Insulation Produzione dell'espanso rigido poliuretanico (PUR)
Insulation Produzione dell'espanso rigido poliuretanico (PUR)
Insulation Produzione dell'espanso rigido poliuretanico (PUR)

Create successful ePaper yourself
Turn your PDF publications into a flip-book with our unique Google optimized e-Paper software.
VN mass<br />
0,<br />
3 x 150<br />
= =<br />
2 x 1<br />
Page 30 of 41<br />
File No.: PU21012-0409 it<br />
Issue 2004-09-15<br />
22,<br />
5<br />
m / min.<br />
Le velocità di trasporto dipendono dallo spessore<br />
delle lastre e dalla lunghezza della zona sotto pressione<br />
e sono comprese fra 2 e 12 m/min. In alcuni<br />
casi speciali possono giungere fino a 20 m/min.<br />
A velocità più elevate non è possibile effettuare<br />
l'applicazione col sistema oscillante. In questi casi<br />
ci si serve di teste di miscelazione in posizione<br />
stazionaria ed eventualmente di speciali tecniche di<br />
distribuzione.<br />
Linea di schiumatura<br />
Osservando l'impianto dal lato, è possibile riconoscere<br />
la linea di schiumatura della miscela reagente.<br />
Lo stato stazionario necessario per ottenere risultati<br />
riproducibili si può considerare raggiunto quando la<br />
linea di schiumatura mantiene la sua posizione<br />
rispetto all'ambiente circostante: a questo fine è<br />
necessario regolare fra loro l'andamento della reazione<br />
e la velocità di trasporto.<br />
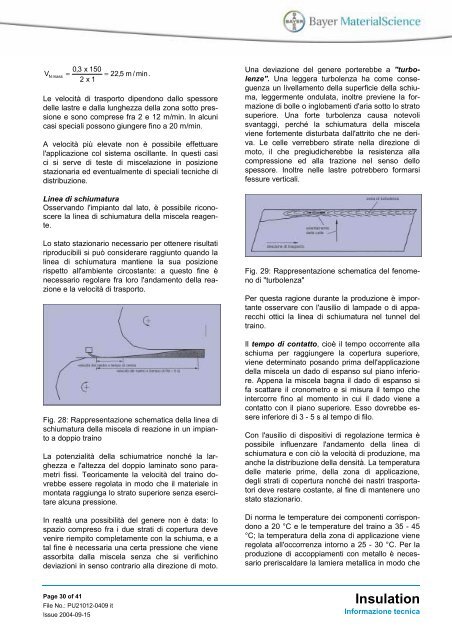
Fig. 28: Rappresentazione schematica della linea di<br />
schiumatura della miscela di reazione in un impianto<br />
a doppio traino<br />
La potenzialità della schiumatrice nonché la larghezza<br />
e l'altezza del doppio laminato sono parametri<br />
fissi. Teoricamente la velocità del traino dovrebbe<br />
essere regolata in modo che il materiale in<br />
montata raggiunga lo strato superiore senza esercitare<br />
alcuna pressione.<br />
In realtà una possibilità del genere non è data: lo<br />
spazio compreso fra i due strati di copertura deve<br />
venire riempito completamente con la schiuma, e a<br />
tal fine è necessaria una certa pressione che viene<br />
assorbita dalla miscela senza che si verifichino<br />
deviazioni in senso contrario alla direzione di moto.<br />
Una deviazione del genere porterebbe a "turbolenze".<br />
Una leggera turbolenza ha come conseguenza<br />
un livellamento della superficie della schiuma,<br />
leggermente ondulata, inoltre previene la formazione<br />
di bolle o inglobamenti d'aria sotto lo strato<br />
superiore. Una forte turbolenza causa notevoli<br />
svantaggi, perché la schiumatura della miscela<br />
viene fortemente disturbata dall'attrito che ne deriva.<br />
Le celle verrebbero stirate nella direzione di<br />
moto, il che pregiudicherebbe la resistenza alla<br />
compressione ed alla trazione nel senso dello<br />
spessore. Inoltre nelle lastre potrebbero formarsi<br />
fessure verticali.<br />
Fig. 29: Rappresentazione schematica del fenomeno<br />
di "turbolenza"<br />
Per questa ragione durante la produzione è importante<br />
osservare con l'ausilio di lampade o di apparecchi<br />
ottici la linea di schiumatura nel tunnel del<br />
traino.<br />
Il tempo di contatto, cioè il tempo occorrente alla<br />
schiuma per raggiungere la copertura superiore,<br />
viene determinato posando prima dell'applicazione<br />
della miscela un dado di espanso sul piano inferiore.<br />
Appena la miscela bagna il dado di espanso si<br />
fa scattare il cronometro e si misura il tempo che<br />
intercorre fino al momento in cui il dado viene a<br />
contatto con il piano superiore. Esso dovrebbe essere<br />
inferiore di 3 - 5 s al tempo di filo.<br />
Con l'ausilio di dispositivi di regolazione termica è<br />
possibile influenzare l'andamento della linea di<br />
schiumatura e con ciò la velocità di produzione, ma<br />
anche la distribuzione della densità. La temperatura<br />
delle materie prime, della zona di applicazione,<br />
degli strati di copertura nonché dei nastri trasportatori<br />
deve restare costante, al fine di mantenere uno<br />
stato stazionario.<br />
Di norma le temperature dei componenti corrispondono<br />
a 20 °C e le temperature del traino a 35 - 45<br />
°C; la temperatura della zona di applicazione viene<br />
regolata all'occorrenza intorno a 25 - 30 °C. Per la<br />
produzione di accoppiamenti con metallo è necessario<br />
preriscaldare la lamiera metallica in modo che<br />
<strong>Insulation</strong><br />
Informazione tecnica