Werkstofftechnik Maschinenbau
Werkstofftechnik Maschinenbau
Werkstofftechnik Maschinenbau

Erfolgreiche ePaper selbst erstellen
Machen Sie aus Ihren PDF Publikationen ein blätterbares Flipbook mit unserer einzigartigen Google optimierten e-Paper Software.
6.4 Wärmebehandlung der Stähle 249<br />
las sempfindlichen Stahl sorten die 500 °C-Ver sprödung, die auch als An lass ver sprödung be zeichnet wird,<br />
auf. Gefährdet sind insbesondere Cr-, Mn-, CrMn- und Cr-Ni-Stäh le ohne einen be stimm ten Zusatz an Mo -<br />
lybdän, sofern sie im Gebiet der 500 °C-Versprödung angelassen werden oder bei Abküh lung dieses Gebiet<br />
langsam durchlaufen.<br />
Auch die 500 °C-Versprödung macht sich in ei ner deutlichen Verrin ge rung der Zähigkeit so wie in einer Ver -<br />
schiebung der Über gangstempe ratur der Kerbschlagarbeit zu hö heren Temperatu ren be merk bar. Die übri -<br />
gen Kenn werte wie Zugfestigkeit, Dehn grenze oder Bruch deh nung zei gen hingegen keine Unste tigkeiten.<br />
Als maßgebliche Ursache für die 500°C- oder An lassversprödung wird angenommen, dass Phosphor,<br />
Schwefel oder Spurenele mente wie Antimon, Arsen und Zinn zu den Korn grenzen diffundieren, sich dort<br />
an rei chern und zu einer Herabsetzung der Ko häsi onskräfte führen. So können bereits Phos phor gehalte<br />
von 0,008 % die Neigung zur Anlass ver sprödung deutlich erhöhen.<br />
Die Anlassversprödung kann durch die folgenden Maßnahmen gemildert bzw. vermieden werden:<br />
� Erhöhung des metallurgischen Reinheitsgrades, d.h. geringere Konzentration der schädlichen Ele mente.<br />
� Le gieren mit Molybdän. Molybdän bindet den Phos phor und behindert die Dif fusion der schädlichen<br />
Ele mente zu den Korngrenzen. Bei Gehalten zwischen 0,2% bis 0,6% (und teilweise auch höher) kann<br />
die Anlassver sprödung vollständig unterdrückt werden. Vergütungsstähle, die auf höhere Tempera -<br />
turen an ge lassen werden, enthalten daher häufig Molybdängehalte zwischen 0,4% bis über 1% (z.B.<br />
42CrMo4).<br />
� Abschrecken nach dem Anlassen in Öl oder Wasser, so dass für die Diffusion des Phosphors und ande -<br />
rer versprödend wirkender Elemente im kritischen Temperaturbereich keine Zeit zur Verfügung steht.<br />
Bei großen Vergü tungsquerschnitten reicht allerdings die Abkühlgeschwindigkeit im Kern nicht mehr<br />
aus, um die Anlass versprödung<br />
zu unterdrücken. Außerdem besteht<br />
die Gefahr der Entstehung<br />
von Eigenspan nungen. In diesen<br />
Fällen ist auf molybdänle -<br />
gierte Stähle wie z.B. 42CrMo4<br />
zu rückzugreifen.<br />
� Kornverfeinerung (z.B. Legierungen<br />
mit Alumi nium) wirkt<br />
der Anlassversprödung entgegen,<br />
da mit zu nehmender Feinkörnigkeit<br />
die Kornober fläche<br />
er höht und damit die Anreicherung<br />
vermindert wird.<br />
Da die Anlassversprödung reversibel<br />
ist, kann sie durch eine Glü hung<br />
bei Tem pera turen über 650°C und<br />
eine anschließende schnelle Ab -<br />
kühlung im kriti schen Tempe ra -<br />
turbe reich wieder beseitigt wer den.<br />
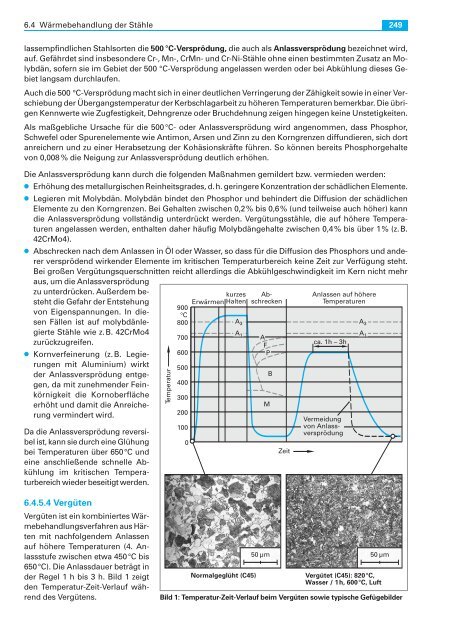
6.4.5.4 Vergüten<br />
Vergüten ist ein kombiniertes Wär -<br />
me behand lungs verfahren aus Här -<br />
ten mit nachfol gen dem Anlassen<br />
auf hö here Tem peraturen (4. An -<br />
lass stufe zwi schen etwa 450°C bis<br />
650°C). Die An lass dauer beträgt in<br />
der Regel 1 h bis 3 h. Bild 1 zeigt<br />
den Tempe ratur-Zeit-Verlauf wäh -<br />
rend des Ver gütens. Bild 1: Temperatur-Zeit-Verlauf beim Vergüten sowie typische Gefügebilder