

August 2011 - Haas Automation, Inc.
August 2011 - Haas Automation, Inc.
August 2011 - Haas Automation, Inc.

Create successful ePaper yourself
Turn your PDF publications into a flip-book with our unique Google optimized e-Paper software.
SERVO<br />
ON<br />
CYCLE<br />
START<br />
STEP<br />
RUNNING<br />
EMERGENCY<br />
STOP<br />
JOG<br />
OVER<br />
LOAD<br />
HIGH<br />
LOAD<br />
ZERO<br />
RETURN<br />
CLEAR<br />
ZERO<br />
SET<br />
MODE<br />
RUN<br />
PROG<br />
DISPLAY<br />
SCAN<br />
STEP<br />
SCAN<br />
Introduction<br />
The <strong>Haas</strong> rotary tables and indexers are fully automatic, programmable, positioning<br />
devices. The units are made up of two parts: The mechanical head, that holds the<br />
workpiece, and the control.<br />
The unit was specifically designed for rapid positioning of parts in secondary<br />
operations such as milling, drilling, and tapping. The device is especially suited to<br />
automatic machines such as NC mills and automatic production machines. The<br />
control can be remotely activated by your equipment and does not require human<br />
assistance, resulting in fully automatic operation. Furthermore, one unit can be<br />
used on several different machines, thereby eliminating the need for multiple units.<br />
Positioning of the workpiece is accomplished by programming the angular movements,<br />
these positions are stored in the control. Up to seven programs can be<br />
stored, and the battery powered memory will retain the program when the power is<br />
turned off.<br />
The control is programmed in steps (angle) sizes from .001 to 999.999°. There can<br />
be 99 steps, for each program, and each step can be repeated (looped) 999 times.<br />
The optional RS-232 interface can be used to upload, download, enter data, read<br />
position, start, and stop motor operation.<br />
This system of the rotary control and unit is defined as a “semi-fourth axis”. This<br />
means that the table cannot do simultaneous interpolation with other axes. Linear<br />
moves or spirals can be generated by having an axis of the mill move at the same<br />
time the rotary table moves; the “Programming” section describes this in detail.<br />
HRTs, TRTs, and TRs are equipped with a pneumatic brake; compressed air (approx.<br />
100 psi) is needed to activate the brake.<br />
Unpacking and Setup<br />
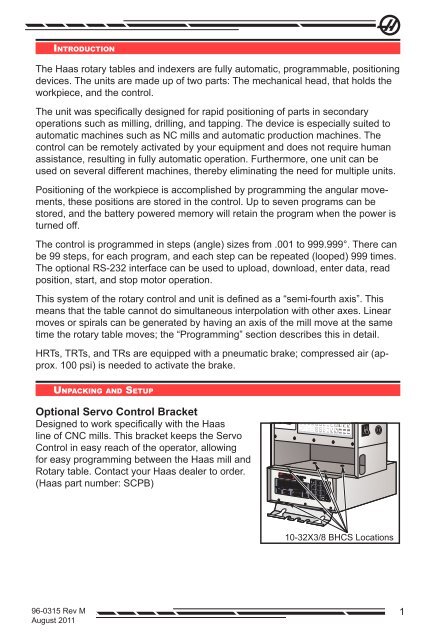
Optional Servo Control Bracket<br />
Designed to work specifically with the <strong>Haas</strong><br />
line of CNC mills. This bracket keeps the Servo<br />
Control in easy reach of the operator, allowing<br />
for easy programming between the <strong>Haas</strong> mill and<br />
Rotary table. Contact your <strong>Haas</strong> dealer to order.<br />
(<strong>Haas</strong> part number: SCPB)<br />
Brushless<br />
Rotary<br />
Control 7 8 9<br />
DEGREES<br />
- +<br />
0 9<br />
4<br />
1<br />
5<br />
2<br />
0<br />
6<br />
3<br />
-<br />
10-32X3/8 BHCS Locations<br />
96-0315 Rev M<br />
<strong>August</strong> <strong>2011</strong><br />
1














