

CMDITR Review of Undergraduate Research - Pluto - University of ...
CMDITR Review of Undergraduate Research - Pluto - University of ...
CMDITR Review of Undergraduate Research - Pluto - University of ...

You also want an ePaper? Increase the reach of your titles
YUMPU automatically turns print PDFs into web optimized ePapers that Google loves.
Fiber cladding preparation<br />
In order for light to pass through an optical<br />
fiber, there must be total internal reflection. Total<br />
internal reflection is a phenomenon that occurs<br />
between two materials <strong>of</strong> differing indices <strong>of</strong><br />
refraction, where a light signal is reflected away<br />
from the material with the lower index <strong>of</strong><br />
refraction. Through this successive bouncing<br />
back and forth, a light signal is able to travel<br />
through a fiber.<br />
Polymer optical fiber is usually composed <strong>of</strong><br />
three materials: the core material, cladding, and<br />
final layer coating. The core is the material<br />
through which the light moves.<br />
Surrounding the core is a material with a<br />
lower index <strong>of</strong> refraction than the core, called the<br />
cladding. Light that hits the core-cladding<br />
interface at an angle greater than the critical<br />
angle is reflected away from the cladding, and<br />
light is able to “bounce” through the fiber core.<br />
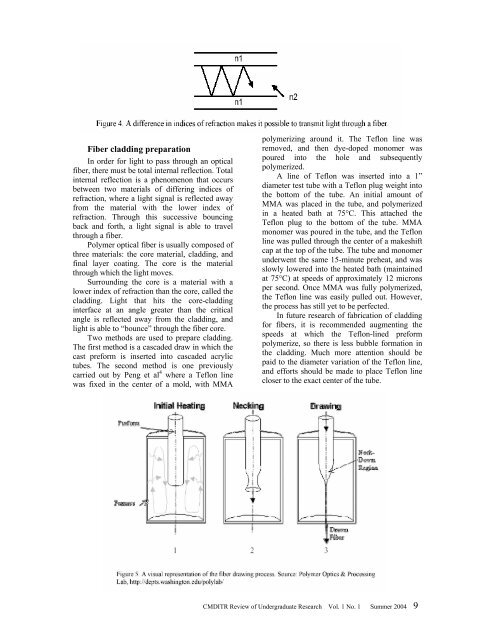
Two methods are used to prepare cladding.<br />
The first method is a cascaded draw in which the<br />
cast preform is inserted into cascaded acrylic<br />
tubes. The second method is one previously<br />
carried out by Peng et al 4 where a Teflon line<br />
was fixed in the center <strong>of</strong> a mold, with MMA<br />
polymerizing around it. The Teflon line was<br />
removed, and then dye-doped monomer was<br />
poured into the hole and subsequently<br />
polymerized.<br />
A line <strong>of</strong> Teflon was inserted into a 1”<br />
diameter test tube with a Teflon plug weight into<br />
the bottom <strong>of</strong> the tube. An initial amount <strong>of</strong><br />
MMA was placed in the tube, and polymerized<br />
in a heated bath at 75°C. This attached the<br />
Teflon plug to the bottom <strong>of</strong> the tube. MMA<br />
monomer was poured in the tube, and the Teflon<br />
line was pulled through the center <strong>of</strong> a makeshift<br />
cap at the top <strong>of</strong> the tube. The tube and monomer<br />
underwent the same 15-minute preheat, and was<br />
slowly lowered into the heated bath (maintained<br />
at 75°C) at speeds <strong>of</strong> approximately 12 microns<br />
per second. Once MMA was fully polymerized,<br />
the Teflon line was easily pulled out. However,<br />
the process has still yet to be perfected.<br />
In future research <strong>of</strong> fabrication <strong>of</strong> cladding<br />
for fibers, it is recommended augmenting the<br />
speeds at which the Teflon-lined preform<br />
polymerize, so there is less bubble formation in<br />
the cladding. Much more attention should be<br />
paid to the diameter variation <strong>of</strong> the Teflon line,<br />
and efforts should be made to place Teflon line<br />
closer to the exact center <strong>of</strong> the tube.<br />
<strong>CMDITR</strong> <strong>Review</strong> <strong>of</strong> <strong>Undergraduate</strong> <strong>Research</strong> Vol. 1 No. 1 Summer 2004 9

