Download unter - Schleicher Electronic
Download unter - Schleicher Electronic
Download unter - Schleicher Electronic

Erfolgreiche ePaper selbst erstellen
Machen Sie aus Ihren PDF Publikationen ein blätterbares Flipbook mit unserer einzigartigen Google optimierten e-Paper Software.
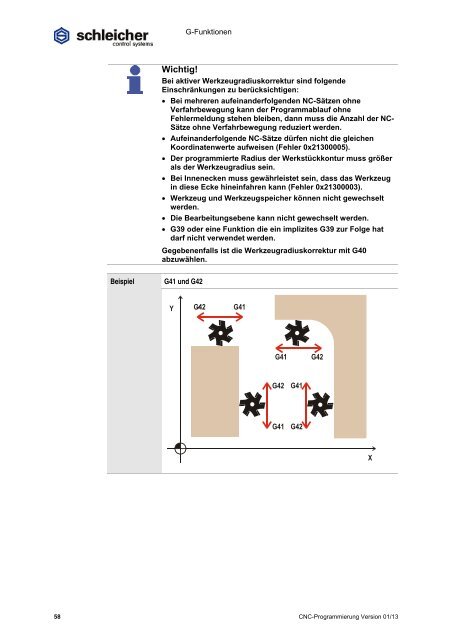
Beispiel G41 und G42<br />
G-Funktionen<br />
Wichtig!<br />
Bei aktiver Werkzeugradiuskorrektur sind folgende<br />
Einschränkungen zu berücksichtigen:<br />
• Bei mehreren aufeinanderfolgenden NC-Sätzen ohne<br />
Verfahrbewegung kann der Programmablauf ohne<br />
Fehlermeldung stehen bleiben, dann muss die Anzahl der NC-<br />
Sätze ohne Verfahrbewegung reduziert werden.<br />
• Aufeinanderfolgende NC-Sätze dürfen nicht die gleichen<br />
Koordinatenwerte aufweisen (Fehler 0x21300005).<br />
• Der programmierte Radius der Werkstückkontur muss größer<br />
als der Werkzeugradius sein.<br />
• Bei Innenecken muss gewährleistet sein, dass das Werkzeug<br />
in diese Ecke hineinfahren kann (Fehler 0x21300003).<br />
• Werkzeug und Werkzeugspeicher können nicht gewechselt<br />
werden.<br />
• Die Bearbeitungsebene kann nicht gewechselt werden.<br />
• G39 oder eine Funktion die ein implizites G39 zur Folge hat<br />
darf nicht verwendet werden.<br />
Gegebenenfalls ist die Werkzeugradiuskorrektur mit G40<br />
abzuwählen.<br />
58 CNC-Programmierung Version 01/13