

Thermoformen in der Praxis - ILLIG Maschinenbau GmbH & Co. KG
Thermoformen in der Praxis - ILLIG Maschinenbau GmbH & Co. KG
Thermoformen in der Praxis - ILLIG Maschinenbau GmbH & Co. KG

Erfolgreiche ePaper selbst erstellen
Machen Sie aus Ihren PDF Publikationen ein blätterbares Flipbook mit unserer einzigartigen Google optimierten e-Paper Software.
10 2 Grundlagen und Begriffe im <strong>Thermoformen</strong><br />
2.5 Formfläche,E<strong>in</strong>zugsfläche,Spannrand<br />
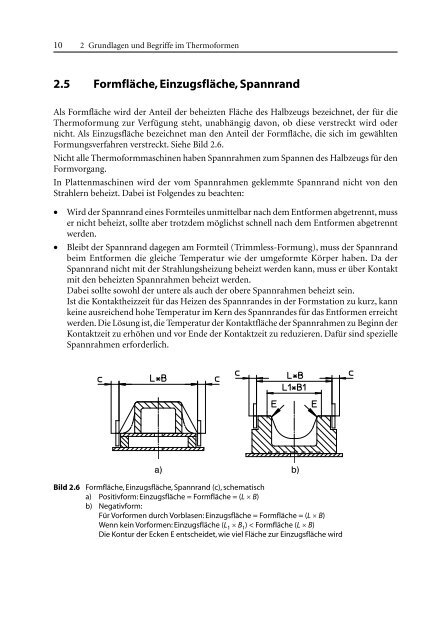
Als Formfläche wird <strong>der</strong> Anteil <strong>der</strong> beheizten Fläche des Halbzeugs bezeichnet, <strong>der</strong> für die<br />
Thermoformung zur Verfügung steht, unabhängig davon, ob diese verstreckt wird o<strong>der</strong><br />
nicht. Als E<strong>in</strong>zugsfläche bezeichnet man den Anteil <strong>der</strong> Formfläche, die sich im gewählten<br />
Formungsverfahren verstreckt. Siehe Bild 2.6.<br />
Nicht alle Thermoformmasch<strong>in</strong>en haben Spannrahmen zum Spannen des Halbzeugs für den<br />
Formvorgang.<br />
In Plattenmasch<strong>in</strong>en wird <strong>der</strong> vom Spannrahmen geklemmte Spannrand nicht von den<br />
Strahlern beheizt. Dabei ist Folgendes zu beachten:<br />
•<br />
•<br />
Wird <strong>der</strong> Spannrand e<strong>in</strong>es Formteiles unmittelbar nach dem Entformen abgetrennt, muss<br />
er nicht beheizt, sollte aber trotzdem möglichst schnell nach dem Entformen abgetrennt<br />
werden.<br />
Bleibt <strong>der</strong> Spannrand dagegen am Formteil (Trimmless-Formung), muss <strong>der</strong> Spannrand<br />
beim Entformen die gleiche Temperatur wie <strong>der</strong> umgeformte Körper haben. Da <strong>der</strong><br />
Spannrand nicht mit <strong>der</strong> Strahlungsheizung beheizt werden kann, muss er über Kontakt<br />
mit den beheizten Spannrahmen beheizt werden.<br />
Dabei sollte sowohl <strong>der</strong> untere als auch <strong>der</strong> obere Spannrahmen beheizt se<strong>in</strong>.<br />
Ist die Kontaktheizzeit für das Heizen des Spannrandes <strong>in</strong> <strong>der</strong> Formstation zu kurz, kann<br />
ke<strong>in</strong>e ausreichend hohe Temperatur im Kern des Spannrandes für das Entformen erreicht<br />
werden. Die Lösung ist, die Temperatur <strong>der</strong> Kontaktfläche <strong>der</strong> Spannrahmen zu Beg<strong>in</strong>n <strong>der</strong><br />
Kontaktzeit zu erhöhen und vor Ende <strong>der</strong> Kontaktzeit zu reduzieren. Dafür s<strong>in</strong>d spezielle<br />
Spannrahmen erfor<strong>der</strong>lich.<br />
a) b)<br />
Bild 2.6 Formfläche, E<strong>in</strong>zugsfläche, Spannrand (c), schematisch<br />
a) Positivform: E<strong>in</strong>zugsfläche = Formfläche = (L × B)<br />
b) Negativform:<br />
Für Vorformen durch Vorblasen: E<strong>in</strong>zugsfläche = Formfläche = (L × B)<br />
Wenn ke<strong>in</strong> Vorformen: E<strong>in</strong>zugsfläche (L 1 × B 1 )














