

Operating instructions - EWM Hightec Welding GmbH
Operating instructions - EWM Hightec Welding GmbH
Operating instructions - EWM Hightec Welding GmbH

Create successful ePaper yourself
Turn your PDF publications into a flip-book with our unique Google optimized e-Paper software.
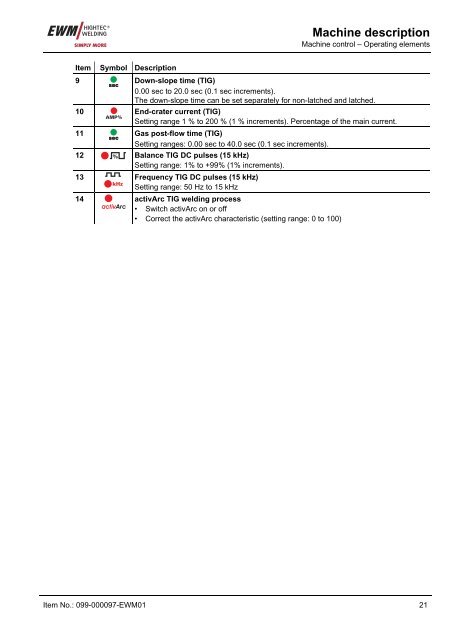
Machine description<br />
Machine control – <strong>Operating</strong> elements<br />
Item Symbol Description 0<br />
9<br />
10<br />
11<br />
sec<br />
AMP%<br />
sec<br />
Down-slope time (TIG)<br />
0.00 sec to 20.0 sec (0.1 sec increments).<br />
The down-slope time can be set separately for non-latched and latched.<br />
End-crater current (TIG)<br />
Setting range 1 % to 200 % (1 % increments). Percentage of the main current.<br />
Gas post-flow time (TIG)<br />
Setting ranges: 0.00 sec to 40.0 sec (0.1 sec increments).<br />
12 Balance TIG DC pulses (15 kHz)<br />
Setting range: 1% to +99% (1% increments).<br />
13 Frequency TIG DC pulses (15 kHz)<br />
Setting range: 50 Hz to 15 kHz<br />
14 activArc TIG welding process<br />
• Switch activArc on or off<br />
• Correct the activArc characteristic (setting range: 0 to 100)<br />
Item No.: 099-000097-<strong>EWM</strong>01 21














