

DVS_Bericht_386LP

Sie wollen auch ein ePaper? Erhöhen Sie die Reichweite Ihrer Titel.
YUMPU macht aus Druck-PDFs automatisch weboptimierte ePaper, die Google liebt.
Für das weitere Vorgehen wird somit ein Bandpassfilter mit einer Nennwellenläge von 690 nm ±10 nm<br />
verwendet.<br />
3.3 Synchronisation Kamera – Prozess<br />
Bei dem Schweißen mit dem Impulslichtbogen führen die unterschiedlichen Prozessphasen<br />
(Hochstromphase, Grundstromphase) zu Differenzen in der Bildhelligkeit. Die unterschiedlichen Bildhelligkeit<br />
bei sonst konstanten Kameraeinstellungen sind in Bild 4 dargestellt.<br />
Bild 4. Prozessphasenabhängige Bildhelligkeit bei konstanten Kameraeinstellungen<br />
In der Hochstromphase ist das Bild überbelichtet und eine Detektion der Prozessmerkmale ist nicht möglich.<br />
Bei den gewählten Kameraeinstellungen ist das Bild in der Grundstromphase ausreichend belichtet. Die<br />
Schmelzbadkontur und der Schweißdraht sind klar erkennbar. Bei einer konstant eingestellten Aufnahmerate<br />
erfolgt die Auslösung zufällig in unterschiedlichen Prozessphasen. Um dies zu verhindern und somit<br />
gleichbleibende Bildqualitäten zu erreichen, ist das Wissen über die aktuelle Prozessphase relevant. Hierüber<br />
können entweder die Kameraeinstellungen der jeweiligen Prozessphase angepasst werden oder sichergestellt<br />
werden, dass der Auslösezeitpunkt in konstanten Prozessphasen erfolgt. In dieser Arbeit wird die<br />
Synchronisation des Auslösezeitpunkts zum Prozess gewählt.<br />
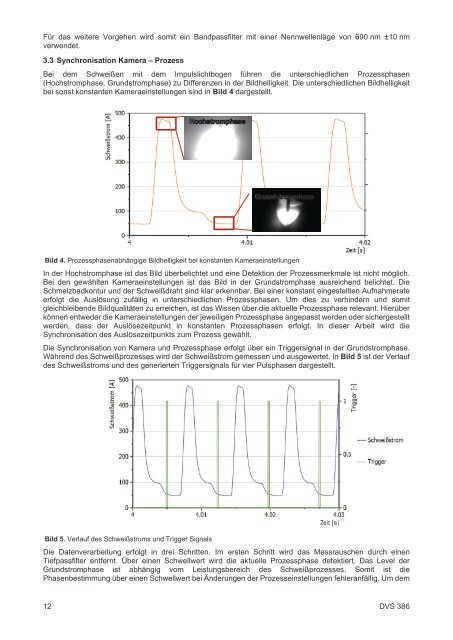
Die Synchronisation von Kamera und Prozessphase erfolgt über ein Triggersignal in der Grundstromphase.<br />
Während des Schweißprozesses wird der Schweißstrom gemessen und ausgewertet. In Bild 5 ist der Verlauf<br />
des Schweißstroms und des generierten Triggersignals für vier Pulsphasen dargestellt.<br />
Bild 5. Verlauf des Schweißstroms und Trigger Signals<br />
Die Datenverarbeitung erfolgt in drei Schritten. Im ersten Schritt wird das Messrauschen durch einen<br />
Tiefpassfilter entfernt. Über einen Schwellwert wird die aktuelle Prozessphase detektiert. Das Level der<br />
Grundstromphase ist abhängig vom Leistungsbereich des Schweißprozesses. Somit ist die<br />
Phasenbestimmung über einen Schwellwert bei Änderungen der Prozesseinstellungen fehleranfällig. Um dem<br />
12<br />
<strong>DVS</strong> 386














