

TOOLED THICK COMPOSITES by ARVEN H. SAUNDERS III ...
TOOLED THICK COMPOSITES by ARVEN H. SAUNDERS III ...
TOOLED THICK COMPOSITES by ARVEN H. SAUNDERS III ...

You also want an ePaper? Increase the reach of your titles
YUMPU automatically turns print PDFs into web optimized ePapers that Google loves.
Temperature (C)<br />
250<br />
200<br />
150<br />
100<br />
50<br />
8552 Flexbeam Typical Cure Cycle with 0.25C/min ramp rates<br />
0<br />
0 60 120 180 240 300 360 420 480 540 600 660 720 780 840 900 960<br />
Time (min)<br />
54<br />
ToolTemp<br />
ThickMid<br />
MidMid<br />
ThinMid<br />
MaxTDelta<br />
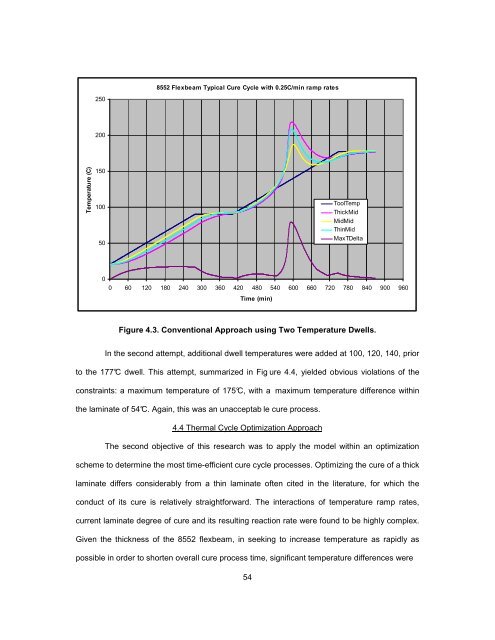
Figure 4.3. Conventional Approach using Two Temperature Dwells.<br />
In the second attempt, additional dwell temperatures were added at 100, 120, 140, prior<br />
to the 177°C dwell. This attempt, summarized in Fig ure 4.4, yielded obvious violations of the<br />
constraints: a maximum temperature of 175°C, with a maximum temperature difference within<br />
the laminate of 54°C. Again, this was an unacceptab le cure process.<br />
4.4 Thermal Cycle Optimization Approach<br />
The second objective of this research was to apply the model within an optimization<br />
scheme to determine the most time-efficient cure cycle processes. Optimizing the cure of a thick<br />
laminate differs considerably from a thin laminate often cited in the literature, for which the<br />
conduct of its cure is relatively straightforward. The interactions of temperature ramp rates,<br />
current laminate degree of cure and its resulting reaction rate were found to be highly complex.<br />
Given the thickness of the 8552 flexbeam, in seeking to increase temperature as rapidly as<br />
possible in order to shorten overall cure process time, significant temperature differences were













