Consolidated Tech Man - Holo-Krome
Consolidated Tech Man - Holo-Krome
Consolidated Tech Man - Holo-Krome

You also want an ePaper? Increase the reach of your titles
YUMPU automatically turns print PDFs into web optimized ePapers that Google loves.
HOLO-KROME NYLOK ® HEX-SOCKET SCREWS<br />
The Nylok Corporation is the originator of the NYLOK (R) process, by<br />
which any threaded part can be made self-locking. The Nylok self-locking<br />
method consists of a nylon patch, strip or pellet, permanently bonded onto<br />
or embedded into the threads of any fastener.<br />
Whether your application requires patch, pellet or strip, this method<br />
provides a degree of holding power not otherwise possible. The principle<br />
is the same for all three types. When mating threads are engaged, the<br />
tough, resilient nylon element is compressed, and, with all of the clearances<br />
thereby closed, a strong counterforce is established, which creates<br />
a metal-to-metal contact, which not only locks, but also gives sealing<br />
properties and sets up a positive resistance to vibration.<br />
The nylon element has a strong memory, and will return to its original<br />
shape after removal, providing an excellent degree of re-usability for the<br />
system. It retains its high strength properties at temperatures up to 250°<br />
F, and is virtually unaffected by alcohol, gasoline, caustic soda, and most<br />
commercial solvents. This element can be added to standard parts, or<br />
built into any special fasteners when needed. <strong>Holo</strong>-<strong>Krome</strong> Engineers will<br />
be happy to recommend the proper locking method for any specific<br />
application, based on such factors as type of material, complexity of the<br />
parts, hardness, wall thickness, etc. Please contact the <strong>Holo</strong>-<strong>Krome</strong><br />
Engineering department for assistance in adapting the Nylok self-locking<br />
fastening method to your application.<br />
RECOMMENDATIONS FOR PROPER APPLICATION OF HOLO-<br />
KROME NYLON INSERT SOCKET SCREWS<br />
The Basic Function of the <strong>Holo</strong>-<strong>Krome</strong> Nylon-modified self-locking screw<br />
is to induce greater friction between the mating external and internal<br />
threads, thereby providing a self-locking holding action. It is, therefore,<br />
extremely important to convey the fact that the internal mating thread has<br />
a direct effect on the function of the induced locking torque and reusability<br />
of the screw and, if improperly tapped, can actually cause failure of the<br />
self-locking element. For most effective performance the following precautions<br />
and suggestions should be observed, and recommendations as<br />
noted herein should be followed:<br />
1. To provide proper entry of the modified screw into the internal thread<br />
and to prevent possible shearing of the nylon before thread engagement,<br />
44<br />
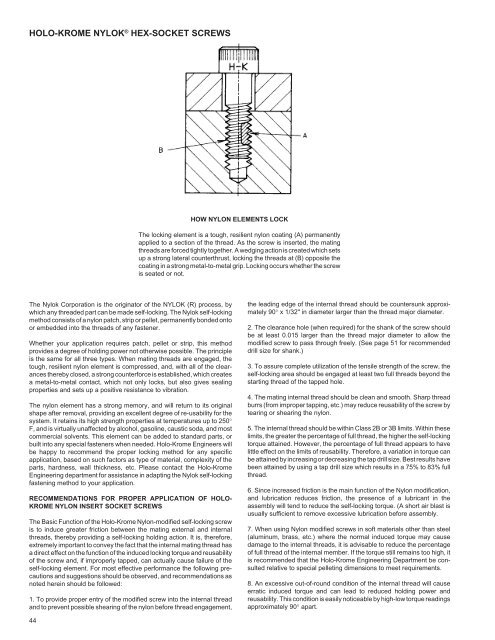
HOW NYLON ELEMENTS LOCK<br />
The locking element is a tough, resilient nylon coating (A) permanently<br />
applied to a section of the thread. As the screw is inserted, the mating<br />
threads are forced tightly together. A wedging action is created which sets<br />
up a strong lateral counterthrust, locking the threads at (B) opposite the<br />
coating in a strong metal-to-metal grip. Locking occurs whether the screw<br />
is seated or not.<br />
the leading edge of the internal thread should be countersunk approximately<br />
90° x 1/32" in diameter larger than the thread major diameter.<br />
2. The clearance hole (when required) for the shank of the screw should<br />
be at least 0.015 larger than the thread major diameter to allow the<br />
modified screw to pass through freely. (See page 51 for recommended<br />
drill size for shank.)<br />
3. To assure complete utilization of the tensile strength of the screw, the<br />
self-locking area should be engaged at least two full threads beyond the<br />
starting thread of the tapped hole.<br />
4. The mating internal thread should be clean and smooth. Sharp thread<br />
burrs (from improper tapping, etc.) may reduce reusability of the screw by<br />
tearing or shearing the nylon.<br />
5. The internal thread should be within Class 2B or 3B limits. Within these<br />
limits, the greater the percentage of full thread, the higher the self-locking<br />
torque attained. However, the percentage of full thread appears to have<br />
little effect on the limits of reusability. Therefore, a variation in torque can<br />
be attained by increasing or decreasing the tap drill size. Best results have<br />
been attained by using a tap drill size which results in a 75% to 83% full<br />
thread.<br />
6. Since increased friction is the main function of the Nylon modification,<br />
and lubrication reduces friction, the presence of a lubricant in the<br />
assembly will tend to reduce the self-locking torque. (A short air blast is<br />
usually sufficient to remove excessive lubrication before assembly.<br />
7. When using Nylon modified screws in soft materials other than steel<br />
(aluminum, brass, etc.) where the normal induced torque may cause<br />
damage to the internal threads, it is advisable to reduce the percentage<br />
of full thread of the internal member. If the torque still remains too high, it<br />
is recommended that the <strong>Holo</strong>-<strong>Krome</strong> Engineering Department be consulted<br />
relative to special pelleting dimensions to meet requirements.<br />
8. An excessive out-of-round condition of the internal thread will cause<br />
erratic induced torque and can lead to reduced holding power and<br />
reusability. This condition is easily noticeable by high-low torque readings<br />
approximately 90° apart.