

CMDITR Review of Undergraduate Research - Pluto - University of ...
CMDITR Review of Undergraduate Research - Pluto - University of ...
CMDITR Review of Undergraduate Research - Pluto - University of ...

Create successful ePaper yourself
Turn your PDF publications into a flip-book with our unique Google optimized e-Paper software.
Fiber drawing process<br />
1. In the initial heating process, a preform with a<br />
diameter D p is lowered into the furnace at a<br />
velocity V p .<br />
2. After the preform is heated, it necks down by<br />
its own weight (or with an applied tension)<br />
into a smaller diameter, ultimately exiting the<br />
bottom <strong>of</strong> the furnace.<br />
3. The lower piece <strong>of</strong> preform is cut <strong>of</strong>f, and the<br />
fiber is then put under a continuous applied<br />
tension, exiting the bottom <strong>of</strong> the furnace at<br />
diameter D f and velocity V f .<br />
Once the system has reached steady state<br />
conditions, it is possible to change two variables<br />
to control the fiber diameter. Namely, these two<br />
variables are the speed at which the preform is<br />
lowered into the furnace, and the speed at which<br />
the fiber exists.<br />
Since the cross-sectional area <strong>of</strong> the preform<br />
and fiber differs, the speed at which they enter<br />
and exit also differs. The relationship between<br />
the preform entering and fiber exiting can be<br />
described as (when the system is in steady state):<br />
where ρ is the density <strong>of</strong> the preform – assumed<br />
to be constant in this process.<br />
The preform doped at 1 wt % pyrene was<br />
drawn after being dried in a Marshall furnace,<br />
kept at 90ºC, for two weeks. Due to time<br />
constraints, however, the preform was drawn<br />
without any cladding.<br />
Conclusion<br />
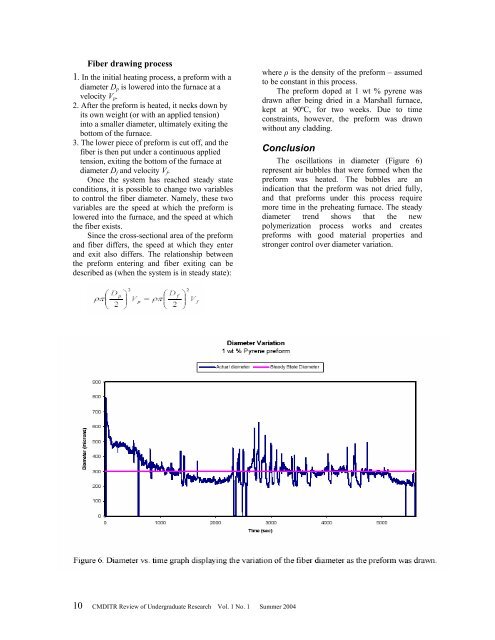
The oscillations in diameter (Figure 6)<br />
represent air bubbles that were formed when the<br />
preform was heated. The bubbles are an<br />
indication that the preform was not dried fully,<br />
and that preforms under this process require<br />
more time in the preheating furnace. The steady<br />
diameter trend shows that the new<br />
polymerization process works and creates<br />
preforms with good material properties and<br />
stronger control over diameter variation.<br />
10 <strong>CMDITR</strong> <strong>Review</strong> <strong>of</strong> <strong>Undergraduate</strong> <strong>Research</strong> Vol. 1 No. 1 Summer 2004

