

CPT International 4/2019

You also want an ePaper? Increase the reach of your titles
YUMPU automatically turns print PDFs into web optimized ePapers that Google loves.
MELTING SHOP<br />
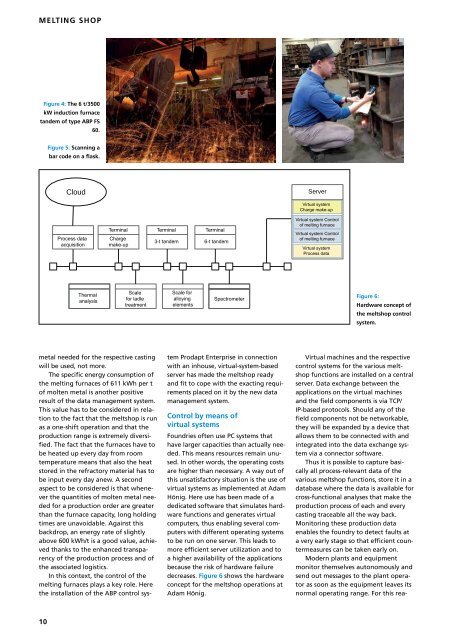
Figure 4: The 6 t/3500<br />
kW induction furnace<br />
tandem of type ABP FS<br />
60.<br />
Figure 5: Scanning a<br />
bar code on a flask.<br />
Process data<br />
acquisition<br />
Terminal Terminal Terminal<br />
Charge<br />
make-up<br />
3-t tandem<br />
6-t tandem<br />
Virtual system<br />
Charge make-up<br />
Virtual system Control<br />
of melting furnace<br />
Virtual system Control<br />
of melting furnace<br />
Virtual system<br />
Process data<br />
Thermal<br />
analysis<br />
Scale<br />
for ladle<br />
treatment<br />
Scale for<br />
alloying<br />
elements<br />
Spectrometer<br />
Figure 6:<br />
Hardware concept of<br />
the meltshop control<br />
system.<br />
metal needed for the respective casting<br />
will be used, not more.<br />
The specific energy consumption of<br />
the melting furnaces of 611 kWh per t<br />
of molten metal is another positive<br />
result of the data management system.<br />
This value has to be considered in relation<br />
to the fact that the meltshop is run<br />
as a one-shift operation and that the<br />
production range is extremely diversified.<br />
The fact that the furnaces have to<br />
be heated up every day from room<br />
temperature means that also the heat<br />
stored in the refractory material has to<br />
be input every day anew. A second<br />
aspect to be considered is that whenever<br />
the quantities of molten metal needed<br />
for a production order are greater<br />
than the furnace capacity, long holding<br />
times are unavoidable. Against this<br />
backdrop, an energy rate of slightly<br />
above 600 kWh/t is a good value, achieved<br />
thanks to the enhanced transparency<br />
of the production process and of<br />
the associated logistics.<br />
In this context, the control of the<br />
melting furnaces plays a key role. Here<br />
the installation of the ABP control system<br />
Prodapt Enterprise in connection<br />
with an inhouse, virtual-system-based<br />
server has made the meltshop ready<br />
and fit to cope with the exacting requirements<br />
placed on it by the new data<br />
management system.<br />
Control by means of<br />
virtual systems<br />
Foundries often use PC systems that<br />
have larger capacities than actually needed.<br />
This means resources remain unused.<br />
In other words, the operating costs<br />
are higher than necessary. A way out of<br />
this unsatisfactory situation is the use of<br />
virtual systems as implemented at Adam<br />
Hönig. Here use has been made of a<br />
dedicated software that simulates hardware<br />
functions and generates virtual<br />
computers, thus enabling several computers<br />
with different operating systems<br />
to be run on one server. This leads to<br />
more efficient server utilization and to<br />
a higher availability of the applications<br />
because the risk of hardware failure<br />
decreases. Figure 6 shows the hardware<br />
concept for the meltshop operations at<br />
Adam Hönig.<br />
Virtual machines and the respective<br />
control systems for the various meltshop<br />
functions are installed on a central<br />
server. Data exchange between the<br />
applications on the virtual machines<br />
and the field components is via TCP/<br />
IP-based protocols. Should any of the<br />
field components not be networkable,<br />
they will be expanded by a device that<br />
allows them to be connected with and<br />
integrated into the data exchange system<br />
via a connector software.<br />
Thus it is possible to capture basically<br />
all process-relevant data of the<br />
various meltshop functions, store it in a<br />
database where the data is available for<br />
cross-functional analyses that make the<br />
production process of each and every<br />
casting traceable all the way back.<br />
Monitoring these production data<br />
enables the foundry to detect faults at<br />
a very early stage so that efficient countermeasures<br />
can be taken early on.<br />
Modern plants and equipment<br />
monitor themselves autonomously and<br />
send out messages to the plant operator<br />
as soon as the equipment leaves its<br />
normal operating range. For this rea-<br />
10













