Download unter - Schleicher Electronic
Download unter - Schleicher Electronic
Download unter - Schleicher Electronic

Erfolgreiche ePaper selbst erstellen
Machen Sie aus Ihren PDF Publikationen ein blätterbares Flipbook mit unserer einzigartigen Google optimierten e-Paper Software.
G-Funktionen<br />
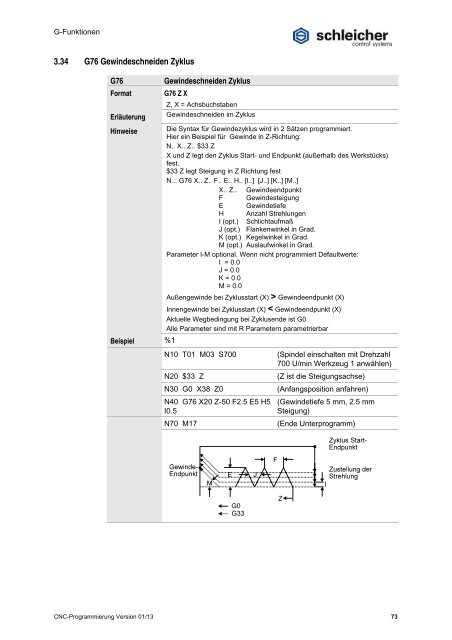
3.34 G76 Gewindeschneiden Zyklus<br />
G76 Gewindeschneiden Zyklus<br />
Format G76 Z X<br />
Erläuterung<br />
Z, X = Achsbuchstaben<br />
Gewindeschneiden im Zyklus<br />
Hinweise Die Syntax für Gewindezyklus wird in 2 Sätzen programmiert.<br />
Hier ein Beispiel für Gewinde in Z-Richtung:<br />
N.. X.. Z.. $33 Z<br />
X und Z legt den Zyklus Start- und Endpunkt (außerhalb des Werkstücks)<br />
fest.<br />
$33 Z legt Steigung in Z Richtung fest<br />
N... G76 X.. Z.. F.. E.. H.. [I..] [J..] [K..] [M..]<br />
X.. Z.. Gewindeendpunkt<br />
F Gewindesteigung<br />
E Gewindetiefe<br />
H Anzahl Strehlungen<br />
I (opt.) Schlichtaufmaß<br />
J (opt.) Flankenwinkel in Grad.<br />
K (opt.) Kegelwinkel in Grad.<br />
M (opt.) Auslaufwinkel in Grad.<br />
Parameter I-M optional. Wenn nicht programmiert Defaultwerte:<br />
I = 0.0<br />
J = 0.0<br />
K = 0.0<br />
M = 0.0<br />
Außengewinde bei Zyklusstart (X) > Gewindeendpunkt (X)<br />
Innengewinde bei Zyklusstart (X) < Gewindeendpunkt (X)<br />
Aktuelle Wegbedingung bei Zyklusende ist G0<br />
Alle Parameter sind mit R Parametern parametrierbar<br />
Beispiel %1<br />
N10 T01 M03 S700 (Spindel einschalten mit Drehzahl<br />
700 U/min Werkzeug 1 anwählen)<br />
N20 $33 Z (Z ist die Steigungsachse)<br />
N30 G0 X38 Z0 (Anfangsposition anfahren)<br />
N40 G76 X20 Z-50 F2.5 E5 H5<br />
I0.5<br />
(Gewindetiefe 5 mm, 2.5 mm<br />
Steigung)<br />
N70 M17 (Ende Unterprogramm)<br />
CNC-Programmierung Version 01/13 73