Moderne Vier-Schwellen- Stopftechnologie - Plasser & Theurer
Moderne Vier-Schwellen- Stopftechnologie - Plasser & Theurer
Moderne Vier-Schwellen- Stopftechnologie - Plasser & Theurer

Erfolgreiche ePaper selbst erstellen
Machen Sie aus Ihren PDF Publikationen ein blätterbares Flipbook mit unserer einzigartigen Google optimierten e-Paper Software.
1<br />
Bahnanlagen + Instandhaltung<br />
2 <strong>Stopftechnologie</strong> heute<br />
2.1 Die Notwendigkeit des Stopfens<br />
Die wichtigsten Gründe für das Stopfen<br />
sind:<br />
• Die Beseitigung von Gleisfehlern in Höhe<br />
und Richtung, damit die Betriebssicherheit<br />
und der Fahrkomfort der Züge<br />
gegeben sind.<br />
• Die Beseitigung der <strong>Schwellen</strong>hohllagen,<br />
damit die Last gleichmäßig auf die<br />
<strong>Schwellen</strong> verteilt und in den Untergrund<br />
abgeleitet wird.<br />
• Die Herstellung von definierten Auflagern,<br />
um Instabilitäten wie das <strong>Schwellen</strong>reiten<br />
zu vermeiden und<br />
• die Verbesserung der Gleisqualität bevor<br />
ein nicht mehr umkehrbarer Verfall des<br />
Gleises einsetzt.<br />
2.2 Die Asynchron-Gleichdruckstopfung<br />
Die fachgerecht durchgeführte Asynchron-<br />
Gleichdruckstopfung erzeugt hinsichtlich<br />
der vertikalen Steifigkeit und Lastverteilung<br />
kontinuierliche und homogene <strong>Schwellen</strong>auflager.<br />
Bei der asynchronen Gleichdruck-<br />
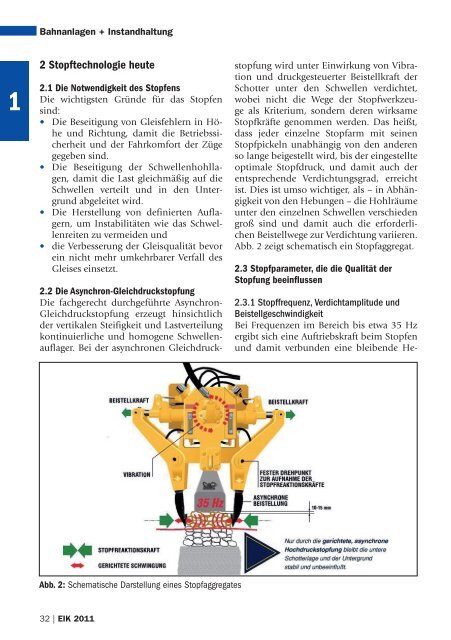
Abb. 2: Schematische Darstellung eines Stopfaggregates<br />
32 | EIK 2011<br />
stopfung wird unter Einwirkung von Vibration<br />
und druckgesteuerter Beistellkraft der<br />
Schotter unter den <strong>Schwellen</strong> verdichtet,<br />
wobei nicht die Wege der Stopfwerkzeuge<br />
als Kriterium, sondern deren wirksame<br />
Stopfkräfte genommen werden. Das heißt,<br />
dass jeder einzelne Stopfarm mit seinen<br />
Stopfpickeln unabhängig von den anderen<br />
so lange beigestellt wird, bis der eingestellte<br />
optimale Stopfdruck, und damit auch der<br />
entsprechende Verdichtungsgrad, erreicht<br />
ist. Dies ist umso wichtiger, als – in Abhängigkeit<br />
von den Hebungen – die Hohlräume<br />
unter den einzelnen <strong>Schwellen</strong> verschieden<br />
groß sind und damit auch die erforderlichen<br />
Beistellwege zur Verdichtung variieren.<br />
Abb. 2 zeigt schematisch ein Stopfaggregat.<br />
2.3 Stopfparameter, die die Qualität der<br />
Stopfung beeinflussen<br />
2.3.1 Stopffrequenz, Verdichtamplitude und<br />
Beistellgeschwindigkeit<br />
Bei Frequenzen im Bereich bis etwa 35 Hz<br />
ergibt sich eine Auftriebskraft beim Stopfen<br />
und damit verbunden eine bleibende He-<br />
031_052_Lichtberger.indd 32 02.11.10 10:21