfaces of the throw bar and lock rod that slide in andout of the wear plates. Apply a heavy coating to the cam bar slot in the base. Coat the teeth on the main gear.TOP BEARINGMAIN GEARLOCK RODGEAR BOXOUTPUT GEARTHROW BARCAM BAR TONGUECAM BAR SLOT4 Spray Corrosion Inhibitor. Other than the main drive module and electricalcomponents, spray the entire inside of the machine with corrosion inhibitorafter removing any visible surface corrosion.5 Replace both switch machine covers, pivot hasp closed, and re-install lock.6 Restore power.P2496, Rev. 6, Jul/11 4-34 <strong>Alstom</strong> Signaling Inc.
Preventive Maintenance4.9. AS REQUIRED MAINTENANCE4.9.1. Lock Rod and Point Detector AdjustmentsTable 4-15. Narrow Notch Lock Rod Adjustment Procedure For Lock Rod With2.13" (5.4 cm) Wide NotchStepAction1 Remove all power to the switch machine.2 Unlock and pivot the hasp open, then remove both switch machine covers.3 Manually have the machine close but not lock the near switch point. Insurethat the cam bar is centered in the lock rod slot and continue operating themachine until locking is complete.4 Center the straight lock rod slot to locking dog using the inner and outeradjusting nuts associated with the lock rod drop lug. Tighten and lock nuts atdrop lug to keep this adjustment.SWITCH MACHINELOCK RODLOCK ROD DROP LUGOUTER ADJUSTING NUTINNER ADJUSTING NUTLOCK CONNECTING ROD5 Operate the machine to close, but do not lock the far switch point. Insure thatthe cam bar is centered in lock rod notch and continue cranking the machineuntil locking is complete.6 Center the curved lock rod notch to the locking dog using the inner and outernuts on the field side of the lock rod. Tighten and lock the field side lock rodnuts to retain this adjustment.7 Replace both switch machine covers, pivot hasp closed, and re-install lock.8 Restore power.P2496, Rev. 6, Jul/11 4-35 <strong>Alstom</strong> Signaling Inc.
Preventive MaintenanceTable 4-16. Wide Notch Lock Rod Adjustment Procedure For Lock Rod With2.31" (5.9 cm) Wide NotchNOTEThe following procedure describes how wide notch lock rods are adjustedto lock with a 1/4" (approx. 0.635 cm) obstruction. The customer and itsgoverning authorities determine the obstruction width at which the widenotch lock rods are adjusted to lock.StepAction1 Remove all power to the switch machine.2 Unlock and pivot the hasp open, then remove both switch machine covers.3 Manually have the machine close the near switch point against a 1/4"(approx. 0.635 cm) obstruction; see Table 4-5. Make sure cam bar is in thelock rod notch.NOTESpaces between the sides of the notch and the cam bar dogare not equal.4 Offset the straight lock rod slot to the locking dog using the inner and outeradjusting nuts associated with the lock rod drop lug. Tighten and lock nuts atdrop lug to retain this adjustment.SWITCH MACHINELOCK RODLOCK ROD DROP LUGOUTER ADJUSTING NUTINNER ADJUSTING NUTLOCK CONNECTING ROD5 Operate the machine to close the far switch point against a 1/4" (approx.0.635 cm) obstruction. Insure the cam bar is in the lock rod notch andcontinue operating the machine until locking is complete.6 Offset the curved lock rod notch to the locking dog using the inner and outernuts on the field side of the lock rod. Tighten and lock the field side lock rodnuts to retain this adjustment.7 Replace both switch machine covers, pivot hasp closed, and re-install lock.8 Restore power.P2496, Rev. 6, Jul/11 4-36 <strong>Alstom</strong> Signaling Inc.
Preventive Maintenance4.9.2. Point Detector Rod AdjustmentTable 4-17. Point Detector Rod Adjustment ProcedureStepAction1 Remove all power to switch machine.2 Unlock and pivot the hasp open, then remove both switch machine covers.3 Operate machine to mid-stroke and position a point detector rod spoongauge into the necked down portion on the trackside end of the pointdetector rod. Use either the 1/4" or 3/8" (0.635 cm or 0.952 cm) end of thespoon gauge, whichever is required by the customer and its governingauthorities.4 Operate machine to close and lock the far switch point. Position the leveragainst the spoon gauge. If the trackside indication contacts of the pointdetector switch module are closed, use the adjusting nuts at the pointdetector rod drop lug to adjust the position of the point detector rod.POINT DETECTORSWITCH LEVERROTARY CAMSWITCHLATCHOUTDOGPIVOTARMSPRINGSPOONGAUGEPOINT DETECTOR RODSLAVENOTECheck the indication contact status of the cam switch (open orclosed circuit condition) using a multimeter on TB2 or TB3 inaccordance with the field wiring.P2496, Rev. 6, Jul/11 4-37 <strong>Alstom</strong> Signaling Inc.
Preventive MaintenanceTable 4-17. Point Detector Rod Adjustment Procedure (Cont.)StepAction5 Adjust the nuts until the indication contacts on the point detector switchmodule open. Continue adjusting until latch-out occurs. Tighten and lock thenuts to hold this adjustment and remove the spoon gauge. Release thelatch-out condition by applying a light force to the end of the latch out dog.6 Operate the machine to mid-stroke and position the point detector rod spoongauge into necked down portion on the field side of the point detector rod.Use either the 1/4" or 3/8" (0.635 cm or 0.952 cm) end of the spoon gauge,whichever is required by the customer and its governing authorities.7 Operate the machine to close and lock near the switch point. Position thelever against the spoon gauge. If the field side indicating contacts of thepoint detector switch module are closed, adjustment is required.8 Adjust by loosening the nut and slave 1–1/8" (2.86 cm) (open wrenchrequired) of the point detector bar and then by screwing in or out the freeend of the rod (slave). Adjust the slave until the pressure of the spoon gaugeagainst the point detector pivot arm on the point detector system moduleengages the field side point detector switch lever. Continue the adjustmentuntil the cam switch indication contacts open (outward position). If configuredwith latch out, continue adjusting until the latch out dog of the point detectorsystem engages (approximately an additional 2/3 turn).NOTECheck cam switch indication contact status (open or closedcircuit condition) using a multimeter on TB2 or TB3 inaccordance with the field wiring for location.9 Hold this position by tightening the nut snug against the slave. Remove thespoon gauge and release the latched out condition by applying a light forceto the spring end of the latch out dog.10 If point detection requirements cannot be achieved, examine all associatedcomponents for wear or fault before replacing the point detector systemmodule.11 After making adjustments in both directions, operate the machine back andforth a few times to verify that (1) the indication contacts are closed at theend of each throw-bar stroke with the spoon gauge removed and (2) theindication contacts are open with the spoon gauge installed.P2496, Rev. 6, Jul/11 4-38 <strong>Alstom</strong> Signaling Inc.
Preventive MaintenanceStepTable 4-17. Point Detector Rod Adjustment Procedure (Cont.)Action12 Restore power operation: Remove the hand crank and press the reset button if the hand crankwas used. Place the hand throw selector lever back in the POWER position if thehand throw was used. Place the LOCAL/REMOTE switch on the enhanced controller to theREMOTE position if it was placed in the LOCAL position for manualoperation.13 Replace both switch machine covers, pivot hasp closed, and re-install lock.P2496, Rev. 6, Jul/11 4-39 <strong>Alstom</strong> Signaling Inc.
Preventive Maintenance4.9.3. Gear Box Lubricant ReplacementStepTable 4-18. Gear Box Lubricant Replacement ProcedureAction1 Remove all power from the switch machine.2 Unlock and pivot the hasp open, then remove both switch machine covers.3 Remove the motor/gear box module from the switch machine by removingthe four screws connecting it to the switch machine frame.4 SCREWSGEARBOX HEATER OIL FILL HOLE COVER(IF USED)OIL LEVEL HOLE COVER4 Disconnect gearbox heater, if connected.5 Open the oil fill hole and the oil level hole covers. Tip the motor/gear box anddrain out the used Mobil SHC 626 Lubricant from the gear box.NOTEDispose of the lubricant according to local regulations.6 Add Mobil SHC 626 Lubricant through oil fill hole until it reaches the oil levelhole.OIL FILL HOLEOIL LEVEL HOLE7 Re-install the oil fill hole cover and the oil level hole cover.P2496, Rev. 6, Jul/11 4-40 <strong>Alstom</strong> Signaling Inc.
Preventive MaintenanceTable 4-18. Gear Box Lubricant Replacement Procedure (Cont.)StepAction8 Wipe up any spilled oil, and reinstall the motor gear box module into theswitch machine with the four screws removed in Step 3.9 Reconnect gearbox heater, if disconnected in Step 4.10 Replace both switch machine covers, pivot hasp closed, and re-install lock.11 Restore power.4.9.4. Main Drive Roller InspectionTable 4-19. Main Drive Roller Inspection ProcedureStepAction1 Remove the main drive from the machine by following Steps 1 through 7 inTable 6-5, Main Drive Removal and Replacement Procedure.2 Inspect the main drive roller. Replace the roller if it is worn greater than 1/32"(0.079 cm).3 Perform Steps 8 through 13 in Table 6-5, Main Drive Removal andReplacement Procedure to reinstall the main drive and verify switch machineperformance.4.9.5. Gear Box Output Shaft and Key InspectionTable 4-20. Gear Box Output Shaft and Key Inspection ProcedureStepAction1 Remove the gear box and motor by following Steps 1 through 7 inTable 6-4. DC Motor and Gear Box Removal and Replacement Procedure,separating the motor from the gear box.2 Rotate the gear in the gear box while observing the output shaft and key,which should move together smoothly. If the gear moves, but output shaftand key do not move or move at a different rate, then replace the gear box.3 Perform Steps 8 through 15 in Table 6-4, DC Motor and Gear Box Removaland Replacement Procedure to reinstall the gear box and motor and verifyswitch machine performance.P2496, Rev. 6, Jul/11 4-41 <strong>Alstom</strong> Signaling Inc.
Preventive MaintenanceTHIS PAGE INTENTIONALLY LEFT BLANK.P2496, Rev. 6, Jul/11 4-42 <strong>Alstom</strong> Signaling Inc.
Troubleshooting5. SECTION 5 – TROUBLESHOOTING5.1. GENERALThis Section is intended as a guide for troubleshooting the GM4000A <strong>Switch</strong> <strong>Machine</strong>.5.2. PHILOSOPHYTroubleshooting the GM4000A can be performed in a control location or at the wayside.In the control location, an understanding of relay operation and knowledge of circuitplans is essential. At wayside, an understanding of the switch machine operation alongwith knowledge of switch machine setup and layout is essential.5.3. POSSIBLE SYMPTOMS AND CORRECTIVE ACTIONSThe following troubleshooting information helps determine if a switch machine and itsassociated circuit equipment are faulty. Table 5-1 lists possible symptoms of abnormalswitch machine circuit and trackside equipment operation as observed from the controllocation. This table also describes the corrective action(s) required.Tables 5-2 and 5-3 list possible symptoms of abnormal switch machine circuit andtrackside equipment operation as observed from the wayside location. Troubleshootingperformed at a wayside location, using the controller LED display of a switch machine,is given in this section together with the required corrective action.Table 5-2 covers troubleshooting a switch machine containing the standard controller.Table 5-3 covers troubleshooting a switch machine containing the enhanced controllerthat includes additional LEDs used for troubleshooting.An optional <strong>Switch</strong> <strong>Machine</strong> and Layout Sensing Kit (P/N 59649-218-00) is availablefrom <strong>Alstom</strong> that can be used during troubleshooting, installation, or maintenance todetect point pressure at each point. For a procedure on use of this kit, see Table 3-15for the Throw Rod Point Pressure Verification Procedure.NOTEAfter corrective action is implemented:The FAULT LED on the standard controller is reset by removing energy to thecontroller. (Energy is typically removed after a switch call is made; therefore,the LED should reset for the next call.)The OVERLOAD FAULT, MOTOR FAULT, and CTRL FAULT LEDs on theenhanced controller are reset by applying energy to the controller via a switchcall and rotating the controller NORMAL/LOCAL/RESET FAULT switch to theRESET FAULT position while the energy is applied (see Figure 5-1).P2496, Rev. 6, Jul/11 5-1 <strong>Alstom</strong> Signaling Inc.
TroubleshootingREMOTEF ORWARDRUNLOCAL REMOTE OVER CTRL MOTORLOAD FAULT FAULTLOCALSTOPRESET FAULTREVERSEBEFORE CLOSING COVERSWITCH TO REMOTEFigure 5-1. Enhanced Controller Reset Location5.3.1. Symptoms Noticed from the Control LocationsTable 5-1. Symptoms Noticed from the Control LocationsSymptom1. <strong>Switch</strong> out of correspondence, Reverseor Normal position relay down (per switchposition request).2. <strong>Switch</strong> out of correspondence, switchmachine(s) failed to move (per switchposition request).Corrective Action1. Check for power at Normal and Reverserelay coil.2. Check for bad relay.1. Check that Reverse or Normal relay isup.2. Check for switch operational power atentrance rack.3. Check for switch operational power atswitch machine. If none, possible badcable, loose hardware and/or connections.4. Check for obstruction in rail points.5. Check rail conditions in area.6. Verify motor control wiring is properlyconfigured at the switch machine terminalsand wire harness.7. Check switch machine controller LEDsdisplay. Refer to “Controller LED Display”in this section.P2496, Rev. 6, Jul/11 5-2 <strong>Alstom</strong> Signaling Inc.
Troubleshooting5.3.2. Symptoms Noticed from the Wayside Locations, Standard ControllerTable 5-2. Symptoms Noticed from the Wayside Locations,Standard ControllerSymptomCorrective Action1. Motor runs but points do not move. 1. Linkage disconnected; reconnect throwrod to switch points.2. Throw bar drive train disconnected;check from main crank shaft back to motor.3. Check coupler.2. Motor cuts out and the FAULT LED oncontroller illuminates. Refer to “ControllerLED Display” in this section.3. Motor does not run with a proper switchcall, the controller RUN LED is lit.4. Points move but switch machine doesnot lock and indicate.5. Bent or cracked rods, couplings or lugsdiscovered upon inspection; most likelycaused by a train running through closedpoints of layout.(Note that any train speed will bend orbreak fittings.)1. Obstruction in points; removeobstructions.2. Excessive resistance in track pointsystem; determine cause and correct.3. Excessive resistance in switch machinedrive train; determine cause and correct.1. Confirm power to motor.2. Verify motor control wiring is properlyconfigured at the switch machine terminalsand wire harness.3. Replace motor.4. Replace controller.1. Cam bar has separated; determinecause: friction drag or blockage in cam bartrack or out of adjustment of lock rod.1. Replace damaged components andadjust as appropriate.2. Confirm switch machine operation.P2496, Rev. 6, Jul/11 5-3 <strong>Alstom</strong> Signaling Inc.
TroubleshootingTable 5-2. Symptoms Noticed from the Wayside LocationsStandard Controller (Cont.)Symptom6. With selector lever in the HAND positionand hand throw lever operated in bothdirections, the switch machine does notthrow.7. A switch call issued (normal or reverse),no LEDs illuminate, and motor is notoperating.8. GM4000A does not respond to a switchcall (and is configured for non-restorablelatch out).Corrective Action1. Check switch machine layout forobstruction.2. Operate hand throw lever whilechecking movement of internal switchmachine components.3. Remove hand throw module and checkfor damaged hand throw eccentric pin.4. If pin is damaged, replace hand throwmodule.1. If hand throw option is installed, checkhand throw selector lever is latched inPOWER position.2. If hand crank option is installed, checkhand crank cutout switch is not activatedand press its reset button.3. If latch out is activated, check latch outand reset.1. Place a jumper between TB1–9 andTB1–10.2. Request a switch call. If the machineoperates, the motor and controller arefunctioning properly and latch out is reset.3. Remove jumper.OR1. Hand throw or hand crank the machineto the opposite direction to reset latch out.2. Operate the machine electrically toverify that the motor and controller arefunctioning properly.P2496, Rev. 6, Jul/11 5-4 <strong>Alstom</strong> Signaling Inc.
Troubleshooting5.3.3. Symptoms Noticed from the Wayside Locations, Enhanced ControllerTable 5-3. Symptoms Noticed from the Wayside Locations,Enhanced ControllerSymptomCorrective Action1. Motor runs but points do not move. 1. Linkage disconnected; reconnect throwrod to switch points.2. Throw bar drive train disconnected;check from main crank shaft back to motor.3. Check coupler.2. Motor cuts out and the OVER LOADLED on controller illuminates. Refer to“Controller LED Display” in this section.3. Motor does not run with a proper switchcall, the MOTOR FAULT LED located oncontroller is not lit, and the controller RUNLED is lit.4. Motor does not run and the MOTORFAULT LED located on controller isilluminated.5. Points move but switch machine doesnot lock and indicate.6. Bent or cracked rods, couplings or lugsdiscovered upon inspection. Most likelycaused by a train running through closedpoints of layout.(Note that any train speed will bend orbreak fittings.)1. Reset the controller.2. Obstruction in points; removeobstructions.3. Excessive resistance in track pointsystem; determine cause and correct.4. Excessive resistance in switch machinedrive train; determine cause and correct.1. Confirm power to motor.2. Verify motor control wiring is properlyconfigured at the switch machine terminalsand wire harness.3. Replace motor.4. Replace controller.1. Reset the controller.2. Verify motor control wiring is properlyconfigured at the switch machine terminalsand wire harness.3. Replace motor module.1. Cam bar has separated; determinecause: friction drag or blockage in cam bartrack or out of adjustment of lock rod.1. Replace damaged components andadjust as appropriate.2. Confirm switch machine operation.P2496, Rev. 6, Jul/11 5-5 <strong>Alstom</strong> Signaling Inc.
TroubleshootingTable 5-3. Symptoms Noticed from the Wayside Locations,Enhanced Controller (Cont.)Symptom7. With selector lever in the HAND positionand hand throw lever operated in bothdirections, the switch machine does notthrow.8. A switch call issued (normal or reverse),no LEDs illuminate, and motor is notoperating.9. GM4000A does not respond to a switchcall (and is configured for non-restorablelatch out).Corrective Action1. Check switch machine layout forobstruction.2. Operate hand throw lever whilechecking movement of internal switchmachine components.3. Remove hand throw module and checkfor damaged hand throw eccentric pin.4. If pin is damaged, replace hand throwmodule.1. If optional hand throw is installed, checkhand throw selector lever is latched inPOWER position.2. If optional hand crank is installed, checkhand crank cutout switch is not activated;press its reset button.3. Check latch out and reset.1. Place a jumper between TB1–9 andTB1–10.2. Request a switch call. If the machineoperates, the motor and controller arefunctioning properly and latch out is reset.3. Remove jumper.OR1. Hand throw or hand crank the machineto the opposite direction to reset latch out.2. Operate the machine electrically toverify that the motor and controller arefunctioning properly.P2496, Rev. 6, Jul/11 5-6 <strong>Alstom</strong> Signaling Inc.
Troubleshooting5.3.4. Controller LED DisplayLED displays help determine faulty switch machine equipment. The standard andenhanced controllers have different LEDs. Table 5-4 provides the LED functions of bothcontrollers.Table 5-4. Controller LED FunctionsLED Function Controller Latched Reset MethodFAULTRUNOVERLOADCTRLFAULTMOTORFAULTLOCALREMOTEIlluminates when OVERLOAD,CONTROLLER, or MOTORfault occursIndicates that the motor isrunningIlluminates when the currentthreshold has been exceededIlluminates when the controllerhas detected a faultIlluminates when the motor hasa faultIlluminates when switch is inlocal modeIlluminates when switch is inremote modeStandard Yes RemoteStandard andEnhancedNoN/AEnhanced Yes LocalEnhanced Yes LocalEnhanced Yes LocalEnhanced No N/AEnhanced No N/ANOTELED displays occur only while the operation (Normal or Abnormal) is beingperformed and operating power is being supplied to the controller of theswitch machine. Without operational power, the LEDs of the controllerremain off.Table 5-5 is a summary of when the two standard controller LEDs display andTable 5-6 is a summary of when the six enhanced controller LEDs display.P2496, Rev. 6, Jul/11 5-7 <strong>Alstom</strong> Signaling Inc.
Troubleshooting5.3.4.1. Standard Controller LED DisplayThe standard controller FAULT LED is lit when an overload, motor, or controller fault isdetected. To troubleshoot the fault, follow the troubleshooting guidelines in Table 5-5.Table 5-5. Standard Controller LED DisplaysController LED RUN FAULTNormal OperationAutomatic Operation On OffHand Operation Off OffHand Crank Off OffLatch Out Off OffAbnormal OperationOverload Fault Off OnMotor Fault Off OnController Fault Off OnP2496, Rev. 6, Jul/11 5-8 <strong>Alstom</strong> Signaling Inc.
Troubleshooting5.3.4.2. Enhanced Motor Controller LED DisplayThe enhanced controller has separate LEDs to indicate when an overload, motor, orcontroller fault is detected. To troubleshoot the fault, follow the troubleshootingguidelines in Tables 5-7, 5-8, and 5-9.Table 5-6. Enhanced Controller LED DisplaysController LED RUN LOCAL REMOTE OVERLOADNormal OperationCTRLFAULTMOTORFAULTAutomatic Operation On Off On Off Off OffHand Throw Operation Off Off Off Off Off OffHand Crank Off Off Off Off Off OffManual Operation On On Off Off Off OffLatch Out Off Off Off Off Off OffAbnormal OperationOverload Fault Off On/Off On/Off On Off OffController Fault Off On/Off On/Off Off On OffMotor Fault Off On/Off On/Off Off Off OnP2496, Rev. 6, Jul/11 5-9 <strong>Alstom</strong> Signaling Inc.
Troubleshooting5.3.4.2.1. Overload FaultThe Overload Fault function is an electronic clutch. The motor current is directlyproportional to the motor torque. If there is an obstruction, the motor delivers moretorque, thus drawing more current. A 5-second timer starts when the current reachesthe current limit. After 5 seconds, the overload trip point is reached and the overloadcircuit reverses the motor for approximately one second and then shuts down power tothe motor.Table 5-7. Overload Fault SymptomsSymptom Reason Corrective ActionOverloadFault1. Obstruction in/on the rails. Clear obstruction(s).2. <strong>Switch</strong> machine is physicallyseized.Check the switch machine formechanical failure, replacing seizedcomponents, if necessary.If that does not resolve the problem,replace the motor.NOTEAfter corrective action is implemented:The FAULT LED on the standard controller is reset by removing energy to thecontroller. (Energy is typically removed after a switch call is made; therefore,the LED should reset for the next call.)The OVERLOAD FAULT LED on the enhanced controller is reset by applyingenergy to the controller via a switch call and rotating the controllerNORMAL/LOCAL/RESET FAULT switch to the RESET FAULT position whilethe energy is applied (see Figure 5-1).P2496, Rev. 6, Jul/11 5-10 <strong>Alstom</strong> Signaling Inc.
Troubleshooting5.3.4.2.2. Motor FaultThe motor fault function monitors the condition of the brushless DC motor.Table 5-8. Motor Fault SymptomsSymptom Reason Corrective ActionMotor Fault1. Short in the motor or bad Hallsensors.(Hall sensors feed back positioninformation to the controller.This information helps thecontroller to control the motor’srotation. The motor does notrun if the Hall sensors fail.)2. Shorted or open wireharness.(If the motor harness is shortedor open, the MOTOR FAULTilluminates.)Replace the motor.If problem is verified, replace the wireharness.NOTEAfter corrective action is implemented:The FAULT LED on the standard controller is reset by removing energy to thecontroller. (Energy is typically removed after a switch call is made; therefore,the LED should reset for the next call.)The MOTOR FAULT LED on the enhanced controller is reset by applyingenergy to the controller via a switch call and rotating the controllerNORMAL/LOCAL/RESET FAULT switch to the RESET FAULT position whilethe energy is applied (see Figure 5-1).P2496, Rev. 6, Jul/11 5-11 <strong>Alstom</strong> Signaling Inc.
Troubleshooting5.3.4.3. Controller FaultThe controller FAULT LED illuminates when conditions of high voltage, low voltage oroverheating of the controller are detected. See Table 5-9 for a summary of symptoms,reasons, and corrective actions.Table 5-9. Controller Fault SymptomsSymptom Reason Corrective ActionControllerFault1. Low Voltage Check the field terminations. Minimumvoltage must be approximately 12VDC unless the wire harness isconfigured for 88 VDC minimum.(Approximately 65 VAC minimum.)2. High Voltage Check input voltage. Maximum voltageis approximately 198 VDC or 140VAC.3. Controller Overheated Remove switch machine power forseveral minutes, and then restorepower to reset the controller.4. Defective Controller Although unlikely, it is possible that theFAULT is the result of a defectivecontroller. Replace the controller.NOTEAfter corrective action is implemented:The FAULT LED on the standard controller is reset by removing energy to thecontroller. (Energy is typically removed after a switch call is made; therefore,the LED should reset for the next call.)The CRTL FAULT LED on the enhanced controller is reset by applyingenergy to the controller via a switch call and rotating the controllerNORMAL/LOCAL/RESET FAULT switch to the RESET FAULT position whilethe energy is applied (see Figure 5-1).P2496, Rev. 6, Jul/11 5-12 <strong>Alstom</strong> Signaling Inc.
Corrective Maintenance6. SECTION 6 – CORRECTIVE MAINTENANCE6.1. GENERALThis section describes removal and replacement procedures of major componentsfound to be faulty through inspection and test procedures described in Section 4,Scheduled Maintenance and Section 5, Troubleshooting. The removal and replacementprocedure for a given component describes any adjustment or test along with specialtools that may be required to complete the procedure. Recommended spare parts areidentified and shown in Section 7, Parts Catalog.6.2. REMOVAL AND REPLACEMENT PROCEDURESThe following are removal and replacement procedures for specific switch machinecomponents. These procedures should be followed in the sequence given. Adjustmentsor special tools, if required, are described in the procedure.WARNINGTHESE PROCEDURES ARE PERFORMED WITH THE POWERREMOVED FROM THE SWITCH MACHINE UNLESS OTHERWISEINDICATED.WARNINGKEEP CLEAR OF GEARS AND SWITCH POINTS WHEN MACHINE ISUNDER OPERATIONAL CONTROL. OTHER THAN WHEN REMOVINGCOVER (S) OR CROSS BRACE, POWER TO SWITCH MACHINE MUSTBE CUT OFF AT CONTROL ROOM BEFORE ANY REMOVAL ORREPLACEMENT PROCEDURE IS PERFORMED.WARNINGBE AWARE THAT WHEN POWER HAS NOT BEEN REMOVED FROMTHE SWITCH MACHINE, IT CAN BE REMOTELY ACTIVATEDINSTANTLY, POSSIBLY CAUSING PERSONAL INJURY ANDEQUIPMENT DAMAGE.See Section 4, Heading 4.3.1. for a list of special tools, test equipment, and suppliesrequired to perform maintenance as described in this manual.P2496, Rev. 6, Jul/11 6-1 <strong>Alstom</strong> Signaling Inc.
Corrective Maintenance6.2.1. CoversThe GM4000A has two covers, a short one and a long one. The switch machine coversare attached and held to the switch machine case by a single quick release hasp.No tools are required to remove these covers. The following procedure can be used toremove and replace either switch machine cover. The remaining procedures assumethat a lock (optional) is used with the hasp.Table 6-1. Cover Removal and Replacement ProcedureStepAction1 Remove lock from hasp, if utilized.HASPLOCK HOLE2 Pivot hasp on the case hinge pin.3 Pivot cover to a vertical position on hinge pins of case. Remove cover whenpivot receptacle in cover clears pivot pin in case.4 To install, hold cover in vertical position and insert pivot receptacle in coverinto hinge pin of case.5 Pivot cover about the case hinge pin until cover is horizontal and resting onthe machine case.6 Pivot hasp closed and lock (if a lock is used).P2496, Rev. 6, Jul/11 6-2 <strong>Alstom</strong> Signaling Inc.
Corrective Maintenance6.2.2. Cross BraceThe cross brace is attached and held to the switch machine case. The followingprocedure can be used to remove and replace the switch machine cross brace.Table 6-2. Cross Brace Removal and Replacement ProcedureStepAction1 Unlock and pivot the hasp open, then remove both switch machine covers.HASP ASSEMBLYLONG COVERSHORT COVERCROSS BRACE SCREWS2 Remove the four socket head cap screws and lock washers attaching crossbrace to switch machine case, two on each side of the cross brace.3 Remove the cross brace by pulling it upward from machined cavity in switchmachine case.4 Check cross brace for cracks or fractures that may allow water to enter switchmachine or compromise the strength of cross brace.5 To install, insert cross brace into machined cavity of switch machine case.6 Install two socket head cap screws and lock washers on each side attachingcross brace to switch machine case.7 Replace both switch machine covers, pivot hasp closed, and re-install lock.P2496, Rev. 6, Jul/11 6-3 <strong>Alstom</strong> Signaling Inc.
Corrective Maintenance6.2.3. ControllerPerform the following procedure, in sequence given, to remove and replace the switchmachine controller.Table 6-3. Controller Removal and Replacement ProcedureStepAction1 CAUTIONPower to switch machine must be cut off at control room beforeperforming this procedure.Unlock and pivot the hasp open, then remove both switch machine covers.2 Disconnect the two wire harness 23-way control and motor connectors andthe three-pin power wire connector from the controller. These connectors arethe same in both the standard and enhanced versions of the controller.STANDARD CONTROLLERRUNFAULTPOWER CONTROL MOTORENHANCED CONTROLLERREMOTEF ORWARDRUNLOCAL REMOTE OVER CTRL MOTORLOAD FAULT FAULTLOCALSTOPRESET FAULTREVERSEBEFORE CLOSING COVERSWITCH TO REMOTE3 Remove the four socket button head screws and lock washers attaching thecontroller to the side of the switch machine case.4 Remove the controller by pulling upward while checking wire harnessclearance.P2496, Rev. 6, Jul/11 6-4 <strong>Alstom</strong> Signaling Inc.
Corrective MaintenanceTable 6-3. Controller Removal and Replacement Procedure (Cont.)StepAction5 To install the replacement controller, first connect the two wire harness 23-way control and motor connectors and three-pin power wire connector to thecontroller.6 Carefully lower the controller into the switch machine while checking wireharness clearance.7 Visually align the controller mounting holes with mounting holes in switchmachine case.8 Install four socket button head screws and lock washers into the controllermounting holes (36-40 in-lbs, 4-4.5 N.m torque spec).9 Replace both switch machine covers, pivot the hasp closed, and re-installlock.10 Restore power to switch machine from control room.11 Operate switch machine to verify proper operation.P2496, Rev. 6, Jul/11 6-5 <strong>Alstom</strong> Signaling Inc.
Corrective Maintenance6.2.4. DC Motor and 172:1 Gear BoxThe brushless DC motor and gear box must be removed as an assembly. After theassembly is removed from the switch machine, the motor can be separated from thegear box. Perform the following procedure, in sequence given, to remove and replacethe motor and gear box assembly.Table 6-4. DC Motor and Gear Box Removal and Replacement ProcedureStepAction1 CAUTIONPower to switch machine must be cut off at control room beforeperforming this procedure.Unlock and pivot the hasp open, then remove the long switch machine cover.2 Remove motor wire harness connector from the controller.CONTROLLERWIRE HARNESS CONNECTOR TOCONTROLLERP2496, Rev. 6, Jul/11 6-6 <strong>Alstom</strong> Signaling Inc.
Corrective MaintenanceTable 6-4. DC Motor and Gear Box Removal and Replacement Procedure (Cont.)StepAction3 Disconnect the wire harness from the gear box heater, if installed.TOP VIEWGEAR BOX HEATER CONNECTIONTO WIRE HARNESSSIDE VIEW4 Remove the four socket head cap screws and lock washers attaching gear boxto switch machine case.4 SCREWSGEARBOX HEATER OIL FILL HOLE COVER(IF USED)OIL LEVEL HOLE COVER5 Lift and slide motor and gear box out of switch machine while checking wireharness and main drive clearance.P2496, Rev. 6, Jul/11 6-7 <strong>Alstom</strong> Signaling Inc.
Corrective MaintenanceTable 6-4. DC Motor and Gear Box Removal and Replacement Procedure (Cont.)StepAction6 If required, separate motor from gear box by removing four socket head capscrews and lock washers attaching motor to gear box. If not required, continueto Step 9.7 Remove the used RTV with a putty knife and then clean the area withisopropyl alcohol.8 To install, be certain the surfaces are clean and apply RTV (Flange SealantP/N 81361-401-11) between the motor and gear box. Attach the motor usingthe four socket head cap screws and lockwashers.9 Lower motor and gear box assembly into switch machine while checking forwire harness clearance.10 Slide the gear box toward the main drive and onto the locating pins in thebase. Verify gear box output gear engages main drive gear.11 Install remaining socket head cap screws (4) and lockwashers attaching gearbox to switch machine case.Torque the screws to 40 ft-lbs (54 N.m).12 Reattach motor connectors to the controller and the gear box heater wiring.13 Replace long switch machine cover, pivot the hasp closed, and re-install lock.14 Restore power to switch machine from control room.15 Operate switch machine to verify proper operation.P2496, Rev. 6, Jul/11 6-8 <strong>Alstom</strong> Signaling Inc.
Corrective Maintenance6.2.5. Main DrivePerform the following procedure, in sequence given, to remove and replace the maindrive.StepTable 6-5. Main Drive Removal and Replacement ProcedureAction1 CAUTIONPower to switch machine must be cut off at control room beforeperforming this procedure.Unlock and pivot the hasp open, then remove the long switch machine cover.2 Manually move the switch machine into mid stroke position (see Page 4–4)and align the position of marker locations on the main drive gears. They mustbe in line with the center line (CL) of the switch machine for the machine to beat true mid-stroke position.THROW BARALIGNED POSITIONMARKERS DETAILCRANKPOSITION MARKERLOCATIONS3 If a hand throw module is not installed, continue to Step 4, otherwise removethe hand throw module following Table 6-10, Steps 3 through 8.P2496, Rev. 6, Jul/11 6-9 <strong>Alstom</strong> Signaling Inc.
Corrective MaintenanceStepTable 6-5. Main Drive Removal and Replacement Procedure (Cont.)Action4 Remove the six socket head cap screws and washers attaching the main driveto the case bottom. Remove the four shouldered screws and washersattaching the main drive to the side wall of the case.HAND THROW LEVER HAND THROW MODULESCREWS (2) SCREWS (2)SHOULDERED SCREWS (4)ATTACH MAIN DRIVE TOSIDE WALL OF CASESOCKET HEAD CAP SCREWS (6)ATTACH MAIN DRIVE TOBOTTOM OF CASE5 Remove the four socket head cap screws and lock washers attaching gearbox to switch machine case. Lift and slide gear box backward to allowclearance of main drive (see Table 6-4).6 Disconnect hand throw cutout switch wire harness connectors.P2496, Rev. 6, Jul/11 6-10 <strong>Alstom</strong> Signaling Inc.
Corrective MaintenanceTable 6-5. Main Drive Removal and Replacement Procedure (Cont.)StepAction7 Lift the main drive off the locating pins in switch machine case and out ofswitch machine by carefully pulling upward, being sure that clearance of wireharness is achieved.MAIN DRIVE8 Place the replacement main drive on the locating pins, reinstalling the screwsand washers attaching the main drive to the case.9 Reinstall the motor and gear box.Torque the main drive and gear box socket head cap screws and washers to40 ft-lbs (54 N.m). Torque the two socket head cap screws securing the handthrow cutout switch mounting plate to 15 ft-lbs (20.34 N.m).10 Reconnect the hand throw cutout switch wire harness connectors.11 Reinstall the hand throw module, following Table 6-10, Steps 9 through 21.12 Restore power to switch machine from control room.13 Operate switch machine to verify proper operation.P2496, Rev. 6, Jul/11 6-11 <strong>Alstom</strong> Signaling Inc.
Corrective Maintenance6.2.6. Motor Limit <strong>Switch</strong>(es)Perform the following procedure, in sequence given, to remove and replace the limitswitches.StepTable 6-6. Motor Limit <strong>Switch</strong> Removal and Replacement ProcedureAction1 CAUTIONPower to switch machine must be cut off at control room beforeperforming this procedure.Unlock and pivot the hasp open, then remove both switch machine covers andcross brace.2 Remove socket head cap screws and lockwashers attaching limit switch topoint detector switch module and mounting plates.LIMIT SWITCHES (2)SOCKET HEAD CAP SCREWS(2 PER LIMIT SWITCH)3 Remove cover and loosen screws holding wires in place.4 Loosen the nut on coupler and loosen waterproof rubber grommet to allowwire to be pulled through, being careful not to lose sleeve identification tags.5 To install, run wires in reverse order keeping the sleeve tags in mind.6 Visually align the limit switch mounting holes with mounting holes in pointdetector switch module.7 Install socket head cap screws and lockwashers into point detector switchmodule mounting holes.8 Restore power to switch machine from control room.10 Perform motor limit switch adjustment per Table 3-12. Operate switchmachine multiple times and observe limit switch to verify proper operation.11 Re-install cross brace, replace both switch machine covers, pivot the haspclosed, and re-install lock.P2496, Rev. 6, Jul/11 6-12 <strong>Alstom</strong> Signaling Inc.
Corrective Maintenance6.2.7. Cam Bar Detection <strong>Switch</strong>Perform the following procedure, in sequence given, to remove and replace the limitswitches.StepTable 6-7. Cam Bar Detection <strong>Switch</strong> Removal and Replacement ProcedureAction1 CAUTIONPower to switch machine must be cut off at control room beforeperforming this procedure.Unlock and pivot the hasp open, then remove both switch machine covers andcross brace.2 Remove socket head cap screws and lockwashers attaching cam bardetection switch to point detector switch module and mounting plates.CAM BAR DETECTIONSWITCHSOCKET HEAD CAP SCREWS (2)3 Remove cover and loosen screws holding wires in place.4 Loosen the nut on coupler and loosen waterproof rubber grommet to allowwire to be pulled through, being careful not to lose sleeve identification tags.5 To install, run wires in reverse order keeping the sleeve tags in mind.6 Visually align the cam bar detection switch mounting holes with mountingholes in point detector switch module.7 Install socket head cap screws and lockwashers into point detector switchmodule mounting holes.P2496, Rev. 6, Jul/11 6-13 <strong>Alstom</strong> Signaling Inc.
Corrective MaintenanceTable 6-7. Cam Bar Detection <strong>Switch</strong> Removal and Replacement Procedure (Cont.)StepAction9 Restore power to switch machine from control room.10 If the machine is equipped with a cam bar detection switch, operate switchmachine multiple times and observe limit switch to verify proper operation.11 Re-install cross brace, replace both switch machine covers, pivot the haspclosed, and re-install lock.P2496, Rev. 6, Jul/11 6-14 <strong>Alstom</strong> Signaling Inc.
Corrective Maintenance6.2.8. Hand Throw Cutout <strong>Switch</strong>Perform the following procedure, in sequence given, to remove and replace the handthrow cutout switch module.Table 6-8. Hand Throw Cutout <strong>Switch</strong> Removal and Replacement ProcedureStepAction1 CAUTIONPower to switch machine must be cut off at control room beforeperforming this procedure.Unlock and pivot the hasp open, then remove long switch machine cover.2 Place the hand throw selector lever in the POWER position, releasing thehand throw cutout switch.3 The switch is mounted on a plate attached to the main drive. The plate isremoved with the limit switch.If the machine is configured for left hand operation, access the limit switchthrough the hand throw bore in the case that has a cover on it. Remove thetwo socket head cap screws attaching cover to base.If the machine is configured for right hand operation, place the machine in midstroke and remove the hand throw module (see Table 6-10, Steps 4 through8).4 Disconnect the wires to the limit switch.Remove the two screws and lockwashers holding the switch and plate to themain drive and slide through the bore in the side of the switch machine case.SCREWS (2)HAND THROW CUTOUT SWITCHPLATEP2496, Rev. 6, Jul/11 6-15 <strong>Alstom</strong> Signaling Inc.
Corrective MaintenanceTable 6-8. Hand Throw Cutout <strong>Switch</strong> Removal and Replacement Procedure (Cont.)StepAction5 Remove the cutout switch from the plate by removing two socket head capscrews and lockwashers attaching cutout switch to the plate.SOCKET HEAD CAPSCREWS (2)HAND THROW CUTOUT SWITCH6 To install, reverse these directions, attaching the new cutout switch to theplate, reinstalling the plate into the switch machine with 15 ft-lbs(20.34 N.m) torque, then reinstalling the cover plate (left hand machine) orhand throw module (right hand machine).7 If hand throw module was removed and replaced (right hand machine), verifyproper timing per Table 3-4, Step 20.8 Restore power to switch machine from control room.9 Using a continuity tester at terminals TB1–6 and TB1–7, verify that when thehand throw selector lever is at the 90 degree position between POWER andHAND, continuity is broken.If continuity is not broken, loosen the two socket head cap screws securingthe cutout switch mounting plate, then reposition the plate and switch so thatcontinuity is broken. Torque screws to 15 ft-lbs (20.34 N.m) and retest.10 Move the hand throw selector lever from the POWER to HAND position andback again several times, verifying that the hand throw cutout switch isactivated when the selector lever is in the HAND position and deactivatedwhen the selector lever is in the POWER position.11 Replace long switch machine cover, pivot the hasp closed, and re-install lock.P2496, Rev. 6, Jul/11 6-16 <strong>Alstom</strong> Signaling Inc.
Corrective Maintenance6.2.9. Hand Crank Cutout Limit <strong>Switch</strong>Perform the following procedure, in sequence given, to remove and replace the handcrank cutout limit switch.Table 6-9. Hand Crank Cutout Limit <strong>Switch</strong> Removal and Replacement ProcedureStepAction1 CAUTIONPower to switch machine must be cut off at control room beforeperforming this procedure.Unlock and pivot the hasp open, then remove the long switch machine cover.2 Disconnect wire harness and mounting hardware from the hand crank cutoutswitch.HAND CRANK CUTOUT SWITCHWIRING3 Remove contacts. (Reinstall replacement contacts at this time, if required.)4 Connect wire harness to replacement contacts terminals.P2496, Rev. 6, Jul/11 6-17 <strong>Alstom</strong> Signaling Inc.
Corrective MaintenanceTable 6-9. Hand Crank Cutout Limit <strong>Switch</strong> Removal and Replacement Procedure(Cont.)StepAction5 Insert hand crank into the machine. Verify there is no power to the motor, themachine cannot operate electrically, and there is no continuity between TB2-11 and TB2-12.6 Remove hand crank from switch machine.7 Insert a 0.110 inches thick gauge (P/N 36183-066-00) between the plungerand case, it should fit freely.HAND CRANK CUTOUT LIMIT SWITCHHAND CRANK CUTOUT CONTACTPLUNGERHAND CRANKCASE8 Push the hand crank reset button. Verify there is no power to the motor, themachine cannot operate electrically, and there is no continuity between TB2-11 and TB2-12.9 Remove the gauge.10 Insert the hand crank and place a 0.020 thick gauge (P/N 36183-066-00)between the plunger and the case.11 Remove the hand crank and push the hand crank cutout switch reset button.Verify there is no power to the motor, the machine cannot operate electrically,and there is no continuity between TB2-11 and TB2-12.HAND CRANK RESET BUTTONHAND CRANKP2496, Rev. 6, Jul/11 6-18 <strong>Alstom</strong> Signaling Inc.
Corrective MaintenanceTable 6-9. Hand Crank Cutout Limit <strong>Switch</strong> Removal and Replacement Procedure(Cont.)StepAction12 Remove the gauge.13 Restore power to switch machine from control room.14 Replace long switch machine cover, pivot the hasp closed, and re-install lock.Verify that cutout switch is tripped (contacts rise) when a hand crank is inserted in theswitch machine. There must be 1/4" (0.635 cm) minimum contact opening.P2496, Rev. 6, Jul/11 6-19 <strong>Alstom</strong> Signaling Inc.
Corrective Maintenance6.2.10. Hand Throw ModulePerform the following procedure to remove and replace the hand throw module. Followprocedure in the sequence given to avoid equipment damage.StepTable 6-10. Hand Throw Module Removal and Replacement ProcedureAction1 CAUTIONPower to switch machine must be cut off at control room beforeperforming this procedure.Unlock and pivot the hasp open, then remove the long switch machine cover.2 Manually move the switch machine into mid stroke position (see Page 4–4).3 Place hand throw selector lever in the HAND position.SELECTOR LEVER POWER AND HAND POSITIONSHANDP2496, Rev. 6, Jul/11 6-20 <strong>Alstom</strong> Signaling Inc.
Corrective MaintenanceStepTable 6-10. Hand Throw Module Removal and Replacement Procedure (Cont.)Action4 While machine is at mid-stroke, with hand throw lever at 90° vertical position,loosen the two socket head cap screws and lock washers that attach the handthrow lever to the hand throw module.HAND THROW LEVER AT 90 DEGREEVERTICAL POSITIONHAND THROW LEVER HAND THROW MODULESCREWS (2) SCREWS (2)5 Remove top screw and lock washer, holding the hand throw lever andallowing it to rotate in toward the ground, while supporting the weight of thelever.P2496, Rev. 6, Jul/11 6-21 <strong>Alstom</strong> Signaling Inc.
Corrective MaintenanceTable 6-10. Hand Throw Module Removal and Replacement Procedure (Cont.)StepAction6 Once the weight has been removed, remove the second screw and the handthrow lever. Set aside the hand throw lever.HAND THROW GEARHAND THROW LEVERSELECTOR LEVERCORRESPONDENCE LETTER7 Remove the two socket head cap screws and lock washers attaching handthrow module to case.8 Carefully slide the hand throw module out using a twisting motion whilepulling. Use a soft blow mallet, if necessary, to remove any rust that may haveoccurred.9 Remove the optional correspondence letters, if used, from the removed handthrow lever and install them onto the replacement hand throw lever.10 Through the case opening where the hand throw module was removed,visually check that the shifter dog of the main drive module is engaged in thehand throw dog gear.P2496, Rev. 6, Jul/11 6-22 <strong>Alstom</strong> Signaling Inc.
Corrective MaintenanceStepTable 6-10. Hand Throw Module Removal and Replacement Procedure (Cont.)Action11 Look through the case opening where the hand throw module was removed tovisually check that the timing mark on top surface of the hand throw dog gearis centered in between the two timing marks on the hand throw bevel gear.• •If the timing mark is not in the proper position, rotate the hand throw dog gearuntil it reaches the proper position.P2496, Rev. 6, Jul/11 6-23 <strong>Alstom</strong> Signaling Inc.
Corrective MaintenanceTable 6-10. Hand Throw Module Removal and Replacement Procedure (Cont.)StepAction12 With the hand throw lever support in the vertical position, engage the bevelgears.BEVEL GEARSMOUNTING FLANGEThe module should slip in and the mounting flange should be flush with theswitch machine case.NOTEVery little pressure is required for this operation. Do not hammeror bang on the module.13 Verify proper timing of the hand throw module by rotating the hand throw leversupport until the top gears of the main-drive module move. Rotate the handthrow lever support to the other side until the top gears of the main drivemodule move; this motion of the hand throw lever support should be equal oneither side of the vertical position. If not, disengage the bevel gears and repeatSteps 10-12.14 Re-install the mounting flange hardware.15 Align the mounting holes of hand throw lever to the hand throw lever supportand attach to using the bolts removed in Step 4.P2496, Rev. 6, Jul/11 6-24 <strong>Alstom</strong> Signaling Inc.
Corrective MaintenanceTable 6-10. Hand Throw Module Removal and Replacement Procedure (Cont.)StepAction16 Secure the hand throw lever and hand throw selector lever in the latch stand.17 Using a continuity tester at terminals TB1–6 and TB1–7, verify that when thehand throw selector lever is at the 90 degree position between POWER andHAND, continuity is broken.If continuity is not broken, loosen the two socket head cap screws securingthe cutout switch mounting plate, then reposition the plate and switch so thatcontinuity is broken. Torque screws to 15 ft-lbs (20.34 N.m) and retest.18 Move the hand throw selector lever from the POWER to HAND position andback again several times, verifying that the hand throw cutout switch isactivated when the selector lever is in the HAND position and deactivatedwhen the selector lever is in the POWER position.19 Operate switch machine with hand throw to verify proper operation.20 Replace long switch machine cover, pivot the hasp closed, and re-install lock.21 Place hand throw selector lever in the POWER position.22 Restore power to switch machine from control room.23 Have the control room throw the switch machine a few times to verifyoperation.P2496, Rev. 6, Jul/11 6-25 <strong>Alstom</strong> Signaling Inc.
Corrective Maintenance6.2.11. Latch Stand(s)Perform the following procedure, in sequence given, to remove and replace a latchstand. No adjustments or special tools are required.StepTable 6-11. Latch Stand Removal and Replacement ProcedureAction1 CAUTIONPower to switch machine must be cut off at control room beforeperforming this procedure.Unlock and pivot the hasp open.2 Remove four socket head cap screws and lockwashers attaching latch standto side of switch machine case. Rotate hand throw selector lever or handthrow lever if they are in the way.SCREWS (4) SCREWS (4)LATCH STANDS FOR HAND THROW LEVER AND SELECTOR LEVER3 To install, align replacement latch stand and attach to switch machine caseusing four socket head cap screws and lockwashers.4 Replace hand throw selector lever and hand throw lever into latch stand.5 Pivot the hasp closed, and re-install lock.6 Restore power to switch machine from control room.P2496, Rev. 6, Jul/11 6-26 <strong>Alstom</strong> Signaling Inc.
Corrective Maintenance6.2.12. Lock RodPerform the following procedure, in sequence given, to remove and replace the lockrod.StepTable 6-12. Lock Rod Removal and Replacement ProcedureAction1 CAUTIONPower to switch machine must be cut off at control room beforeperforming this procedure.Unlock and pivot the hasp open, then remove the short switch machine cover.2 Manually move the switch machine to mid-stroke position (see Page 4–4).3 Remove all connection hardware attaching lock rod to switch points, includingall jam nuts (inner and outer).SWITCH MACHINELOCK RODLOCK ROD DROP LUGOUTER JAM NUTINNER JAM NUTDIRECTION OF MOVEMENT4 Slide lock rod out of switch machine.LOCK CONNECTING ROD5 To install, with switch machine in mid-position, slide the replacement lock rodinto switch machine and install all connection hardware attaching lock rod toswitch points.6 Perform Lock Rod Adjustment procedure, in Table 4-154 (narrow notch) orTable 4-16 (wide notch).7 Replace short switch machine cover, pivot the hasp closed, and re-install lock.8 Restore power to switch machine from control room.9 Operate switch machine to verify proper operation.P2496, Rev. 6, Jul/11 6-27 <strong>Alstom</strong> Signaling Inc.
Corrective Maintenance6.2.13. Point Detector System ModulePerform the procedure provided in Table 6-13 to remove and replace the point detectorsystem module. To adjust the point detector system module perform the procedureprovided in Table 6-14. Read the entire procedure before proceeding.NOTEThe point detector system module is factory set and only requiresadjustment if either the Point Detector System Module,P/N GM050-700-01, or the Point Detector <strong>Switch</strong> Module,P/N GM050-800-02, is replaced.Table 6-13. Point Detector System Module Removal and Replacement ProcedureStepAction1 CAUTIONPower to switch machine must be cut off at control room beforeperforming this procedure.Unlock and pivot the hasp open, then remove the short switch machine cover.2 Remove the lock rod and point detector rod. See replacement procedures inTables 6-12 and 6-16.3 Manually move the switch machine to the normal or reverse position.4 Remove four socket head cap screws and lock washers attaching pointdetector system module to switch machine base plate.POINT DETECTOR MODULE SCREWS(4, 2 NOT VISIBLE IN THIS VIEW)P2496, Rev. 6, Jul/11 6-28 <strong>Alstom</strong> Signaling Inc.
Corrective MaintenanceTable 6-13. Point Detector System Module Removal and Replacement Procedure(Cont.)StepAction5 Lift point detector module off locating pins in base plate and out of switchmachine by pulling upward while checking wire harness clearance.TOP VIEWFRONT VIEW6 To install, align locating holes of replacement point detector module withlocating pins in switch machine base plate.7 Carefully lower point detector module into switch machine while checking wireharness clearance.8 Install four socket head cap screws and lock washers attaching point detectormodule to switch machine base plate.9 Reconnect point detector rod and lock rod.10 Perform the Point Detector System Module Adjustment Procedure provided inTable 6-14.11 Restore power to switch machine from control room.12 Replace short switch machine cover, pivot the hasp closed, and re-install lock.13 Operate switch machine to verify proper operation.P2496, Rev. 6, Jul/11 6-29 <strong>Alstom</strong> Signaling Inc.
Corrective MaintenanceTable 6-14. Point Detector System Module Adjustment ProcedureStepAction1 CAUTIONPower to switch machine must be cut off at control room beforeperforming this procedure.Unlock and pivot the hasp open, then remove both switch machine covers.2 Hand crank, hand throw lever or manual switch may be used to actuate theswitch machine.Hand crank machine to mid-stroke and position a point detector rod spoongauge into the necked down portion on the trackside end of the point detectorrod. Use the 4.5 mm (0.18") end of the spoon gauge.NOTEInsert spoon gauge to prevent damage to bearing on the pivotarm caused by bearing contact surface moving when turning nutin next Step.LATCHOUTDOGPIVOTARMSPRINGPOINT DETECTOR RODSPOONGAUGEThere should be continuity from TB3–5 to TB3–6 and from TB3–7 to TB3–8.This may be in the normal or reverse position depending on a right hand or lefthand installation and whether normal is the near or far point.The pivot arm on the right while standing at the point detector end of themachine should be in the tapered portion of the point detector rod.P2496, Rev. 6, Jul/11 6-30 <strong>Alstom</strong> Signaling Inc.
Corrective MaintenanceTable 6-14. Point Detector System Module Adjustment Procedure (Cont.)StepAction3 Rotate point detector switch lever 1/16” (0.160 cm) past breakage ofindication:Connect multimeter to TB3–5 and TB3–6.If machine is configured as a right hand machine, use the slave rod to actuatepivot arm.TOPVIEWFIXED ENDSLAVE RODSWIVEL ENDTOPVIEWEXTERNAL NUTS WITH DETAILPOINT DETECTOR RODPOINT DETECTOR ROD LUGJAM NUTS, 4 (1.000-8)POINT DETECTOR CONNECTING RODSWITCH POINT LUGIf machine is left handed, use external nuts to actuate pivot arm. Turn nut tomove taper into pivot arm. Turn slowly as point detector switch lever starts torotate. Stop when continuity is broken. Check TB3–7 and TB3–8 for continuity.If continuity exists, continue to turn adjusting nut or external nut until continuityis broken.NOTEThere may be some slight variation between the two contactsets due to tolerance of the rotary cam switch.Now, turn the hex nut or slave rod an additional 2/3 of a complete turn orapproximately 4 flats (between 2 and 6 flats) of the hex nut.P2496, Rev. 6, Jul/11 6-31 <strong>Alstom</strong> Signaling Inc.
Corrective MaintenanceTable 6-14. Point Detector System Module Adjustment Procedure (Cont.)StepAction4 Set latch out to occur at this position.NUT, .313-18 X 31STAINLESS NUT,.750-16 X 42LATCHOUT NUTLATCH OUT DOGSPLIT RETAINING RINGSLOCK RODPIVOT ARMPOINTDETECTOR RODSLAVE RODSPOON GAUGELoosen the .313-18 and .750-16 nuts located against the latchout nut to unjamthe latchout nut.Pull the latch out dog away from split retaining ring and turn the latchout nutuntil dog rests on ring, then turn until dog just drops behind ring.Loosen the .313-18 and .750-16 nuts located against the latchout nut.If split on split retaining ring is where latch out dog engages, then move spliton ring to vertical position. A box wrench can be used to hook ring at split androtate in groove. Be careful not to separate splitting ring or to turn the largethreads and change adjustment.P2496, Rev. 6, Jul/11 6-32 <strong>Alstom</strong> Signaling Inc.
Corrective MaintenanceTable 6-14. Point Detector System Module Adjustment Procedure (Cont.)StepAction5 Apply light pressure to pivot arm and remove spoon gauge. Check primarycriteria in Step 6.6 Primary Adjustment Criteria:When properly adjusted and latched out, indication switches are open, shuntswitches may be open or closed. Optimum condition is when softly latched out(when dog gently slides into position), the shunt switches are closed.7 Unlatch by pulling latch out dog away from ring and do Steps 8 and 9.NOTEThe hex nut on the right side of the point detector rod has 6facets or flats. When the rod rotates as the machine moves tolatch-out position after indication break, the hex nut movementmust be between 2 and 6 flats which corresponds to
Corrective MaintenanceTable 6-14. Point Detector System Module Adjustment Procedure (Cont.)StepAction8(Cont.)Optimum condition is a 0.0” to 0.03” (0.0 cm – 0.076 cm) gap between the ballbearing on the point detector system module and the lever on the pointdetector switch module. This is measured on the indicating side of the pivotarm when the other pivot arm correspondence pin is touching the lock rod.Perform vibration simulation by grasping and rapidly moving the non-indicatingpivot arm back and forth. Range of motion is restricted on one side by thecorrespondence pin on the non-indicating pivot arm touching the lock rod andon the other side by the ball bearing on the indicating pivot arm touching the45 degree taper on the point detector rod.9 Tertiary Adjustment:When properly adjusted, there is a 0.0” to 0.150”, >0.060” optimum) (0.0 cm –0.38 cm, > 0.15 cm optimum) gap between the ball bearing on the pointdetector system module and the 45 degree ramp on the point detector rod(see figure in Step 8). This is measured on the indicating side pivot arm whenthe other pivot arm correspondence pin is pushed against the lock rod.10 Throw switch to opposite side from Step 2.Hand crank, hand throw lever, or manual switch may be used to actuate themachine.INDICATING SIDEPOINT DETECTOR SWITCHMODULE LEVERPIVOT ARMCORRESPONDENCE PINPIVOT ARMLOCK RODPOINT DETECTOR SYSTEM MODULEBALL BEARINGPOINT DETECTOR RODPOINT DETECTOR ROD45 DEGREE RAMPP2496, Rev. 6, Jul/11 6-34 <strong>Alstom</strong> Signaling Inc.
Corrective MaintenanceTable 6-14. Point Detector System Module Adjustment Procedure (Cont.)StepAction11 Rotate point detector switch lever 1/16” (0.16 cm) past breakage of indication:Connect multimeter to TB2–5 and TB2–6.If machine is configured as a left hand machine, use the slave rod to actuatepivot arm.If machine is right handed, use external connection nuts to actuate pivot arm.Turn nut to move taper into pivot arm. Turn slowly as point detector switchlever starts to rotate. Stop when continuity is broken. Check TB2–7 and TB2–8 for continuity. If continuity exists, continue to turn adjusting nut or externalnut until continuity is broken.Now, turn the hex nut or slave rod an additional 2/3 of a complete turn (4 flatsof the hex nut).12 Set latch out to occur at this position.Loosen the .313-18 and .750-16 nuts located against the latchout nut to unjamthe latchout nut.Turn the latchout nut without moving the large threads on the right side oflinkage until latch out dog drops behind split retaining ring. If dog is alreadybehind ring, pull dog away from ring and turn nut until dog rests on ring, thenturn until dog just drops behind ring. Tighten the .313-18 and .750-16 nutslocated against the latchout nut, being careful not to change the adjustment.NOTEA modified 7/16” wrench may be required (bend handle about 30degrees.Check primary criteria in Step 6.13 Unlatch by pulling latch out dog away from ring and check criteria in Steps 8and 9.NOTEDue to tolerances of the components that comprise this system,it may not be possible to always achieve optimum conditions.Check primary criteria (Step 6) and secondary criteria (Steps 8 and 9) on theother side.P2496, Rev. 6, Jul/11 6-35 <strong>Alstom</strong> Signaling Inc.
Corrective MaintenanceTable 6-14. Point Detector System Module Adjustment Procedure (Cont.)Step13(Cont.)ActionWhile checking secondary adjustment criteria (Step 8), if roller is contactinglever enough to break indication, turn hex nut or slave rod back 1/6 turn (oneflat of the hex nut).While checking tertiary adjustment criteria (Step 9), if roller is too close to thepoint detector rod ramp, turn hex nut or slave rod forward 1/6 turn (one flat ofthe hex nut).NOTEThe hex nut on the right side of the point detector rod has 6facets or flats. When the rod rotates as the machine moves tolatch-out position after indication break, the hex nut movementmust be less than 7 flats which corresponds to
Corrective Maintenance6.2.14. Point Detector <strong>Switch</strong> ModulePerform the following procedure, in sequence given, to remove and replace the pointdetector switch module.Table 6-15. Point Detector <strong>Switch</strong> Module Removal and Replacement ProcedureStepAction1 CAUTIONPower to switch machine must be cut off at control room beforeperforming this procedure.Unlock and pivot the hasp open, then remove both switch machine covers andthe cross brace.2 Remove the four (4) socket head cap screws and lock washers attaching thetwo motor limit switches (2 screws for each limit switch) and swing theswitches off either side of the machine. Set spacer plates from under limitswitches aside.LIMIT SWITCHES (2)SOCKET HEAD CAP SCREWS(2 PER LIMIT SWITCH)3 Remove the point detector system module per Table 6-13, Steps 2 to 5.4 Disconnect the two switch module connectors at either end of the module.5 Remove the two socket head cap screws and lockwashers attaching theswitch module to the case.6 Lift the switch module off the locating pins by pulling at both ends of themodule and lifting up.P2496, Rev. 6, Jul/11 6-37 <strong>Alstom</strong> Signaling Inc.
Corrective MaintenanceTable 6-15. Point Detector <strong>Switch</strong> Module Removal and Replacement Procedure(Cont.)StepAction7 Lift point detector switch module out of switch machine by pulling upwardwhile checking wire harness clearance.8 To install, align the locating pin holes in the switch plate and push onto thepins in the case. Start the two screws and washers and tighten.9 Replace the point detector system module per Table 6-13, Steps 6 to 10.10 Reinstall the limit switches, spacer plates, and wire connectors.11 Perform the Point Detector System Module Adjustment Procedure provided inTable 6-14.12 Once all adjustments have been made, restore power to switch machine fromcontrol room.13 Check adjustment of the motor limit switch cams per Table 3-12.14 Operate switch machine several times to verify proper operation.15 Reinstall cross brace and both switch machine covers, pivot the hasp closed,and re-install lock.P2496, Rev. 6, Jul/11 6-38 <strong>Alstom</strong> Signaling Inc.
Corrective Maintenance6.2.15. Point Detector RodPerform the following procedure, in sequence given, to remove and replace the pointdetector rod.Table 6-16. Point Detector Rod Removal and Replacement ProcedureStepAction1 CAUTIONPower to switch machine must be cut off at control room beforeperforming this procedure.Unlock and pivot the hasp open, then remove the short switch machine cover.2 Remove all connection hardware attaching point detection rod to the switchpoint lug.TOPVIEWFIXED ENDSWIVEL ENDTOPVIEWPOINT DETECTOR RODPOINT DETECTOR ROD LUGJAM NUTS, 4 (1.000-8)POINT DETECTOR CONNECTING RODSWITCH POINT LUGP2496, Rev. 6, Jul/11 6-39 <strong>Alstom</strong> Signaling Inc.
Corrective MaintenanceTable 6-16. Point Detector Rod Removal and Replacement Procedure (Cont.)StepAction3 Slide point detection rod out of switch machine.LOCK RODPOINT DETECTORROD4 To install, slide replacement point detection rod into switch machine.5 Install all connection hardware attaching point detector rod to switch points.6 Adjust point detector rod, as described in Table 4-17.7 Replace short switch machine cover, pivot the hasp closed, and re-install lock.8 Restore power to switch machine from control room.9 Operate switch machine to verify proper operation.P2496, Rev. 6, Jul/11 6-40 <strong>Alstom</strong> Signaling Inc.
Corrective Maintenance6.2.16. Point Detector Rod BushingPerform the following procedure, in the sequence given, to remove and replace thepoint detector rod bushing.Table 6-17. Point Detector Rod Bushing Removal and Replacement ProcedureStepAction1 CAUTIONPower to switch machine must be cut off at control room beforeperforming this procedure.Unlock and pivot the hasp open, then remove the short switch machine cover.2 Remove point detection rod per Table 6-16, Steps 2 and 3.3 Use tool GMA50-100-01, Bushing Puller (available in P/N GMK50-000-01,Maintainer Tool Kit) to loosen the point detector rod bushing from the switchmachine case.BOLTPULLERPLACED OUTSIDE SWITCH MACHINE FRAMEPLACED INSIDE SWITCH MACHINE FRAMEThe half of the tool containing the bolt is placed against the outside of theswitch machine case at the hole for the point detector rod.The puller part of the tool is placed against the inside of the switch machinecase, and lined up with the bolt.4 Thread the puller onto the bolt and tighten the bolt, drawing the puller throughthe hole until the bushing is released from the hole in the case.5 Loosen the bolt until it separates from the puller, releasing the bushing.P2496, Rev. 6, Jul/11 6-41 <strong>Alstom</strong> Signaling Inc.
Corrective MaintenanceTable 6-17. Point Detector Rod Bushing Removal and Replacement Procedure (Cont.)StepAction6 Slide a new bushing from the outside of the switch machine case into the pointdetector rod hole on the case.7 Repeat Steps 4 through 6 on the other point detector bushing, if necessary.8 Reinstall the point detection rod into switch machine, per Table 6-16, Steps 4to 6.9 Replace short switch machine cover, pivot the hasp closed, and re-install lock.10 Restore power to switch machine from control room.11 Operate switch machine to verify proper operation.P2496, Rev. 6, Jul/11 6-42 <strong>Alstom</strong> Signaling Inc.
Corrective Maintenance6.2.17. Throw BarPerform the following procedure, in sequence given, to remove and replace the throwbar.Table 6-18. Throw Bar Removal and Replacement ProcedureStepAction1 CAUTIONPower to switch machine must be cut off at the control roombefore performing this procedure.Unlock and pivot the hasp open, then remove both switch machine covers.Remove snow guards, if equipped.2 Remove all connecting hardware attaching throw bar to switch points.3 Remove the main drive per Table 6-5.4 Remove the outside two screws and washers attaching each of the fillerblocks to the case, back set screws out of wear plates, and remove the fillerblocks.THROW BARFILLER BLOCKS5 Remove wear plates.6 Slide out throw bar.7 Slide replacement throw bar into position.REMOVE THE OUTSIDESCREWS AND LOCK WASHERS8 Replace wear plates and filler blocks; adjust set screw.P2496, Rev. 6, Jul/11 6-43 <strong>Alstom</strong> Signaling Inc.
Corrective MaintenanceTable 6-18. Throw Bar Removal and Replacement Procedure (Cont.)StepAction9 Replace the main drive per Table 6-5. Reinstall the motor with 172:1 gear boxand reconnect the wiring to the hand throw cutout switch.10 Replace both switch machine covers, pivot the hasp closed, and re-installlock. Reinstall snow guards, if equipped.11 Restore power to switch machine from control room.12 Operate switch machine to verify proper operation.P2496, Rev. 6, Jul/11 6-44 <strong>Alstom</strong> Signaling Inc.
Corrective Maintenance6.2.18. Throw Bar and Lock Rod Wear Plate AssemblyPerform the following procedure, in the sequence given, to remove and replace thethrow bar and lock rod wear plates.Table 6-19. Throw Bar and Lock Rod Wear Plate Removal and Replacement ProcedureStepAction1 CAUTIONPower to switch machine must be cut off at control room beforeperforming this procedure.Unlock and pivot the hasp open, then remove both switch machine covers.2 To remove the throw bar wear plates, back off the two set screws above eachwear plate. Slide the wear plates out. (Wear plates look like four puzzlepieces.) They slide out easier when weight from the throw bar is removed byhand.3 To remove the lock rod wear plates remove two socket head cap screws andlock washers attaching wear plate assembly to side of switch machine case.Back off one set screw above each wear plate.4 Slide the wear plate assembly out of cavity in switch machine case.WEAR PLATES5 To install, slide the wear plate assemblies into the cavities of the switchmachine case. Be aware that the throw bar wear plates slide in easier whenweight from the throw bar is removed by hand.6 Install the two socket head cap screws and lock washers attaching the lockrod wear plate assemblies to switch machine case. Retighten all set screwsand then back off set screws 1/4 turn.P2496, Rev. 6, Jul/11 6-45 <strong>Alstom</strong> Signaling Inc.
Corrective MaintenanceTable 6-19. Throw Bar and Lock Rod Wear Plate Removal and Replacement Procedure(Cont.)StepAction7 Replace both switch machine covers, pivot the hasp closed, and re-installlock.8 Restore power to switch machine from control room.9 Operate switch machine to verify proper operation.P2496, Rev. 6, Jul/11 6-46 <strong>Alstom</strong> Signaling Inc.
Corrective Maintenance6.2.19. Condensation HeaterPerform the following procedure, in the sequence given, to remove and replace thecondensation heater.Table 6-20. Condensation Heater Removal and Replacement ProcedureStepAction1 CAUTIONPower to switch machine must be cut off at control room beforeperforming this procedure.Unlock and pivot the hasp open, then remove short switch machine cover.2 To remove the condensation heater, disconnect it from the switch machineterminals and peel it off the switch machine terminal block support bracket.CONDENSATION HEATER(55290-041-00, 24VDC OR55290-042-00, 110VDC)3 Clean any residual glue on the switch machine with isopropyl alcohol. Areamust be free of moisture, grease and grit for proper adhesion of heater.4 To affix the new condensation heater, peel half of the wax paper from thepressure sensitive adhesive on the back of the heater. Place the heater inposition on the switch machine and pull off the remaining wax paper whilepressing the heater firmly in place. Connect the heater to the switch machineterminals.THE WIRES FOR EACH ASSEMBLY IDENTIFY 110 OR 24 VOLT OPERATION.PRESSURE SENSITIVE ADHESIVE(THIS SIDE ONLY)5 Replace short switch machine cover, pivot the hasp closed, and re-install lock.6 Restore power to switch machine from control room.P2496, Rev. 6, Jul/11 6-47 <strong>Alstom</strong> Signaling Inc.
Corrective Maintenance6.2.20. Motor Gear Box HeaterPerform the following procedure, in the sequence given, to remove and replace themotor gear box heater.StepTable 6-21. Motor Gear Box Heater Removal and Replacement ProcedureAction1 CAUTIONPower to switch machine must be cut off at control room beforeperforming this procedure.Unlock and pivot the hasp open, then remove long switch machine cover.2 To remove the motor gear box heater, disconnect it from the switch machinewire harness and scrape it off the motor gear box.TOP VIEWGEAR BOX HEATER CONNECTIONTO WIRE HARNESSSIDE VIEW3 Clean any residual adhesive on the switch machine with isopropyl alcohol.Area must be free of moisture, grease and grit for proper adhesion of heater.4 Identify the aluminum side of the new heater. The back of the heater isaluminum, the front side is covered with foam; the foam should be left intact.POLYURETHANE FOAMALUMINUM PLATESIDE VIEWP2496, Rev. 6, Jul/11 6-48 <strong>Alstom</strong> Signaling Inc.
Corrective MaintenanceTable 6-21. Motor Gear Box Heater Removal and Replacement Procedure (Cont.)StepAction5 Center the heater in position on the side of the gear box. Use heat conductiveRTV silicone adhesive/sealant (P/N 81361-061-11) on the aluminum side ofthe heater to affix the heater to the switch machine, pressing the heater firmlyin place.The red RTV adhesive cures to the consistency of rubber.NOTEThe RTV adhesive container is printed with an expiration date.Do not apply adhesive after the expiration date, or it may notcure.6 Connect the heater to the switch machine wire harness.7 Replace both switch machine covers, pivot the hasp closed, and re-installlock.8 Restore power to switch machine from control room.P2496, Rev. 6, Jul/11 6-49 <strong>Alstom</strong> Signaling Inc.
Corrective MaintenanceTHIS PAGE INTENTIONALLY LEFT BLANK.P2496, Rev. 6, Jul/11 6-50 <strong>Alstom</strong> Signaling Inc.
Parts Catalog7. SECTION 7 - PARTS CATALOG7.1. GENERALThis section identifies and lists the replaceable parts of the GM4000A <strong>Switch</strong> <strong>Machine</strong>and the available kits, associated connecting hardware, and tools. A 10-digit drawingnumber identifies each item. When ordering, always refer to the 10-digit drawingnumber.7.2. PARTS LISTSFigure 7-1 is an 8 page assembly drawing of the GM4000A covering the various switchmachine configurations. Table 7-1 includes the reference numbers associated with thevarious figures along with their part descriptions, part numbers, and quantities requiredto assemble the machine. In addition, the table includes some parts required forassembly that are not referenced in the drawing(s). Table 7-2 is the configuration keythat can be used to order a GM4000A based on the required configuration.Figure 7-2 shows the GM4000A wire harness and is followed by Table 7-3 that listsparts used in the wire harness. In addition, Table 7-4 lists the GM4000A connectinghardware parts and Table 7-5 lists the available GM4000A tools and kits.Reference numbers are listed to precisely locate referenced parts in the illustration. Thissection of the manual covers currently available manufactured spare parts for field levelreplacement.NOTEAll measurements are in inches unless otherwise noted.P2496, Rev. 6, Jul/11 7-1 <strong>Alstom</strong> Signaling Inc.
Parts CatalogTHIS PAGE INTENTIONALLY LEFT BLANK.P2496, Rev. 6, Jul/11 7-2 <strong>Alstom</strong> Signaling Inc.
Parts CatalogNOTE 1:- STAMP NAME PLATE (REF.4) WITH ALSTOM MODEL NUMBER, REVISION NUMBER AND SERIAL NUMBER.NOTE 2:- SEE WIRING DIAGRAM GMV00-040-00 FOR CONNECTION OF LEADS.NOTE 3:- COVER OPENING WITH DUCT TAPE.NOTE 4:- APPLY VIBRATITE PER 90B0005 TO SCREW (REF.82&19) AND SHOULDER BOLTS (REF.90).NOTE 5:- ORIENT BUSHING (REF.49) SO SPLIT IS AT BOTTOM OF BORE.NOTE 6:- PLACE CONNECTORS #43587-006-00, TWO WASHERS (REF.73) AND TWO SCREWS (REF.75) IN BAG.NOTE 7:- APPLY LOCTITE 222 TO SCREWS (REF. 116) PER ALSTOM SPEC. 90B0006.NOTE 8:- TORQUE TO 40 FT-LBS WET WITH CORROSION INHIBITOR PER 91A0020.NOTE 9:- TORQUE TO 15 FT-LBS.NOTE 10:- TORQUE TO 30-32 IN-LBS.NOTE 11:- TAPE THE .875 BOLT #38186-004-00, .875 WASHER #01273-014-ON, .875 SLOTTED NUT #47191-009-00 ANDCOTTER PIN #00046-001-ON TOGETHER AND PLACE IN THIS AREA FOR SHIPMENT.NOTE 12:- PLACE PLUGS (REF. 94) AS NEEDED IN ALL OPEN LATCH STAND SCREW HOLES,THROW BAR SNOWGUARD SCREW HOLES AND LOCK ROD WEAR PLATE SCREW HOLE.NOTE 13:- ALL DIMENSIONS SHOWN ARE APPROXIMATE, UNLESS OTHERWISE SPECIFIED.NOTE 15:- CENTER HEATER ON SIDE OF GEAR BOX AS SHOWN ON SHEET 5. USE HEAT CONDUCTIVERTV PER 90B0041 TO ATTACH. FOLLOW INSTALLATION INSTRUCTIONS PER AD71-14.NOTE 16:- DRILL SIZE 3/32 INCH PRIOR TO INSTALLATION.NOTE 17:- USE FIVE MINUTE EPOXY (81361-201-05) PER 90A0025 FOR INSTALLATION OF THE SCREEN VENTS (REF.6). TRIM SCREEN TO FIT.NOTE 18:- APPLY RUST VETO (81379-085-06) PER 91A0004, ON ALL BARE MACHINED METAL SURFACES INSIDE MACHINE.NOTE 19:- PAINT EXTERIOR OF MACHINE, INCLUDING MACHINED UPPER LIP OF CASE, FEDERAL COLOR #37038,BLACK PER FS-299-06.NOTE 20:- IF WIRE HARNESS KIT GMK50-013-01 IS REQUIRED, ASSEMBLE INTO MACHINE PER WIRE TABLEON GMK50-013-00, AFTER FACTORY TEST AND PRIOR TO SHIPPING.NOTE 21:- SEAL JOINT BETWEEN FILLER BLOCK (REF.10) AND CASE (REF.1). APPLY SEALANT 90B0020 TOJOINT LINE ON TOP AND SIDE SURFACES OF REF.10 (BOTH SIDES OF MACHINE).4066 9323864 91NOTE 9NOTE 43941SWITCH MACHINEGMV01-000-00S W M C H G M 4 0 0 0 AABCDSHEET 1 OF 8535033 66 72(FOR SNOW GUARDS)622485 76(NOTE 23)NOTE 249(NOTE 5)126NOTE 24AA"Y"(SEEDETAILSECTIONN-N)19 23NOTE 2411NOTES 6, 1158 872873 75NOTE 21:- SEAL JOINT BETWEEN FILLER BLOCK (REF.10) AND CASE (REF.1). APPLY SEALANT90B0020 TO JOINT LINE ON TOP AND SIDE SURFACES OF REF.10 (BOTH SIDES66 71OF MACHINE ).NOTE 22:- SEAL JOINT BETWEEN COVER (REF.27) AND CASE (REF.1) WITH SEALANT 90B0020 .(NOTE 8)NOTE 23:- TORQUE TO 36-40 IN-LBS.NOTE 24:- FOR ALL "WMD" AND "NO LATCH" (OPTION A) CONFIGURED MACHINES, REMOVE LATCH OUT RINGS AND LATCH OUTNUT WITH JAM NUT FROM POINT DETECTOR COMPLETE (REF.43).NOTE 26:- ADJUST THE HAND THROW CUT-OUT SWITCH BY LOOSENING THE SCREWS ON THE MOUNTING PLATE ANDPOSITION THE SWITCH UNTIL THE CONTACTS OF SWITCH BREAKS AND MAKES PROPERLY.NOTE 27:- AT FINAL TEST, VERIFY PROPER FUNCTIONING OF THE HAND CRANK CUT-OUT SWITCH AND HAND THROWCUT-OUT SWITCH PER DRGMV01-000-00.253766 68(NOTE 8)66 71 10 19(NOTE 21)(NOTE 4)66 90FIGURE 1R.H. SWITCH MACHINEDUAL CONTROL(COVERS REMOVED FOR CLARITY)27(NOTE 22)65 9166 9359318(NOTE 16)49(NOTE 5)2236778821368877(NOTE 10)(NOTE 10)NOTE 321SECTION A-A4253 76 78Figure 7-1. GM4000A <strong>Switch</strong> <strong>Machine</strong> Assembly Drawing, Sheet 1 of 8P2496, Rev. 6, Jul/11 7-3 <strong>Alstom</strong> Signaling Inc.
Parts Catalog131271217SWITCH MACHINESW MCH GM4000AABCDSHEET 2 OF 8GMV01-000-00167066VIEW SHOWING MOUNTING OF LOCK ROD COVER (REF.70)FOR SWITCH MACHINE WITHOUT LOCK ROD(SNOW GUARD REMOVED FOR CLARITY)20 66 71DETAIL CVIEW SHOWING MOUNTING OF WEAR PLATESAROUND LOCK ROD COMPLETE (REF.39)62146320DETAIL EVIEW SHOWING MOUNTING OF WEAR PLATESAROUND THROW BAR (REF. 2)11 1511423END VIEW SHOWING HAND CRANK DOOR (REF. 62)VIEW SHOWN WITH HAND THROW LEVER , LATCH STANDS,RODS AND GUARD COVERS REMOVEDEND VIEW SHOWING WIRING ACCESS CUTOUTVIEW SHOWN WITH HAND THROW LEVER , LATCH STANDS,RODS AND GUARD COVERS REMOVEDSECTION N-NVIEW SHOWING MOUNTING OF TAG (REF.4)42679 83CAM BAR DETECTIONSWITCH (GMA50-107-01)NOTES 9 & 2679 8182 97 120(NOTE 24)45 44 121 43 5376 782485 76NNSEE DETAIL "Y"(SHEET 4)536(NOTE 17)355153 76 783 1819(NOTE 4)WEAR PLATESSEE DETAIL "C"Figure 7-1. GM4000A <strong>Switch</strong> <strong>Machine</strong> Assembly Drawing, Sheet 2 of 8P2496, Rev. 6, Jul/11 7-4 <strong>Alstom</strong> Signaling Inc.
Parts Catalog2.006.50 7.5020.00 2.80SWITCH MACHINEABCDSHEET 3 OF 8GMV01-000-00SW MCH GM4000A33.676.50THROW16x 1.09 THRU 2.0018.6318.5015.81C L18.2517.0119.3521.00BOTTOM VIEW35.9210.9867.008.7528 1.50 94 (NOTE 12)E1.9266 71 3.00(SHEET 2)C(SHEET 2)Figure 7-1. GM4000A <strong>Switch</strong> <strong>Machine</strong> Assembly Drawing, Sheet 3 of 8P2496, Rev. 6, Jul/11 7-5 <strong>Alstom</strong> Signaling Inc.
Parts CatalogHEATER APPLICATION:STEP 1:- PREPARE ANGLE BRACKET (REF.21& 22) SURFACE BY LIGHTLY SANDING AREA FOR HEATER WITHCOARSE EMERY CLOTH. WIPE CLEAN WITH ISOPROPYL ALCOHOL. AREA MUST BE FREE OFMOISTURE, GREASE AND GRIT FOR PROPER ADHESION OF HEATER.STEP 2:- APPLY HEATERS BY PEELING BACK ABOUT TWO INCHES OF WAX PAPER BACKING ON HEATER ANDFOLD BACK, BEING CAREFUL NOT TO TOUCH EXPOSED ADHESIVE. POSITION HEATER AS SHOWNON ANGLE BRACKET (WIRES WILL BE ON YOUR LEFT). PRESS ON HEATER WHILE REMOVING WAXPAPER. USE ROLLER TO REMOVE ANY TRAPPED AIR AND TO FIRMLY APPLY HEATER TO ANGLE BRACKET.STEP 3: COIL UP WIRES FOR EACH HEATER INTO BUNDLES AND PLACE THEM AS SHOWN ON SHEET 5.TOOLS REQ'D: WALLPAPER SEAM ROLLER.MATERIALS REQ'D: ADHESIVE BACKED HEATER, EMERY CLOTH, PAPER TOWELS AND ISOPROPYL ALCOHOLSWITCH MACHINEGMV01-000-00S W M C H G M 4 0 0 0 AABCDSHEET 48024V80110V614859483659565659615659605956 603659DETAIL BVIEW SHOWING ASSEMBLY OF HEATERS (REF.80)METHOD OF ASSEMBLINGNUTS, WASHERS & TAG ONTERMINAL BLOCKS WHERE (3) RING TERMINALSARE REQUIRED (1-9L0 & 1-10L0)METHOD OF ASSEMBLINGNUTS, WASHERS & TAG ON10 & 12 WAY TERMINAL BLOCKS(REF. 21 & 22)111112 113 11410988991072110836ENLARGED VIEW SHOWING PLACEMENTOF TAG GROUP (REF. 36) TO TERMINAL STRIPS119DETAIL "Y"116 117 118NOTES 7 & 25Figure 7-1. GM4000A <strong>Switch</strong> <strong>Machine</strong> Assembly Drawing, Sheet 4 of 8P2496, Rev. 6, Jul/11 7-6 <strong>Alstom</strong> Signaling Inc.
Parts CatalogABCDSWITCH MACHINESHEET 5GMV01-000-00S W M C H G M 4 0 0 0 ARIGHT SIDE58 872221TB3TB2 TB1111212LEFT SIDE24V OR 110V HEATER(SEE DETAIL "B")(STEP 3)HEATER WIRES COILEDUP AND PLACED HERECAM BAR DETECTIONSWTICH (GMA50-107-01)TOP VIEWNOTE 15HEATER INSTALLATIONDETAIL GVIEW SHOWING ASSEMBLY OFGEAR BOX AND MOTOR HEATERSIDE VIEWFigure 7-1. GM4000A <strong>Switch</strong> <strong>Machine</strong> Assembly Drawing, Sheet 5 of 8P2496, Rev. 6, Jul/11 7-7 <strong>Alstom</strong> Signaling Inc.
Parts CatalogPART NUMBERAND NAMECASE(GMV00-001-00)MAIN DRIVE(GMV00-100-01)THROW BAR(GM050-002-00)CAM BARCOMPLETE(GMV00-600-01)LOCK RODCOMPLETE(GMV00-300-01)LUBRICATING INSTRUCTIONS1.2.COATING INSTRUCTIONSCAM BAR SLIDING SURFACEHAND CRANK HOLE1. ROLLER GREASE FITTING MAIN GEARTEETH.1. SLIDING SURFACES ON BOTH ENDSCONTACTING WEAR PLATES.2. ROLLER CAM PROFILE.1. SLIDING SURFACES.2. ROLLER CAM PROFILE.1. SLIDING SURFACES ON BOTH ENDSCONTACTING WEAR PLATES.MATERIALMAG-1 GREASE(81379-013-05)PER 91A0012AS ABOVEAS ABOVEAS ABOVEAS ABOVE7FIELD SIDE3033 66 7232SWITCH MACHINEGMV01-000-00S W M C H G M 4 0 0 0 AABCDSHEET 6PD RODCOMPLETE(GMV00-500-01)1. SLIDING SURFACES ON BOTH ENDSCONTACTING BUSHING.AS ABOVEGEAR BOXASSEMBLY(GMV00-025-01)1. OUTPUT GEARAS ABOVEHAND CRANKSWITCH1.2.3.RESET SPRING (REF. 99)PLUNGER (REF. 109)RESET PIN (REF. 108)AS ABOVESWITCH MACHINE(GMV01-000-01)1. ALL OTHER GREASE FITTINGSAS ABOVECASE(GMV00-001-00)1. CROSS BRACE MOUNTING PADS.2. PD ROD BUSHING HOLE.3. HAND THROW BORE.4. GEAR BOX MOUNTING PADS.5. MAIN DRIVE MOUNTING PADS.6. PD SWITCH MOUNTING PADS.7. PD SYSTEM MOUNTING PADS.ANTI-SIEZELUBRICANT(81379-050-06)PER 91A0020JJDOWEL PINS00500-057-00 &00500-058-001. ALL LOCATING PINS.AS ABOVECROSS BRACE(GMV00-018-00)SWITCH MACHINEGMV01-000-01(TAPPED HOLES)1. CASE MOUNTING PADS1. ANY TAPPED HOLES THAT RECEIVESOCKET HEAD CAP SCREWS THATDON'T HAVE TORQUEREQUIREMENTS.2. GEARBOX MOUNTING PADTAPPED HOLES.3. MAIN DRIVE MOUNTING PADTAPPED HOLES.AS ABOVEAS ABOVESWITCH MACHINEGMV01-000-011. OTHER THAN MAIN DRIVE COMPLETECOMPONENTS UNDER THE SUPPORT,SPRAY THE ENTIRE INSIDE OF THEMACHINE WITH CORROSIONINHIBITORCORROSIONINHIBITOR(81379-100-11)PER 91A0022TRACK SIDE33 66 7229 318HANDTHROWCOVERTOP BEARINGLOCK RODCASECASEGEAR BOXOUTPUT GEARTHROW BAR MAIN GEAR CAM BARTONGUECAM BAR SLOTSECTION J-JFigure 7-1. GM4000A <strong>Switch</strong> <strong>Machine</strong> Assembly Drawing, Sheet 6 of 8P2496, Rev. 6, Jul/11 7-8 <strong>Alstom</strong> Signaling Inc.
Parts Catalog29LOCK RODCOMPLETEDETECTOR RODCOMPLETESWITCH MACHINEABCDSHEET 7GMV01-000-0031S W M C H G M 4 0 0 0 ATHROW BAR65 91 27CONTROLLERMOTORGEAR BOXMAIN DRIVECOMPLETE(SINGLE CONTROL)CROSS BRACE3129FIGURE 2R.H. SWITCH MACHINESINGLE CONTROL WITH HAND CRANK(OTHERWISE SAME AS FIGURE 1)63END VIEW OF SINGLE CONTROL SWITCH MACHINEWITH HAND CRANKFigure 7-1. GM4000A <strong>Switch</strong> <strong>Machine</strong> Assembly Drawing, Sheet 7 of 8P2496, Rev. 6, Jul/11 7-9 <strong>Alstom</strong> Signaling Inc.
3 -11 A X 3- 12 A XParts CatalogABCDSWITCH MACHINESWITCH MACHINE GM4000ASHEET 8 OF 8GMV01-000-0047FIGURE 3DUAL CONTROL SWITCH MACHINE WITHOUT HAND CRANK CAPABILITY(OTHERWISE SAME AS FIGURE 1)END VIEW OF DUAL CONTROL SWITCH MACHINEWITHOUT HAND CRANK CAPABILITYFigure 7-1. GM4000A <strong>Switch</strong> <strong>Machine</strong> Assembly Drawing, Sheet 8 of 8P2496, Rev. 6, Jul/11 7-10 <strong>Alstom</strong> Signaling Inc.
Parts CatalogTable 7-1. <strong>Alstom</strong> Model GM4000A <strong>Switch</strong> <strong>Machine</strong> Replaceable ComponentsRef. Description Qty Drawing No.1 Case 1 GMV00-001-003 Pin 2 01118-049-004 Plate, Name 1 GMV00-004-005 Cross Brace 1 GMV00-018-006 Vent, Screen 2 36022-002-007 Cover Comp, LONG 1 GMV00-045-018 Cover Comp, SHORT 1 GMV00-046-0110 Block, Filler, Throw Bar 2 GMV00-010-0011 Bolt, .375-16 x 3.69 Lg. T-Head 4 00874-014-0015 Nut, .375-16 x .234 Thk. Hex 4 37539-001-0016 Wear Plate, Side Throw Bar 4 GMV00-016-0017 Wear Plate, Top & Bottom Throw Bar 4 GMV00-017-0018 Pin, Spiral .094 x 1.00 Lg. 2 17188-095-0019 Screw,.375-16 Set (Dog Nose) 6 17708-166-0020 Washer, .390 ID, .625 OD, .03 Thk. Flat 4 01250-015-ON21 Bracket, Plate Double Term Strip AAR 12 Post 1 GM050-021-0022 Bracket, Angle Term Strip AAR 12 Post 1 GM050-022-0023 Screw, .138 x .25 Lg Drive (Name Plate) 2 52681-010-0025 Gear Box Assembly, 172:1 1 GMV00-025-0128 Cover, Electrical 1 GM050-028-0033 Washer, .391 ID, 1.000 OD, .063 Thk. Flat 8 01250-017-ON36 Tag Sheet 1 GMV00-039-0042 Cam Bar Comp 1 GMV00-600-0143 Point Detector Comp 1 GMV00-700-0144 Point Detector <strong>Switch</strong> Comp 1 GM050-800-0245 Wire Harness 1 GMV00-900-0149 Bushing, Split Flange 2 08942-144-0050 Hasp Complete 1 GMV00-050-0351 Plate, Limit <strong>Switch</strong> Spacer 2 GMV00-034-0053 Pin, Dowel .250 OD x .50 Lg 8 00500-057-0054 Clip, Tie 14 18547-111-00P2496, Rev. 6, Jul/11 7-11 <strong>Alstom</strong> Signaling Inc.
Parts CatalogTable 7-1. <strong>Alstom</strong> Model GM4000A <strong>Switch</strong> <strong>Machine</strong> Replaceable Components (Cont.)Ref. Description Qty Drawing No.58 Tie, Cable 2 29855-014-0048 Nut, .242-24, .125 Thk, Jam 38 42839-008-0056 Washer, .250 ID, .478 OD, .03 Thk Shk’prf 72 53029-075-0059 Washer, .242 ID, .563 OD, .040 Thk Flat 108 01225-002-0060 Nut, .242-24 x .188 Thk, Jam 34 42839-005-0061 Nut, #14-24 x 5/16 Thk Hex Terminal 72 42843-001-0063 Screw, .250-20 x .63 Lg. Flat Hd. 3 17708-169-0068 Screw, .375-16 x 3.25 Lg Socket Hd 6 17708-145-0071 Screw, .375-16 x 1.00 Lg Socket Hd 14 17708-121-0072 Screw, .375-16 x .63 Lg Socket Hd 8 17708-143-0073 Washer, .313 ID, .583 OD, .08 Thk Lock 2 01273-007-ON75 Screw, .313-18 x .75 Lg Hex Hd 2 00441-006-ON76 Washer, .252 ID, .487 OD, .062 Thk Lock 10 01273-006-ON77 Screw, .250-20 x 1.00 Lg Socket Hd Self Lock 6 17708-076-0078 Screw, .250-20 x .75 Lg Socket Hd 6 17708-119-0082 Screw, .164-32 x 1 1/4 Lg Socket Hd StainlessSteel4 17708-175-0085 Screw, .250-20 x 1.25 Lg Socket Button Hd 4 17708-170-0087 Screw, .190-32 x .50 Lg But Hd 16 17708-138-0088 Strip, Terminal (12 Way) 3 56140-021-0090 Screw, .313-18, .375 OD x 2.00 Lg ShoulderSoc Hd4 17708-156-0091 Washer, .625 ID, 1.072 OD, .16 Thk Lock 4 01273-011-ON97 Washer, .172 ID, .375 OD, .031 Thk Flat 4 01250-006-ON120 Washer, .167 ID, .293 OD, .040 Thk Lock 4 01273-022-ON121 Screw, #10-32 x 5/8 Lg Flat, Socket Hd Cap 8 17708-171-00Cloth Bag 1 53148-001-00Bolt, .875-9 x 3.25 Lg Sq Hd 1 38186-004-00Washer, .875 ID, 1.455 OD, .22 Thk Lock 1 01273-014-ONNut, .875-9 x .86 Thk Slotted Hex 1 47191-009-00Pin, Cotter .188 Dia x 2.00 Lg 1 00046-001-ONConnector, Terminal 2 43587-006-00P2496, Rev. 6, Jul/11 7-12 <strong>Alstom</strong> Signaling Inc.
Parts CatalogTable 7-1. <strong>Alstom</strong> Model GM4000A <strong>Switch</strong> <strong>Machine</strong> Replaceable Components (Cont.)Ref. Description Qty Drawing No.Vibration and Damping Compound (Per90B0005)As Req’d 81361-066-05Thread Locking Compound (Per 90B0006) As Req’d 81361-047-05Anti-Seize Lubricant (Per 91A0020) As Req’d 81379-050-06Corrosion Inhibitor (Heavy Duty) (Per 91A0022) As Req’d 81379-100-11Sealant, Silicone Construction (Per 90B0020) .10 81361-109-05Wiring Diagram (Place in <strong>Machine</strong>) 1 Print GMV00-040-00Manual (Place in <strong>Machine</strong>)1 CopyWM4K Skid 1 65011-006-03THE FOLLOWING PARTS ARE NOT INCLUDED IN GMV01-000-01,BUT MUST BE SPECIFIED IN MODEL NUMBER PER CONFIGURATION KEYLOCK RODS - AS REQUIRED12 Wear Plate, Side Lock Rod 4 GMV00-012-0013 Wear Plate, Top Lock Rod 2 GMV00-013-0014 Wear Plate, Bottom Lock Rod 2 GMV00-014-0039 Lock Rod Comp (Threaded End Narrow Notch) 1 GM050-300-0139 Lock Rod Comp (Threaded End Wide Notch) 1 GM050-300-0239 Lock Rod Comp (Spade End Narrow Notch) 1 GM050-300-0339 Lock Rod Comp (Spade End Wide Notch) 1 GM050-300-0439 Lock Rod Comp (Spade End Wide Notch, 4.5-6Inch)1 GM050-300-0539 Lock Rod Comp (Threaded End Narrow Notch,3.0-6.5 inch)1 GM050-300-0770 Cover, Lock Rod 2 GMV00-011-00POINT DETECTOR - AS REQUIRED41 Rod Comp, Point Detector (Swivel W/ Rivets) 1 GMV00-500-0141 Rod Comp, Point Detector (Spade End) 1 GMV00-500-0241 Rod Comp, Point Detector (Swivel W/ GreasePin)41 Rod Comp, Point Detector (Swivel W/ GreasePin, 4.5-6 inches long)41 Rod Comp, Point Detector (Threaded End /Non Swivel)1 GMV00-500-031 GMV00-500-041 GMV00-500-05P2496, Rev. 6, Jul/11 7-13 <strong>Alstom</strong> Signaling Inc.
Parts CatalogTable 7-1. <strong>Alstom</strong> Model GM4000A <strong>Switch</strong> <strong>Machine</strong> Replaceable Components (Cont.)Ref. Description Qty Drawing No.CONTROLLER - AS REQUIRED24 Controller, Standard 1 GMV00-043-0024 Controller, Enhanced 1 GMV00-044-00GEARBOX HEATER - AS REQUIREDGear Box Heater, 24VDC & 110VDC/AC 1 55290-040-00CONDENSATION HEATERS - AS REQUIRED80 Heater, Condensation, 24 Volts 1 55290-041-0080 Heater, Condensation, 110 Volts 1 55290-042-00LATCH STANDS - AS REQUIRED40 Latch Stand Comp. 2 GMV00-400-01TOOLS - AS REQUIREDKit, Maintenance Tool 1 GMK50-000-0126 Hand Crank 1 GMA50-012-00Gauge, Spoon (.38/.25) 1 GMA50-002-00Hand Crank, Hex End Extension 1 GMA50-013-00Crank, Hand Ratchet, .50 Hex 1 50570-018-00Gauge, Spoon (6.0/4.5mm) 1 GMA50-014-00HAND THROW LETTER KIT - AS REQUIREDKit, Letters For Hand Throw 1 GMK50-004-01HARNESS ADAPTER OPTION - AS REQUIREDKit, Wire Harness Adapter for Motor End WireEntrance (Place in <strong>Machine</strong>)Kit, Single <strong>Switch</strong>, Polarized <strong>Switch</strong> RepeaterHarnessLATCH OUT – AS REQUIRED1 GMK50-010-011 GMK50-013-01Cam Bar Detection <strong>Switch</strong> Kit 1 GMA50-107-01Latch-Out Upgrade Kit 1 GMK50-020-01P2496, Rev. 6, Jul/11 7-14 <strong>Alstom</strong> Signaling Inc.
Parts CatalogTable 7-1. <strong>Alstom</strong> Model GM4000A <strong>Switch</strong> <strong>Machine</strong> Replaceable Components (Cont.)Ref. Description Qty Drawing No.ACCESSORY OPTION – AS REQUIREDPuller Complete, Bushing 1 GMA50-100-01Cam Bar Detection <strong>Switch</strong> Kit 1 GMA50-105-01Hand Crank Lock 1 GMA50-108-00Hand Crank, Torque Limiting 1 GMA50-109-01Gauge, Hand Cut Out <strong>Switch</strong> 1 36183-066-00Control Configuration ‘A’: GMV00-000-01 (GMV01-000-00 FIGURE 1)FOR MODEL NUMBERS REQUIRING DUAL CONTROL VERSION, (With Hand CrankCapability), SELECT APPROPRIATE GUARD AND THE FOLLOWING ADDITIONALPARTS MUST BE INCLUDED. WIRING DIAGRAM REFERS TO GMV00-040-00 FIG.12 Throw Bar 1 GM050-002-0032 Guard, Lock Rod, Field Side 1 GMV00-032-0029 Guard, Throw Bar, Track Side 1 GM050-029-0030 Guard, Throw Bar, Field Side 1 GM050-030-0031 Guard, Lock Rod Track Side 1 GMV00-031-0027 Cover, Hand Throw 1 GMV00-027-0035 Hand Throw <strong>Switch</strong> Comp. 1 GMV00-901-0137 Main Drive Complete, Dual Control 1 GMV00-100-0138 Hand Throw Lever Comp. 1 GMV00-200-0162 Hand Crank Door 1 GMV00-070-0164 Screw, .625-11 x 1.50 Lg Soc Hd 2 17708-128-0065 Screw, .625-11 x .75 Lg Soc Hd 2 17708-147-0066 Washer, .375 ID, .680 OD, .09 Thk Lock 40 01273-008-ON79 Washer, .200 I.D., .334 O.D., .047 Thk. Lock 4 01273-004-ON81 Screw, .190-32 x 1.75 Lg Soc Hd 2 17708-130-0083 Screw, .190-32 x 1.50 Lg Soc Hd 2 17708-129-0093 Screw, .375-16 x 1.25 Lg Soc Hd 12 17708-122-0094 Plug, Cap 12 20132-015-00Hand Crank Cut Out <strong>Switch</strong> Kit 1 GMK50-016-02P2496, Rev. 6, Jul/11 7-15 <strong>Alstom</strong> Signaling Inc.
Parts CatalogTable 7-1. <strong>Alstom</strong> Model GM4000A <strong>Switch</strong> <strong>Machine</strong> Replaceable Components (Cont.)Ref. Description Qty Drawing No.ABControl Configuration ‘B’: GMV00-000-02 (GMV01-000-00 FIGURE 3)FOR MODEL NUMBERS REQUIRING DUAL CONTROL VERSION (No Hand CrankCapability), THE FOLLOWING ADDITIONAL PARTS MUST BE INCLUDED. WIRINGDIAGRAM REFERS TO GMV00-040-00 FIG.22 Throw Bar 1 GM050-002-0032 Guard, Lock Rod, Field Side 1 GMV00-032-0029 Guard, Throw Bar, Track Side 1 GM050-029-0030 Guard, Throw Bar, Field Side 1 GM050-030-0031 Guard, Lock Rod, Track Side 1 GMV00-031-0027 Cover, Hand Throw 1 GMV00-027-0035 Hand Throw <strong>Switch</strong> Complete 1 GMV00-901-0137 Main Drive Complete, Dual Control 1 GMV00-100-0138 Hand Throw Lever Comp 1 GMV00-200-0147 Cover, Plate, Hand Crank 1 GMV00-006-0064 Screw, .625-11 x 1.50 Lg Soc Hd 2 17708-128-0065 Screw, .625-11 x .75 Lg Soc Hd 2 17708-147-0066 Washer, .375 ID, .680 OD, .09 Thk Lock 40 01273-008-ON79 Washer, .200 I.D., .334 O.D., .047 Thk. Lock 4 01273-004-ON81 Screw, .190-32 x 1.75 Lg Soc Hd 2 17708-130-0083 Screw, .190-32 x 1.50 Lg Soc Hd 2 17708-129-0093 Screw, .375-16 x 1.25 Lg Soc Hd 12 17708-122-0094 Plug, Cap 12 20132-015-00P2496, Rev. 6, Jul/11 7-16 <strong>Alstom</strong> Signaling Inc.
Parts CatalogTable 7-1. <strong>Alstom</strong> Model GM4000A <strong>Switch</strong> <strong>Machine</strong> Replaceable Components (Cont.)Ref. Description Qty Drawing No.Control Configuration ‘C’: GMV00-000-03 (GMV01-000-00 FIGURE 2)FOR MODEL NUMBERS REQUIRING SINGLE CONTROL VERSION, (No HandThrow, W/Hand Crank) THE FOLLOWING ADDITIONAL PARTS MUST BEINCLUDED. WIRING DIAGRAM REFERS TO GMV00-040-00 FIG.32 Throw Bar 1 GM050-002-0027 Cover, Hand Throw 2 gmV00-027-0029 Guard, Throw Bar, Track Side 2 GM050-029-0031 Guard, Lock Rod, Track Side 2 GMV00-031-0037 Main Drive Complete, Single Control 1 GMV00-100-0262 Hand Crank Door 1 GMV00-070-0165 Screw, .625-11 x .75 Lg Soc Hd 4 17708-147-0066 Washer, .375 ID, .680 OD, .09 Thk Lock 32 01273-008-ON93 Screw, .375-16 x 1.25 Lg. Socket Hd 4 17708-122-0094 Plug Cap 20 20132-015-00Hand Crank Cutout <strong>Switch</strong> KitSee DetailYGMK50-016-0299 Spring, Hand Crank 1 00786-210-00107 Ring, Retaining, External 1 05713-093-00108 Pin, Hand Crank 1 GMV00-068-00109 Plunger, Hand Crank <strong>Switch</strong> 1 GMV00-067-00111 Spring, Contact 1 49589-108-00112 Screw, #10-32 x 1/2 Lg Socket Hd Cap 1 17708-110-00113 Washer, .193 ID, .334 OD, .047 Thk Lock 1 01273-027-ON114 Washer, .200 ID, .438 OD, .031 Thk Flat 1 01250-009-ON116 Screw, #8-32 x 1-1/4 Lg CK 2 17708-175-00117 Washer, .167 ID, .293 OD, .040 Thk Lock 2 01273-022-ON118 Washer, .172 ID, .375 OD, .031 Thk Flat 2 01250-006-ON119 Limit <strong>Switch</strong> Kit 1 GMV00-904-01P2496, Rev. 6, Jul/11 7-17 <strong>Alstom</strong> Signaling Inc.
Parts CatalogTable 7-1. <strong>Alstom</strong> Model GM4000A <strong>Switch</strong> <strong>Machine</strong> Replaceable Components (Cont.)Ref. Description Qty Drawing No.ABControl Configuration ‘D’: GMV00-000-04 (GMV01-000-00 FIGURE 2)FOR MODEL NUMBERS REQUIRING SINGLE CONTROL VERSION (No Hand Throw,W/Hand Crank, No Latch Out) USE SAME PARTS AS GMV00-000-03 (GMV01-000-00FIGURE 2). EXCEPT REFERENCE NO. 2 & 27 AS SHOWN IN FOLLOWING TABLE.WIRING DIAGRAM REFERS TO GMV00-040-00 FIG. 42 Throw Bar 1 GMV00-002-0027 Cover, Hand Throw 2 GMT00-027-00P2496, Rev. 6, Jul/11 7-18 <strong>Alstom</strong> Signaling Inc.
Parts CatalogTable 7-2. GM4000A Configuration Key For Model Number DeterminationCode MODEL NUMBER WMCONTROL CONFIGURATIONA GMV00-000-01 Dual Control (Hand Throw, With Hand Crank Capability)B GMV00-000-02 Dual Control (Hand Throw, W/O Hand Crank Capability)C GMV00-000-03 Single Control (No Hand Throw, With Hand Crank Capability)DGMV00-000-04 Single Control (No Hand Throw, With Hand Crank Capability,No Latch Out)MACHINE ORIENTATIONL Left HandR Right HandLOCK RODSN GM050-300-01 Narrow Notch Threaded End 3.5 – 6.5 Inch AdjustmentW GM050-300-02 Wide Notch Threaded End 3.5 – 6.5 Inch AdjustmentS GM050-300-03 Narrow Notch Spade End 3.5 – 6.5 Inch AdjustmentB GM050-300-04 Wide Notch Spade End 3.5 – 6.5 Inch AdjustmentC GM050-300-05 Wide Notch Spade End 4.5 – 6.0 Inch AdjustmentE GM050-300-07 Narrow Notch Threaded End 3.0 – 6.5 Inch AdjustmentFor lock rods –01 thru -07 add: (4) GMV00-012-00, (2) GMV00-013-00 and (2) GMV00-014-00X No Lock Rod Add: Only (2) Covers GMV00-011-00POINT DETECTOR RODT GMV00-500-01 Swivel Threaded End With RivetsS GMV00-500-02 Solid Spade EndP GMV00-500-03 Swivel Threaded End With Grease PinC GMV00-500-04 Swivel Threaded End With Grease Pin 4.5-6 inchD GMV00-500-05 Threaded End Non SwivelCONTROLLER CONFIGURATIONS GMV00-043-00 Standard ControllerE GMV00-044-00 Enhanced ControllerGEAR BOX HEATERB 55290-040-00 (24VDC & 110VAC/DC) Gear Box HeaterN No Gear Box HeaterCONDENSATION HEATERSA 55290-041-00 24 Volt HeaterB 55290-042-00 110 Volt HeaterC Both HeatersN No Condensation HeaterLATCH STANDSL GMV00-400-01 (2) Required Per <strong>Machine</strong>N No Latch StandsTOOLS (OPTIONAL ACCESSORY)B Hand Crank & Spoon Gauge (.38/.25) & Tool Kit (GMA50-012-00, GMA50-002-00, GMK50-000-01)S GMA50-002-00 Spoon Gauge (.38/.25)H GMA50-012-00 Hand CrankE GMA50-013-00 Hand Crank, Hex End And: 50570-018-00 Ratcheting CrankC GMA50-014-00 Spoon Gauge (6.0/4.5mm)K GMK50-000-01 Maintainer Tool KitN No ToolsHAND THROW LETTER KIT (OPTIONAL ACCESSORY)K GMK50-004-01 Letters “N” & “R”N No Hand Throw Letter KitHARNESS ADAPTER OPTIONA GMK50-013-01 Kit, Polarized <strong>Switch</strong> Repeater HarnessH GMK50-010-01 Wire Harness Adapter for Motor End Wire EntranceN No Harness AdapterLATCH OUTA No Latch OutB Restorable Latch OutC Restorable Latch OutD Non-Restorable Latch Out, Cam Bar Detection <strong>Switch</strong> KitGMA50-105-01 For switch machines manufactured with PD <strong>Switch</strong> Module (GM050-800-02) Rev.’s A, B & CGMA50-107-01 For switch machines manufactured with PD <strong>Switch</strong> Module (GM050-800-02) Rev. D and laterE Non-Restorable Latch Out, Mechanical (GMK50-020-01)P2496, Rev. 6, Jul/11 7-19 <strong>Alstom</strong> Signaling Inc.
Parts CatalogTable 7-2. GM4000A Configuration Key For Model Number Determination (Cont.)Code MODEL NUMBER WMADDITIONAL ACCESSORIES THAT CAN BE ORDERED SEPARATELYGMA50-100-01 Puller Complete, BushingGMA50-105-01 Cam Bar Detection <strong>Switch</strong> Kit (For switch machines manufactured with PD <strong>Switch</strong> Module (GM050-800-02) Rev.’sA, B & C, AND Configured with non-restorable latch outGMA50-107-01 Cam Bar Detection <strong>Switch</strong> Kit (For switch machines manufactured with PD <strong>Switch</strong> Module (GM050-800-02) Rev. Dand Later, AND Configured with non-restorable latch outGMA50-108-00 Hand Crank LockGMA50-109-01 Hand Crank, Torque Limiting36183-066-00 Hand Crank Cutout <strong>Switch</strong> Adjustment GaugeP2496, Rev. 6, Jul/11 7-20 <strong>Alstom</strong> Signaling Inc.
Parts CatalogFigure 7-2. <strong>Alstom</strong> Model GM4000A Wire Harness, P/N GMV00-900-00P2496, Rev. 6, Jul/11 7-21 <strong>Alstom</strong> Signaling Inc.
Parts CatalogTHIS PAGE INTENTIONALLY LEFT BLANK.P2496, Rev. 6, Jul/11 7-22 <strong>Alstom</strong> Signaling Inc.
Parts CatalogTable 7-3. <strong>Alstom</strong> Model GM4000A Wire Harness, P/N GMV00-900-01Ref. Description Qty Drawing No.1 Tubing, Split Loom .25 Dia. 4.5 81409-026-012 Tubing, Split Loom .38 Dia. 7 81409-027-013 Tubing, Split Loom .50 Dia. 6 81409-029-014 <strong>Switch</strong>, Heavy Duty Limit (MLR, MLL) PG13.5 2 35934-081-005 Tie, Cable 90 01232-000-ON9 Receptacle, (P1) 1 58920-489-0010 Terminal, Pin 19 59825-239-0011 Receptacle, 12 Pin Housing (PDR, PDL) 2 58920-491-0012 Receptacle, Lock Plate 2 54656-043-0013 Terminal, Socket (16-20) 24 55871-172-0014 Receptacle, Wire Seal, Rubber 24 29417-012-0015 Clamp, Cable 1 59594-047-0016 Receptacle, Plug 1 58920-579-0017 Terminal, Socket 3 55871-081-0018 Connector, Watertight, Straight, PG13.5 2 56353-069-0022 Adhesive (Per 90A0042) .1 81361-300-0523 Tubing, .250 Dia., Heat Shrink (Per 82P0004) 2 81411-017-0124 Terminal, Ring, .250 (16-14) 39 59825-132-0025 Terminal, Ring, .250 (12-10) 3 59825-199-0026 Tag, Marker, .250 6 55085-703-0027 Tag, Marker, .125 100 55085-708-0028 Sleeve, Tag (Harness Information) 1 44983-203-0030 Sleeve, Tag, .44 x 1.25 Lg 2 44983-201-0031 Receptacle, Yellow 2 58920-239-0032 Receptacle, Red 3 58920-139-0033 Receptacle, Green 3 58920-581-0034 Receptacle, Black 2 58920-582-0035 Receptacle, White 2 58920-583-00P2496, Rev. 6, Jul/11 7-23 <strong>Alstom</strong> Signaling Inc.
Parts CatalogTable 7-3. <strong>Alstom</strong> Model GM4000A Wire Harness, P/N GMV00-900-01 (Cont.)Ref. Description Qty Drawing No.36 Receptacle, Blue 1 58920-584-0037 Receptacle, Gray 2 58920-585-0038 Terminal, 15-Amp, High Detent, Superflex Reel 15 55871-178-0039 Terminal, Amp, .250 Tab (22-18) Red 3 59825-256-00Wire, #16 Awg, Tefzel, Black (Per 82A0006) 198.8 80556-067-01Wire, #10 Awg, Tefzel, Black (Per 82A0006) 19.79 80545-040-01Wire, #18 Awg, Tefzel, Black (Per 82A0006) 5.5 80559-065-01Tape, Teflon .50 Wide (Per 99G0001)AsReq’d82425-068-05Wire Table 1 Print 31574-505-00Table 7-4. <strong>Alstom</strong> Model GM4000A <strong>Switch</strong> <strong>Machine</strong> Connecting HardwareDescriptionPoint Detector Rod Drop LugAdjustable Lock Rod Drop Lug (Treaded Lock Rod)Adjustable Lock Rod Drop Lug (Spade-End Lock Rod)Throw Bar Coupler (Straight)Throw Bar Coupler (Downset, 3.4-inches)Drawing No.GMA50-003-00GMA50-008-01GMA50-008-02GMA50-006-00GMA50-007-00Table 7-5. <strong>Alstom</strong> Model GM4000A <strong>Switch</strong> <strong>Machine</strong> Wire Entrance CouplingsDescription Catalog No. Drawing No.Coupling, for 2-3/8" I.D., rubber conduit A85-500 45689-087-00Coupling, for 1-7/8" I.D., rubber conduit A85-501 45689-106-00Coupling, offset, for 2" flexible conduit A85-502 45688-096-01Coupling, straight, for 2" flexible conduit A85-503 45688-097-01P2496, Rev. 6, Jul/11 7-24 <strong>Alstom</strong> Signaling Inc.
Parts CatalogDBACEGFHFigure 7-3. Tools and KitsP2496, Rev. 6, Jul/11 7-25 <strong>Alstom</strong> Signaling Inc.
Parts CatalogTHIS PAGE INTENTIONALLY LEFT BLANK.P2496, Rev. 6, Jul/11 7-26 <strong>Alstom</strong> Signaling Inc.
Parts CatalogTable 7-6. <strong>Alstom</strong> Model GM4000A <strong>Switch</strong> <strong>Machine</strong> Tools and KitsRef. Description Drawing No.A Maintainer Tool Kit GMK50-000-01B Hand Crank GMA50-012-00C Spoon Gauge, 1/4" and 3/8" GMA50-002-00C Spoon Gauge, 4.5mm and 6.0mm GMA50-014-00D Bushing Puller GMA50-100-01E Hand Throw Letter Kit GMK50-004-01F Wire Harness For Motor End Wire Entrance GMK50-010-01GHHand Crank, Hex End (Intended to be used withRatcheting Crank, below)Ratcheting Crank (Intended to be used with Hand Crank,Hex End, above)-- Cam Bar Detector <strong>Switch</strong> Kit (For machinesmanufactured prior to July 2006 AND configured withnon-restorable latch-out)-- Metric <strong>Switch</strong> point Obstruction Gauge: 2.0mm, 3.0mm,4.5mm, 6.0mm, 12.0mmGMA50-013-0050570-015-00GMA50-105-01P/N 36183-061-00P2496, Rev. 6, Jul/11 7-27 <strong>Alstom</strong> Signaling Inc.
Parts CatalogTHIS PAGE INTENTIONALLY LEFT BLANK.P2496, Rev. 6, Jul/11 7-28 <strong>Alstom</strong> Signaling Inc.
DrawingsA. APPENDIX A - DRAWINGSA.1.OVERVIEWThe following drawings are provided to assist maintainers with installation, wiring, andtroubleshooting a GM4000A switch machine.P2496, Rev. 6, Jul/11 A-1 <strong>Alstom</strong> Signaling Inc.
DrawingsA.2.WIRING AND CIRCUIT APPLICATIONSA.2.1.2-Wire Configuration For Replacement of <strong>Alstom</strong> Model 55E <strong>Switch</strong> <strong>Machine</strong>s1OR1RWR1NWRDC+ for reverse,DC- for normal1WR- -OWHBTB1-1DC+ for normal,DC- for reverse1NWRWHCWHBTB1-2Connect RW to TB1-1 and NW to TB1-2.If the machine travels in the wrong direction, interchange RW and NW.Figure A-1. 2-Wire Circuit For Replacement of <strong>Alstom</strong> Model 55E <strong>Switch</strong> <strong>Machine</strong>sP2496, Rev. 6, Jul/11 A-2 <strong>Alstom</strong> Signaling Inc.
DrawingsA.2.2.3-Wire Configuration For Replacement of <strong>Alstom</strong> Model 5E & 5F <strong>Switch</strong><strong>Machine</strong>sWZRNWRLR3EORSDC(+)RWRDC(–)3ENW(RW)TB1-1TO CONTROL RELAYSFOR SECOND SWITCHOF CROSSOVERRW(NW)TB1-3–+24 - 32 OR110 VOLTS DCCWTB1-2OConnect CW to TB1-2.Connect NW to TB1-1 and RW to TB1-3.If the machine travels in the wrong direction, interchange RW and NW.Figure A-2. 3-Wire Circuit For Replacement of <strong>Alstom</strong> Model 5E and 5F <strong>Switch</strong><strong>Machine</strong>s, Right Hand Point Normally ClosedP2496, Rev. 6, Jul/11 A-3 <strong>Alstom</strong> Signaling Inc.
DrawingsWZRRWRLR3EORSDC(+)NWRDC(–)3ERW(NW)TB1-1TO CONTROL RELAYSFOR SECOND SWITCHOF CROSSOVERNW(RW)TB1-3–+24 - 32 OR110 VOLTS DCCWTB1-2Connect CW to TB1-2.Connect RW to TB1-1 and NW to TB1-3.If the machine travels in the wrong direction, interchange RW and NW.OFigure A-3. 3-Wire Circuit For Replacement of <strong>Alstom</strong> Model 5E and 5F <strong>Switch</strong><strong>Machine</strong>s, Left Hand Point Normally ClosedP2496, Rev. 6, Jul/11 A-4 <strong>Alstom</strong> Signaling Inc.
DrawingsA.2.3.3-Wire Configuration For Replacement of US&S Model M23A or M3 <strong>Switch</strong><strong>Machine</strong>External connections are shown to the main terminal board for a switch having the righthandpoint normal closed. For a switch having the left-hand point normally closed,interchange the external leads to terminals 35 and D.Typical circuit control of standard GM4000A brushless DC motor switch machine forconnection to US&S high and low voltage, series-parallel field motor application usingDP-25 and OR-11 shelf type or PNP-69 and ORP-60 plug in type relays.TOCONTROLCIRCUITSN-WR-WR1+OR-11orORP-60RELAYOS–OR-WRNWBW++WRP–DP-25orPNP-69RELAY+CTB1-2D35TB1-1TB1-3If the machine travels in the wrong direction, interchange D and 35 connection.Figure A-4. 3-Wire Circuit For Replacement of US&S Model M23Aor M3 <strong>Switch</strong> <strong>Machine</strong>P2496, Rev. 6, Jul/11 A-5 <strong>Alstom</strong> Signaling Inc.
DrawingsA.2.4.4-Wire Configuration For Replacement of <strong>Alstom</strong> Model 5G and 5H <strong>Switch</strong><strong>Machine</strong>s16 to 160 VDCOR85 to 140 VACTB1-1 TB1-3WRNWRIf the machine travels in the wrong direction, interchange NWR and WR.Figure A-5. 4-Wire Circuit For Replacement of <strong>Alstom</strong> Model 5G and 5H <strong>Switch</strong><strong>Machine</strong>s, Right Hand Point Normally ClosedP2496, Rev. 6, Jul/11 A-6 <strong>Alstom</strong> Signaling Inc.
Drawings16 to 160 VDCOR85 to 140 VACTB1-1 TB1-3NWRWRIf the machine travels in the wrong direction, interchange NWR and WR.Figure A-6. 4-Wire Circuit For Replacement of <strong>Alstom</strong> Model 5G and 5H <strong>Switch</strong><strong>Machine</strong>s, Left Hand Point Normally ClosedP2496, Rev. 6, Jul/11 A-7 <strong>Alstom</strong> Signaling Inc.
DrawingsA.2.5.5-Wire Configuration For Replacement of US&S Model M23A, M23B, or M3<strong>Switch</strong> <strong>Machine</strong>sFigure A-7 shows a 5-wire circuit for typical circuit control of standard GM4000Abrushless DC motor switch machine for connection to US&S high and low voltage,series-parallel field motor application using DP-25 and OR-11 shelf type or PNP-69 andORP-60 plug in type relaysFor a switch having the left-hand point normally closed, interchange the external leadsto terminals 5 and 10.N-WRTOCONTROLCIRCUITS-WR1OR-11 ORORP-60RELAY+OS-WR–ORNWBWWR+P–DP-25 ORPNP-69RELAY+DTB1-2+TB1-12* / TB3-11** / TB3-12***BTB1-15TB1-310TB1-12* / TB3-11** / TB3-12***CIf the machine travels in the wrong direction, interchange wires 5 and 10.* TB1-12 in both locations, or** TB3-11 in both locations, or*** TB3-12 in both locationsFigure A-7. 5-Wire Circuit For Replacement of US&S Model M23A, M23B,or M3 <strong>Switch</strong> <strong>Machine</strong>s, Right Hand Point Normally Closed,with Plug In Type RelaysP2496, Rev. 6, Jul/11 A-8 <strong>Alstom</strong> Signaling Inc.
DrawingsFigure A-8 shows typical circuit control of standard GM4000A brushless DC motorswitch machine for connection to US&S high and low voltage, series-parallel field motorapplication using PP-151, PN150BM and N-150SO relays. External connections areshown to the main terminal board for a switch having the right-hand point normalclosed.For a switch having the left-hand point normally closed, interchange the external leadsto terminals 5 and 10.TOCONTROLCIRCUITSN-WR-WR1+–+-WR–PN-151RELAYPN-15050RELAYOSORN110B110-WRPRIf the machine travels in the wrong direction, interchange wires 5 and 10.* TB1-12 in both locations, or** TB3-11 in both locations, or*** TB3-12 in both locations++–PN-1508MRELAY+TB1-2DTB1-12* / TB3-11** / TB3-12***BTB1-15TB1-310TB1-12* / TB3-11** / TB3-12***CFigure A-8. 5-Wire Circuit For Replacement of US&S Model M23A, M23B,or M3 <strong>Switch</strong> <strong>Machine</strong>s, Right Hand Point Normally Closed,with PP-151, PN150BM or N-150SO RelaysP2496, Rev. 6, Jul/11 A-9 <strong>Alstom</strong> Signaling Inc.
DrawingsA.2.6.Terminal Block Pin Outs[ * * ] [ * ] [INDICATION] [ SHUNT ]POWERPOWERPOWER12V CONTROL12V CONTROLHAND THROWHAND THROWAUXLOLO* MOTOR LIMIT** HAND CRANKFigure A-9. Terminal Block PinoutsP2496, Rev. 6, Jul/11 A-10 <strong>Alstom</strong> Signaling Inc.
DrawingsA.2.7.Secondary Point Monitor Circuit88 VDC to 132 VDC (-)#18AWG WIREE4DS1GREENDS2GREEN- ++-E1E2E3#18AWG WIRE#18AWG WIRER14.7K25W5%88 VDC to 132 VDC (+)Figure A-10. Secondary Point Monitor CircuitP2496, Rev. 6, Jul/11 A-11 <strong>Alstom</strong> Signaling Inc.
DrawingsA.2.8.Typical Polarized <strong>Switch</strong> CircuitsTypical Polarized <strong>Switch</strong> Repeater Circuit, Single <strong>Switch</strong>Point detector contacts are shown in position forright hand point normally closed.INDICATION IN HAND THROWTB-3TB-2TB-11shunt23shunt41shunt23shunt41power2power34controlRH pointnormallyclosedNWPLH pointnormallyclosedWPTo verify indication for left hand pointnormally closed, connect a meter to TB2and or TB3 as follows:NWP / WP(TB2-7 / TB2-5)5indicate65indicate656hand thrTo verify indication for right hand pointnormally closed, connect a meter to TB2and or TB3 as follows:7indicate87indicate878auxNote 1DC+DC+WP / NWP(TB2-7 / TB2-5)9motor limit1011aux9motor limit1011hand crk9latch out1011auxWPDC-NWPDC-When using shuntcontacts connect thebold wires as shown121212rightleftNote 1: A fuse is required for short circuitprotection on the positive energy used forindication. Fuse: 10 amp, type SC, Form 1,class J or equivalent.Figure A-11. Typical Polarized <strong>Switch</strong> Repeater Circuit, Single <strong>Switch</strong>, Indication in Hand ThrowP2496, Rev. 6, Jul/11 A-12 <strong>Alstom</strong> Signaling Inc.
DrawingsTypical Polarized <strong>Switch</strong> Repeater Relay Circuit CrossoverPoint detector contacts are shown in positionfor right hand point normally closed.INDICATION IN HAND THROWenergy endTB-31shunt23shunt4point detectorendTB-21shunt23shunt4TB-11power2power34controlRH pointnormallyclosedWP1ANWP1NWPLH pointnormallyclosedWP1NWP1WPrelay endTB-31shunt23shunt4point detectorendTB-21shunt23shunt4TB-11power2power34controlTo verify indication for left handpoint normally closed, connect ameter to TB2 and or TB3 as follows:WP / NWPNWP1 / WP1NWP1 / WP1A(TB2-6 / TB2-8)(TB2-7 / TB2-5)(TB3-7 / TB3-5)5indicate67indicate85indicate67indicate856hand thr78 auxNote 1DC+DC+5indicate67indicate85indicate67indicate856hand thr78 auxTo verify indication for right handpoint normally closed, connect ameter to TB2 and or TB3 as follows:NWP / WPNWP1 / WP1ANWP1 / WP1(TB2-6 / TB2-8)(TB2-7 / TB2-5)(TB3-7 / TB3-5)9motor limit109motor limit109latch out10WPWP1NWPWP1A9motor limit109motor limit109latch out10When using shuntcontacts connectthe bold wires as shown11aux12right11hand crk12left11aux12DC-DC-11aux12right11hand crk12left11aux12Note 1: A fuse is required for shortcircuit protection on the positive energyused for indication. Fuse: 10 amp,type SC, Form 1, class J or equivalent.Figure A-12. Typical Polarized <strong>Switch</strong> Repeater Relay Circuit Crossover, Indication in Hand ThrowP2496, Rev. 6, Jul/11 A-13 <strong>Alstom</strong> Signaling Inc.
DrawingsTypical Polarized <strong>Switch</strong> Repeater Relay Circuit CrossoverPoint detector contacts are shown in positionfor right hand point normally closed.NO INDICATION IN HAND THROWenergy endTB-31shunt2point detectorendTB-21shunt2TB-11power2powerRH pointnormallyclosedWP1ALH pointnormallyclosedWP1relay endTB-31shunt2point detectorendTB-21shunt2TB-11power2power3shunt45indicate63shunt45indicate634control56hand thrNWP1NWPNWP1WP3shunt45indicate63shunt45indicate634control56hand thrWhen using shuntcontacts connectthe bold wires as shown7indicate89motor limit1011aux12right7indicate89motor limit1011hand crk12left78 aux9latch out1011aux12Note 1DC+WPWP1DC-DC+NWPWP1ADC-7indicate89motor limit1011aux12right7indicate89motor limit1011hand crk12left78 aux9latch out1011aux12To verify indication for left handpoint normally closed, connect ameter to TB2 and or TB3 as follows:WP / NWPNWP1 / WP1NWP1 / WP1A(TB2-6 / TB2-8)(TB2-7 / TB2-5)(TB3-7 / TB3-5)To verify indication for right handpoint normally closed, connect ameter to TB2 and or TB3 as follows:NWP / WPNWP1 / WP1ANWP1 / WP1(TB2-6 / TB2-8)(TB2-7 / TB2-5)(TB3-7 / TB3-5)Note 1: A fuse is required for shortcircuit protection on the positive energyused for indication. Fuse: 10 amp,type SC, Form 1, class J or equivalent.Figure A-13. Typical Polarized <strong>Switch</strong> Repeater Relay Circuit Crossover, No Indication in Hand ThrowP2496, Rev. 6, Jul/11 A-14 <strong>Alstom</strong> Signaling Inc.
DrawingsTypical Polarized <strong>Switch</strong> Repeater Circuit, Single <strong>Switch</strong>Point detector contacts are shown in position forright hand point normally closed.NO INDICATION IN HAND THROWTB-3TB-2TB-11shunt23shunt41shunt23shunt41power2power34controlRH pointnormallyclosedNWPLH pointnormallyclosedWPTo verify indication for left hand pointnormally closed, connect a meter to TB2and or TB3 as follows:NWP / WP(TB2-7 / TB2-5)5indicate65indicate656hand thrTo verify indication for right hand pointnormally closed, connect a meter to TB2and or TB3 as follows:7indicate87indicate878auxNote 1DC+DC+WP / NWP(TB2-7 / TB2-5)9motor limit1011aux12right9motor limit1011hand crk12left9latch out1011aux12WPDC-NWPDC-When using shuntcontacts connect thebold wires as shownNote 1: A fuse is required for short circuitprotection on the positive energy used forindication. Fuse: 10 amp, type SC, Form 1,class J or equivalent.Figure A-14. Typical Polarized <strong>Switch</strong> Repeater Circuit, Single <strong>Switch</strong>, No Indication in Hand ThrowP2496, Rev. 6, Jul/11 A-15 <strong>Alstom</strong> Signaling Inc.
DrawingsTypical 6 Wire Polarized <strong>Switch</strong> Repeater Relay Circuit CrossoverPoint detector contacts are shown in positionfor right hand point normally closed.INDICATION IN HAND THROWenergy endTB-31shunt23shunt4point detectorendTB-21shunt23shunt4TB-11power2power34controlRH pointnormallyclosedWP1ANWP1NRWP1NWPLH pointnormallyclosedWP1NWP1NRWP1WPrelay endTB-31shunt23shunt4point detectorendTB-21shunt23shunt4TB-11power2power34controlTo verify indication for left handpoint normally closed, connect ameter to TB2 and or TB3 as follows:WP / NWPNRWP1 / WP1NWP1 / WP1A(TB2-6 / TB2-8)(TB2-7 / TB2-5)(TB3-7 / TB3-5)5indicate67indicate85indicate67indicate856hand thr78 auxNote 1DC+DC+5indicate67indicate85indicate67indicate856hand thr78 auxTo verify indication for right handpoint normally closed, connect ameter to TB2 and or TB3 as follows:NWP / WP (TB2-6 / TB2-8)NRWP1 / RWP1 (TB2-7 / TB2-5)NWP1 / WP1 (TB3-7 / TB3-5)9motor limit109motor limit109latch out10WPWP1NWPWP1A9motor limit109motor limit109latch out10When using shuntcontacts connectthe bold wires as shown11aux12right11hand crk12left11aux12DC-DC-11aux12right11hand crk12left11aux12Note 1: A fuse is required for shortcircuit protection on the positive energyused for indication. Fuse: 10 amp,type SC, Form 1, class J or equivalent.Figure A-15. Typical 6 Wire Polarized <strong>Switch</strong> Repeater Relay Circuit Crossover, Indication in Hand ThrowP2496, Rev. 6, Jul/11 A-16 <strong>Alstom</strong> Signaling Inc.
DrawingsA.2.9.Typical Neutral <strong>Switch</strong> CircuitsTypical Neutral <strong>Switch</strong> Repeater Circuit, Single <strong>Switch</strong>Point detector contacts are shown in position forright hand point normally closed.NO INDICATION IN HAND THROWTB-3TB-2TB-11shunt23shunt41shunt23shunt41power2power34controlRH pointnormallyclosedCRWPNWPLH pointnormallyclosedCNWPWPTo verify indication for left hand pointnormally closed, connect a meter to TB2and or TB3 as follows:CNWP / NWPRWP / CRWP(TB2-7 / TB2-5)(TB3-6 / TB3-8)5indicate67indicate85indicate67indicate856hand thr78 auxNote 1DC+DC+To verify indication for right hand pointnormally closed, connect a meter to TB2and or TB3 as follows:CRWP / RWPNWP / CNWP(TB2-7 / TB2-5)(TB3-6 / TB3-8)9motor limit1011aux12right9motor limit1011hand crk12left9latch out1011aux12NWPCNWPDC-RWPCRWPDC-When using shuntcontacts connect thebold wires as shownNote 1: A fuse is required for short circuitprotection on the positive energy used forindication. Fuse: 10 amp, type SC, Form 1,class J or equivalent.Figure A-16. Typical Neutral <strong>Switch</strong> Repeater Circuit, Single <strong>Switch</strong>, No Indication in Hand ThrowP2496, Rev. 6, Jul/11 A-17 <strong>Alstom</strong> Signaling Inc.
DrawingsTypical Neutral <strong>Switch</strong> Repeater Circuit, Single <strong>Switch</strong>Point detector contacts are shown in positionfor right hand point normally closed.INDICATION IN HAND THROWTB-3TB-2TB-11shunt21shunt21power2powerRH pointnormallyclosedLH pointnormallyclosedTo verify indication for left hand pointnormally closed, connect a meter to TB2and or TB3 as follows:CNWP / NWP(TB2-7 / TB2-5)3shunt45indicate67indicate83shunt45indicate67indicate834control56hand thr78 auxNote 1CRWPRWPDC+CNWPNWPDC+RWP / CRWPTo verify indication for right hand pointnormally closed, connect a meter to TB2and or TB3 as follows:CRWP / RWPNWP / CNWP(TB3-6 / TB3-8)(TB2-7 / TB2-5)(TB3-6 / TB3-8)9motor limit109motor limit109latch out10NWPCNWPRWPCRWPWhen using shuntcontacts connect thebold wires as shown11aux12right11hand crk12left11aux12DC-DC-Note 1: A fuse is required for short circuitprotection on the positive energy used forindication. Fuse: 10 amp, type SC, Form 1,class J or equivalent.Figure A-17. Typical Neutral <strong>Switch</strong> Repeater Circuit, Single <strong>Switch</strong>, Indication in Hand ThrowP2496, Rev. 6, Jul/11 A-18 <strong>Alstom</strong> Signaling Inc.
DrawingsTypical Neutral <strong>Switch</strong> Repeater Relay Circuit CrossoverPoint detector contacts are shown in positionfor right hand point normally closed.NO INDICATION IN HAND THROWTo verify indication for left handpoint normally closed, connect ameter to TB2 and or TB3 as follows:energy endTB-31shunt2point detectorendTB-21shunt2TB-11power2powerRH pointnormallyclosedCRWP1LH pointnormallyclosedCNWP1relay endTB-31shunt2point detectorendTB-21shunt2TB-11power2powerNWP / CNWP (TB2-5 / TB2-7)RWP / CRWP (TB3-6 / TB3-8)CNWP1 / NWP1 (TB2-7 / TB2-5)RWP1 / CRWP1 (TB3-6 / TB3-8)To verify indication for right handpoint normally closed, connect ameter to TB2 and or TB3 as follows:3shunt43shunt434controlRWP1RWPCRWPNWP1NWPCNWP3shunt43shunt434controlRWP / CRWP (TB2-5 / TB2-7)NWP / CNWP (TB3-6 / TB3-8)CRWP1 / RWP1 (TB2-7 / TB2-5)NWP1 / CNWP1 (TB3-6 / TB3-8)5indicate65indicate656hand thrCNWPNWPCRWPRWP5indicate65indicate656hand thr7indicate87indicate878auxNote 1DC+DC+7indicate87indicate878auxWhen using shuntcontacts connectthe bold wires as shown9motor limit109motor limit109latch out10NWP1CNWP1CWP1RWP1CRWP1CWP19motor limit109motor limit109latch out1011aux12right11hand crk12left11aux12DC-DC-11aux12right11hand crk12left11aux12Note 1: A fuse is requiredfor short circuit protectionon the positive energy usedfor indication. Fuse: 10 amp,type SC, Form 1, class J orequivalent.Figure A-18. Typical Neutral <strong>Switch</strong> Repeater Relay Circuit Crossover, No Indication in Hand ThrowP2496, Rev. 6, Jul/11 A-19 <strong>Alstom</strong> Signaling Inc.
DrawingsTypical Neutral <strong>Switch</strong> Repeater Relay Circuit CrossoverPoint detector contacts are shown in positionfor right hand point normally closed.INDICATION IN HAND THROWTo verify indication for left handpoint normally closed, connect ameter to TB2 and or TB3 as follows:energy endTB-31shunt2point detectorendTB-21shunt2TB-11power2powerRH pointnormallyclosedCRWP1LH pointnormallyclosedCNWP1relay endTB-31shunt2point detectorendTB-21shunt2TB-11power2powerNWP / CNWP (TB2-5 / TB2-7)RWP / CRWP (TB3-6 / TB3-8)CNWP1 / NWP1 (TB2-7 / TB2-5)RWP1 / CRWP1 (TB3-6 / TB3-8)To verify indication for right handpoint normally closed, connect ameter to TB2 and or TB3 as follows:3shunt43shunt434controlRWP1RWPCRWPNWP1NWPCNWP3shunt43shunt434controlRWP / CRWP (TB2-5 / TB2-7)NWP / CNWP (TB3-6 / TB3-8)CRWP1 / RWP1 (TB2-7 / TB2-5)NWP1 / CNWP1 (TB3-6 / TB3-8)5indicate65indicate656hand thrCNWPNWPCRWPRWP5indicate65indicate656hand thr7indicate87indicate878auxNote 1DC+DC+7indicate87indicate878auxWhen using shuntcontacts connectthe bold wires as shown9motor limit109motor limit109latch out10NWP1CNWP1DC-RWP1CRWP1DC-9motor limit109motor limit109latch out1011aux12right11hand crk12left11aux1211aux12right11hand crk12left11aux12Note 1: A fuse is required for shortcircuit protection on the positiveenergy used for indication.Fuse: 10 amp, type SC, Form 1,class J or equivalent.Figure A-19. Typical Neutral <strong>Switch</strong> Repeater Relay Circuit Crossover, Indication in Hand ThrowP2496, Rev. 6, Jul/11 A-20 <strong>Alstom</strong> Signaling Inc.
DrawingsA.2.10. GM4000A Wiring DiagramFigure A-20. GM4000A Wiring Diagram, Sheet 1 of 4P2496, Rev. 6, Jul/11 A-21 <strong>Alstom</strong> Signaling Inc.
DrawingsFigure A-20. GM4000A Wiring Diagram, Sheet 2 of 4P2496, Rev. 6, Jul/11 A-22 <strong>Alstom</strong> Signaling Inc.
DrawingsFigure A-20. GM4000A Wiring Diagram, Sheet 3 of 4P2496, Rev. 6, Jul/11 A-23 <strong>Alstom</strong> Signaling Inc.
DrawingsFigure A-20. GM4000A Wiring Diagram, Sheet 4 of 4.P2496, Rev. 6, Jul/11 A-24 <strong>Alstom</strong> Signaling Inc.
FOR QUESTIONS AND INQUIRIES, CONTACT CUSTOMER SERVICE AT1-800-717-4477ORWWW.ALSTOMSIGNALINGSOLUTIONS.COMALSTOM SIGNALING INC.1025 JOHN STREETWEST HENRIETTA, NY 14586