Download unter - Schleicher Electronic
Download unter - Schleicher Electronic
Download unter - Schleicher Electronic

Erfolgreiche ePaper selbst erstellen
Machen Sie aus Ihren PDF Publikationen ein blätterbares Flipbook mit unserer einzigartigen Google optimierten e-Paper Software.
G-Funktionen<br />
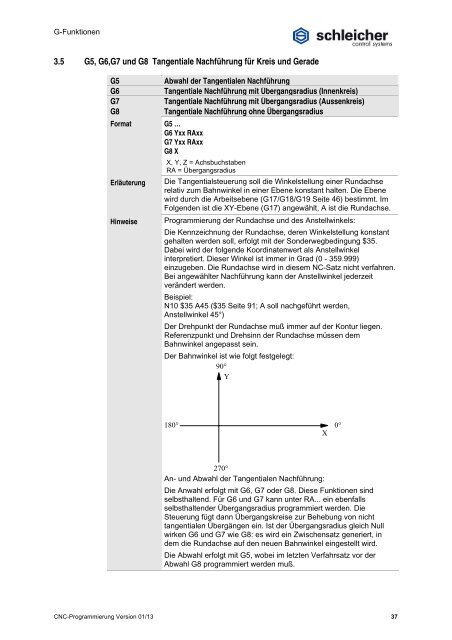
3.5 G5, G6,G7 und G8 Tangentiale Nachführung für Kreis und Gerade<br />
G5 Abwahl der Tangentialen Nachführung<br />
G6 Tangentiale Nachführung mit Übergangsradius (Innenkreis)<br />
G7 Tangentiale Nachführung mit Übergangsradius (Aussenkreis)<br />
G8 Tangentiale Nachführung ohne Übergangsradius<br />
Format G5 …<br />
G6 Yxx RAxx<br />
G7 Yxx RAxx<br />
G8 X<br />
X, Y, Z = Achsbuchstaben<br />
RA = Übergangsradius<br />
Erläuterung Die Tangentialsteuerung soll die Winkelstellung einer Rundachse<br />
relativ zum Bahnwinkel in einer Ebene konstant halten. Die Ebene<br />
wird durch die Arbeitsebene (G17/G18/G19 Seite 46) bestimmt. Im<br />
Folgenden ist die XY-Ebene (G17) angewählt, A ist die Rundachse.<br />
Hinweise Programmierung der Rundachse und des Anstellwinkels:<br />
Die Kennzeichnung der Rundachse, deren Winkelstellung konstant<br />
gehalten werden soll, erfolgt mit der Sonderwegbedingung $35.<br />
Dabei wird der folgende Koordinatenwert als Anstellwinkel<br />
interpretiert. Dieser Winkel ist immer in Grad (0 - 359.999)<br />
einzugeben. Die Rundachse wird in diesem NC-Satz nicht verfahren.<br />
Bei angewählter Nachführung kann der Anstellwinkel jederzeit<br />
verändert werden.<br />
Beispiel:<br />
N10 $35 A45 ($35 Seite 91; A soll nachgeführt werden,<br />
Anstellwinkel 45°)<br />
Der Drehpunkt der Rundachse muß immer auf der Kontur liegen.<br />
Referenzpunkt und Drehsinn der Rundachse müssen dem<br />
Bahnwinkel angepasst sein.<br />
Der Bahnwinkel ist wie folgt festgelegt:<br />
90°<br />
Y<br />
180°<br />
270°<br />
An- und Abwahl der Tangentialen Nachführung:<br />
Die Anwahl erfolgt mit G6, G7 oder G8. Diese Funktionen sind<br />
selbsthaltend. Für G6 und G7 kann <strong>unter</strong> RA... ein ebenfalls<br />
selbsthaltender Übergangsradius programmiert werden. Die<br />
Steuerung fügt dann Übergangskreise zur Behebung von nicht<br />
tangentialen Übergängen ein. Ist der Übergangsradius gleich Null<br />
wirken G6 und G7 wie G8: es wird ein Zwischensatz generiert, in<br />
dem die Rundachse auf den neuen Bahnwinkel eingestellt wird.<br />
Die Abwahl erfolgt mit G5, wobei im letzten Verfahrsatz vor der<br />
Abwahl G8 programmiert werden muß.<br />
CNC-Programmierung Version 01/13 37<br />
X<br />
0°