Download unter - Schleicher Electronic
Download unter - Schleicher Electronic
Download unter - Schleicher Electronic

Sie wollen auch ein ePaper? Erhöhen Sie die Reichweite Ihrer Titel.
YUMPU macht aus Druck-PDFs automatisch weboptimierte ePaper, die Google liebt.
G-Funktionen<br />
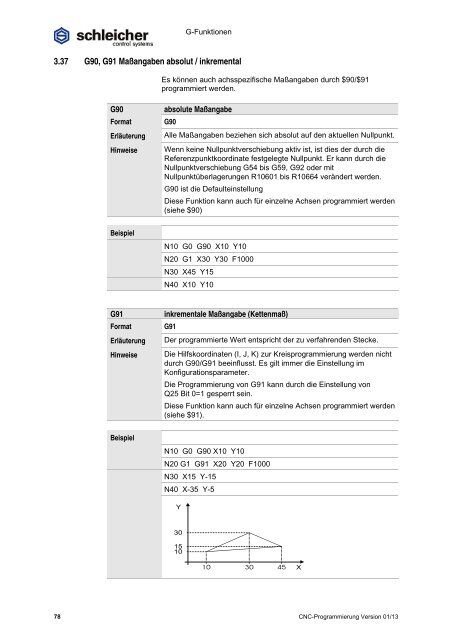
3.37 G90, G91 Maßangaben absolut / inkremental<br />
Es können auch achsspezifische Maßangaben durch $90/$91<br />
programmiert werden.<br />
G90 absolute Maßangabe<br />
Format G90<br />
Erläuterung<br />
Hinweise<br />
Beispiel<br />
Alle Maßangaben beziehen sich absolut auf den aktuellen Nullpunkt.<br />
Wenn keine Nullpunktverschiebung aktiv ist, ist dies der durch die<br />
Referenzpunktkoordinate festgelegte Nullpunkt. Er kann durch die<br />
Nullpunktverschiebung G54 bis G59, G92 oder mit<br />
Nullpunktüberlagerungen R10601 bis R10664 verändert werden.<br />
G90 ist die Defaulteinstellung<br />
Diese Funktion kann auch für einzelne Achsen programmiert werden<br />
(siehe $90)<br />
N10 G0 G90 X10 Y10<br />
N20 G1 X30 Y30 F1000<br />
N30 X45 Y15<br />
N40 X10 Y10<br />
G91 inkrementale Maßangabe (Kettenmaß)<br />
Format G91<br />
Erläuterung<br />
Hinweise<br />
Beispiel<br />
Der programmierte Wert entspricht der zu verfahrenden Stecke.<br />
Die Hilfskoordinaten (I, J, K) zur Kreisprogrammierung werden nicht<br />
durch G90/G91 beeinflusst. Es gilt immer die Einstellung im<br />
Konfigurationsparameter.<br />
Die Programmierung von G91 kann durch die Einstellung von<br />
Q25 Bit 0=1 gesperrt sein.<br />
Diese Funktion kann auch für einzelne Achsen programmiert werden<br />
(siehe $91).<br />
N10 G0 G90 X10 Y10<br />
N20 G1 G91 X20 Y20 F1000<br />
N30 X15 Y-15<br />
N40 X-35 Y-5<br />
78 CNC-Programmierung Version 01/13