Download unter - Schleicher Electronic
Download unter - Schleicher Electronic
Download unter - Schleicher Electronic

Erfolgreiche ePaper selbst erstellen
Machen Sie aus Ihren PDF Publikationen ein blätterbares Flipbook mit unserer einzigartigen Google optimierten e-Paper Software.
G-Funktionen<br />
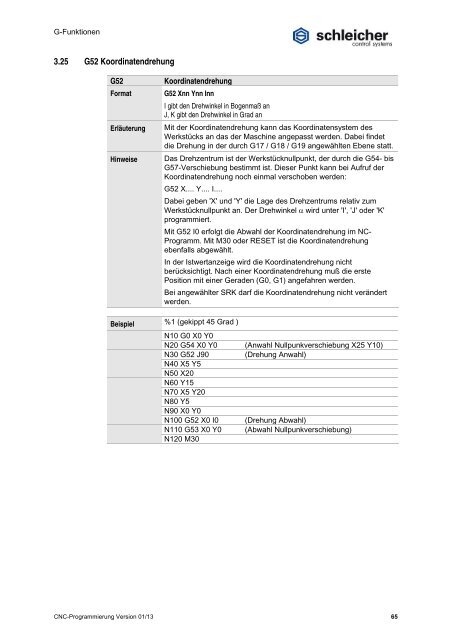
3.25 G52 Koordinatendrehung<br />
G52 Koordinatendrehung<br />
Format G52 Xnn Ynn Inn<br />
Erläuterung<br />
Hinweise<br />
I gibt den Drehwinkel in Bogenmaß an<br />
J, K gibt den Drehwinkel in Grad an<br />
Mit der Koordinatendrehung kann das Koordinatensystem des<br />
Werkstücks an das der Maschine angepasst werden. Dabei findet<br />
die Drehung in der durch G17 / G18 / G19 angewählten Ebene statt.<br />
Das Drehzentrum ist der Werkstücknullpunkt, der durch die G54- bis<br />
G57-Verschiebung bestimmt ist. Dieser Punkt kann bei Aufruf der<br />
Koordinatendrehung noch einmal verschoben werden:<br />
G52 X.... Y.... I....<br />
Dabei geben 'X' und 'Y' die Lage des Drehzentrums relativ zum<br />
Werkstücknullpunkt an. Der Drehwinkel α wird <strong>unter</strong> 'I', 'J' oder 'K'<br />
programmiert.<br />
Mit G52 I0 erfolgt die Abwahl der Koordinatendrehung im NC-<br />
Programm. Mit M30 oder RESET ist die Koordinatendrehung<br />
ebenfalls abgewählt.<br />
In der Istwertanzeige wird die Koordinatendrehung nicht<br />
berücksichtigt. Nach einer Koordinatendrehung muß die erste<br />
Position mit einer Geraden (G0, G1) angefahren werden.<br />
Bei angewählter SRK darf die Koordinatendrehung nicht verändert<br />
werden.<br />
Beispiel %1 (gekippt 45 Grad )<br />
N10 G0 X0 Y0<br />
N20 G54 X0 Y0 (Anwahl Nullpunkverschiebung X25 Y10)<br />
N30 G52 J90 (Drehung Anwahl)<br />
N40 X5 Y5<br />
N50 X20<br />
N60 Y15<br />
N70 X5 Y20<br />
N80 Y5<br />
N90 X0 Y0<br />
N100 G52 X0 I0 (Drehung Abwahl)<br />
N110 G53 X0 Y0 (Abwahl Nullpunkverschiebung)<br />
N120 M30<br />
CNC-Programmierung Version 01/13 65