

TOOLED THICK COMPOSITES by ARVEN H. SAUNDERS III ...
TOOLED THICK COMPOSITES by ARVEN H. SAUNDERS III ...
TOOLED THICK COMPOSITES by ARVEN H. SAUNDERS III ...

Create successful ePaper yourself
Turn your PDF publications into a flip-book with our unique Google optimized e-Paper software.
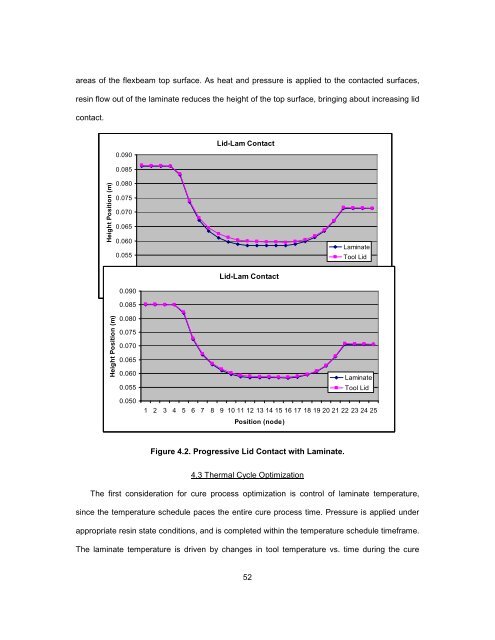
areas of the flexbeam top surface. As heat and pressure is applied to the contacted surfaces,<br />
resin flow out of the laminate reduces the height of the top surface, bringing about increasing lid<br />
contact.<br />
Height Position (m)<br />
Height Position (m)<br />
0.090<br />
0.085<br />
0.080<br />
0.075<br />
0.070<br />
0.065<br />
0.060<br />
0.055<br />
0.050<br />
0.090<br />
0.085<br />
0.080<br />
0.075<br />
0.070<br />
0.065<br />
0.060<br />
0.055<br />
0.050<br />
Lid-Lam Contact<br />
1 2 3 4 5 6 7 8 9 Lid-Lam 10 11 12 Contact 13 14 15 16 17 18 19 20 21 22 23 24 25<br />
Position (node)<br />
52<br />
Laminate<br />
Tool Lid<br />
1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25<br />
Position (node)<br />
Figure 4.2. Progressive Lid Contact with Laminate.<br />
4.3 Thermal Cycle Optimization<br />
Laminate<br />
Tool Lid<br />
The first consideration for cure process optimization is control of laminate temperature,<br />
since the temperature schedule paces the entire cure process time. Pressure is applied under<br />
appropriate resin state conditions, and is completed within the temperature schedule timeframe.<br />
The laminate temperature is driven <strong>by</strong> changes in tool temperature vs. time during the cure













