Werkstofftechnik Maschinenbau
Werkstofftechnik Maschinenbau
Werkstofftechnik Maschinenbau

Sie wollen auch ein ePaper? Erhöhen Sie die Reichweite Ihrer Titel.
YUMPU macht aus Druck-PDFs automatisch weboptimierte ePaper, die Google liebt.
6.4 Wärmebehandlung der Stähle 237<br />
Beim gebrochenen Härten wird der Stahl zuerst schroff (meist in Wasser) ab ge schreckt. Nach Er rei chen<br />
einer bestimm ten Abfangtemperatur (etwa 300°C bis 400°C) wird das Werk stück ent nommen und in Öl<br />
weiter bis auf Raum temperatur abge kühlt (Bild 3b, Seite 236). Das gebrochene Härten ver bindet die Vorteile<br />
des schnel len Abküh lens (führt zu mehr oder weniger voll ständiger Mar ten sitbil dung) mit einer geringen<br />
Ver zugs- und Rissnei gung, da unterhalb der Abfangtemperatur lang sam abge kühlt wird und damit<br />
ein besse rer Tempera tur aus gleich zwi schen Rand und Kern stattfinden kann.<br />
Beim Warmbadhärten, auch als iso thermes Härten bezeichnet, wird der Stahl zunächst in einem Warmbad<br />
(Warmbadhärteöle, Salz- oder Metallschmelzen, Wirbelbetten), des sen Tempera tur ge ring fügig<br />
über der Temperatur des Mar tensit-Startpunk tes (M S-Tem pera tur) liegt, abge schreckt. Nach ei ner gewis<br />
sen Haltezeit auf Bad tem peratur, die dem Tem peratur ausgleich zwischen Rand und Kern des Werk -<br />
stücks dient, er folgt die mit einer Martensitbil dung verbun dene wei tere Abküh lung an ru hender Luft<br />
oder in Öl bis auf Raum temperatur (Bild 3c, Seite 236). Für das Warmbadhärten sind in der Regel nur<br />
Werkstücke mit kleinen Quer schnitten geeignet,<br />
da das Warm bad dem Werk stück die Wärme we -<br />
sent lich langsamer ent zieht als bei spiels weise Öl<br />
oder Wasser.<br />
6.4.4.12 Abschrecken und Abschreckmittel<br />
Nach dem Austenitisieren und einem zweck ent -<br />
spre chenden kurzen Halten wird das Werk stück mit<br />
ei ner für die geforderte Härtung entsprechenden<br />
Ge schwindigkeit abgekühlt. Die Abkühlung muss<br />
dabei so erfolgen, dass die Perlit- und Bainitbildung<br />
unter drückt wird und eine weitgehende Umwandlung<br />
des Austenits in der Martensitstufe erfolgt.<br />
Hier zu muss die Abkühlgeschwindigkeit in den betreffenden<br />
Be reichen des Werk stücks größer sein<br />
als die obere kritische Abkühlgeschwindigkeit (Kapitel<br />
6.4.4.6). Er folgt die Abkühlung schneller als an<br />
ruhender Luft, dann spricht man nach DIN EN 10052<br />
von Ab schrecken.<br />
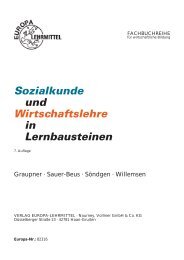
Die am häufigsten verwendeten flüs sigen Ab -<br />
schreck mittel (z.B. Was ser oder Öl) ent ziehen dem<br />
Bau teil die Wärme nicht gleich mä ßig. In flüssigen<br />
Ab schreckmitteln, de ren Siede temperatur unterhalb<br />
der Härte tempe ratur liegt, läuft der Abkühl vor -<br />
gang in drei Phasen ab (Bild 1):<br />
1. Dampfhautphase: Unmittelbar nach dem Eintau -<br />
chen bildet sich auf der Werk stücko berflä che ein<br />
wärme isolierender Dampf man tel (Leidenfrost-<br />
Phänomen). Die Ab kühlwir kung ist dement spre -<br />
chend ge ring,<br />
2. Kochphase,<br />
3. Konvektionsphase.<br />
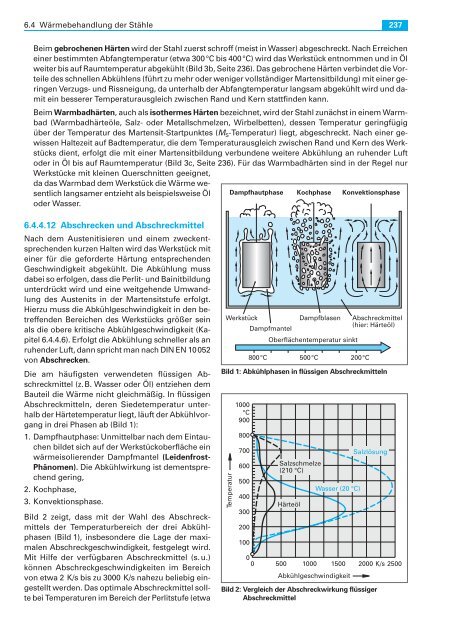
Bild 2 zeigt, dass mit der Wahl des Ab schreck -<br />
mit tels der Tempe raturbe reich der drei Ab kühl -<br />
phasen (Bild 1), insbeson dere die Lage der maximalen<br />
Abschreckge schwindigkeit, festge legt wird.<br />
Mit Hilfe der verfügbaren Abschreckmittel (s.u.)<br />
können Ab schreck geschwindigkeiten im Be reich<br />
von etwa 2 K/s bis zu 3000 K/s na hezu be lie big ein -<br />
ge stellt werden. Das optimale Ab schreckmit tel sollte<br />
bei Temperatu ren im Be reich der Perlitstufe (etwa<br />
Bild 1: Abkühlphasen in flüssigen Abschreckmitteln<br />
Bild 2: Vergleich der Abschreckwirkung flüssiger<br />
Abschreckmittel