

Thermoformen in der Praxis - ILLIG Maschinenbau GmbH & Co. KG
Thermoformen in der Praxis - ILLIG Maschinenbau GmbH & Co. KG
Thermoformen in der Praxis - ILLIG Maschinenbau GmbH & Co. KG

Erfolgreiche ePaper selbst erstellen
Machen Sie aus Ihren PDF Publikationen ein blätterbares Flipbook mit unserer einzigartigen Google optimierten e-Paper Software.
12 2 Grundlagen und Begriffe im <strong>Thermoformen</strong><br />
2.7 Entformungsschrägen<br />
Der W<strong>in</strong>kel zwischen Seitenwand und Entformungsrichtung wird als Entformungsschräge<br />
bezeichnet.<br />
Entformt wird, sobald die dickste Stelle des geformten Teils bis unterhalb <strong>der</strong> Erweichungstemperatur<br />
abgekühlt ist. Je länger mit dem Entformen gewartet wird, desto stärker kühlt<br />
das geformte Teil ab.Aufgrund <strong>der</strong> Längenän<strong>der</strong>ungen schrumpft e<strong>in</strong> positiv geformtes Teil<br />
auf das Formwerkzeug. E<strong>in</strong> negativ geformtes Teil schrumpft bei e<strong>in</strong>er E<strong>in</strong>fachform von <strong>der</strong><br />
Werkzeugwand weg.<br />
Um sicher entformen zu können, muss das Formteil steif genug se<strong>in</strong>. Das Formteil darf,<br />
<strong>in</strong>sbeson<strong>der</strong>e bei Positivformen, nicht zu kalt werden. Die Entformzeit ist immer e<strong>in</strong> Teil <strong>der</strong><br />
Taktzeit und muss so kurz wie möglich se<strong>in</strong>.Wichtig ist die Kontrolle <strong>der</strong> nachfließenden Luft<br />
zwischen Werkzeugwand und Formteil während des Entformens. Das Formteil darf während<br />
des Entformvorgangs nicht deformieren.All diese Kriterien lassen sich nur mit Entformschrägen<br />
erreichen. E<strong>in</strong>e Entformungsschräge soll immer so groß wie möglich gewählt werden. Je<br />
größer die Entformungsschräge, umso schneller kann entformt werden – was auch die Taktzeit<br />
verkürzt. E<strong>in</strong>e große Entformungsschräge verr<strong>in</strong>gert das Risiko <strong>der</strong> Deformation des Formteils<br />
bei <strong>der</strong> Entformung.Anzustrebende Entformungsschrägen für Positiv-Formwerkzeuge und<br />
für Mehrfach-Negativ-Formwerkzeuge:<br />
α• = 3 bis 5°<br />
α• < 0,5° für Schw<strong>in</strong>dung < 0,5 % und langsame Entformung.<br />
Das Entformen von e<strong>in</strong>em positiv geformten Teil mit e<strong>in</strong>er Entformungsschräge α von 0° ist<br />
pr<strong>in</strong>zipiell unter folgenden Bed<strong>in</strong>gungen möglich:<br />
•<br />
•<br />
die Entformtemperatur liegt knapp unterhalb <strong>der</strong> Erweichungstemperatur.<br />
die Entformluft und die Entformgeschw<strong>in</strong>digkeit s<strong>in</strong>d fe<strong>in</strong> dosierbar.<br />
Entformungsschrägen α von 0° s<strong>in</strong>d nicht für die Serienproduktion geeignet.<br />
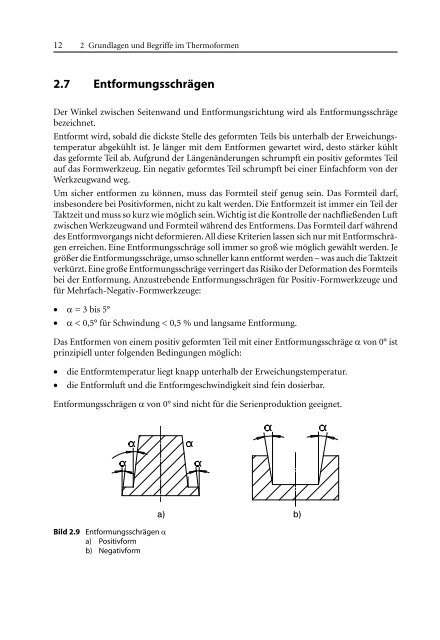
Bild 2.9 Entformungsschrägen α<br />
a) Positivform<br />
b) Negativform<br />
a) b)














