

Thermoformen in der Praxis - ILLIG Maschinenbau GmbH & Co. KG
Thermoformen in der Praxis - ILLIG Maschinenbau GmbH & Co. KG
Thermoformen in der Praxis - ILLIG Maschinenbau GmbH & Co. KG

Erfolgreiche ePaper selbst erstellen
Machen Sie aus Ihren PDF Publikationen ein blätterbares Flipbook mit unserer einzigartigen Google optimierten e-Paper Software.
18 2 Grundlagen und Begriffe im <strong>Thermoformen</strong><br />
2.13 Verh<strong>in</strong><strong>der</strong>n <strong>der</strong> Faltenbildung<br />
2.13.1 Verh<strong>in</strong><strong>der</strong>n von Falten an Positivformen<br />
Möglichkeiten für das Verh<strong>in</strong><strong>der</strong>n <strong>der</strong> Falten:<br />
a) Än<strong>der</strong>ung <strong>der</strong> Masch<strong>in</strong>ene<strong>in</strong>stellungen.<br />
– Durch Verr<strong>in</strong>gerung des Querschnitts für die Abluft reduziert sich die Stauchgeschw<strong>in</strong>digkeit.<br />
Bei Vakuumformmasch<strong>in</strong>en wird <strong>der</strong> Vakuumquerschnitt für kurze<br />
Zeit reduziert („Vorvakuum“).<br />
– Materialtemperatur korrigieren: Material etwas höher aufheizen, wenn dieses während<br />
des Ausformens zu schnell erkaltet ist. Material etwas weniger aufheizen, wenn dieses<br />
während des Ausformens zu schnell ausgeformt wird.<br />
b) Verh<strong>in</strong><strong>der</strong>n von Falten durch Än<strong>der</strong>ung <strong>der</strong> Spannrahmens mit dem Ziel <strong>der</strong> Verr<strong>in</strong>gerung<br />
des E<strong>in</strong>zugsbereiches an den Ecken.<br />
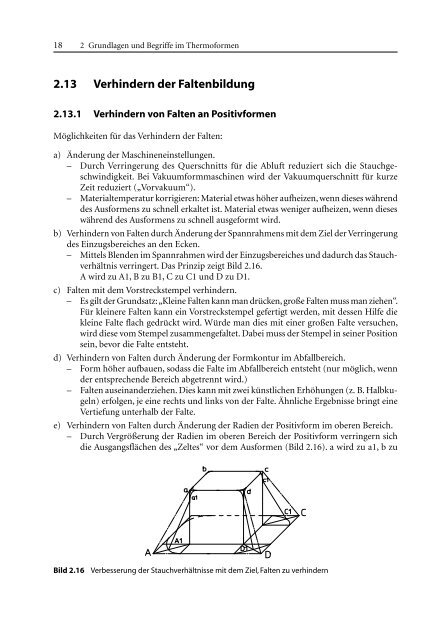
– Mittels Blenden im Spannrahmen wird <strong>der</strong> E<strong>in</strong>zugsbereiches und dadurch das Stauchverhältnis<br />
verr<strong>in</strong>gert. Das Pr<strong>in</strong>zip zeigt Bild 2.16.<br />
A wird zu A1, B zu B1, C zu C1 und D zu D1.<br />
c) Falten mit dem Vorstreckstempel verh<strong>in</strong><strong>der</strong>n.<br />
– Es gilt <strong>der</strong> Grundsatz:„Kle<strong>in</strong>e Falten kann man drücken,große Falten muss man ziehen“.<br />
Für kle<strong>in</strong>ere Falten kann e<strong>in</strong> Vorstreckstempel gefertigt werden, mit dessen Hilfe die<br />
kle<strong>in</strong>e Falte flach gedrückt wird.Würde man dies mit e<strong>in</strong>er großen Falte versuchen,<br />
wird diese vom Stempel zusammengefaltet. Dabei muss <strong>der</strong> Stempel <strong>in</strong> se<strong>in</strong>er Position<br />
se<strong>in</strong>, bevor die Falte entsteht.<br />
d) Verh<strong>in</strong><strong>der</strong>n von Falten durch Än<strong>der</strong>ung <strong>der</strong> Formkontur im Abfallbereich.<br />
– Form höher aufbauen, sodass die Falte im Abfallbereich entsteht (nur möglich, wenn<br />
<strong>der</strong> entsprechende Bereich abgetrennt wird.)<br />
– Falten ause<strong>in</strong>an<strong>der</strong>ziehen. Dies kann mit zwei künstlichen Erhöhungen (z. B. Halbkugeln)<br />
erfolgen, je e<strong>in</strong>e rechts und l<strong>in</strong>ks von <strong>der</strong> Falte. Ähnliche Ergebnisse br<strong>in</strong>gt e<strong>in</strong>e<br />
Vertiefung unterhalb <strong>der</strong> Falte.<br />
e) Verh<strong>in</strong><strong>der</strong>n von Falten durch Än<strong>der</strong>ung <strong>der</strong> Radien <strong>der</strong> Positivform im oberen Bereich.<br />
– Durch Vergrößerung <strong>der</strong> Radien im oberen Bereich <strong>der</strong> Positivform verr<strong>in</strong>gern sich<br />
die Ausgangsflächen des „Zeltes“ vor dem Ausformen (Bild 2.16). a wird zu a1, b zu<br />
Bild 2.16 Verbesserung <strong>der</strong> Stauchverhältnisse mit dem Ziel, Falten zu verh<strong>in</strong><strong>der</strong>n














