Download unter - Schleicher Electronic
Download unter - Schleicher Electronic
Download unter - Schleicher Electronic

Erfolgreiche ePaper selbst erstellen
Machen Sie aus Ihren PDF Publikationen ein blätterbares Flipbook mit unserer einzigartigen Google optimierten e-Paper Software.
G-Funktionen<br />
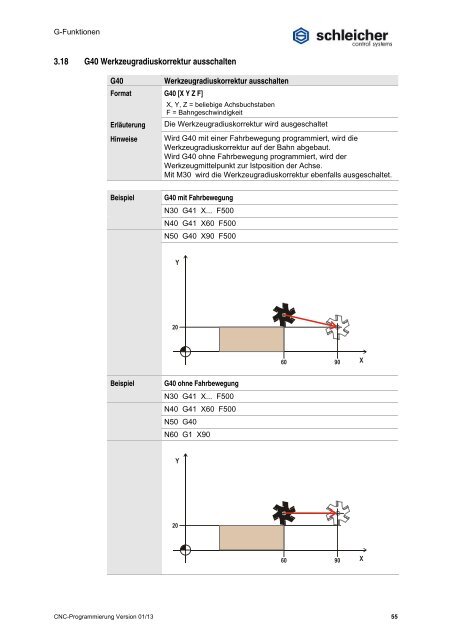
3.18 G40 Werkzeugradiuskorrektur ausschalten<br />
G40 Werkzeugradiuskorrektur ausschalten<br />
Format G40 [X Y Z F]<br />
Erläuterung<br />
Hinweise<br />
X, Y, Z = beliebige Achsbuchstaben<br />
F = Bahngeschwindigkeit<br />
Die Werkzeugradiuskorrektur wird ausgeschaltet<br />
Wird G40 mit einer Fahrbewegung programmiert, wird die<br />
Werkzeugradiuskorrektur auf der Bahn abgebaut.<br />
Wird G40 ohne Fahrbewegung programmiert, wird der<br />
Werkzeugmittelpunkt zur Istposition der Achse.<br />
Mit M30 wird die Werkzeugradiuskorrektur ebenfalls ausgeschaltet.<br />
Beispiel G40 mit Fahrbewegung<br />
N30 G41 X... F500<br />
N40 G41 X60 F500<br />
N50 G40 X90 F500<br />
Beispiel G40 ohne Fahrbewegung<br />
N30 G41 X... F500<br />
N40 G41 X60 F500<br />
N50 G40<br />
N60 G1 X90<br />
CNC-Programmierung Version 01/13 55