Insulation Produzione dell'espanso rigido poliuretanico (PUR)
Insulation Produzione dell'espanso rigido poliuretanico (PUR)
Insulation Produzione dell'espanso rigido poliuretanico (PUR)

Create successful ePaper yourself
Turn your PDF publications into a flip-book with our unique Google optimized e-Paper software.
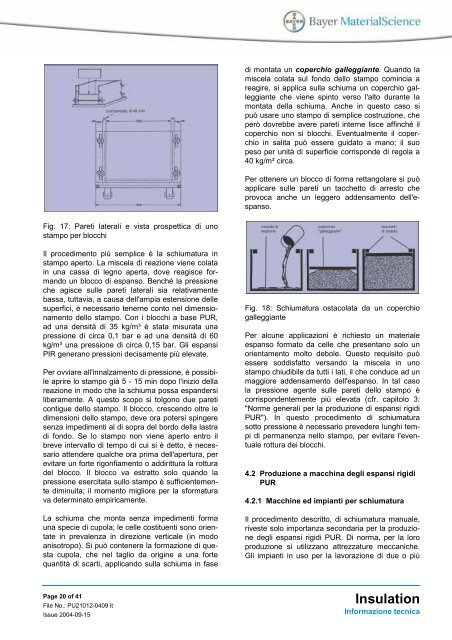
Fig. 17: Pareti laterali e vista prospettica di uno<br />
stampo per blocchi<br />
Il procedimento più semplice è la schiumatura in<br />
stampo aperto. La miscela di reazione viene colata<br />
in una cassa di legno aperta, dove reagisce formando<br />
un blocco di espanso. Benché la pressione<br />
che agisce sulle pareti laterali sia relativamente<br />
bassa, tuttavia, a causa dell'ampia estensione delle<br />
superfici, è necessario tenerne conto nel dimensionamento<br />
dello stampo. Con i blocchi a base <strong>PUR</strong>,<br />
ad una densità di 35 kg/m³ è stata misurata una<br />
pressione di circa 0,1 bar e ad una densità di 60<br />
kg/m³ una pressione di circa 0,15 bar. Gli espansi<br />
PIR generano pressioni decisamente più elevate.<br />
Per ovviare all'innalzamento di pressione, è possibile<br />
aprire lo stampo già 5 - 15 min dopo l'inizio della<br />
reazione in modo che la schiuma possa espandersi<br />
liberamente. A questo scopo si tolgono due pareti<br />
contigue dello stampo. Il blocco, crescendo oltre le<br />
dimensioni dello stampo, deve ora potersi spingere<br />
senza impedimenti al di sopra del bordo della lastra<br />
di fondo. Se lo stampo non viene aperto entro il<br />
breve intervallo di tempo di cui si è detto, è necessario<br />
attendere qualche ora prima dell'apertura, per<br />
evitare un forte rigonfiamento o addirittura la rottura<br />
del blocco. Il blocco va estratto solo quando la<br />
pressione esercitata sullo stampo è sufficientemente<br />
diminuita; il momento migliore per la sformatura<br />
va determinato empiricamente.<br />
La schiuma che monta senza impedimenti forma<br />
una specie di cupola; le celle costituenti sono orientate<br />
in prevalenza in direzione verticale (in modo<br />
anisotropo). Si può contenere la formazione di questa<br />
cupola, che nel taglio da origine a una forte<br />
quantità di scarti, applicando sulla schiuma in fase<br />
Page 20 of 41<br />
File No.: PU21012-0409 it<br />
Issue 2004-09-15<br />
di montata un coperchio galleggiante. Quando la<br />
miscela colata sul fondo dello stampo comincia a<br />
reagire, si applica sulla schiuma un coperchio galleggiante<br />
che viene spinto verso l'alto durante la<br />
montata della schiuma. Anche in questo caso si<br />
può usare uno stampo di semplice costruzione, che<br />
però dovrebbe avere pareti interne lisce affinché il<br />
coperchio non si blocchi. Eventualmente il coperchio<br />
in salita può essere guidato a mano; il suo<br />
peso per unità di superficie corrisponde di regola a<br />
40 kg/m² circa.<br />
Per ottenere un blocco di forma rettangolare si può<br />
applicare sulle pareti un tacchetto di arresto che<br />
provoca anche un leggero addensamento <strong>dell'espanso</strong>.<br />
Fig. 18: Schiumatura ostacolata da un coperchio<br />
galleggiante<br />
Per alcune applicazioni è richiesto un materiale<br />
espanso formato da celle che presentano solo un<br />
orientamento molto debole. Questo requisito può<br />
essere soddisfatto versando la miscela in uno<br />
stampo chiudibile da tutti i lati, il che conduce ad un<br />
maggiore addensamento <strong>dell'espanso</strong>. In tal caso<br />
la pressione agente sulle pareti dello stampo è<br />
corrispondentemente più elevata (cfr. capitolo 3:<br />
"Norme generali per la produzione di espansi rigidi<br />
<strong>PUR</strong>"). In questo procedimento di schiumatura<br />
sotto pressione è necessario prevedere lunghi tempi<br />
di permanenza nello stampo, per evitare l'eventuale<br />
rottura dei blocchi.<br />
4.2 <strong>Produzione</strong> a macchina degli espansi rigidi<br />
<strong>PUR</strong><br />
4.2.1 Macchine ed impianti per schiumatura<br />
Il procedimento descritto, di schiumatura manuale,<br />
riveste solo importanza secondaria per la produzione<br />
degli espansi rigidi <strong>PUR</strong>. Di norma, per la loro<br />
produzione si utilizzano attrezzature meccaniche.<br />
Gli impianti in uso per la lavorazione di due o più<br />
<strong>Insulation</strong><br />
Informazione tecnica