Download unter - Schleicher Electronic
Download unter - Schleicher Electronic
Download unter - Schleicher Electronic

Erfolgreiche ePaper selbst erstellen
Machen Sie aus Ihren PDF Publikationen ein blätterbares Flipbook mit unserer einzigartigen Google optimierten e-Paper Software.
G-Funktionen<br />
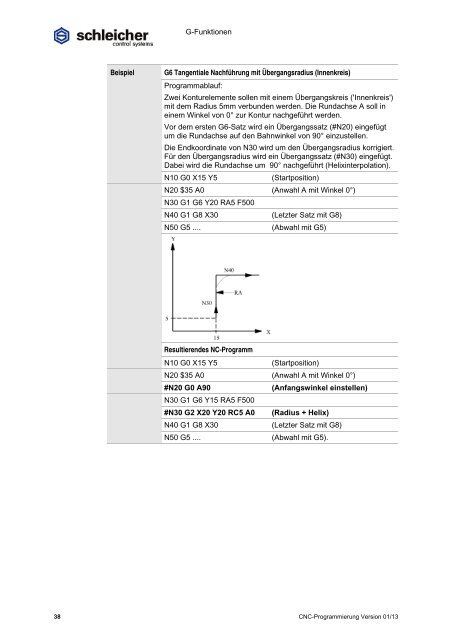
Beispiel G6 Tangentiale Nachführung mit Übergangsradius (Innenkreis)<br />
Programmablauf:<br />
Zwei Konturelemente sollen mit einem Übergangskreis ('Innenkreis')<br />
mit dem Radius 5mm verbunden werden. Die Rundachse A soll in<br />
einem Winkel von 0° zur Kontur nachgeführt werden.<br />
Vor dem ersten G6-Satz wird ein Übergangssatz (#N20) eingefügt<br />
um die Rundachse auf den Bahnwinkel von 90° einzustellen.<br />
Die Endkoordinate von N30 wird um den Übergangsradius korrigiert.<br />
Für den Übergangsradius wird ein Übergangssatz (#N30) eingefügt.<br />
Dabei wird die Rundachse um 90° nachgeführt (Helixinterpolation).<br />
N10 G0 X15 Y5 (Startposition)<br />
N20 $35 A0 (Anwahl A mit Winkel 0°)<br />
N30 G1 G6 Y20 RA5 F500<br />
N40 G1 G8 X30 (Letzter Satz mit G8)<br />
N50 G5 .... (Abwahl mit G5)<br />
Resultierendes NC-Programm<br />
N10 G0 X15 Y5 (Startposition)<br />
N20 $35 A0 (Anwahl A mit Winkel 0°)<br />
#N20 G0 A90<br />
N30 G1 G6 Y15 RA5 F500<br />
(Anfangswinkel einstellen)<br />
#N30 G2 X20 Y20 RC5 A0 (Radius + Helix)<br />
N40 G1 G8 X30 (Letzter Satz mit G8)<br />
N50 G5 .... (Abwahl mit G5).<br />
38 CNC-Programmierung Version 01/13