

WINTER 2017
Distributor's Link Magazine Winter Issue 2017 / Vol 40 No1
Distributor's Link Magazine Winter Issue 2017 / Vol 40 No1

Create successful ePaper yourself
Turn your PDF publications into a flip-book with our unique Google optimized e-Paper software.
14<br />
THE DISTRIBUTOR’S LINK<br />
Laurence Claus<br />
Laurence Claus is the President of NNi Training and Consulting, Inc. He has 25 years of<br />
experience with a medium sized automotive fastener manufacturer, holding positions<br />
including Vice President of Engineering, General Manager, Director of Quality, Director<br />
of New Business Development and Applications Engineer. In 2012 he formed NNi<br />
offering technical and business training courses as well as technical consulting, expert<br />
witness and consultation work. He can be reached at 847-867-7363 or by email:<br />
Lclaus@NNiTraining.com. You can learn more about NNi at www.NNiTraining.com.<br />
FUNDAMENTALS OF THREAD FORMING SCREWS - PART 2:<br />
THREAD FORMING SCREWS FOR THERMOPLASTICS<br />
Review<br />
Looking back at Part 1 of this series, we explored<br />
the fundamental science of thread forming screws. We<br />
learned that although the material the screw is thread<br />
forming is important in how we view the entire system,<br />
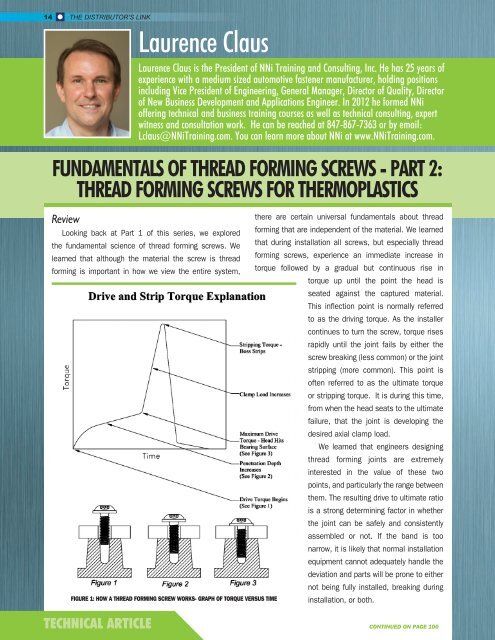
FIGURE 1: HOW A THREAD FORMING SCREW WORKS- GRAPH OF TORQUE VERSUS TIME<br />
there are certain universal fundamentals about thread<br />
forming that are independent of the material. We learned<br />
that during installation all screws, but especially thread<br />
forming screws, experience an immediate increase in<br />
torque followed by a gradual but continuous rise in<br />
torque up until the point the head is<br />
seated against the captured material.<br />
This inflection point is normally referred<br />
to as the driving torque. As the installer<br />
continues to turn the screw, torque rises<br />
rapidly until the joint fails by either the<br />
screw breaking (less common) or the joint<br />
stripping (more common). This point is<br />
often referred to as the ultimate torque<br />
or stripping torque. It is during this time,<br />
from when the head seats to the ultimate<br />
failure, that the joint is developing the<br />
desired axial clamp load.<br />
We learned that engineers designing<br />
thread forming joints are extremely<br />
interested in the value of these two<br />
points, and particularly the range between<br />
them. The resulting drive to ultimate ratio<br />
is a strong determining factor in whether<br />
the joint can be safely and consistently<br />
assembled or not. If the band is too<br />
narrow, it is likely that normal installation<br />
equipment cannot adequately handle the<br />
deviation and parts will be prone to either<br />
not being fully installed, breaking during<br />
installation, or both.<br />
TECHNICAL ARTICLE<br />
CONTINUED ON PAGE 100














