Werkstofftechnik Maschinenbau
Werkstofftechnik Maschinenbau
Werkstofftechnik Maschinenbau

Sie wollen auch ein ePaper? Erhöhen Sie die Reichweite Ihrer Titel.
YUMPU macht aus Druck-PDFs automatisch weboptimierte ePaper, die Google liebt.
236<br />
Die Nacharbeit eines gehärteten Werkstücks ist mit<br />
hohen Kosten verbunden, da ein mar ten siti sches<br />
Ge füge in der Regel nur noch durch Schleifen bear -<br />
beitet wer den kann. Eine wirt schaftli che Fertigung<br />
verlangt daher ein verzugsarmes Härten. Dies kann<br />
auf un terschiedli che Weise erreicht werden:<br />
1. Verwendung von legierten Stählen in Verbindung<br />
mit milden Abschreckmitteln (Kapi tel 6.4.4.6).<br />
2. Richtiges Eintauchen des Werkstücks sowie rich -<br />
tiges Bewegen in der Abschreckflüssigkeit. Auf die -<br />
se Weise kann eine rasche Ablösung der Dampf -<br />
blasen auf der Werkstück ober fläche er reicht<br />
wer den (Bild 1, Seite 237). Anhaf tende Dampf bla -<br />
sen wirken wär me däm mend und ver hindern dadurch<br />
eine gleich mä ßige Abküh lung. Für das richtige<br />
Eintau chen in die Ab schreckflüs sigkeit gelten<br />
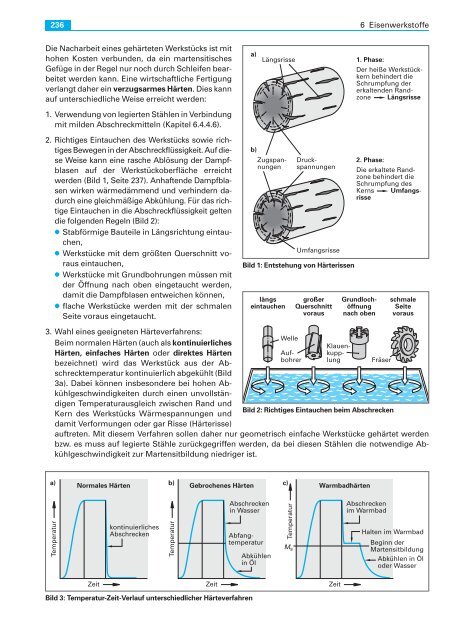
die folgenden Regeln (Bild 2):<br />
� Stabförmige Bauteile in Längsrichtung eintau -<br />
chen,<br />
� Werkstücke mit dem größten Quer schnitt vor<br />
aus eintauchen,<br />
� Werkstücke mit Grundbohrungen müs sen mit<br />
der Öffnung nach oben einge taucht wer den,<br />
damit die Dampfblasen entweichen können,<br />
� flache Werkstücke werden mit der schmalen<br />
Seite voraus eingetaucht.<br />
Bild 1: Entstehung von Härterissen<br />
6 Eisenwerkstoffe<br />
3. Wahl eines geeigneten Härteverfahrens:<br />
Beim normalen Härten (auch als konti nu ierli ches<br />
Härten, einfa ches Härten oder direk tes Härten<br />
be zeichnet) wird das Werkstück aus der Ab -<br />
schreck temperatur kon tinuier lich ab ge kühlt (Bild<br />
3a). Da bei können ins be son dere bei ho hen Ab -<br />
kühl ge schwindigkeiten durch einen un voll stän -<br />
digen Tempe ra tur aus gleich zwi schen Rand und<br />
Bild 2: Richtiges Eintauchen beim Abschrecken<br />
Kern des Werk stücks Wärme span nungen und<br />
damit Verfor mungen oder gar Risse (Härte risse)<br />
auf treten. Mit die sem Verfahren sollen da her nur geo metrisch ein fa che Werkstücke gehär tet werden<br />
bzw. es muss auf le gierte Stähle zu rückge grif fen wer den, da bei diesen Stählen die not wendige Ab -<br />
kühlge schwin digkeit zur Martensitbildung niedri ger ist.<br />
Bild 3: Temperatur-Zeit-Verlauf unterschiedlicher Härteverfahren