

Operating instructions - EWM Hightec Welding GmbH
Operating instructions - EWM Hightec Welding GmbH
Operating instructions - EWM Hightec Welding GmbH

You also want an ePaper? Increase the reach of your titles
YUMPU automatically turns print PDFs into web optimized ePapers that Google loves.
Functional characteristics<br />
<strong>Operating</strong> concepts<br />
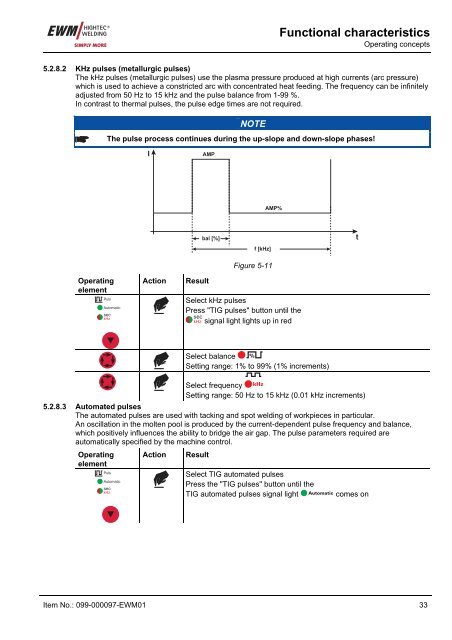
5.2.8.2 KHz pulses (metallurgic pulses)<br />
The kHz pulses (metallurgic pulses) use the plasma pressure produced at high currents (arc pressure)<br />
which is used to achieve a constricted arc with concentrated heat feeding. The frequency can be infinitely<br />
adjusted from 50 Hz to 15 kHz and the pulse balance from 1-99 %.<br />
In contrast to thermal pulses, the pulse edge times are not required.<br />
NOTE<br />
The pulse process continues during the up-slope and down-slope phases!<br />
Figure 5-11<br />
<strong>Operating</strong><br />
element<br />
Puls<br />
Automatic<br />
sec<br />
kHz<br />
Action<br />
Result<br />
Select kHz pulses<br />
Press "TIG pulses" button until the<br />
sec<br />
kHz signal light lights up in red<br />
Select balance<br />
Setting range: 1% to 99% (1% increments)<br />
Select frequency<br />
Setting range: 50 Hz to 15 kHz (0.01 kHz increments)<br />
5.2.8.3 Automated pulses<br />
The automated pulses are used with tacking and spot welding of workpieces in particular.<br />
An oscillation in the molten pool is produced by the current-dependent pulse frequency and balance,<br />
which positively influences the ability to bridge the air gap. The pulse parameters required are<br />
automatically specified by the machine control.<br />
<strong>Operating</strong><br />
element<br />
Puls<br />
Automatic<br />
sec<br />
kHz<br />
Action<br />
Result<br />
Select TIG automated pulses<br />
Press the "TIG pulses" button until the<br />
TIG automated pulses signal light<br />
comes on<br />
Item No.: 099-000097-<strong>EWM</strong>01 33














