Download unter - Schleicher Electronic
Download unter - Schleicher Electronic
Download unter - Schleicher Electronic

Sie wollen auch ein ePaper? Erhöhen Sie die Reichweite Ihrer Titel.
YUMPU macht aus Druck-PDFs automatisch weboptimierte ePaper, die Google liebt.
G-Funktionen<br />
3.20 G41/G42 Werkzeugradiuskorrekturen<br />
G41<br />
G42<br />
Werkzeugradiuskorrektur (WRK) links der Kontur<br />
Werkzeugradiuskorrektur (WRK) rechts der Kontur<br />
Format G41 X Y Z<br />
G42 X Y Z F<br />
X, Y, Z = beliebige Achsbuchstaben<br />
F = Bahngeschwindigkeit<br />
Erläuterung<br />
Hinweise<br />
Mit den Funktionen G41 und G42 können Werkzeugbahnkorrekturen<br />
abhängig von den Werkzeugdaten durchgeführt werden.<br />
Es sind Korrekturen für Werkzeugradius WRK (voreingestellt) oder<br />
Schneidenradius SRK möglich. Um die SRK zu aktivieren muss ein<br />
Korrekturquadrant ausgewählt und in den Werkzeugdatenspeicher<br />
eingetragen werden. Siehe Quadrantenzuordnung im Anhang.<br />
Werkzeugauswahl<br />
Vor der WRK muss ein Werkzeug mit dem T - Wort ausgewählt<br />
werden. Für das Werkzeug müssen Werkzeugkorrekturdaten im<br />
entsprechenden Werkzeugdatenspeicher abgelegt sein.<br />
Ebenenauswahl<br />
Für die WRK muss eine Bearbeitungsebene mit den Befehlen G17,<br />
G18, G19 ausgewählt sein. Die Bearbeitungsebene kann bei<br />
angewählter WRK nicht gewechselt werden.<br />
Anfahren<br />
Nach Anwahl einer WRK wird der Werkzeugradius im ersten<br />
Verfahrsatz ausgefahren. Die Anwahl muss außerhalb der<br />
Bearbeitungskontur erfolgen und die Anfahrstrecke muss frei sein.<br />
Siehe auch An- und Abfahrstrategien im Anhang.<br />
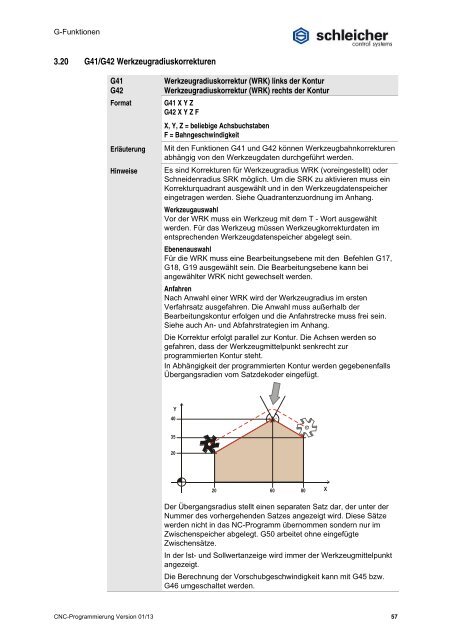
Die Korrektur erfolgt parallel zur Kontur. Die Achsen werden so<br />
gefahren, dass der Werkzeugmittelpunkt senkrecht zur<br />
programmierten Kontur steht.<br />
In Abhängigkeit der programmierten Kontur werden gegebenenfalls<br />
Übergangsradien vom Satzdekoder eingefügt.<br />
Der Übergangsradius stellt einen separaten Satz dar, der <strong>unter</strong> der<br />
Nummer des vorhergehenden Satzes angezeigt wird. Diese Sätze<br />
werden nicht in das NC-Programm übernommen sondern nur im<br />
Zwischenspeicher abgelegt. G50 arbeitet ohne eingefügte<br />
Zwischensätze.<br />
In der Ist- und Sollwertanzeige wird immer der Werkzeugmittelpunkt<br />
angezeigt.<br />
Die Berechnung der Vorschubgeschwindigkeit kann mit G45 bzw.<br />
G46 umgeschaltet werden.<br />
CNC-Programmierung Version 01/13 57