messtechnik & emv - EuE24.net
messtechnik & emv - EuE24.net
messtechnik & emv - EuE24.net

Erfolgreiche ePaper selbst erstellen
Machen Sie aus Ihren PDF Publikationen ein blätterbares Flipbook mit unserer einzigartigen Google optimierten e-Paper Software.
Inhalt der Rubrik<br />
MESSTECHNIK & EMV<br />
M E S S T E C H N I K &<br />
E M V<br />
Bild-Sponsor: Agilent Technologies<br />
242 Im Rampenlicht<br />
Agilent Technologies<br />
244 In der Innovation liegt die Zukunft<br />
Siegfried Gross, Agilent Technologies<br />
246 USB-2.0-Datenbus richtig messen<br />
S. Herzog, P. Wiegard, LeCroy<br />
250 Bauteile mit hohen Strömen testen<br />
Dave Wyban, Keithley Instruments<br />
253 Mehr ist nicht immer besser<br />
R. Markley, M. Stocklas, Agilent<br />
Technologies<br />
257 Auf die Schnittstelle kommt es an<br />
W. Loewl, M. Kolitsch, K. Ries-Müller, C.<br />
Müller, Dr. U. Lauff, Etas, Bosch<br />
261 Elektromagnetische Felder –<br />
Normen und Grenzwerte<br />
Stefan Kammerl, TÜV Süd Product Service<br />
264 Zuverlässig und effizient geschützt<br />
Michael Eisenmann, Dr. Hubert<br />
267 Mobile Arbeitsmaschinen simultan<br />
orten und ansteuern<br />
L. Zwirello, T. Schipper, S. Dosch,<br />
J. Fleischer, T. Zwick, KIT IHE<br />
271 Schneller reif für den Markt<br />
S. Attal, K. Walch, EMCO Elektronik<br />
274 Informationen aus dem Datenstrom<br />
D. Murray, J. Gibson, S. Moskov,<br />
Agilent Technologies<br />
2 4 1
M E S S T E C H N I K & E M V<br />
P R O M OT I O N<br />
IM RAMPENLICHT<br />
Agilent Technologies – der Name steht seit vielen Jahren für hochwertige Messtechnik.<br />
Wir zeigen die Geräte einmal von einer etwas anderen Seite.<br />
TEXT: Agilent Technologies FOTOS: Dominik Gierke<br />
www.<strong>EuE24.net</strong>/PDF/EEK11138570<br />
Der MXE von Agilent Technologies – ein Gerät der X-Analysatoren-Familie<br />
Als Full-Compliant-EMI-Receiver bietet der MXE mit seiner modernen integrierten EMI-Receiver-<br />
Applikation die Möglichkeit, alle EMV-Messungen gemäß der einschlägigen Normen auf einfache und<br />
schnelle Weise bis hin zu einem fertig erstellten Messprotokoll zeit- und kostensparend durchzuführen.<br />
2 4 2<br />
E & E - K o m p e n d i u m 2 0 13
P R O M OT I O N<br />
MESSTECHNIK & EMV<br />
HF-Messtechnik von Agilent Technologies – ein Synonym für<br />
High Performance und Innovation, weltweit.<br />
Performance-verwöhnte Anwender beziehen seit Jahrzehnten ihre Hochfrequenz<strong>messtechnik</strong><br />
kontinuierlich von Agilent Technologies, angefangen vom<br />
Spektrumanalysator über extrem breitbandige Oszilloskope bis zum<br />
Netzwerkanalysator für Höchstfrequenzbereichsanwendungen.<br />
M E S S T E C H N I K &<br />
E M V<br />
w w w. E u E 2 4 . n e t<br />
2 4 3
M E S S T E C H N I K & E M V<br />
GASTKOMMENTAR<br />
IN DER INNOVATION LIEGT DIE ZUKUNFT<br />
Messtechnik ist als Grundlage für technische Innovation unersetzlich.<br />
www.<strong>EuE24.net</strong>/PDF/EEK11138560<br />
Ohne Innovation kein Fortschritt. William<br />
Hewlett, Mitgründer der Hewlett-Packard<br />
Company, sagte einmal: „Mach das Verhalten<br />
der Menschen messbar, und es wird<br />
sich ändern.“ Anders ausgedrückt: Man kann<br />
nicht verbessern, was man nicht misst. Im<br />
Falle eines modernen Messtechnik-Unternehmens<br />
ist der Beitrag zur Innovation klar:<br />
Die richtigen Werkzeuge bereitzustellen, um<br />
Phänomene sichtbar und messbar zu machen<br />
und so Innovation zu ermöglichen. Um dieses<br />
Ziel zu erreichen, müssen Messtechnik-<br />
Unternehmen an der Spitze jener Trends bleiben,<br />
die die zukünftigen Anforderungen an<br />
die Messtechnik vorantreiben. Dazu zählen:<br />
Mobile Informationstechnologie<br />
Die globale Vision der zu jeder Zeit und<br />
an jedem Ort zugänglichen Information ist<br />
heute bereits Realität, ermöglicht durch<br />
Smartphones und Tablet-PCs. Neben der Kommunikation und<br />
dem Download von Daten werden solche Geräte heute vermehrt<br />
zur Steuerung etwa von Unterhaltungselektronik, Klimaanlagen<br />
und Heizungen oder Beleuchtungssysteme verwendet.<br />
Damit nimmt das „Internet der Dinge“ – einst nur eine<br />
Idee – in dem Maß Gestalt an, in dem physische Objekte mit<br />
Sensoren und Kommunikationsfähigkeiten ausgestattet<br />
werden.<br />
Solche Trends erfordern technische Innovationen, die eine<br />
steigende Entwurfskomplexität und neue Messmöglichkeiten<br />
benötigen. Ein Beispiel für eine solche Innovation ist die<br />
digRF-Technik, die den Basisband- und den RF-Chip in modernen<br />
mobilen Architekturen verbindet. Für das Testen dieser<br />
Schnittstelle benötigt man neue Testlösungen. Auch die<br />
fortschreitende Miniaturisierung, mit der früher gut zugängliche<br />
Messpunkte in SoCs verschwinden, erfordert neue Testmethoden,<br />
die interne Testressourcen auf dem Chip mit Signalen,<br />
Siegfried Gross<br />
Vice President und<br />
General Manager der<br />
Electronic Test Division<br />
Agilent Technologies<br />
contactcenter_<br />
germany@agilent.com<br />
die an den Pins gemessen werden, korreliert<br />
darstellen.<br />
Breitband-Kommunikation<br />
Das explosive Wachstum der mobilen Geräte<br />
und die Fortschritte in der mobilen Informationstechnik<br />
üben steigenden Druck<br />
auf die Leistungsfähigkeit der Infrastruktur<br />
aus. Die Netzwerkbetreiber müssen ein wachsendes<br />
Spektrum von Endgeräten unterstützen<br />
und die Nachfrage nach immer mehr<br />
Bandbreite abdecken. Viele Entwicklungen<br />
im Innovationsprozess um steigende Bandbreiten<br />
in der Infrastruktur erzwingen das<br />
Nutzen von Technologien aus anderen Domänen.<br />
Die Digitalisierung von Mobiltelefonen<br />
veranlasste die Nachrichtentechniker,<br />
sich mit digitalen Prinzipien auseinanderzusetzen.<br />
Mittlerweile werden digitale Technologien<br />
schneller, und optische Infrastrukturen<br />
ersetzen zunehmend die elektrischen.<br />
Darüber hinaus kommen komplexe Modulationsverfahren<br />
aus der drahtlosen Nachrichtentechnik in der optischen<br />
Fernübertragung zum Einsatz. Den mit immer neuen Herausforderungen<br />
konfrontierten Entwicklern muss mit Hilfe<br />
adäquater Mess- und Prüftechnik – beispielsweise neuen Simulationstechniken<br />
– geholfen werden. Dazu ist ein Unternehmen,<br />
das in analoger, digitaler und drahtloser Messtechnik<br />
kompetent ist, geradezu als Innovationspartner prädestiniert.<br />
Messtechnik ist also als Grundlage für technische Innovation<br />
unverzichtbar. Die geeigneten Lösungen werden von<br />
dem Messtechnik-Unternehmen kommen, das über die richtige<br />
Mischung aus Messtechnik-Expertise, Technologiezugang<br />
und Marktverständnis verfügt. ☐<br />
> MORE@CLICK EEK11138560<br />
2 4 4 E & E - K o m p e n d i u m 2 0 13
Non plus ultra<br />
65 GHz<br />
160 GS/s<br />
LabMaster 10Zi Serie –<br />
das schnellste Oszilloskop der Welt<br />
Mit der neuen LabMaster 10Zi Serie unterstreicht LeCroy seine technologische Führungsposition<br />
bei Echtzeit-Oszilloskopen. Die neuen Modelle setzen Bestmarken in vielen Bereichen:<br />
• 65 GHz Echtzeit Bandbreite<br />
bis 40 Kanäle mit 65 GHz<br />
bis 80 Kanäle mit 36 GHz<br />
• 36 GHz 8HP SiGe Chips<br />
• 160 GS/s Single Shot Abtastrate<br />
• 1024 Mpts/Kanal Analysespeicher<br />
• 30 GHz Trigger Bandbreite<br />
• 100 fs rms Jitter Grundrauschen<br />
• 5,2 ps Anstiegszeit<br />
www.teledynelecroy.com | Tel. 0 62 21-8 27 00
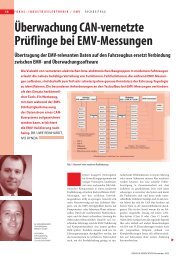
M E S S T E C H N I K & E M V<br />
USB-2.0-DATENBUS RICHTIG MESSEN<br />
Der Einsatz des USB-2.0-Datenbusses erfreut sich auch in Embedded-Anwendungen immer<br />
größerer Beliebtheit. Um Systeme mit USB-Funktionalität im Fehlerfall qualifiziert untersuchen<br />
und aus den Messergebnissen die richtigen Rückschlüsse ziehen zu können, benötigt man geeignete<br />
Testtools, zum Beispiel Oszilloskope und Protokollanalysatoren.<br />
TEXT: Stephan Herzog, Peter Wiegard FOTOS: LeCroy Europe<br />
www.<strong>EuE24.net</strong>/PDF/EEK11294500<br />
Neben der reinen Verwendung des USB-2.0-Datenbusses<br />
in PCs zum Anschließen von Speichermedien, nimmt die Bedeutung<br />
im Rahmen von Embedded-Systemen wie z. B. im<br />
medizintechnischen Bereich, stetig zu. Ein Grund hierfür ist<br />
sicher die auf den ersten Blick scheinbar einfache Implementierung.<br />
Oft herrscht die Meinung vor, dass ein zertifizierter<br />
Baustein ausreicht, um eine schnelle und sichere Datenübertragung<br />
zu gewährleisten. Dieses ist aber nur selten der Fall,<br />
und der Entwickler steht schnell vor dem Problem, dass er sein<br />
System auf Fehler untersuchen muss. Häufig ist es aber unklar,<br />
ob sich der Fehler auf der physikalischen oder auf der Protokoll-Ebene<br />
befindet.<br />
Oftmals fehlt es an geeigneter Messtechnik, um im Fehlerfall<br />
Systeme mit USB-Funktionalität qualifiziert zu untersuchen<br />
und aus den Messergebnissen die richtigen Rückschlüsse<br />
zu ziehen. Gerade bei komplexen Fehlern sind Analysetools<br />
sowohl für das physikalische als auch für das Protokoll-Layer<br />
notwendig. Sucht man physikalische Fehler, sind Oszilloskope<br />
die erste Wahl. Ob Augendiagramm oder Jitteranalyse-Tools,<br />
Oszilloskope bieten umfangreiche Möglichkeiten zur Analyse<br />
der physikalischen Schicht. Leider bieten diese aber nur begrenzte<br />
Analysemöglichkeiten der Dateninhalte. Protokollanalysatoren<br />
bieten dagegen ideale Analysemöglichkeiten auf<br />
der Protokollebene, sind aber für die Analyse von Fehlern auf<br />
der physikalischen Schicht ungeeignet.<br />
Bei der Entwicklung von USB-2.0-Produkten ist am Ende<br />
des Entwicklungs-Prozesses oft ein Compliance-Test nötig,<br />
um nachzuweisen, dass das USB-Device nach der Spezifikation<br />
arbeitet. Diese Tests können in einem dafür spezialisierten<br />
Testhaus vorgenommen werden. Dies kann aber sehr kostspielig<br />
sein, vor allem, wenn das zu testende Device durchfällt und<br />
Nachprüfungen nötig sind. Um dies zu verhindern, ist es mit<br />
Oszilloskopen möglich, einen Compliance-Test vorzunehmen,<br />
um schon im Voraus zu sehen, ob das Test-Device die Anforderungen<br />
erfüllt. Für jegliche Tests (Host-, Device- oder HUB-<br />
Tests) kann man Oszilloskope zusammen mit einem speziellen<br />
Testfixture für den Compliance-Test verwenden. Eine zusätzliche<br />
Software prüft nach einem genau beschriebenen Testaufbau<br />
alle in der Spezifikation beschriebenen Anforderungen<br />
bezüglich der physikalischen Ebene. Anschließend wird ein<br />
Messprotokoll ausgeben. Diese Tests gehen sehr schnell und<br />
sind ohne große Kosten beliebig wiederholbar.<br />
Ein Teil der Compliance-Tests sind auch Augendiagramme<br />
und Jittertests, die automatisch durchgeführt werden. Beim<br />
Augendiagrammtest werden die einzelnen Bits des Datenstroms<br />
permanent überlagert auf dem Bildschirm dargestellt<br />
und bilden so das Auge. An dieser Darstellungsart kann viel<br />
über die Signalqualität herausgelesen werden. Der innere Bereich<br />
des Auges, also der Bereich in dem keine Signale erfasst<br />
werden, wird hierbei überprüft. Oft wird dies durch Einfügen<br />
2 4 6 E & E - K o m p e n d i u m 2 0 13
MESSTECHNIK & EMV<br />
Abbildung 1: Beispiel eines<br />
Matlab-Augendiagramms<br />
von Masken („verbotene Bereiche“) automatisch gemacht. Befinden<br />
sich Messpunkte innerhalb der verbotenen Bereiche, ist<br />
die Signalqualität schlecht. Vertikal wird überprüft, ob eine<br />
Übertragung überhaupt möglich ist. Auch Störungen wie Reflektionen<br />
oder EMV-Einflüsse lassen sich herauslesen. Horizontal<br />
wird überprüft, ob es überhaupt möglich ist, bei jedem<br />
Bit einen sicheren logischen Zustand zu ermitteln. Auch Jitter<br />
kann man anhand von Augendiagrammen, vor allem an den<br />
Schnittstellen von „Low“-„High“-Übergängen, sehr gut betrachten.<br />
Jitter werden für die Compliance-Test-Lösungen<br />
noch im Detail mittels Parameter aufgeschlüsselt dargestellt.<br />
Treten bei diesem Test Fehler auf, muss das System genauer<br />
untersucht werden.<br />
Untersuchen mit dem Oszilloskop<br />
Die einfachste Art der Untersuchung von USB-2.0-Daten<br />
auf dem Oszilloskop ist es, diese direkt auf dem Bildschirm in<br />
Echtzeit dekodiert darstellen zu lassen. Dies macht aber in der<br />
Regel nur dann einen Sinn, wenn gleichzeitig auch eine Funktion<br />
vorhanden ist, um z. B. die gewünschten Datenpakete aus<br />
der Vielzahl an Busdaten herauszufiltern oder diese über Suchfunktionen<br />
einfach zu isolieren. Dabei ist es sinnvoll, das Oszilloskop<br />
auf spezielle USB-2.0-Strukturen triggern zu können.<br />
So lassen sich z. B. Fehlerpakete direkt in der physikalischen<br />
Schicht über die entsprechende Trigger-Einstellung erfassen<br />
und untersuchen. Oft werden auch sehr viele Datenpakete<br />
gleichzeitig erfasst, indem eine größere Zeitbasis im Oszilloskop<br />
eingestellt wird, um eine Übersicht auf den Datenstrom zu<br />
bekommen. Dabei ist es oft schwer, die gewünschten Pakete im<br />
Datenstrom zu finden. Die Dekodierfunktion des Oszilloskops<br />
kann hier die Arbeit sehr erleichtern. Zum einen wird direkt<br />
auf den erfassten Daten eine Dekodierung dargestellt, die dem<br />
Mess-Ingenieur eine grobe Übersicht gibt, und zum anderen<br />
kann eine zusätzliche Tabellen-Darstellung eingeblendet werden,<br />
in der sich spezielle Pakete leicht und schnell lokalisieren<br />
lassen. Die Verlinkung zwischen Tabelle und Datenstrom lässt<br />
es so zu, das gewünschte Datenpaket mit der Zoomdarstellung<br />
direkt aus der Vielzahl an Daten herauszuheben. Zudem kann<br />
auch über eine der zahlreichen Suchfunktionen direkt im Datenstrom<br />
nach verschiedenen USB-Segmenten gesucht werden,<br />
um sich z. B. nur alle Token-In-Pakete anzeigen zu lassen.<br />
Oft reicht es aber nicht aus, die Datenübertragung lediglich<br />
auf der physikalischen Ebene zu betrachten, da viele Fehler<br />
auch erst in der Protokollebene sichtbar werden. Durch die<br />
Verknüpfung einer für die Protokollanalyse optimierten Software<br />
mit den Analysetools eines Oszilloskops sind so vollkommen<br />
neue Analysen möglich.<br />
Beide Softwarepakete laufen parallel auf dem Oszilloskop<br />
und sind per Hyperlink-Funktion über eine Tabelle miteinan-<br />
M E S S T E C H N I K &<br />
E M V<br />
w w w. E u E 2 4 . n e t<br />
2 4 7
M E S S T E C H N I K & E M V<br />
Abbildung 2: Darstellung der<br />
einzelnen Datenpakete und<br />
Layerstufen<br />
der verbunden. Dies hat den Vorteil, dass sobald im DSO ein<br />
interessanter Bereich in der Decoder-Tabelle angeklickt wird,<br />
der Zeiger in der Protokollsoftware an dieselbe Stelle springt.<br />
Umgekehrt wird der Zoombereich im DSO der aktuellen Auswahl<br />
in der Protokollsoftware angepasst. Während ein Oszilloskop<br />
die Signale immer zur Zeit proportional darstellt, ist die<br />
Ansicht im Protokollanalysator logisch geordnet. Dies bedeutet,<br />
dass in der Protokollansicht die logische Abfolge von Befehlen<br />
dargestellt wird. Diese Darstellung muss nicht zwingend<br />
zur Zeitdarstellung proportional sein.<br />
Um Protokollfehler zu analysieren und letztendlich zu lösen,<br />
reicht die Darstellung des Protokolls mittels eines Oszilloskops<br />
in den meisten Fällen nicht aus. Grund hierfür ist, dass<br />
die eigentliche Erfassung auf der physikalischen Ebene durchgeführt<br />
wird. Auf Grund der weitaus geringeren Speichertiefe<br />
eines Oszilloskops gegenüber Protokollanalysern lässt sich nur<br />
eine geringere Aufnahmedauer der einzelnen Datenpakete erzielen.<br />
Bei einem Protokoll-Analyser stehen Datenspeichertiefen<br />
von bis zu 4 GByte zur Verfügung, während die maximale<br />
Speichertiefe eines 1-GHz-Oszilloskops ca. 50 MByte/Kanal<br />
entspricht. Ferner kann das Oszilloskop nicht auf Protokollfehler<br />
triggern, sondern nur auf Trigger-Bedingungen auf der<br />
physikalischen Ebene. Somit ist es sehr schwer möglich, Protokollfehler<br />
triggertechnisch zu erfassen.<br />
Hohe Speichertiefe, schnelle Logzeit<br />
Die Anforderungen, die an einen USB-2.0-Protokoll-Analyser<br />
gestellt werden, sind neben der bereits erwähnten hohen<br />
Speichertiefe eine sehr schnelle Logzeit, um schon die ersten<br />
Datenpakete korrekt erfassen zu können. Dieses ist wichtig,<br />
wenn z. B. Initialisierungsprozesse protokolliert werden sollen.<br />
Ferner sollten zur Erfassung von komplexen Protokollerereignissen<br />
umfangreiche Triggermöglichkeiten bereitgestellt werden,<br />
um komplexe Messaufgaben lösen zu können.<br />
Neben hardwareseitiger Flexibilität sollte es ebenfalls ein<br />
umfangreiches Softwarepaket geben. Bei einer Speichertiefe<br />
von mindestens einem Gigabyte werden eine große Anzahl<br />
von Datenpaketen erfasst, die schnell und effizient ausgewertet<br />
werden müssen. Dazu zählt u. a. eine intuitive Darstellung der<br />
einzelnen Pakete und Layer. Abbildung 2 zeigt eine Darstellung<br />
der einzelnen Pakete und Layerstufen.<br />
Wie schon erwähnt, ist neben der Darstellung der einzelnen<br />
Bestandteile eines Datenpaketes, auch die Auswertung der ein-<br />
2 4 8 E & E - K o m p e n d i u m 2 0 13
MESSTECHNIK & EMV<br />
Abbildung 3: Beispiel für die<br />
Aufzeichnung einer Initialisierung<br />
eines USB-Memory-Sticks<br />
zelnen Datenpaketinhalte von entscheidender Bedeutung. Eine<br />
große Speichertiefe ist uninteressant, wenn man keine Such-,<br />
Report- und Filterfunktionen zur Verfügung gestellt bekommt.<br />
Informationen zu auftretenden Protokollfehlern, Aufsummierung<br />
der einzelnen Datenpakete nach verschiedenen Kriterien<br />
(z. B. Anzeige aller aufgetretenen Fehler) müssen schnell und<br />
flexible bereitgestellt werden.<br />
Neben der eigentlichen Aufgabe eines Protokoll-Analyser,<br />
das aufgezeichnete Protokoll hinsichtlich der korrekten Implementierung<br />
der von der USB.org vergebenen Spezifikationen<br />
zu überprüfen, prüft er ebenfalls wie gut oder schlecht die<br />
Leistung eines Protokolls ist. Wird die zur Verfügung stehende<br />
Bandbreite von 480 MByte bei USB 2.0 effizient genutzt? In<br />
Bezug auf die richtige Syntax eines Protokolls lässt sich allgemein<br />
sagen, dass, solange kein Protokoll-Fehler auftritt, die<br />
Spezifikationen des USB-Busses korrekt implementiert wurden.<br />
Diese Informationen sagen aber noch nichts darüber aus,<br />
wie gut oder schlecht sie implementiert wurden. Dieses lässt<br />
sich nur mit Hilfe von Tools feststellen, die Informationen zum<br />
Datendurchsatz und Ausnutzung der zur Verfügung stehenden<br />
Bandbreite liefern. Abbildung 3 zeigt ein Beispiel für die Aufzeichnung<br />
einer Initialisierung eines USB-Memory-Sticks.<br />
In bestimmten Bereichen, z. B. in der Medizintechnik, steht<br />
man vor dem Problem, dass man seine Entwicklung von der<br />
USB.org zertifizieren lassen muss. Dies geschieht auf so genannten<br />
Zerifizierungsevents und wird von der USB.org mehrmals<br />
im Jahr durchgeführt. Da diese Events selten in Europa<br />
angeboten werden und man deshalb einige Kosten einplanen<br />
muss, ist es ratsam beim ersten Mal zertifiziert zu werden.<br />
Deshalb bieten die Messgerätehersteller Pre-Compliance-Pakete<br />
an. Mit Hilfe dieser Pakete können die Entwicklungen in<br />
Hinblick auf die Anforderung der USB.org überprüft werden.<br />
Benötigt wird neben einem USB-Analyser ein USB-Generator<br />
(Exerciser), der die benötigten Testpattern generiert. Diese<br />
Testpattern werden von dem Device Under Test (DUT) ausgeführt,<br />
und der USB-Analyser überprüft, ob diese Ausführungen<br />
der Spezifikation der USB.org entspricht oder nicht. Die<br />
Analyse stellt im Prinzip einen Pass-Fail-Test dar. Zu beachten<br />
ist, dass es bei USB 2.0 keine Protokoll-Compliance-Tests für<br />
USB-Host-Anwendungen gibt, sondern nur für Devices. ☐<br />
Weitere Informationen zu Teledyne LeCroy finden Sie im Business-Profil<br />
auf der Seite 49.<br />
> MORE@CLICK EEK11294500<br />
M E S S T E C H N I K &<br />
E M V<br />
w w w. E u E 2 4 . n e t<br />
2 4 9
M E S S T E C H N I K & E M V<br />
BAUTEILE MIT HOHEN STRÖMEN TESTEN<br />
Im Hinblick auf die Einsparung von Energie spielen Leistungshalbleiter in Anwendungen<br />
eine entscheidende Rolle. Die hohen Ströme und Spannungen sowie der niedrige Durchlass-<br />
Widerstand dieser Bauteile erfordern Testinstrumente, die nicht nur eine hohe Leistung liefern,<br />
sondern auch mit hoher Präzision und Auflösung messen können. Moderne Hochleistungs-<br />
Source-Measure-Units erfüllen diese Anforderungen.<br />
TEXT: Dave Wyban FOTOS: Keithley Instruments<br />
www.<strong>EuE24.net</strong>/PDF/EEK11091600<br />
Die neueste Generation von Hochleistungs-Source-Measure-Units<br />
(SMUs) kann gepulste Ströme von bis zu 50 A einspeisen<br />
und Ströme und Spannungen im Pikoampere- und Mikrovolt-Bereich<br />
messen. Wird noch mehr Leistung benötigt, dann<br />
lassen sich zwei dieser Instrumente kombinieren und der<br />
Strombereich auf 100 A verdoppeln.<br />
Durch den großen Dynamikbereich von wenigen Pikoampere<br />
bis zu 100 A ist diese Lösung optimal für Bauteile wie<br />
HBLEDs (High Brightness LEDs), Leistungshalbleiter, DC/DC-<br />
Wandler und Batterien sowie andere Materialien, Komponenten<br />
oder Leistungsmodule.<br />
Implementierung<br />
Der Aufbau einer Stromquelle für sehr hohe Ströme erfordert<br />
die Parallelschaltung von zwei SMUs, die beide als Stromquelle<br />
konfiguriert sind. Dabei sind folgende Punkte zu beachten:<br />
▶ Einsatz von zwei identischen Hochleistung-SMUs im<br />
gleichen Strombereich.<br />
Der Einsatz von identischen SMUs gewährleistet, dass, falls<br />
erforderlich, eine SMU den gesamten Strom der anderen<br />
SMU aufnimmt. Die zwei SMUs sollten dabei auf den gleichen<br />
Strombereich eingestellt sein. Wie eine SMU auf<br />
Stromänderungen reagiert, ist vom jeweiligen Strombereich<br />
abhängig. Die Konfiguration beider SMUs als Quelle<br />
im gleichen Strombereich gewährleistet, dass die SMUs<br />
ähnlich auf Stromänderungen reagieren. Dies reduziert die<br />
Gefahr für Überschwingen, unkontrolliertes Schwingen<br />
und sonstige unerwünschte Interaktionen zwischen den<br />
Geräten.<br />
▶ Einstellung beider SMUs auf den gleichen Leistungsbereich.<br />
Damit eine SMU den gesamten Strom der anderen aufnehmen<br />
kann, sollten die SMUs im selben Leistungsbereich<br />
arbeiten. Bei einer Parallelschaltung sollten beide auf den<br />
gleichen Ausgangsstrombereich eingestellt werden. Der<br />
Leistungsbereich lässt sich in drei Spannungsbereiche unterteilen:<br />
0 bis 10 V, 10 bis 20 V und 20 bis 40 V (Abbildung<br />
1). Wird beispielsweise eine SMU auf einen Spannungsgrenzwert<br />
von 20 V gesetzt, dann sollte die andere<br />
SMU auf einen Spannungsgrenzwert zwischen 10 und 20 V<br />
konfiguriert werden, um beide Geräte im gleichen Betriebsbereich<br />
zu halten.<br />
▶ Vierdraht-Verbindungen verhindern Messfehler bei<br />
hohen Strömen.<br />
Bei sehr hohen Strömen kann in den Messleitungen ein<br />
Spannungsabfall auftreten, der die Spannungsmessung<br />
verfälscht. Diese Fehler lassen sich mittels Vierdraht-Verbindung<br />
zweier SMUs vermeiden. Bei dieser Methode werden<br />
separate Leitungen für den Messstrom und die Messung<br />
der Spannung über dem Testobjekt (DUT) genutzt.<br />
Da der Eingangswiderstand der Spannungsmessschaltung<br />
äußerst hoch ist, lässt sich der durch sie fließende Strom<br />
2 5 0 E & E - K o m p e n d i u m 2 0 13
MESSTECHNIK & EMV<br />
Abbildung 1: Leistungshüllkurve eines Hochleistungs-SMUs.<br />
und somit der Spannungsabfall über den Sense-Leitungen (SHI und<br />
SLO) vernachlässigen. Die vom Messgerät gemessene Spannung entspricht<br />
damit im Prinzip der Spannung über dem Testobjekt. Die Leitungen<br />
für die Spannungsmessung sollten so nah wie möglich mit<br />
dem DUT verbunden sein, um den Einfluss des Widerstands der<br />
Messleitungen zu minimieren.<br />
▶ Verwendung geeigneter Testkabel für die hohen Ströme bei Hochleistungs-SMUs.<br />
Die verwendeten Kabel müssen sowohl einen niedrigen Widerstand<br />
als auch eine geringe Induktivität aufweisen. Bei Strömen von mehr<br />
als 40 A (DC) oder 100 A (gepulst) sollten Leitungen mit mindestens<br />
10 AWG oder mehr genutzt werden. Leitungen, die nicht für diese<br />
hohen Ströme geeignet sind, können nicht nur die Leistung der SMU<br />
beeinflussen, sondern stellen auch eine potenzielle Feuergefahr dar.<br />
▶ Einstellung geeigneter Spannungsbegrenzungen.<br />
Wenn SMUs als parallele Stromquellen arbeiten, dann sollte der<br />
Spannungsgrenzwert der einen SMU um 10 Prozent niedriger eingestellt<br />
werden, als der der anderen. Dadurch geht nur eine SMU in die<br />
Spannungsbegrenzung und wird zur Spannungsquelle. Eine SMU<br />
(eigentlich jede Stromquelle) liefert generell spannungsbegrenzte<br />
Ströme. Wird der Spannungsgrenzwert erreicht, dann geht die SMU<br />
in die Begrenzung und wird zur Spannungsquelle. Wird die Spannungsbegrenzung<br />
einer SMU niedriger eingestellt als die der anderen<br />
SMU, dann kann der Spannungsgrenzwert nur von einem der<br />
Geräte erreicht werden. Geht die SMU mit dem niedrigeren Spannungsgrenzwert<br />
in die Begrenzung, dann wird sie zur Spannungsquelle<br />
mit niedriger Impedanz und nimmt den Strom der anderen<br />
w w w. E u E 2 4 . n e t<br />
MEHR<br />
PRÄZISION<br />
Sensoren & Systeme -<br />
Innovative Lösungen<br />
zur Messung von<br />
• Weg<br />
• Abstand<br />
• Distanz<br />
• Position<br />
• Dimension<br />
www.micro-epsilon.de<br />
MICRO-EPSILON Messtechnik<br />
94496 Ortenburg · Tel. 0 85 42/168-0<br />
info@micro-epsilon.de<br />
M E S S T E C H N I K &<br />
E M V
M E S S T E C H N I K & E M V<br />
Abbildung 2: R DS(ON)<br />
-Messung bei einem Power-MOSFET mit Strömen<br />
bis 100 A.<br />
Abbildung 3: Prinzipschaltbild für die R DS(ON)<br />
-Messung mit zwei<br />
SMUs.<br />
SMU auf. Dadurch kann diese weiterhin den programmierten<br />
Strom liefern, ohne dass sie die Ausgangspannung<br />
weiter erhöhen muss, und geht damit auch nicht in<br />
die Spannungsbegrenzung. Wenn beide SMUs in die<br />
Spannungsbegrenzung gehen würden, hätte das System<br />
zwei parallele Spannungsquellen, was einen unkontrollierten<br />
Stromfluss zwischen den SMUs ergäbe. Dies könnte<br />
unerwartete Ergebnisse oder Schäden am DUT verursachen.<br />
Solche Umstände können auch auftreten, wenn<br />
das DUT vom Prüfkreis getrennt wird. Indem die Spannungsbegrenzung<br />
einer SMU niedriger als die der anderen<br />
eingestellt wird, lässt sich dies vermeiden.<br />
▶ Einstellung des Ausgangsausschaltmodus der SMUs.<br />
Dieser Modus bestimmt, ob die SMU beim Abschalten des<br />
Ausgangs zur Spannungsquelle mit einer Ausgangsspannung<br />
von 0 V oder zur Stromquelle mit einem Ausgangsstrom<br />
von 0 A wird. Arbeiten zwei SMUs parallel als<br />
Stromquellen, dann sollte bei ausgeschaltetem Ausgang die<br />
SMU als Spannungsquelle konfiguriert sein, deren Spannungsbegrenzung<br />
um 10 Prozent niedriger ist. Die andere<br />
SMU sollte als Stromquelle eingestellt sein.<br />
Testkonfiguration für R DS(ON)<br />
-Messungen<br />
Das hier beschriebene Testsystem für R DS(ON)<br />
-Messungen bei<br />
Power-MOSFET-Bauteilen lässt sich auch für andere Anwendungen<br />
anpassen (Abbildung 2). In diesem Beispiel wurden die<br />
folgenden Geräte für die Testkonfiguration verwendet:<br />
▶ Zwei High-Power-System-SourceMeter-Instrumente Modell<br />
2651A, die parallel geschaltet werden, um gepulste<br />
Ströme bis 100 A zu erhalten.<br />
▶ Ein System-SourceMeter-Instrument der Serie 2600A zur<br />
Steuerung des Gate-Pins des DUT.<br />
▶ Zwei TSP-Link-Kabel für die Kommunikation und das Präzisions-Timing<br />
zwischen den Instrumenten.<br />
▶ Ein GPIB-Kabel oder ein Ethernet-Kabel zur Verbindung<br />
der Instrumente mit einem externen Controller.<br />
Für die Kommunikationsverbindungen mit dem PC kann<br />
zum Beispiel eine GPIB-Schnittstelle genutzt werden. Die Instrumente<br />
unterstützen auch noch weitere Kommunikationsschnittstellen.<br />
Die TSP-Link-Verbindung ist für das Präzisions-<br />
Timing und die Synchronisation der Geräte notwendig. Abbildung<br />
3 zeigt die Verkabelung zwischen den SMUs und dem<br />
DUT. Alle Verbindungen sollten potentialfrei ausgeführt sowie<br />
möglichst kurz gehalten werden, um Messfehler durch einen<br />
Spannungsabfall zu minimieren.<br />
Anmerkung: Der Gate-Anschluss des DUT kann bei den<br />
Hochstrompulsen zu oszillieren beginnen und somit instabile<br />
Spannungen am Gate und Ströme im Drain verursachen. Diese<br />
Schwingungen lassen sich durch einen zusätzlichen Widerstand<br />
dämpfen, der zwischen dem Gate des Bauteils und der<br />
SMU zur Steuerung des Gates eingefügt wird. Sollte dies nicht<br />
helfen, kann zusätzlich der Hochkapazitätsmodus der SMU<br />
eingeschaltet werden. ☐<br />
> MORE@CLICK EEK11091600<br />
2 5 2 E & E - K o m p e n d i u m 2 0 13
MESSTECHNIK & EMV<br />
MEHR IST NICHT IMMER BESSER<br />
Kaum ein Anwender weiß, was es mit der Speichertiefe eines Oszilloskops auf sich hat. Die<br />
meisten wissen nicht einmal, wie viel Speicher ihr Gerät hat. Dieser Artikel erläutert, was<br />
Speicher im Oszilloskop ist und warum er wichtig ist. Außerdem werden Vorteile verschiedener<br />
Geräte-Architekturen dargestellt und die Kompromisse, die man bezüglich des Datenspeichers<br />
eingehen muss.<br />
TEXT: Rich Markley, Markus Stocklas FOTOS: Agilent Technologies<br />
www.<strong>EuE24.net</strong>/PDF/EEK11294550<br />
Wie viel Speicher hat das Digitaloszilloskop auf Ihrem Arbeitstisch?<br />
Keine Ahnung? Machen Sie sich keine Gedanken<br />
darüber, die meisten Anwender wissen das nicht. Aber, wenn es<br />
um Speichertiefe geht, ist mehr doch immer besser, oder? Wie<br />
bei vielen Dingen liegt die Antwort leider nicht so offensichtlich<br />
auf der Hand, denn die Schwierigkeit steckt im Detail.<br />
Zunächst einmal ist zu klären, was der Datenspeicher eines<br />
Oszilloskops überhaupt ist und warum er wichtig ist. Ein Oszilloskop<br />
hat eine Eingangsstufe, die das analoge Signal erfasst.<br />
Diese gibt das Signal weiter zu einem Analog/Digital-Wandler,<br />
der das Signal digitalisiert. Danach werden die Daten in einen<br />
Speicher geschrieben, verarbeitet und auf einem Bildschirm<br />
dargestellt. Der Speicher eines Oszilloskops steht in direktem<br />
Zusammenhang mit der Abtastrate. Je größer der Speicher,<br />
desto höher kann die Abtastrate sein, wenn man ein Signal<br />
über einen längeren Zeitraum erfassen will. Je höher die Abtastrate<br />
ist, desto höher ist auch die effektive Bandbreite des Oszilloskops.<br />
Ist es also so wie oben gesagt: Je größer der Speicher, desto<br />
besser das Oszilloskop? In einer idealen Welt wäre das so. Betrachten<br />
wir doch einmal zwei Oszilloskope mit ähnlichen<br />
Spezifikationen (mit Ausnahme der Speichertiefe). Beide Geräte<br />
haben eine Bandbreite von 1 GHz und eine Abtastrate von<br />
5 GSamples/s. Das eine hat aber einen Speicher, der 4 Millionen<br />
Punkte fasst (MegaZoom-Architektur). Das andere hat<br />
eine Speichertiefe von 20 Millionen Punkten (CPU-basierte<br />
Architektur). Mit der folgenden einfachen Kalkulation kann<br />
man aus einer bestimmten Einstellung der Horizontalablenkung<br />
bei einer gegebenen Speichertiefe die maximal mögliche<br />
Abtastrate errechnen (10 horizontale Skalenteile angenommen<br />
und kein Sampling über die Bildschirmgrenzen hinaus):<br />
Speichertiefe / (Zeit pro horizontalem Skalenteil) * 10 Skalenteile)<br />
= Abtastrate (bis hin zur maximalen Abtastrate, die<br />
die A/D-Wandler liefern).<br />
Hat man zum Beispiel die Zeitbasis auf 160 µs/Skt. eingestellt<br />
und eine Speichertiefe von 4 Millionen Samples, so hätte<br />
man 4.000.000/(160 µs/Skt. * 10 Skt) = 2,5 GSamples/s.<br />
Nur bei einer hohen Abtastrate kann ein Oszilloskop seine<br />
Fähigkeiten voll ausspielen, es wäre daher wichtig, dass die Abtastrate<br />
möglichst lange hoch bleibt. Oszilloskope mit 5 GSamples/s<br />
gibt es mit verschiedener Speicherausstattung, sie reicht<br />
von 10.000 (10 Kpts) bis 1 Milliarde (1 Gpts) Punkten.<br />
Viel Speicher ist nicht immer gut<br />
Eine große Speichertiefe hat also einen großen Vorteil,<br />
wenn man die Abtastrate betrachtet, aber hat sie denn auch<br />
M E S S T E C H N I K &<br />
E M V<br />
w w w. E u E 2 4 . n e t<br />
2 5 3
M E S S T E C H N I K & E M V<br />
Abbildung 1: Das Blockschaltbild der CPU-basierten Architektur<br />
zeigt, dass die CPU für die Darstellung der Messkurven ein<br />
Nadelöhr darstellt.<br />
Abbildung 2: : Die MegaZoom-Architektur mit einem kundenspezifischen<br />
ASIC für die Darstellung von Messkurven aus dem<br />
Oszilloskop-Speicher.<br />
Nachteile? Viel Speicher ist dann nachteilig, wenn er ein Oszilloskop<br />
so langsam macht, dass man nicht mehr sinnvoll damit<br />
arbeiten kann. Ein großer Speicher beansprucht das System<br />
sehr stark. Manche Oszilloskope sind so ausgelegt, dass sie mit<br />
viel Speicher gut zurechtkommen, ansprechbar bleiben und<br />
den Bildschirm angemessen schnell neu schreiben, anderen<br />
geht es nur um die Kernspezifikation auf dem Papier. Will man<br />
eine derartige Einstellung tatsächlich nutzen, stellt man fest,<br />
dass das Oszilloskop im Grunde so nicht nutzbar ist, weil die<br />
Signalaktualisierungsrate (Bildwiederholfrequenz) um Größenordnungen<br />
sich verringern. Betrachtet man obige zwei Oszilloskope<br />
nochmals, stellt man fest, dass beide Oszilloskope<br />
bei 20 ns/div (einer schnellen Zeitbasiseinstellung) nahe ihrer<br />
Maximalwerte für die Signalaktualisierungsrate sind. Was aber<br />
passiert, wenn man die Zeitbasis auf 400 ns/div stellt?<br />
Das Oszilloskop mit der MegaZoom-Architektur maximiert<br />
seine Speichertiefe automatisch und hält die Abtastrate<br />
auf Maximum. Dieses Oszilloskop verhält sich genau so,<br />
wie man es von einem Oszilloskop mit großer Speichertiefe<br />
erwarten würde (es hält die Abtastrate bei 5 GSamples/s und<br />
hat dabei immer noch eine hohe Signalaktualisierungsrate).<br />
Das Oszilloskop mit der CPU-basierten Architektur nutzt<br />
immer noch seine Standardspeichertiefe, damit das Oszilloskop<br />
ansprechbar bleibt, hält die Abtastrate dabei aber nicht<br />
so hoch, wie es eigentlich sollte (und hat dennoch im Vergleich<br />
eine niedrigere Signalaktualisierungsrate). Was passiert,<br />
wenn man die Speichertiefe so einstellt, dass die Abtastrate<br />
hoch bleibt? Man beginnt die Kompromisse eines Geräts<br />
zu erkennen, das zwar eine große Speichertiefe aufweist, aber<br />
eigentlich nicht dafür ausgelegt ist: Die Abtastrate ist nun am<br />
Maximum von 5 GSamples/s, aber die Signalaktualisierungsrate<br />
ist nur ein Drittel so hoch wie beim MegaZoom-Oszilloskop.<br />
Und wenn man auf langsamere Zeitbasiseinstellungen<br />
schaut, wird das Verhältnis noch erheblich ungünstiger (z. B.<br />
ist die Signalaktualisierungsrate des MegaZoom-Oszilloskops<br />
bei 4 µs/div 20-mal so hoch wie beim CPU-basierten<br />
Oszilloskop).<br />
CPU-basierte Architektur<br />
Und was bedeutet, dass ein Oszilloskop für große Speichertiefe<br />
ausgelegt ist, während ein anderes seinen Speicher auf<br />
10 Kpts beschränken muss, damit es bedienbar bleibt? Das hat<br />
eine Menge mit der Architektur des Oszilloskops zu tun. Bei<br />
einigen Oszilloskopen ist die CPU ein integraler Teil des eigentlichen<br />
Oszilloskop-Systems (CPU-basierte Architektur).<br />
Sie stellt oft das Nadelöhr im Systemaufbau dar und bestimmt,<br />
wie schnell das Oszilloskop Daten verarbeiten und anzeigen<br />
kann. Hat die CPU gerade keine Zeit, auf den Speicher zuzugreifen,<br />
verlängert das die Zeit, die für die Verarbeitung und<br />
Anzeige der Daten nötig ist. Dies wiederum verringert die Signalaktualisierungsrate<br />
des Oszilloskops, manchmal drama-<br />
2 5 4 E & E - K o m p e n d i u m 2 0 13
MESSTECHNIK & EMV<br />
Abbildung 3: Zwei HF-Impulse mit großem zeitlichem Abstand. Man<br />
beachte die niedrige Abtastrate, die daraus resultiert, dass das Oszilloskop<br />
die Pulse und die stille Zeit dazwischen digitalisiert.<br />
Abbildung 4a: Der erste von 100 HF-Impulsen, erfasst mit<br />
segmentiertem Speicher. Man beachte die Abtastratenanzeige:<br />
5 GSamples/s.<br />
tisch. Abbildung 1 zeigt den grundsätzlichen Aufbau dieser<br />
Architektur.<br />
Zum Glück gibt es eine bessere Lösung. Ist ein Oszilloskop<br />
speziell für große Speichertiefen ausgelegt, verfügt es über ein<br />
spezielles ASIC für die Darstellung der Messkurven, das die<br />
CPU von dieser zeitraubenden Aufgabe entlastet. Hier gehört<br />
die CPU nicht mehr zum eigentlichen Oszilloskop-System.<br />
Man braucht sie natürlich nach wie vor, aber sie übernimmt<br />
jetzt andere Aufgaben. Das Oszilloskop-System hingegen kann<br />
sich auf das konzentrieren, was es am besten kann, nämlich<br />
Messkurven darstellen. Abbildung 2 zeigt den prinzipiellen<br />
Aufbau dieser Architektur in der DSO-3000-X-Serie von Agilent,<br />
die mit einem kundenspezifischen ASIC namens Mega-<br />
Zoom IV arbeitet und damit auch bei maximaler Abtastrate<br />
und großem Speicher hohe Signalaktualisierungsraten erzielt.<br />
Speicher- und Oszilloskop-Architektur sind so ineinander<br />
verwoben, dass manches möglich wird, was selbst eine Beschränkung<br />
auf 10.000 Punkte nicht lösen würde. Eine der wesentlichen<br />
Fortschritte der Oszilloskoptechnik der vergangenen<br />
15 Jahre ist die Erweiterung der Geräte um zusätzliche<br />
Digitalkanäle. Nicht alle Digitalkanäle sind jedoch gleich implementiert.<br />
Bei der CPU-basierten Architektur wird das Oszilloskop<br />
beim Zuschalten der Digitalkanäle derart langsam, dass<br />
die Signalaktualisierungsrate unabhängig von der Einstellung<br />
der Horizontalablenkung oder der Speichertiefe nicht über 135<br />
Signale pro Sekunde kommt. Das liegt mehrere Größenordnungen<br />
unter dem Wert, den der Hersteller als maximale Signalaktualisierungsrate<br />
angibt. Woher kommt das? Wieder geht<br />
das auf den grundsätzlichen Aufbau des Oszilloskops zurück.<br />
Abbildung 1 zeigt, dass die MSO-Kanäle nicht besonders gut in<br />
eine CPU-basierte Architektur eingebunden sind. Die CPU<br />
muss somit eine Menge Zeit für ihre Darstellung aufwenden.<br />
Bei der MegaZoom-Architektur aber sind die Digitalkanäle<br />
ein integraler Teil des kundenspezifischen ASICs, das alle Kanäle<br />
plottet und darstellt (Abbildung 2). Wenn man bei einem<br />
Oszilloskop mit MegaZoom-Architektur Digitalkanäle zuschaltet,<br />
wird das Gerät dadurch nicht langsamer. Auch andere<br />
übliche Funktionen wie etwa eine Sin(x)/x-Interpolation können<br />
ein CPU-basiertes System nennenswert ausbremsen – und<br />
zwar so, dass der Anwender einen dramatischen Einbruch bei<br />
der Signalaktualisierungsrate sieht, wenn er die Horizontalablenkung<br />
umschaltet (weil das Oszilloskop dabei die Sin(x)/x-<br />
Interpolation ein- und ausschaltet). Die MegaZoom-Architektur<br />
hat damit kein Problem.<br />
Trägheit ist problematisch<br />
Die träge Reaktion eines Oszilloskops ist ein weiterer Nachteil<br />
eines CPU-basierten Systems. Haben Sie je einmal die Zeitbasis<br />
ihres Oszilloskops mit tiefem Speicher umgeschaltet und<br />
dann gewartet, bis es wieder ansprechbar war? Oder sonst eine<br />
Einstellung verändert und dabei versehentlich eine Stufe weiter<br />
M E S S T E C H N I K &<br />
E M V<br />
w w w. E u E 2 4 . n e t<br />
2 5 5
M E S S T E C H N I K & E M V<br />
Abbildung 4b: Der hunderste von 100<br />
HF-Impulsen, erfasst mit segmentiertem<br />
Speicher. Man beachte die Abtastratenanzeige<br />
(5 GSamples/s) und den Zeitstempel<br />
(396,001 ms).<br />
gedreht als eigentlich beabsichtigt, weil das Oszilloskop so langsam<br />
reagiert hat? Die Ursache dafür liegt darin, dass die CPU<br />
sich erst einmal durch all diese Daten wühlen muss. Der gleiche<br />
Grund, der für die niedrigen Signalaktualisierungsraten sorgt,<br />
ist für die träge Reaktion des Gerätes verantwortlich.<br />
Bisher haben wir Anwendungsfälle besprochen, in denen<br />
das Oszilloskop kontinuierlich misst und für so etwas wie Debugging<br />
eingesetzt wird. Doch wie ist es, wenn wir eine Single-<br />
Shot-Messung betrachten? Gilt zumindest dann: Je mehr Speicher,<br />
desto besser? Bei solchen Messungen braucht man keine<br />
hohe Signalaktualisierungsrate, und das Oszilloskop soll<br />
schnell reagieren, wenn die Daten alle schon im Kasten und<br />
bereits auf dem Bildschirm sind. Diese Überlegung klingt logisch,<br />
und in manchen Fällen stimmt sie sogar. Was aber ist<br />
mit einem Signal, das einige wenige Datenpakete aufweist und<br />
dazwischen lange Phasen, in denen nichts geschieht (beispielsweise<br />
ein Radarsignal oder ein serieller Bus, der Pakete sendet)?<br />
Mit einem herkömmlichen Oszilloskop mit tiefem Speicher<br />
würde man den Speicher dazu nutzen, die Datenpakete<br />
aufzunehmen und dazu die lange inaktive Zeit dazwischen.<br />
Das ist kein besonders effizienter Umgang mit dem Speicher,<br />
denn vermutlich geht es einem ja nur um die Datenpakete. Einige<br />
Oszilloskope bieten für solche Anwendungsfälle eine Betriebsart<br />
„segmentierbarer Speicher“. Diese Betriebsart erlaubt<br />
es, nur die interessanten Bereiche eines Signals zu speichern<br />
und so den Speicher wesentlich besser auszunutzen.Wir werfen<br />
nun einen Blick auf eine Situation, in der segmentierter<br />
Speicher vorteilhaft ist: Abbildung 3 zeigt zwei Radar-Bursts,<br />
die von einer langen Zeit getrennt sind, in der nichts geschieht.<br />
Ein herkömmliches Oszilloskop mit tiefem Speicher würde sowohl<br />
die Bursts als auch die Totzeit dazwischen digitalisieren.<br />
Abbildung 3 verdeutlicht, dass die Abtastrate in diesem Fall<br />
nur 625 MSamples/s beträgt, wo das Oszilloskop an sich doch<br />
5 GSamples/s erfassen kann. Und dabei nehmen wir gerade<br />
einmal zwei Bursts auf. Was wäre, wenn wir 100 Bursts aufnehmen<br />
wollten? Die Abtastrate würde auf unter 10 MSamples/s<br />
absacken und die Bursts wären (da massiv unterabgetastet)<br />
praktisch nicht mehr erkennbar. Wollte man 100 Bursts und<br />
die ganze Totzeit dazwischen mit 5 GSamples/s erfassen, wäre<br />
dafür ein Speicher von 2,5 Milliarden Punkten nötig. Das<br />
schafft kein Oszilloskop, das aktuell auf dem Markt ist.<br />
Mit segmentiertem Speicher könnte man nur den interessanten<br />
Teil des Signals aufzeichnen (nämlich die Bursts) und<br />
die Totzeit dazwischen weglassen. Abbildung 4a zeigt den ersten<br />
von 100 Radarbursts, die mittels segmentiertem Speicher<br />
aufgenommen wurden. Man beachte die Abtastratenanzeige<br />
(5 GSamples/s). Jedes Segment trägt einen exakten Zeitstempel,<br />
der den zeitlichen Abstand in Bezug auf den ursprünglichen<br />
Trigger eindeutig zeigt. Abbildung 4b zeigt den hundertsten<br />
Burst und seinen Zeitstempel (396,001 ms). Das Oszilloskop<br />
ermöglicht dem Anwender, von Segment zu Segment zu<br />
gehen und jedes Segment einzeln zu analysieren (einschließlich<br />
Protokolldekodierung, wenn das Verfahren an seriellen<br />
Bussen eingesetzt wird). ☐<br />
> MORE@CLICK EEK11294550<br />
2 5 6 E & E - K o m p e n d i u m 2 0 13
MESSTECHNIK & EMV<br />
AUF DIE SCHNITTSTELLE KOMMT ES AN<br />
Mit der Steuergeräteschnittstelle Etas ETK lassen sich mehrere Hundert Signale aus mehreren<br />
Steuergeräten im Kfz gleichzeitig erfassen. Umgekehrt können Daten in Echtzeit in das Steuergerät<br />
übertragen werden. So lassen sich neue Regelalgorithmen einfach auf Prototyping-Systeme<br />
auslagern, mit vorhandenen Steuergeräten koppeln, iterativ verfeinern und effizient im Fahrzeug<br />
abstimmen und validieren. Der Artikel beschreibt den Einsatz des ETK bei der Entwicklung von<br />
elektronischen Steuerungen für die Dieselabgasnachbehandlung und für Hybridfahrzeuge.<br />
TEXT: Wolfgang Loewl, Michael Kolitsch, Klaus Ries-Müller, Christoph Müller, Dr. Ulrich Lauff FOTOS: Etas, Bosch www.<strong>EuE24.net</strong>/PDF/EEK11294510<br />
Durch Einsatz von Hybridantrieben, aufgeladenen Direkteinspritzer-Benzinmotoren<br />
oder Common Rail-Dieselaggregaten<br />
lässt sich der Treibstoffverbrauch von Fahrzeugen deutlich<br />
senken. Leistungsfähige elektronische Steuerungen sorgen<br />
für optimalen Betrieb der komplexen Systeme. Bei der Entwicklung<br />
und Applikation der Steuerungen müssen höchste<br />
Anforderungen in Bezug auf Qualität, Zuverlässigkeit und<br />
Kosten einerseits sowie eine flexible Adaptierbarkeit an unterschiedliche<br />
Fahrzeugmodelle andererseits erfüllt werden. Daher<br />
müssen – neben Elektronik- und Software-Plattformen,<br />
effizienten Prozessen, Methoden und Werkzeugen – leistungsfähige<br />
Steuergeräte-Schnittstellen eingesetzt werden.<br />
Abgasnachbehandlungskonzepte<br />
für Diesel-Pkws<br />
In Kalifornien müssen bei der Qualifizierung von Fahrzeugmodellen<br />
mit Verbrennungsmotoren der abgasärmsten Klasse<br />
(SULEV) Abgasgrenzwerte nach den LEV II/ LEV III-Richtlinien<br />
eingehalten werden. Diese liegen nochmals weit unterhalb<br />
der Werte, welche die strengen europäischen bzw. USA-weit<br />
gültigen Normen EURO 6 bzw. Tier 2 Bin 5 vorgeben (siehe Ta-<br />
belle 1). Die SULEV-Grenzwerte lassen sich für Dieselabgase<br />
nur durch eine Kombination von innermotorischen Maßnahmen<br />
mit fortschrittlichster Technik zur Abgasnachbehandlung<br />
unterschreiten. Bosch hat zu diesem Zweck das Harnstoff-Dosiersystem<br />
Denoxtronic entwickelt, welches die Stickoxid(NO X<br />
)-<br />
Emissionen im Dieselabgas auf ein Minimum reduziert.<br />
Das Denoxtronic-System kann zusammen mit einem<br />
SCR(Selective Catalytic Reduction)-Katalysator das im Abgas<br />
enthaltene NO X<br />
nahezu vollständig reduzieren. Das System<br />
spritzt eine 32,5-prozentige Harnstoffwasserlösung direkt in<br />
den Abgasstrom vor dem SCR-Katalysator ein. Dort entsteht<br />
aus dem Harnstoff durch Thermo- und Hydrolyse Ammoniak.<br />
Im Katalysator reduziert das Ammoniak die Stickoxide aus<br />
dem Abgas zu Wasser und Stickstoff.<br />
Die elektronische Ansteuerung des Dosiersystems kann<br />
entweder im Motorsteuergerät (ECU) oder in einem separaten<br />
Dosiersteuergerät (DCU) implementiert werden. Im<br />
zweiten Fall erhält die DCU die aktuellen Betriebsdaten des<br />
Motors über CAN. Zusätzlich dazu werden die für das Dosiersystem<br />
erforderlichen Sensordaten in der DCU verarbeitet.<br />
Die Dosierstrategie wird in Form von Software entwickelt<br />
und fahrzeugspezifisch angepasst. Um eine maximale Sticko-<br />
M E S S T E C H N I K &<br />
E M V<br />
w w w. E u E 2 4 . n e t<br />
2 5 7
M E S S T E C H N I K & E M V<br />
Abbildung 1: Entwicklung von neuen Algorithmen für das Dosiersteuergerät bei Bosch Diesel Systems, Zeitplan.<br />
xidumsetzung zu erreichen, muss die Menge des Reduktionsmittels<br />
genau an das Verhalten des jeweiligen Motors und die<br />
Eigenschaften des verwendeten Katalysators angepasst<br />
werden.<br />
In der Entwicklungsabteilung für Abgasnachbehandlungssysteme<br />
des Geschäftsbereichs „Diesel Systems“ der Robert<br />
Bosch GmbH wird die Harnstoff-Dosierstrategie entworfen<br />
und implementiert. Auf Grund der hohen spezifischen funktionalen<br />
Anforderungen der Kunden muss das Verhalten des<br />
Zielsystems möglichst frühzeitig im Entwicklungsprozess anhand<br />
von Prototypen, die flexibel erweitert werden können,<br />
demonstriert werden (Abbildung 1).<br />
TABELLE 1: LEV II-ABGASNORMEN DES CALIFORNIA AIR RESOURCE BOARD (CARB) GEMÄSS FEDERAL TEST PROCEDURE (FTP)<br />
FÜR DIESELFAHRZEUGE BIS MODELLJAHR 2014 MIT EINEM BRUTTOGEWICHT KLEINER 3,8 TONNEN UND EINER LAUFLEISTUNG<br />
KLEINER 120.000 MEILEN. AB MODELLJAHR 2015 WERDEN DIE KALIFORNISCHEN ABGASGRENZWERTE DURCH<br />
INKRAFTTRETEN DER LEV III-NORM WEITER VERSCHÄRFT.<br />
KATEGORIE<br />
LEV (Low Emission Vehicle, entspricht<br />
der US-Norm Tier 2 Bin 5)<br />
ULEV<br />
(Ultra Low Emission Vehicle)<br />
SULEV<br />
(Super Ultra Low Emission Vehicle)<br />
ZEV<br />
(Zero Emission Vehicle)<br />
ORGANISCHE VERBINDUNGEN<br />
OHNE METHAN<br />
[GRAMM/MEILE]<br />
KOHLEN-<br />
MONOXID<br />
[GRAMM/MEILE]<br />
STICKOXIDE<br />
[GRAMM/MEILE]<br />
FORMAL-<br />
DEHYDE<br />
[MILLIGRAMM/<br />
MEILE]<br />
0.090 4.2 0.07 18 0.01<br />
0.055 2.1 0.07 11 0.01<br />
0.010 1.0 0.02 4 0.01<br />
0.000 0.0 0.00 0 0.00<br />
PARTIKEL<br />
[GRAMM/MEILE]<br />
2 5 8 E & E - K o m p e n d i u m 2 0 13
MESSTECHNIK & EMV<br />
Abbildung 2: Entwicklung von neuen<br />
Algorithmen für das Dosiersteuergerät bei Bosch<br />
Diesel Systems, Prototyping-Aufbau.<br />
Die Software- und Funktionsentwickler von Bosch Diesel<br />
Systems setzen zu diesem Zweck die Werkzeugkette und die<br />
leistungsfähigen ETK-Steuergeräteschnittstellen von Etas ein:<br />
Die Denoxtronic-Plattformsoftware wird vollständig modellbasiert<br />
in Etas ASCET entwickelt. Mit dem Rapid Prototyping-<br />
System Etas ES1000 und dem Mess- und Verstellwerkzeug Etas<br />
INCA können neue Algorithmen ohne Änderungen der vorhandenen<br />
Steuergerätesoftware im Fahrzeug effizient validiert<br />
werden. Dabei werden die neuen Funktionen auf dem ES1000-<br />
System in Echtzeit berechnet und mit dem Dosiersteuergerät<br />
über den ETK synchronisiert. Die verschiedenen Ausgangssignale<br />
werden synchron zu den DCU-Zeitrastern in 10-ms- und<br />
100-ms-Zyklen auf dem ES1000-System berechnet und direkt<br />
in die Speicherzellen des DCU-Controllers geschrieben. Zu<br />
diesem Zweck wird eine kleine ETK-Schnittstellenhardware<br />
an den Mikroprozessor des Dosiersteuergeräts angeschlossen.<br />
Als Eingangssignale für die Berechnung der Funktionen werden<br />
vom modular aufgebauten ES1000-System über eine zweite<br />
ETK-Schnittstelle Daten aus der Motorsteuerung sowie über<br />
CAN- und A/D-Schnittstellenkarten Signale von NO x<br />
-Sensoren<br />
und Thermoelementen eingelesen (Abbildung 2). Durch<br />
die Auslagerung auf das Rapid-Prototyping-System ist es einfach<br />
möglich, neue Funktionen von spezifischen Anwendungen<br />
iterativ zu verfeinern und im Fahrversuch abzustimmen.<br />
Steuerungen für umweltfreundliche<br />
Hybridantriebe<br />
Die Leistungselektronik des Bosch Geschäftsbereichs „Gasoline<br />
Systems“ ist erfolgreich in Serienhybridmodellen von<br />
VW, Porsche, Peugeot und BMW im Einsatz. Die Leistungselektronik<br />
umfasst den Inverter und den DC/DC-Wandler.<br />
Kernstück des Inverters sind die IGBT-Hochleistungsendstufen<br />
zur Ansteuerung von Elektromotoren mit Phasenströmen<br />
bis 450 A rms<br />
bei Spannungen bis 410 V. Eine integrierte Steuerplatine<br />
übernimmt die Erfassung der Sensordaten von Strom,<br />
Spannung, Drehzahl und Temperatur, die Kommunikation auf<br />
den Bus-Systemen sowie die Ansteuerung der IGBT-Endstufen<br />
für die Ansteuerung des Elektromotors. Der Inverter kann<br />
je nach Anwendung in den Betriebsarten Momentenregelung,<br />
Drehzahlregelung, Stromregelung oder Spannungsregelung<br />
betrieben werden. Die Ansteuerung der Endstufen erfolgt mit<br />
10 kHz, die entsprechenden Regelalgorithmen werden im 100-<br />
µs-Raster gerechnet. Die Erfassung von Signalen der Inverter-<br />
M E S S T E C H N I K &<br />
E M V<br />
w w w. E u E 2 4 . n e t<br />
2 5 9
M E S S T E C H N I K & E M V<br />
Abbildung 3: Einsatz der ETK-<br />
Schnittstelle bei der Validierung<br />
und Applikation von Steuergerätefunktionen.<br />
Regelung in diesen kurzen Zeitrastern stellt hohe Anforderungen<br />
an die Steuergeräte-Schnittstelle.<br />
Die Bedatung der Invertersoftware wird von den Applikationsingenieuren<br />
von Bosch Gasoline Systems mit Hilfe von<br />
INCA via ETK an die Hybridsysteme, die in den einzelnen<br />
Fahrzeugprojekten verwendet werden, angepasst. Dazu werden<br />
weitere Signale, wie ETK-Daten aus der Motorsteuerung<br />
sowie CAN-Signale und analoge Sensorsignale aus der Fahrzeugumgebung,<br />
mit Hilfe von kompakten Etas-Schnittstellenund<br />
Messmodulen synchron erfasst (Abbildung 3). Auf diese<br />
Art und Weise kann das Wechselspiel von Leistungselektronik,<br />
Elektromotor und Hochvoltbordnetz in ein und derselben<br />
Messung bezogen auf eine Zeitachse im Fahrversuch beobachtet<br />
und aufgezeichnet werden.<br />
Echtzeitfähiger Steuergerätezugang<br />
ETKs erfüllen alle automotive-spezifischen Anforderungen<br />
in Bezug auf Umgebungstemperaturen, Vibrationen, Spannungsversorgung<br />
und Spannungseinbrüche. Durch den Einsatz<br />
von besonderen Methoden ist das verlustfreie Erfassen<br />
von konsistenten Messdaten mit dem ETK bereits ab Einschalten<br />
der Zündung möglich.<br />
Etas entwickelt die ETK-Steuergeräteschnittstelle, welche<br />
die Übertragung von hohen Datenvolumen mit anspruchsvollen<br />
Echtzeitanforderungen kombiniert, weiter, um die anspruchsvollen<br />
Anwendungen beim Entwurf, der Anpassung<br />
und der Validierung von elektronischen Steuerungen im Fahrzeug<br />
kontinuierlich zu unterstützen. Auf Kundenwunsch lassen<br />
sich ETKs mit einer offenen XCP-on-Ethernet-Schnittstelle<br />
ausrüsten. Diese so genannten XETKs können ohne Schnittstellenhardware<br />
direkt an den Ethernet-Port eines PC mit der<br />
Prototyping- oder Mess- und Verstell-Anwendung angeschlossen<br />
werden. Im Angebot sind ETKs und XETKs für unterschiedlichste<br />
Mikrocontroller und verschiedene Steuergeräteplattformen.<br />
☐<br />
Weitere Informationen zu Etas finden Sie im Business-Profil auf<br />
der Seite 32.<br />
> MORE@CLICK EEK11294510<br />
2 6 0 E & E - K o m p e n d i u m 2 0 13
MESSTECHNIK & EMV<br />
ELEKTROMAGNETISCHE FELDER –<br />
NORMEN UND GRENZWERTE<br />
Elektromagnetische Felder (EMF) können natürlich entstehen, etwa durch Gewitterblitze oder<br />
das Erdmagnetfeld. Sie können aber auch durch von Menschen gemachten Quellen erzeugt<br />
werden, wie das z. B. bei Mobiltelefonen oder Elektrogeräten der Fall ist. Der Mensch ist also<br />
einer vielschichtigen Mischung von elektromagnetischen Feldern ausgesetzt. Um deren Einfluss<br />
zu begrenzen, hat man Grenzwerte festgelegt, die Gerätehersteller berücksichtigen müssen.<br />
TEXT: Stefan Kammerl FOTOS: TÜV Süd Product Service<br />
www.<strong>EuE24.net</strong>/PDF/EEK11294480<br />
Die Elektro-Magnetische Verträglichkeit (EMV) soll gewährleisten,<br />
dass elektronische Geräte zum einen ausreichend<br />
unempfindlich gegen elektromagnetische Störungen sind<br />
(Störfestigkeit) und zum anderen keine Störungen erzeugen,<br />
bei denen ein bestimmungsgemäßer Betrieb anderer Geräte<br />
nicht möglich ist (Störaussendung). Vereinfacht könnte man<br />
auch vom störungsfreien Betrieb der Geräte in ihrer elektromagnetischen<br />
Umgebung sprechen. Bei der EMF hingegen soll<br />
der Schutz von Personen in elektromagnetischen Feldern sichergestellt<br />
werden.<br />
Grundsätzlich kann man EMF in zwei Bereiche aufgliedern:<br />
In niederfrequente elektromagnetische Felder, wie sie<br />
zum Beispiel durch Haushaltsgeräte, Hochspannungsleitungen<br />
und Computer erzeugt werden, und in hochfrequente elektromagnetische<br />
Felder, zu deren Quellen sowohl Handys und ihre<br />
Basisstationen, als auch Radar, Fernseh- und Rundfunksender<br />
zählen. Der menschliche Körper nutzt elektrische Signale, um<br />
Informationen von Nerven zu übertragen und Körperfunktionen<br />
zu steuern. Niederfrequente elektromagnetische Felder<br />
können diese Informationsübertragung durch Änderung der<br />
Ladungsverteilung beeinflussen sowie durch Induktion Nerven<br />
und Muskelzellen stimulieren. Die Energie hochfrequenter<br />
Felder wird vom Körper absorbiert und in Wärme umgesetzt.<br />
Nach diesem Prinzip arbeitet auch die Mikrowelle, um Lebensmittel<br />
zu erwärmen.<br />
Welche Rechtsgrundlagen wichtig sind<br />
Vor dem Hintergrund des Einflusses von EMF auf den<br />
Menschen wurden Rechtsgrundlagen erarbeitet, die berücksichtigt<br />
und eingehalten werden müssen:<br />
▶ So sollen Produkte, die unter die R&TTE-Richtlinie<br />
(1999/5/EG) und/oder unter die Niederspannungsrichtlinie<br />
(2006/95/EG) fallen, den anwendbaren EMF-Anforderungen<br />
entsprechen. Hierzu sind zahlreiche harmonisierte<br />
Normen in den EU-Amtsblättern für die Niederspannungsrichtlinie<br />
und der R&TTE Richtlinie aufgeführt.<br />
▶ Die Richtlinie 2004/40/EG enthält Mindestvorschriften<br />
zum Schutz von Sicherheit und Gesundheit der Arbeitnehmer<br />
vor der Gefährdung unter Anderem durch elektromagnetische<br />
Felder und wurde am 19.04.2012 durch die Richtlinie<br />
2012/11/EU geändert, so dass nun die Mitgliedstaaten<br />
der EU die RL 2004/40 bis 31.10.2013 in das jeweilige nationale<br />
Recht umgesetzt haben müssen.<br />
M E S S T E C H N I K &<br />
E M V<br />
w w w. E u E 2 4 . n e t<br />
2 6 1
M E S S T E C H N I K & E M V<br />
Abbildung 1: Van-der-Hoofden-Prüfkopf<br />
zur Messung der induzierten<br />
Stromdichte nach EN 62493<br />
▶ Daneben gilt in Deutschland seit Januar 1997 die 26. Verordnung<br />
zur Durchführung des Bundes-Immissionsschutzgesetzes<br />
(26. BImSchV), in der EMF-Grenzwerte für gewerblich<br />
betriebene feststehende Funksendeanlagen,<br />
Stromversorgungsanlagen und Bahnstromanlagen definiert<br />
sind.<br />
▶ Ferner müssen gewerblich genutzte Produkte den EMF-<br />
Anforderungen der Berufsgenossenschaft entsprechen.<br />
BEISPIELE VON EMF-NORMEN INKLUSIVE MÖGLICHEM ANWENDUNGSBEREICH<br />
NORM TITEL ANWENDUNGSBEREICH<br />
EN 62493<br />
EN 62311<br />
EN 50371<br />
(wird zum 01.09.2013 von<br />
der EN 62479 abgelöst)<br />
EN 62479<br />
EN 50364<br />
EN 62233<br />
EN 50360<br />
Beurteilung von Beleuchtungseinrichtungen bezüglich der Exposition von<br />
Personen gegenüber elektromagnetischen Feldern<br />
Bewertung von elektrischen und elektronischen Einrichtungen in Bezug auf<br />
Begrenzungen der Exposition von Personen in elektromagnetischen Feldern<br />
(0 Hz bis 300 GHz)<br />
Fachgrundnorm zum Nachweis der Übereinstimmung von elektronischen<br />
und elektrischen Geräten kleiner Leistung mit den Basisgrenzwerten für die<br />
Sicherheit von Personen in elektromagnetischen Feldern (10 MHz bis 300 GHz)<br />
- Allgemeine Öffentlichkeit<br />
Beurteilung der Übereinstimmung von elektronischen und elektrischen Geräten<br />
kleiner Leistung mit den Basisgrenzwerten für die Sicherheit von Personen<br />
in elektromagnetischen Feldern (10 MHz bis 300 GHz)<br />
Begrenzung der Exposition von Personen gegenüber elektromagnetischen<br />
Feldern von Geräten, die im Frequenzbereich von 0 Hz bis 300 GHz betrieben<br />
und in der elektronischen Artikelüberwachung (en: EAS), Hochfrequenz-Identifizierung<br />
(en: RFID) und ähnlichen Anwendungen verwendet werden<br />
Verfahren zur Messung der elektromagnetischen Felder von Haushaltsgeräten<br />
und ähnlichen Elektrogeräten im Hinblick auf die Sicherheit von Personen in<br />
elektromagnetischen Feldern<br />
Produktnorm zum Nachweis der Übereinstimmung von Mobiltelefonen mit den<br />
Basisgrenzwerten hinsichtlich der Sicherheit von Personen in elektromagnetischen<br />
Feldern (300 MHz bis 3 GHz)<br />
alle allgemeinen Beleuchtungseinrichtungen,<br />
Leuchten, unabhängiges Zubehör von<br />
Beleuchtungseinrichtungen<br />
Fachgrundnorm für alle elektronische und<br />
elektrische Produkte, für die keine EMF-Produkt-<br />
oder Produktfamiliennorm besteht<br />
Fachgrundnorm für elektronische und elektrische<br />
Geräte kleiner Leistung, z. B. Wireless<br />
LAN<br />
Fachgrundnorm für elektronische und elektrische<br />
Geräte kleiner Leistung, z. B. Wireless<br />
LAN<br />
Hochfrequenzidentifizierung (RFID), Elektronische<br />
Artikelüberwachung (EAS) z. B. in<br />
Geschäften / Kaufhäusern, etc.<br />
Haushaltsgeräte, Werkzeuge, Spielzeuge,<br />
öffentlich zugängliche Geräte, etc.<br />
Mobiltelefone, Schnurlostelefone<br />
2 6 2 E & E - K o m p e n d i u m 2 0 13
MESSTECHNIK & EMV<br />
Abbildung 2: Messung der EMF<br />
eines Haushaltsgerätes in einer<br />
3-m-Absorberhalle<br />
▶ Das Bundesministerium für Umwelt, Naturschutz und Reaktorsicherheit<br />
(BMU) empfiehlt darüber hinaus die Einhaltung<br />
der von der International Commission on Non-Ionizing<br />
Radiation Protection (ICNIRP) erarbeiteten EMF-<br />
Grenzwerte.<br />
Einhaltung der Grenzwerte sicher stellen<br />
In erster Linie sorgen die in der Europäischen Union ansässigen<br />
Hersteller von Geräten für die Erfüllung der EMF-<br />
Anforderungen. Ferner stehen auch die Importeure bzw. Inverkehrbringer<br />
für die Einhaltung der Grenzwerte in der<br />
Pflicht, da auch sie durch die Konformitätserklärung die<br />
Konformität mit den anwendbaren Richtlinien und Normen<br />
erklären und ggf. eine Nachweispflicht gegenüber den prüfenden<br />
Behörden besteht. Beispiele von EMF-Normen inklusive<br />
dem möglichen Anwendungsbereich fasst die Tabelle<br />
zusammen.<br />
Fazit<br />
Für eine Vielzahl elektrischer und elektronischer Geräte<br />
gibt es Anforderungen zur EMF die erfüllt werden müssen, da<br />
durch die Einhaltung der Expositionsgrenzwerte das Risiko<br />
gesundheitsschädlicher elektromagnetischer Felder begrenzt<br />
wird. Mit den Prüfberichten eines akkreditierten Prüflabors<br />
kann der Hersteller die Einhaltung der geltenden rechtlichen<br />
Anforderungen für seine Produkte rasch und einfach auch gegenüber<br />
den ggf. prüfenden Behörden belegen.<br />
Für Hersteller und Inverkehrbringer, die von den EMF-Normen<br />
betroffen sind, ist TÜV Süd Product Service ein geeigneter<br />
Partner. Denn er verfügt über eines der modernsten Prüflabore<br />
für EMV in Europa und ist bestens ausgerüstet, um alle führenden<br />
EMF-Anforderungen prüftechnisch zu erfassen und auszuwerten.<br />
Die aussagekräftigen Prüfberichte und/oder Gutachten entlasten<br />
Kunden und unterstützen diese bei der Nachweisführung<br />
zur Erfüllung aller anwendbaren EMF- und EMV-Anforderungen.<br />
Nicht zuletzt vereinfacht das auch die Konformitätserklärung<br />
des Herstellers bzw. Inverkehrbringers. ☐<br />
Literatur<br />
[1] Link zu TÜV SÜD Product Service, EMV Prüflabor (www.tuev-sued.<br />
de/<strong>emv</strong>)<br />
[2] Link zum Amtsblatt der EU zur Niederspannungsrichtlinie für<br />
Auflistung der aktuellen Normen (http://ec.europa.eu/enterprise/<br />
policies/european-standards/harmonised-standards/low-voltage/<br />
index_en.htm)<br />
[3] Link zum Amtsblatt der EU zur R&TTE-Richtlinie für Auflistung der<br />
aktuellen Normen (http://ec.europa.eu/enterprise/policies/europeanstandards/harmonised-standards/rtte/)<br />
[4] Link zur Richtlinie 2004/40/EG über die Mindestvorschriften zum<br />
Schutz von Sicherheit und Gesundheit der Arbeitnehmer (http://eurlex.europa.eu/LexUriServ/LexUriServ.do?uri=CONSLEG:2004L0040:<br />
20081211:DE:PDF)<br />
[5] Link zur Richtlinie 2012/11/EU zur Änderung der RL 2004/40/EG<br />
(http://eur-lex.europa.eu/LexUriServ/LexUriServ.do?uri=OJ:<br />
L:2012:110:0001:0002:DE:PDF)<br />
> MORE@CLICK EEK11294480<br />
M E S S T E C H N I K &<br />
E M V<br />
w w w. E u E 2 4 . n e t<br />
2 6 3
M E S S T E C H N I K & E M V<br />
ZUVERLÄSSIG UND EFFIZIENT GESCHÜTZT<br />
In der industriellen Messtechnik werden für diverse Aufgaben NF-Hochleistungsverstärker<br />
eingesetzt. Hohe Ausgangsspannungen und -ströme, niedrige und komplexe Lasten, DC-Betrieb<br />
und schnelle Signalverarbeitung stellen große Anforderungen an die zum Einsatz kommenden<br />
Leistungshalbleiter. Spezielle Schutzschaltungen müssen die Ausgangsstufe ohne nennenswerte<br />
Einschränkungen des zulässigen Betriebsbereiches vor Zerstörung bewahren.<br />
TEXT: Michael Eisenmann FOTOS: Dr. Hubert<br />
www.<strong>EuE24.net</strong>/PDF/EEK11294490<br />
In diversen Bereichen von Forschung, Entwicklung und<br />
Prüftechnik werden Leistungsverstärker zur Signalverstärkung<br />
eingesetzt. Die Erzeugung von Magnetfeldern oder speziellen<br />
Testsignalen für Material-Prüfplätze und in der EMV-Messtechnik<br />
sind typische Aufgaben. Der Verstärker muss ein breites<br />
Spektrum an Signalformen und Lasten zuverlässig und<br />
dauerhaft bewältigen können. Die Angabe der Dauerleistung<br />
ist an dieser Stelle ernst zu nehmen. Mit den klassischen Audioverstärkern<br />
sind die Anforderungen meist nicht zu erfüllen.<br />
Bei unzulässigen Betriebsbedingungen, wie z. B. hohe Umgebungstemperaturen,<br />
fehlerhafter Verkabelung oder eine<br />
Fehlanpassung am Leistungsausgang, müssen diverse Schutzschaltungen<br />
einen möglichen Totalausfall des Verstärkers verhindern.<br />
In analogen Leistungsverstärkern kommen typischerweise<br />
bipolare Leistungstransistoren im Gegentaktbetrieb zum Einsatz.<br />
Die Forderung an hohe Ausgangsleistungen wird durch eine entsprechende<br />
Anzahl parallel geschalteter Emitterfolger erfüllt.<br />
Dabei wird gerne nach dem Motto verfahren: Viel hilft viel. Die<br />
maximal erreichbare Ausgangsleistung hängt von diversen<br />
Grenzdaten des Leistungstransistors ab, die insbesondere bei<br />
komplexen Lasten mit einem hohen Blindleistungsanteil schnell<br />
erreicht sind. Auch der für Bipolartransistoren typische Anstieg<br />
der Verlustleistung mit steigender Frequenz muss berücksichtigt<br />
werden. Die so genannte „Safe Operation Area (SOA)“ charakterisiert<br />
den sicheren Arbeitsbereich der Transistoren.<br />
Abbildung 1 zeigt beispielhaft den zulässigen Betriebsbereich<br />
aus dem Datenblatt der MJ1400x Leistungstransistoren-<br />
Familie bei verschieden Betriebsarten und einer Gehäusetemperatur<br />
von Tc = 25 °C . Begrenzt wird die SOA durch die Kollektor-Emitter-Durchbruchspannung<br />
U ceo<br />
, den maximalen<br />
Kollektorstrom I cmax<br />
(wire bond limit), die maximale thermische<br />
Verlustleistung P vmax<br />
(thermal limit) und die Grenze zum<br />
Durchbruch der 2. Art U cebr<br />
(second breakdown limit) [2]. In<br />
diesem Bereich fällt die maximale Verlustleistung mit steigender<br />
U ce<br />
. Zu beachten ist auch die zeitliche Varianz der Grenzwerte:<br />
Schneller Impulsbetrieb erlaubt den Betrieb mit annähernd<br />
maximalem I c<br />
und maximaler U ce<br />
.<br />
Anforderungen an Ansprechbedingungen<br />
Auf der Grundlage der SOA lassen sich die wesentlichen<br />
Anforderungen an die Ansprechbedingung der Schutzschaltung<br />
für jeden Leistungstransistor in der Ausgangsstufe des<br />
Leistungsverstärkers formulieren:<br />
▶ Begrenzung des Kollektorstroms und der Kollektor-Emitter-Spannung,<br />
▶ Begrenzung der thermischen Verlustleistung,<br />
▶ Berücksichtigung von Temperatur- und Zeitvarianz der<br />
Grenzwerte,<br />
▶ hohe Bandbreite,<br />
▶ effiziente Nutzung des zulässigen Arbeitsbereiches,<br />
2 6 4 E & E - K o m p e n d i u m 2 0 13
MESSTECHNIK & EMV<br />
Abbildung 1: Ausgangskennlinienfeld<br />
Safe Operation Area<br />
▶ keine Einschränkung der Übertragungseigenschaften des<br />
Leistungsverstärkers.<br />
Die typischen Schutzschaltungen basieren auf temperaturund<br />
zeitvarianten analogen Strombegrenzerschaltungen mit<br />
stückweise linearer Approximation an den SOA-Grenzbereich<br />
[1]. Das thermische Verhalten der Leistungstransistoren wird<br />
näherungsweise analog simuliert und durch einen thermischen<br />
Sensor ergänzt. Kollektorstrom und Kollektor-Emitter-Spannung<br />
werden erfasst und mit eingestellten Referenzwerten verglichen.<br />
Die Überschreitung der Sollwerte aktiviert die Schutzschaltung<br />
und trennt den Leistungsverstärker von der Last.<br />
Der Sensor befindet sich üblicherweise in der Nähe eines<br />
Leistungstransistors auf dem gemeinsamen Kühlkörper. Die<br />
thermische Kopplung von Sensor und allen beteiligten Leistungshalbleitern<br />
ist jedoch auf Grund der räumlichen Trennung<br />
und den unterschiedlichen Temperaturverhältnissen auf<br />
dem Kühlprofil nur für langsame Vorgänge hinreichend genau.<br />
Die Limitierung des maximalen Ausgangsstroms (z. B. bei<br />
Kurzschluss) basiert häufig auf eine Begrenzung der Steuerspannung<br />
an den Leistungstransistoren. Dies kann jedoch bei<br />
hohen Signalimpulsen im ungestörten Betrieb zu unerwünschter<br />
Beeinflussung der Signalqualität führen. Um eine hohe Betriebssicherheit<br />
und Signalqualität des Leistungsverstärkers zu<br />
gewähren, muss zu Lasten der Effizienz genügend Abstand<br />
zum Grenzbereich eingeräumt werden.<br />
Eine elegante und akkurate Möglichkeit die thermischen<br />
Vorgänge auf dem Halbleiter zu erfassen, bieten Leistungstransistoren<br />
der Thermal-Trak-Familie von ON Semiconductor [4].<br />
Thermal-Trak-Familie<br />
Eine integrierte, elektrisch isolierte Diode sitzt in unmittelbarer<br />
Nähe des Leistungs-Chips auf einem gemeinsamen Wärmeleiter<br />
(Header) im 5-poligen TO-264 Gehäuse. Die enge thermische<br />
Kopplung ermöglicht eine schnellere Erfassung der<br />
Transistor-Gehäusetemperatur mit Hilfe der temperaturabhängigen<br />
Diodenspannung U D<br />
. Die Reaktionszeit auf Temperaturänderungen<br />
des gemeinsamen Wärmeleiters liegt bei 35 Millisekunden<br />
und ist ca. um den Faktor 10 geringer als die Zeitkonstante<br />
des Halbleitergehäuses. Abbildung 2 zeigt ein neues<br />
Konzept zur Erfassung und Berechnung der Transistorgrenzwerte<br />
I cmax<br />
am Beispiel einer komplementären Leistungsstufe<br />
mit vier Emitterfolgern. Zu Gunsten der Übersicht ist nur die<br />
NPN-Seite dargestellt.<br />
Mit dem Current-Sensor wird der kumulierte Transistor-<br />
Kollektorstrom I c<br />
gemessen, mit einem Spitzenwertdetektor<br />
gleichgerichtet und einem A/D-Wandler-Port des Mikrocontrollers<br />
zugeführt. Durch sinnvolles Wärmemanagement und<br />
Selektion lässt sich eine hinreichend gleiche Stromverstärkung<br />
der Leistungstransistoren erzielen. Bei geringer Toleranz der<br />
Emitterwiderstände ist somit von einer gleichmäßigen Vertei-<br />
M E S S T E C H N I K &<br />
E M V<br />
w w w. E u E 2 4 . n e t<br />
2 6 5
M E S S T E C H N I K & E M V<br />
Abbildung 2: Blockschaltbild zur Erfassung der Transistorgrenzwerte<br />
lung des Kollektorstroms auszugehen. Die momentane Kollektor-Emitter<br />
Spannung U ce<br />
wird aus der Differenz von Betriebsspannung<br />
und Ausgangsspannung ermittelt, gleichgerichtet<br />
und einem weiterem A/D-Wandler-Port zugeführt. Eine vom<br />
Mikrocontroller gesteuerte Stromquelle speist in die parallel<br />
geschalteten Dioden der Leistungshalbleiter einen Gleichstrom<br />
I d<br />
. Die an den Dioden abfallende, temperaturabhängige Spannung<br />
wird von einem dritten A/D-Wandler-Port erfasst und<br />
aus der Diodenkennlinie die Temperatur berechnet. Die Einspeisung<br />
mit zwei unterschiedlichen Strompegeln erhöht die<br />
Genauigkeit der Temperaturberechnung.<br />
Die wichtigsten Betriebsgrößen I c<br />
, U ce<br />
und T c<br />
stehen nun in<br />
der digitalen Domäne für weitere Auswertungen zur Verfügung.<br />
Die aktuelle Verlustleitung P v<br />
= I c<br />
*U ce<br />
wird berechnet und mit<br />
den von U ce<br />
und T c<br />
abhängigen Grenzwerten verglichen. Näherungsweise<br />
gilt für den Power Deraring Factor [2]:<br />
Im Bereich U ce<br />
U cebr<br />
fällt die zulässige Verlustleistung um den<br />
Faktor 0,05 pro 10 °C mit steigender T c<br />
. Die Grenzwerte I cmax<br />
und U cemax<br />
werden dem Datenblatt entnommen und in den entsprechenden<br />
Tabellen hinterlegt. Bei Überschreitung bereits<br />
von einem der zulässigen Grenzwerte I cmax<br />
, U cemax<br />
und P vmax<br />
wird der Betrieb limitiert oder der Verstärker von der Last getrennt<br />
und stumm geschaltet.<br />
Mit dem vorgestellten Konzept ist man zur richtigen Zeit<br />
am richtigen Ort. Die zeitnahe Kenntnis über die augenblickliche<br />
Temperatur der Leistungshalbleiter ermöglicht einen zuverlässigen<br />
und effizienten Schutz der Ausgangsstufe. Eine<br />
optimale Dimensionierung der Schutzschaltung ermöglicht<br />
den Normalbetrieb des Leistungsverstärkers ohne Beeinflussung<br />
der Signalqualität. In Abhängigkeit von der Signalform<br />
können die maximalen Betriebsdaten der Leistungstransistoren<br />
ausgeschöpft werden. ☐<br />
Literatur<br />
[1] Mendenhall, Eric; „Audio Power Amplifier Output Stage Protection“;<br />
AES 113th Convention, October 2002<br />
[2] Schulz, Warren; „Power Transistor Safe Operation Area“; On<br />
Semiconductor, AN875, December 2002<br />
[3] Cordell, Bob; „Designing Audio Power Amplifiers“; McGraw Hill, 2011<br />
[4] Busier, Mark; „ThermalTrak Audio Output Transistors“; On<br />
semiconductor, Application Note AND8196, February 2005<br />
Weitere Informationen zu Dr. Hubert finden Sie im Business-<br />
Profil auf der Seite 42.<br />
> MORE@CLICK EEK11294490<br />
2 6 6 E & E - K o m p e n d i u m 2 0 13
MESSTECHNIK & EMV<br />
MOBILE ARBEITSMASCHINEN<br />
SIMULTAN ORTEN UND ANSTEUERN<br />
Derzeit erfolgt in der Industrie die Steuerung von technischen Anlagen in der Regel noch drahtgebunden<br />
oder über Glasfasern. Um Produktionsabläufe flexibler zu machen, hat das KIT ein<br />
Systemkonzept entwickelt, das sowohl eine drahtlose Steuerung als auch eine Positionsbestimmung<br />
von Transportsystemen, mobilen Robotern und Fertigungsanlagen mittels Ultrabreitband-<br />
Technologie ermöglicht.<br />
TEXT: Lukasz Zwirello, Tom Schipper, Steffen Dosch, Jürgen Fleischer, Thomas Zwick FOTOS: KIT IHE<br />
www.<strong>EuE24.net</strong>/PDF/EEK11294520<br />
Der Wunsch im industriellen Umfeld nach einer verbesserten<br />
Variantenflexibilität bei sinkenden Stückzahlen und verkürzten<br />
Produktlebenszyklen erfordert eine Steigerung der<br />
Wandlungsfähigkeit, Flexibilität und eine höhere Rekonfigurierbarkeit<br />
von Fertigungsanlagen. Um diesem Wunsch gerecht<br />
zu werden, bietet sich wegen der hohen Flexibilität der<br />
Einsatz von Funktechnik zur Steuerung der Fertigungsanlagen<br />
an. Die Etablierung von Funktechnik in der industriellen Fertigung<br />
war jedoch aufgrund der ungünstigen Ausbreitungsbedingungen<br />
für Funksignale bisher nicht erfolgreich. Schwierigkeiten<br />
verursachen dabei besonders Fertigungsstraßen und<br />
Fabrikanlagen, die aufgrund ihrer äußeren Struktur zu massiver<br />
Mehrwegeausbreitung führen, was wiederum starke Signaleinbrüche<br />
(Schwund) zur Folge hat.<br />
Dieser Schwund (engl. Fading) macht eine zuverlässige<br />
drahtlose Steuerung mittels herkömmlichen, schmalbandigen<br />
Funkstandards, wie z. B. das IEEE 802.15.4, unmöglich. Die<br />
bisherigen Lösungen zur gleichzeitigen Ansteuerung und Ortung,<br />
von beispielsweise fahrerlosen Transportsystemen (FTS),<br />
basieren meist auf der Fusion von mehreren Technologien,<br />
z. B. auf in der Fahrbahn verlegten Induktionsschleifen. Diese<br />
erlauben zwar eine Kommunikation, erzwingen jedoch feste<br />
Routen. Kamerasysteme ergänzen ein solches System und nutzen<br />
Markierungen in der Umgebung um eine Lokalisierung<br />
durchzuführen. Ein Kamerasystem alleine erlaubt wiederum<br />
keine praktikable Kommunikation. Als Alternative zu den auf<br />
Bildverarbeitung basierenden Ansätzen finden im Bereich Lokalisierung<br />
auch Laser- und Ultraschallsysteme Einsatz, die<br />
aber über stark eingeschränkte Möglichkeiten bezüglich der<br />
Datenübertragung verfügen.<br />
Mitte des letzten Jahrzehnts wurde die Weiterentwicklung<br />
des WLAN-Systems mit Nachdruck vorangetrieben. Das Ziel<br />
war dabei die Optimierung auf die in der industriellen Umgebung<br />
vorherrschende Verhältnisse [1]. Dieses System bietet<br />
trotz einer performanten Datenübertragung nicht die geforderte<br />
Lokalisierungsgenauigkeit, die für ein FTS vorgesehen<br />
ist (gewünscht sind hier 10 cm und besser). Der Grund dafür<br />
ist die verwendete Ortungsmethode. Diese basiert auf der Messung<br />
der Empfangssignalstärke (received signal strength, RSS)<br />
an einem oder mehreren Access-Points. Bevor das System einsatzfähig<br />
ist, müssen die verfügbaren Empfangsleistungen innerhalb<br />
des Einsatzbereiches im Rahmen einer Messkampagne<br />
bestimmt werden. Während des Betriebs werden die aktuellen<br />
Messwerte mit den gespeicherten Messungen verglichen und<br />
die Position geschätzt. Dies bietet eine Genauigkeit in der Größenordnung<br />
von 1 m und ist in dynamisch veränderlichen Umgebungen,<br />
wie Produktionshallen, unzuverlässig. Der zuvor<br />
erstellte Datensatz von Empfangsleistungen muss für einen<br />
zuverlässigen Einsatz immer aktuell gehalten werden. Einen<br />
Ausweg bietet die Ultrabreitband-Technologie (UWB). Diese<br />
M E S S T E C H N I K &<br />
E M V<br />
w w w. E u E 2 4 . n e t<br />
2 6 7
M E S S T E C H N I K & E M V<br />
Abbildung 1: Vergleich der UWB-Ausbreitung (oben,<br />
3,1 bis 10,6 GHz) mit der WLAN-Ausbreitung (unten,<br />
5,2 GHz, 20 MHz Bandbreite) in einem Büroraum<br />
bei gleicher Sendeleistung und omni-direktionalen<br />
Antennen.<br />
belegt das Spektrum von 3,1 bis 10,6 GHz und ist durch die USamerikanische<br />
Federal Communications Commission (FCC)<br />
seit Februar 2002 zur lizenzfreien Nutzung freigegeben. Seitdem<br />
erfahren UWB-Systeme einen enormen Entwicklungsschub.<br />
Alternative Ultrabreitband<br />
UWB verspricht eine hochratige Nahbereichskommunikation<br />
als auch die Möglichkeit zur Objektpositionierung – dank<br />
der sehr feinen zeitlichen Auflösung von Signalen. In der zweiten<br />
Hälfte des 20. Jahrhunderts wurde sie ausschließlich in<br />
hochspeziellen Anwendungen wie Radarsystemen eingesetzt.<br />
Die Forschungsarbeiten in der vergangenen Dekade haben zudem<br />
gezeigt, dass für UWB der störende schnelle örtliche bzw.<br />
zeitliche Schwund nicht existiert. In Abbildung 1 ist dies durch<br />
den Vergleich zwischen WLAN und UWB gezeigt. Für ein<br />
WLAN-System ist der Schwund (Fading) deutlich sichtbar. In<br />
komplexen Umgebungen mit starken Reflexionen von Maschinen,<br />
Fahrzeugen, Blechen usw. sind die Einbrüche nochmals<br />
stärker ausgeprägt. Die Ursache dafür ist die schmalbandige<br />
Ausbreitung und die damit verbundene regelmäßige Überlagerung<br />
gegenphasiger Signale bei WLAN-Signalen. Heute kann<br />
dieser Effekt nur mit mehrkanaligen, sehr aufwändigen Empfangssystemen<br />
kompensiert werden. UWB bietet dank der hohen<br />
Bandbreite daher gerade in Fertigungsumgebungen eine<br />
sehr attraktive Alternative. Je nach Regulierung kann eine<br />
Bandbreite zwischen 2,5 bis 7,5 GHz verwendet werden. Durch<br />
die von der FCC vorgegebene Leistungslimitierung ist der typische<br />
Anwendungsradius derartiger Systeme auf Entfernungen<br />
in der Größenordnung von 10 bis 30 Metern begrenzt.<br />
Gleichzeitig ist dadurch die auftretende spektrale Leitungsdichte<br />
so gering, dass bereits bestehende schmalbandige Funksysteme<br />
durch die eingesetzten Puls-Signale nicht gestört werden<br />
können, was Abbildung 2 belegt.<br />
Wie zuvor bemerkt: die alleinige Positionsbestimmung von<br />
mobilen Einheiten (ME) anhand gemessener Leistungswerte<br />
ist nicht sinnvoll. UWB kann dank kurzer Pulse von nur wenigen<br />
hundert Pikosekunden Länge eine hohe Zeitauflösung bieten,<br />
und es lassen sich wesentlich mehr Information aus den<br />
Laufzeitmessungen gewinnen [2]. Um den Vorteil von UWB<br />
zu nutzen, ist eine Infrastruktur nötig, die sich aus mehreren,<br />
in der Zielumgebung fest installierten, räumlich verteilten Basisstationen<br />
(BS) zusammensetzt, und durch ein Leitrechner<br />
kontrolliert werden. Nun sind drei Messmethoden denkbar:<br />
1) Bestimmung der absoluten Signalankunftszeit (TOA, time<br />
of arrival): Hier werden, ähnlich wie in einem GPS-Navigationssystem,<br />
die absoluten Signallaufzeiten zwischen der<br />
ME und allen BS gemessen, die wiederum zur ME-BS-Entfernung<br />
proportional sind. Diese Distanzen lassen sich als<br />
Radien von Kugel interpretieren, deren Mittelpunkte die<br />
BS sind – der Schnittpunkt aller Kugeln gibt die Position<br />
2 6 8 E & E - K o m p e n d i u m 2 0 13
MESSTECHNIK & EMV<br />
Abbildung 2: Gemessene Spektrale Leistungsdichte<br />
(PSD) in einer Lagerhalle bei aus- und eingeschaltenem<br />
UWB-Sender in 5 m Distanz.<br />
der ME an. Im TOA-Fall ist die Ermittlung der Position aus<br />
den Messwerten zwar einfach, jedoch wird vorausgesetzt,<br />
dass alle BS und ME synchronisiert sind, was kaum praktikabel<br />
ist.<br />
2) Bestimmung der relativen Signalankunftszeit (TDOA, time<br />
difference of arrival): In diesem Fall werden nicht die absoluten,<br />
sondern die relativen Laufzeiten im Bezug auf eine<br />
BS berechnet. Hier entfällt das BS-ME-Synchronisationsproblem<br />
und es reicht, wenn die BS untereinander synchron<br />
arbeiten. Aus den Zeitdifferenzen resultieren jetzt<br />
Hyperboloiden statt Kugeln, deren Schnittpunkt es zu berechnen<br />
gilt.<br />
3) Bestimmung des Signalankunftswinkels (AOA, angle of arrival):<br />
Hier sind in jeder BS mehrere, Empfängereinheiten<br />
integriert, die dicht benachbart sind. Abhängig von der<br />
Ankunftsrichtung des Signals werden die Pulse mit zeitlichem<br />
Versatz empfangen, wobei die Verzögerung in direktem<br />
Bezug zum Winkel steht. Kenntnis über den Winkel<br />
ermöglicht die Berechnung einer Geraden, die durch die<br />
ME und BS Punkte verläuft. Hierzu sind mindestens zwei<br />
BS nötig. Die ME-Position ergibt sich aus dem Schnittpunkt<br />
der Geraden.<br />
Von den oben genannten Verfahren ist die zweite Methode<br />
die robusteste und vergleichsweise einfach in der Implementierung.<br />
Die Ortung mobiler Fertigungsanlagen ist nun zeitgleich<br />
mit einer praktikablen Kommunikation möglich, wobei die<br />
Nutzinformationen (logische „null“ und „eins“) im zeitlichen<br />
Abstand zweier Pulse kodiert sein können. Mehrere ME werden<br />
dabei durch die nutzerspezifischen Kodes adressiert und getrennt<br />
[3].<br />
Stationen geometrisch anordnen<br />
Bei der Verteilung der BS im Szenario soll besonders auf<br />
die geometrische Anordnung der Stationen geachtet werden,<br />
da dies, wie bei Satellitennavigationssystemen, einen direkten<br />
Einfluss auf die erreichte Ortungsgenauigkeit hat. Eine Methode<br />
zur Betrachtung der BS-Konstellationsgüte ist die Analyse<br />
der DOP-Werte (eng. dilution of precision) [4]; je kleiner die<br />
DOPs sind und umso gleichmäßiger verteilt, desto kleiner die<br />
Streuung der Messwerte und besser die Genauigkeit.<br />
Beim Aufbau eines derartigen Systems müssen noch weitere<br />
Aspekte berücksichtigt werden. Ein Beispiel ist die richtungsabhängige,<br />
durch Antennen verursachte, Verzögerung<br />
der Pulse [5]. Diese bewegt sich zwar nur im Bereich von wenigen<br />
zehn Pikosekunden, kann jedoch zu einer Verschlechterung<br />
der Positionslösung um mehrere Zentimeter führen.<br />
Das aufgebaute System ermöglicht eine zuverlässige Datenübertragung<br />
bis zu einer Entfernung von 25 m, bei einer Lokalisierungsgenauigkeit<br />
von 5 cm in horizontaler Richtung. Abbildung<br />
3 zeigt ein Modell der Produktionshalle, in der die<br />
M E S S T E C H N I K &<br />
E M V<br />
w w w. E u E 2 4 . n e t<br />
2 6 9
M E S S T E C H N I K & E M V<br />
Abbildung 3: Hallenmodel mit verteilten<br />
Basisstationen (rote Punkte), der Referenzroute<br />
(rote Linie) und die mittels<br />
TDOA-Methode berechneten Positio-<br />
(blaue Marker).<br />
nen<br />
Messungen durchgeführt wurden. Rote Punkte repräsentieren<br />
BS, die rote Linie stellt die Referenzroute dar und blaue Marker<br />
geben die mit Hilfe von UWB TDOAs berechneten Positionen<br />
an. Eine sehr gute Korrelation der UWB-Lösung und der echten<br />
Positionen ist hier deutlich zu erkennen.<br />
In sehr komplexen Indoor-Szenarien kann unter Umständen<br />
eine hohe BS-Zahl nötig sein, um einen flächendeckenden<br />
Empfang zu gewährleisten (min. 4 BS für Lokalisierungszwecke).<br />
Dem kommen eine einfache Hardwarearchitektur und<br />
billige Sende-/Empfangseinheiten entgegen. Aber auch die Fusion<br />
mit anderen autonomen Systemen ist möglich. Aufgrund<br />
immer günstiger werdender Beschleunigungssensoren, ist es<br />
z. B. denkbar, das UWB-Lokalisierungssystem mit einem inertialen<br />
Navigationssystem (INS) zu koppeln. Das auf Beschleunigungssensoren<br />
basierende INS, alleine eingesetzt, weist binnen<br />
weniger Sekunden eine hohe Ungenauigkeit auf. Eine<br />
Kombination von UWB TDOA und einem INS würde die Vorteile<br />
beider Systeme nutzen: die Langzeitstabilität von UWB<br />
und die Kontinuität der Navigationslösung des INS. Auf diese<br />
Weise kann sogar bei wenigen BS die Genauigkeit gesteigert<br />
werden [6].<br />
Zusammenfassung<br />
Das entwickelte Systemkonzept erlaubt sowohl eine drahtlose<br />
Steuerung als auch eine Positionsbestimmung von Transportsystemen,<br />
mobilen Robotern und Fertigungsanlagen mittels<br />
Ultrabreitband-Signalen. Dadurch werden künftig völlig<br />
neuartige, flexible Produktionsabläufe ermöglicht. Vom Ein-<br />
satz dieses UWB-Systems könnten potenziell alle Anwendungen<br />
profitieren, bei denen Ortungsbedarf besteht und gleichzeitig<br />
Datenkommunikation gefordert ist. Ein Anwendungsbeispiel<br />
wären intelligente Parkhäuser mit einer automatischen<br />
Führung von Autos zu freien Parkplätzen. Ein weiteres, aktuell<br />
laufendes Forschungsprojekt, erreicht eine Ortungsgenauigkeit<br />
innerhalb einer Industriehalle von nur wenigen Zentimetern<br />
[3]. ☐<br />
Literatur<br />
[1] www.innovations-report.de/html/berichte/informationstechnologie/<br />
bericht-52310.html<br />
[2] Gezici, S.; Tian, Z.; Giannakis, G.V.; Kobaysahi, H.; Molisch, A.F.;<br />
Poor, H.V.; Sahinoglu, Z., „Localization via Ultra-Wideband Radios: A<br />
Look at Positioning Aspects for Future Sensor Networks“, IEEE Signal<br />
Processing Magazine, ISSN: 1053-5888, Vol. 22, Issue 4, pp. 70-84, July<br />
2005<br />
[3] Laney, D.C.; Maggio, G.M.; Lehmann, F.; Larson, L.; „Multiple access<br />
for UWB impulse radio with pseudochaotic time hopping,“ IEEE<br />
Journal on Selected Areas in Communications, vol.20, no.9, pp. 1692-<br />
1700, Dec 2002, doi: 10.1109/JSAC.2002.805062<br />
[4] Zwirello, L.; Schipper, T.; Harter, M.; Zwick, T.; „UWB Localization<br />
System for Indoor Applications: Concept, Realization and Analysis”,<br />
Journal of Electrical and Computer Engineering, vol. 2012, Article ID<br />
849638, doi:10.1155/2012/849638<br />
[5] Zwirello, L.; Reichardt, L.; Li, X.; Zwick, T.; „Impact of the antenna<br />
impulse response on accuracy of impulse-based localization systems,“<br />
6th European Conference on Antennas and Propagation (EUCAP),<br />
March 2012, doi: 10.1109/EuCAP.2012.6206489<br />
[6] Ascher, C.; Zwirello, L.; Zwick, T.; Trommer, G.; „Integrity monitoring<br />
for UWB/INS tightly coupled pedestrian indoor scenarios,“ International<br />
Conference on Indoor Positioning and Indoor Navigation (IPIN),<br />
Sept. 2011, doi: 10.1109/IPIN.2011.6071948<br />
> MORE@CLICK EEK11294520<br />
2 7 0 E & E - K o m p e n d i u m 2 0 13
MESSTECHNIK & EMV<br />
SCHNELLER REIF FÜR DEN MARKT<br />
Um Engpässe im Entwicklungsprozess zu eliminieren und eine schnelle Marktreife zu gewährleisten,<br />
setzen Entwicklungsabteilungen heute auf Scanner für die elektromagnetische Störaussendung<br />
im äußersten Nahfeld. Mittels eines Laborsystems ermöglichen Messungen Entwicklern<br />
eine umgehende Anzeige des Störaussendungsprofils auf dem PC. Sie können durch die dreidimensionalen<br />
und spektralen Graphen in Echtzeit sofort auf die exakte Lage sowie die Spektraleigenschaften<br />
der Störer schließen.<br />
TEXT: Stèphane Attal, Konrad Walch FOTOS: EMCO Elektronik www.<strong>EuE24.net</strong>/PDF/EEK11294470<br />
Messungen im äußersten Nahfeld ermöglichen Schaltungsentwicklern<br />
entwicklungsbegleitende Vorserientests sowie das<br />
Lösen von EMV-Problemen, ohne auf die Ergebnisse aus einer<br />
echten EMV-Prüfung (z. B. in einer EMV-Halle) warten zu<br />
müssen. EMV-Prüfungen in einer EMV-Halle führen nicht<br />
selten zu zeitlichen Verzögerungen von Stunden bis hin zu Tagen,<br />
da meist eine andere Fachabteilung oder gar ein Dienstleister<br />
hierfür konsultiert werden muss.<br />
In dem nachfolgend skizzierten Beispiel soll zunächst ein<br />
Emissionsprofil einer bestückten Leiterplatte, ohne Aktivierung<br />
des Spread-Spectrum-Clock-Generation(SSCG)-Frequenzspreizungsverfahren,<br />
evaluiert werden. Der zweite Test<br />
zeigt das Ergebnis der gleichen Baugruppe mit aktiviertem<br />
SSCG. Die Ergebnisse bestätigen die Wirksamkeit des neuen<br />
Designs, dokumentieren die Vorteile, führen zu einer Beschleunigung<br />
der Marktreife und erzielten einen „Wow“-Eindruck<br />
bei Kunden.<br />
Abtast-Technologie<br />
Schnelle magnetische Scanner für Messungen im äußersten<br />
Nahfeld ermöglichen die Messwertaufnahme sowie visuelle<br />
Darstellung dreidimensionaler Feldverteilung in Echtzeit.<br />
Chiphersteller und Schaltungsentwickler können mit einem<br />
Scanner Leiterplatten beliebiger Größe abtasten und konstante<br />
als auch zeitbasierte Störquellen im Frequenzbereich 50 kHz<br />
bis 4 GHz aufzeichnen. Durch diese Abtast-Technologie lässt<br />
sich eine Vielzahl von elektromagnetischen Layoutfragen –<br />
einschließlich Filterung, Schirmung, Stromführung, Störfestigkeit<br />
und Breitband-Rauschen – schnell und zuverlässig auflösen.<br />
Während jedes neuen Leiterplattenlayouts zählt es für Entwickler<br />
und Ingenieure die jeweiligen Störquellen zu finden,<br />
zu charakterisieren und zu adressieren, um die gestellten Anforderungen<br />
nachfolgender Abnahmemessungen erfolgreich<br />
zu bestehen. Ideales Einsatzgebiet für die thematisierten Scanner<br />
sind Baugruppen für hohe Datenraten, für hohe Leistungen,<br />
mit hoher Integrität oder Komplexität. Um die Lokalisierung<br />
des oder der Störer zu vereinfachen, bietet das Scannersystem<br />
die Möglichkeit das Emissionsprofil dreidimensional<br />
über ein Gerber-Format darzustellen.<br />
Nach Einbindung erforderlicher Abhilfemaßnahmen (Redesign),<br />
erhält der Entwickler durch einen schnellen Scan<br />
sofort eine quantitative Aussage über die Wirksamkeit der<br />
vorgenommenen Änderung. Das Scannersystem besteht aus<br />
einem Scannerboard, einem kompakten Adapter sowie der<br />
gerätespezifischen Software. Ein zusätzlicher Spektrumanalysator<br />
(meist kundenseitig vorhanden) sowie ein PC komplettieren<br />
das System. Das Scannerboard (Zeichenbrettformat)<br />
verfügt über 2.436 Rahmenantennen (Spulen), verschaltet<br />
M E S S T E C H N I K &<br />
E M V<br />
w w w. E u E 2 4 . n e t<br />
2 7 1
M E S S T E C H N I K & E M V<br />
Abbildung 1: Störaussendungsprofil ohne SCCG<br />
Abbildung 2: Störaussendungsprofil mit SCCG<br />
über einen elektronischen Schalter in ein Feld von 1.218 H-<br />
Feld-Sonden (Magnetfeld) mit einer Auflösung von 3,75 mm.<br />
Der maximale Frequenzbereich des Systems liegt bei 50 kHz<br />
bis 4 GHz (Freischaltung über optionale Softwareschlüssel).<br />
Das Beispiel anhand SSCG<br />
Ein namhafter Halbleiterhersteller implementierte SSCG<br />
auf dem parallelen Deserializer-Bus. Das SSCG-Verfahren bietet<br />
durch Spreizung eines einzelnen hohen Taktsignals in eine<br />
Vielzahl von vergleichsweise schwachen Störsignalen über ein<br />
breites Frequenzband die Möglichkeit, Emissionen zu reduzieren<br />
und somit die Einhaltung von Normen der elektromagnetischen<br />
Verträglichkeit sicherzustellen. Wie in Abbildung 3<br />
dargestellt, erfolgt die Frequenzänderung um die Nennfrequenz<br />
(f0 = Taktfrequenz). Dieses Verfahren wird als „Center<br />
Spread Modulation“ bezeichnet. Die Spreizung des Spektrums<br />
liegt bei ±1 Prozent (fdev). Auf der Empfängerseite des parallelen<br />
Busses modulieren die Ausgänge das Taktsignal und das<br />
Datenspektrum über die Zeit mit einem Modulationsgrad im<br />
kHz-Bereich (fmod). Der entstandene SerDes-Chipsatz zielt<br />
auf die Automobilindustrie, die erst kürzlich die Anforderungen<br />
an elektronische Baugruppen mit niedrigen Störspektren<br />
herausgab. Der Chip-Hersteller war außerordentlich bemüht<br />
eine quantitative Beweisführung zur Funktion des SSCG-Verfahrens<br />
(Reduktion des Störaussendungsprofils) für seine Automobilkunden<br />
zu finden. Hierfür wurde der Prüfling (DUT)<br />
zunächst mit deaktiviertem SSCG auf den hauseigenen Scanner<br />
platziert, die Stromversorgung sichergestellt und das Störaussendungsprofil<br />
am PC aufgenommen. Anschließend wurde<br />
eine Vergleichsmessung, diesmal mit aktiviertem SSCG-Verfahren,<br />
durchgeführt. Das Nahfeld-Scannersystem generiert<br />
sowohl die Störaussendungsprofile im Spektral- als auch 3D-<br />
Modus. Durch die Überlagerung des drei-dimensionalen Störaussendungsprofils<br />
auf die zugehörige Gerberdatei können die<br />
Ergebnisse (Störquellen) direkt den entsprechenden Komponenten<br />
zugewiesen werden. Abbildung 1 zeigt das Störaussendungsprofil<br />
des DUT mit deaktiviertem SCCG.<br />
Zum Vergleich: In der Abbildung 2 mit aktiviertem SSCG<br />
sieht man die deutliche Reduktion der Störaussendungen sowohl<br />
im 3D- als auch im Spektralmodul.<br />
Nach dem Vergleich der Testergebnisse zeigt sich, dass sich<br />
das beschriebene Nahfeld-Scannersystem und dessen Messverfahren<br />
ideal für die quantitative Beweisführung eignen.<br />
Durch den Einsatz des SSCG-Verfahrens konnte eine drastische<br />
Reduktion des Störaussendungsprofils erreicht werden.<br />
2 7 2 E & E - K o m p e n d i u m 2 0 13
M E S S T E C HNIK & EMV<br />
Wie gut kennen Sie<br />
Ihren DC/DC Wandler?<br />
Mit dem<br />
Vektor-Netzwerkanalysator<br />
Bode 100 und den Picotest<br />
Signalinjektoren messen sie<br />
ganz einfach:<br />
Abbildung 3: Prinzipdarstellung SCCG<br />
Reglerstabilität<br />
PSRR<br />
Eingangs- und<br />
Ausgangsimpedanz<br />
Rückflussdämpfung<br />
Übersprechen zwischen<br />
Reglern<br />
Filterstabilität<br />
...<br />
Eine der größten Herausforderung, die an Elektrotechnikingenieure<br />
in der Automobilbranche aktuell gestellt wird, ist<br />
die Reduktion von Störaussendungen. Auch deshalb staunten<br />
die Automobilkunden des Chipherstellers bei der Präsentation<br />
der oben gezeigten Ergebnisse nicht schlecht und zeigten sich<br />
äußerst interessiert an der verwendeten Messtechnik. Jedes<br />
Verfahren zur Reduktion von Störaussendungen – hier das<br />
SSCG-Verfahren – führt für die elektronische Baugruppe zu<br />
einer schnelleren Marktreife, ohne zusätzliche Abschirmung<br />
bei gleichzeitig geringeren Gesamtkosten.<br />
Zwei Faktoren beeinflussten maßgeblich den schnellen<br />
Marktreifeprozess, des in diesem Beispiel herangezogenen<br />
Chipsatzherstellers durch Verwendung des Nahfeld-Scannersystems:<br />
1. Durch den Einsatz des Scannersystems ergaben sich keine<br />
Wartezeiten oder Notwendigkeiten von Prüfungen in einer<br />
EMV-Halle.<br />
2. Zudem konnten die hochvisuellen, dreidimensionalen und<br />
spektralen Testergebnisse den Genehmigungsprozess von<br />
Kundenseite beschleunigen. ☐<br />
Applikationsschriften und<br />
Anwendungsbeispiele<br />
finden Sie auf:<br />
www.omicron-lab.com/dc-dc<br />
Vektor-Netzwerkanalysator Bode 100 (1 Hz – 40 MHz)<br />
und Future.Pad Tablet PC von www.ibd-aut.com<br />
M E S S T E C H N I K &<br />
E M V<br />
Weitere Informationen zu EMCO Elektronik finden Sie im Business-Profil<br />
auf der Seite 31.<br />
> MORE@CLICK EEK11294470<br />
w w w. E u E 2 4 . n e t<br />
Smart Measurement Solutions
M E S S T E C H N I K & E M V<br />
INFORMATIONEN AUS DEM DATENSTROM<br />
Entwickler von HF- und Mikrowellen-Produkten sind mit vielen anspruchsvollen Testszenarien konfrontiert.<br />
Die Herausforderungen wachsen, wenn es um komplexe Signalisierverfahren oder den<br />
Betrieb in verrauschten Umgebungen geht. Kommen noch unvorhersehbare Unterbrechungen dazu,<br />
reichen typische Messmethoden zur Fehlersuche nicht mehr aus. Stattdessen sind neue Werkzeuge<br />
und Verfahren nötig. Einer dieser Ansätze basiert auf dem Konzept des Datenstreamings.<br />
TEXT: David Murray, Joan Gibson, Spiro Moskov FOTOS: Agilent Technologies<br />
www.<strong>EuE24.net</strong>/PDF/EEK11294540<br />
Testkonfigurationen auf der Basis des Datenstreamings erfassen<br />
kontinuierlich digitalisierte Daten und speichern sie in<br />
Halbleiterspeichern (SSD) oder Plattenspeichern (HDD). Danach<br />
lassen sich die lückenlos erfassten Daten auf mehrere Arten<br />
bearbeiten und detailliert analysieren.<br />
Dieser Beitrag skizziert die messtechnischen Herausforderungen<br />
des Validierens komplexer HF-Designs und präsentiert<br />
eine PXI-basierte Streaming-Lösung mit großer Bandbreite<br />
und lückenloser Datenerfassung. Es wird gezeigt, dass sich<br />
eine brauchbare Lösung auf Grundlage einiger weniger Schlüsselspezifikationen,<br />
die unmittelbar die Systemkonfiguration<br />
beeinflussen, aufbauen lässt.<br />
Die Herausforderungen definieren<br />
Die drei Schlüsselfaktoren bei der Analyse sporadischer<br />
Fehler sind: Lücken im Datensatz, Speicherkapazität sowie die<br />
Werkzeuge für die anschließende Bearbeitung und Analyse.<br />
Lücken in den gemessenen Daten sind ein Nebeneffekt typischer<br />
Instrumentierungs-Architekturen mit begrenzter interner<br />
Speicherkapazität. Sie können bei breitbandigen Messungen<br />
oft nur einige wenige Mikro- oder Millisekunden erfassen.<br />
Jedes Mal, wenn der Messprozess zurückgesetzt wird<br />
und neu startet, entsteht eine Lücke, in der keine Daten erfasst<br />
werden. Das ist bei der Suche nach nicht reproduzierbaren (in-<br />
termittierenden) Fehlern problematisch, weil das gesuchte Ereignis<br />
genau in diesem Zeitraum stattfinden könnte.<br />
Selbst wenn eine lückenlose Datenerfassung erreichbar ist,<br />
limitiert die verfügbare Speicherkapazität die Datenerfassung<br />
oft auf einige wenige Sekunden. Abhilfe schaffen größere interne<br />
Speicher, größere Plattenspeicher im PC und Verbindungen<br />
zu externen Speichermedien wie etwa Plattenlaufwerken<br />
mit großer Kapazität. Sobald ausreichend große Mengen lückenlos<br />
erfasster Daten vorliegen, gilt die Aufmerksamkeit den<br />
Werkzeugen zur Bearbeitung und Analyse der Daten. Sie sollten<br />
es dem Entwickler ermöglichen, auf die erfassten Daten<br />
zuzugreifen, interessierende Bereiche zu lokalisieren und verschiedene<br />
Messungen an den Daten vorzunehmen.<br />
Die Lösung skizzieren<br />
Drei mögliche Systemkonfigurationen eignen sich besonders<br />
für das Streaming sowie die Bearbeitung und Analyse der<br />
Daten:<br />
▶ Datenstreaming zum Hostrechner, beispielsweise einem<br />
internen oder externen PC<br />
▶ Datenstreaming zu einem Disk-Array über einen RAID-<br />
Controller<br />
▶ Datenstreaming zu einem Digitalen Signalprozessor über<br />
den PXI-Systembus<br />
2 7 4 E & E - K o m p e n d i u m 2 0 13
MESSTECHNIK & EMV<br />
Abbildung 1: Eine virtuelle Gerätefront<br />
(Soft Front Panel) erlaubt die schnelle Einstellung<br />
der Parameter für Messung und Streaming.<br />
Die optimale Lösung richtet sich nach den Details des Testszenariums<br />
wie Frequenzbereich und Signalbandbreite, Abtastrate<br />
und Auflösung sowie zu erwartende Erfassungszeit. Diese<br />
Parameter haben einen Multiplikationseffekt: Je größer die<br />
Werte, desto größer die Anforderungen an die Datentransferrate<br />
und die Speicherkapazität.<br />
Als Beispielszenarium sollen hier die Anforderungen für<br />
100 MHz Streaming-Analogbandbreite und 125 MSamples/s<br />
komplex bei 12-Bit-Auflösung dienen. Die Daten werden entweder<br />
im Hostprozessor oder einem externen RAID-Array abgelegt.<br />
Ein passendes System bauen<br />
Eine mögliche Lösung ist der Einsatz eines PXI-basierten<br />
Vektor-Signalanalysators (VSA) mit Streaming-Fähigkeit. Das<br />
System beinhaltet eine grafische Benutzeroberfläche (GUI) zur<br />
Steuerung der Signalerfassung, ein Datenauswertungsprogramm<br />
zur Signalidentifizierung sowie die Verbindung zu einer<br />
Vektor-Signalanalyse-Software zur detaillierten Datenanalyse.<br />
Während der Stream-Erfassung landen die Daten zunächst<br />
im Halbleiterspeicher (RAM) des Digitizers. Anschließend<br />
werden sie über den schnellen PCIe-Bus in einen zirkularen<br />
RAM-Pufferspeicher des Controllers geschoben und weiter in<br />
das endgültige Speichermedium kopiert. Um eine lange lückenlose<br />
Datenerfassung zu gewährleisen, muss der Datentransfer<br />
vom Digitizer über den Controller zum Speicher<br />
schneller erfolgen als der Digitizer neue Daten erfassen kann.<br />
Wichtig ist die Wahl des endgültigen Speichermediums.<br />
Ein typisches Computer-Plattenlaufwerk genügt für schmalbandige<br />
Erfassung mit Datenraten von unter 40 MBit/s über<br />
einen längeren Zeitraum, schafft jedoch bei breitbandigen Signalen<br />
nur einige Sekunden. Sind sowohl große Bandbreiten als<br />
auch lange Aufzeichnungszeiten gefordert, wird ein RAID-<br />
Speichersystem mit mehreren Laufwerken benötigt.<br />
Daten erfassen<br />
Im Beispielsystem bietet die virtuelle Gerätefront (Soft<br />
Front Panel, SFP) eine grafische Benutzeroberfläche, über die<br />
der Anwender das Erfassen der Eingangssignale steuern kann.<br />
Wie Abbildung 1 zeigt, betreffen die Einstellungen sowohl typische<br />
VSA-Parameter wie Frequenz, Eingangsleistung, Bandbreite<br />
und Triggerung als auch Streaming-Parameter. Mit<br />
Standard-Dateiprozeduren lassen sich Zieldateien im Dialog<br />
spezifizieren.<br />
Zusätzlich zur Geräteeinstellung steuert das SFP auch die<br />
Messung und überwacht den Datenfluss. Erfassungen werden<br />
mit einem „Start“-Button auf dem Bildschirm angestoßen. Sobald<br />
die Erfassung läuft, informieren Datenfluss-Indikatoren<br />
M E S S T E C H N I K &<br />
E M V<br />
w w w. E u E 2 4 . n e t<br />
2 7 5
M E S S T E C H N I K & E M V<br />
Abbildung 2: Diese 262.144 µs lange Darstellung in der Zeitdomäne<br />
zeigt, dass zwei Radarpulse schmaler sind als erwartet.<br />
Abbildung 3: Marker in der Software Agilent 89600 VSA zeigen<br />
die Lage des schmalen Pulses, der mit dem Data Viewer<br />
gefunden wurde.<br />
den Anwender über den Erfassungsstatus: Datenfenster, Erfassung,<br />
RAM-Puffer und Speicher. Das Datenfenster zeigt das<br />
Frequenzspektrum der erfassten Daten.<br />
Beim Streaming selbst unterscheidet man zwei Erfassungsmodi:<br />
zeitbegrenzt oder unbegrenzt. Die Länge einer in der<br />
Dauer limitierten Erfassung ist in Sekunden spezifiziert; die<br />
Erfassung stoppt automatisch nach Ablauf. Bei unbegrenzter<br />
Erfassung muss der Anwender mit manuellen Start-, Stoppund<br />
Abbruch-Befehlen eingreifen.<br />
Die Trigger-Verzögerungssteuerung ermöglicht auch im<br />
Streaming-Modus einen Pre-Trigger. Wird die Verzögerung<br />
auf einen negativen Wert gesetzt, werden Daten des entsprechenden<br />
Zeitraums vor dem Trigger-Ereignis erfasst. Kommt<br />
das Trigger-Ereignis, bevor die volle Verzögerungszeit abgelaufen<br />
ist, liefert der Vorgang einen kürzeren Satz von Pre-<br />
Trigger-Daten.<br />
Daten finden, sichten und analysieren<br />
Die Data-Viewer-Software lädt, sucht und sichert Streaming-Dateien.<br />
Sie kann die Daten bei variierenden Sample-<br />
Größen und in verschiedenen Domänen (z. B. Zeit und Frequenz)<br />
darstellen. Das in Abbildung 2 gezeigte Beispiel ist die<br />
Wellenform eines gepulsten Radars, dargestellt als Amplitudenantwort<br />
eines Impulszuges. Deutlich zu sehen ist, dass jeder<br />
zwölfte Puls schmaler ist als erwartet. Die Streaming-Dateien<br />
sind kompatibel mit der Agilent 89600 VSA Software, die<br />
weitere Analysetiefe ermöglicht. Sobald die Streaming-Datei<br />
erfolgreich geladen ist, muss der Playback-Trigger gesetzt werden.<br />
Damit steht eine Vielzahl von Messmöglichkeiten wie<br />
Zeitdomänen-Verarbeitung, FFT-basierte Spektrumsmessungen,<br />
Modulationsanalyse auf Symbol-Ebene und andere zur<br />
Verfügung.<br />
Flexibel sein und bleiben<br />
Flexibilität ist das herausragende Merkmal eines guten<br />
Fehlersuch-Werkzeugs. Flexibilität in der Streaming-Konfiguration<br />
eröffnet eine Vielzahl möglicher Testszenarien. Flexibilität<br />
in der anschließenden Analyse erleichtert die Fehlersuche<br />
durch mehrere Perspektiven, die dem HF- und Mikrowellen-<br />
Entwickler dabei helfen, die Komplexität unvorhersehbarer<br />
Fehler in den Griff zu bekommen.<br />
In dem hier beschriebenen Beispielsystem bezieht sich die<br />
Flexibilität auf die drei Schlüsselfaktoren der Streaming-Messung:<br />
Lückenlose Daten, tiefer Datenspeicher und vielseitiges<br />
Nachbearbeiten. Das Erfassen und Analysieren unvorhersehbarer<br />
Fehler bei hohen Frequenzen und großen Bandbreiten<br />
hilft den Entwicklern, die vielen Herausforderungen beim Design<br />
von HF- und Mikrowellen-Geräten zu meistern. ☐<br />
> MORE@CLICK EEK11294540<br />
2 7 6 E & E - K o m p e n d i u m 2 0 13
Inhalt der Rubrik<br />
ELEKTRONIKFERTIGUNG<br />
Bild-Sponsor: Kunze Folien<br />
ELEKTRONIKFERTIGUNG<br />
278 Im Rampenlicht<br />
Kunze Folien<br />
280 Es kommt nicht immer nur auf gute<br />
Produkte an<br />
Wolfgang Reitberger, Kunze Folien<br />
281 PCBs mit UV-Lasersystemen bearbeiten<br />
Malte Borges, LPKF Laser & Electronics<br />
284 10 Fehler beim Leiterplattenlayout<br />
Gregor Groß, Alpha-Board<br />
289 Elektronikbaugruppen effektiv prüfen<br />
Jörg Döppner, InfraTec<br />
292 ESD-Fehlerquellen in der<br />
SMT-Fertigung<br />
Hartmut Berndt, B.E.STAT European ESD<br />
competence centre<br />
2 7 7
E L E K T R O N I K F E RT I G U NG<br />
P R O M OT I O N<br />
IM RAMPENLICHT<br />
Als Komplettanbieter für innovative Heatmanagement-Lösungen – Schwerpunkt<br />
Leistungselektronik – hat sich die die Firma Kunze Folien GmbH international etabliert.<br />
Ungeachtet der globalen Ausrichtung des Mittelständlers gilt die Maxime: produziert<br />
wird in Deutschland. Ein etwas anderer Blick auf die Fertigung bei Kunze Folien...<br />
TEXT: Kunze Folien FOTOS: Dominik Gierke<br />
www.<strong>EuE24.net</strong>/PDF/EEK11138520<br />
2 7 8<br />
E & E - K o m p e n d i u m 2 0 13
P R O M OT I O N<br />
ELEKTRONIKFRETIGUNG<br />
Hundert Prozent Qualität<br />
Eine speziell angefertigte und hochmoderne CNC-gesteuerte<br />
Keramik-Reinigungsanlage sorgt dafür, dass der Reinigungsprozess<br />
automatisiert und optimiert wird. Entfernt werden Grate,<br />
Verschmauchungen und Oberflächenverunreinigungen, die beim<br />
Laserschneideprozess entstehen. Dadurch wird die Oberflächengüte<br />
der Keramik-Interface-Materialien erheblich verbessert.<br />
Schnell und hochwertig produzieren<br />
Mit der CO 2<br />
-gepulsten Laserschneideanlage der Laserklasse eins lassen<br />
sich alle möglichen Schneidegeometrien realisieren und Materialien wie<br />
technische Keramiken, verschiedenste Kunststoffe, Graphite und Metallfolien<br />
bearbeiten. Alle gängigen CAD- und AUTOCAD-Daten können direkt an<br />
die Maschine übermittelt werden. Bei gleichzeitiger Steigerung der Prozess-<br />
Sicherheit werden somit die Fertigungskosten erheblich reduziert.<br />
ELEKTRONIKFERTIGUNG<br />
w w w. E u E 2 4 . n e t<br />
2 7 9
E L E K TRONIKFERT I G UNG<br />
GASTKOMMENTAR<br />
ES KOMMT NICHT IMMER NUR<br />
AUF GUTE PRODUKTE AN<br />
Auch die Teilnahme des Lieferanten in der Secure Supply Chain sichert<br />
dauerhaft den Erfolg des eigenen Unternehmens sowie den seiner Kunden.<br />
www.<strong>EuE24.net</strong>/PDF/EEK9122810<br />
Zugegebenermaßen ist die Verbindung<br />
von Wärmemanagement in der Leistungselektronik<br />
und dem zugelassenen Wirtschaftsbeteiligten<br />
für den Entwicklungsingenieur<br />
irreführend und so mancher wird sich<br />
vollkommen zu Recht die Frage stellen: Was<br />
hat die Entwicklung meiner Baugruppen mit<br />
dem Exportkontrollrecht zu tun?<br />
Neben dem Laster der Miniaturisierung<br />
und der stetig steigenden Leistungsdichte in<br />
der Halbleiterei wird der Entwickler zudem<br />
mit der Zuverlässigkeit im Bezug auf Ausfallrisiko<br />
und Lebensdauer sowie weiterer Anforderungen<br />
eines Gerätes konfrontiert.<br />
Die Aufgabe des Entwicklers besteht beispielsweise<br />
auch darin, einen optimalen thermischen<br />
Pfad zu finden und die während des<br />
Betriebes der Baugruppe verursachte Verlustleistung<br />
in Form von thermischer Energie als<br />
Wärmefluss abzuleiten. Nur so kann eine effiziente Anbindung<br />
an eine Wärmesenke erfolgen und lassen sich die Risiken für<br />
einen eventuellen Ausfall der Baugruppe minimieren.<br />
Um mit dem globalen Wachstum mithalten zu können,<br />
muss die heimische Leistungselektronikindustrie in immer<br />
kürzeren Zyklen innovative Hightech-Produkte auf den Markt<br />
bringen. Damit sie dies erreichen kann, müssen auch in logistischer<br />
und zollrechtlicher Hinsicht die optimalen Rahmenbedingungen<br />
geschaffen werden.<br />
Als mittelständisches Unternehmen wissen wir nur allzu<br />
gut um die stetig wachsenden Ansprüche des Marktes. Seit<br />
nunmehr über 25 Jahren entwickeln, beraten und unterstützen<br />
wir weltweit mit unserem technischen Know-how als „All in<br />
one Supplier“ für innovatives Wärmemanagement in der Leistungselektronik<br />
unsere Kunden. Der Exportanteil unserer Produkte,<br />
z. B. Wärmeleitfolien oder Befestigungsmanagement für<br />
Wolfgang Reitberger<br />
Geschäftsführer/Leiter<br />
Exportkontrolle und Zoll<br />
Kunze Folie<br />
w.reitberger@<br />
heatmanagement.com<br />
Leistungshalbleiter, lag im ersten Quartal<br />
2012 bei ca. 35 Prozent unseres Umsatzvolumens.<br />
Für uns sind die Begriffe „Innovatives<br />
Wärmemanagement“ und „Zugelassener<br />
Wirtschaftsbeteiligter“ deshalb alles andere<br />
als gegensätzlich.<br />
Einen immer größer werdenden Stellenwert<br />
in der Welt der Leistungselektronik<br />
nimmt neben der internationalen Bauteilebeschaffung<br />
die „sichere Lieferkette“ ein. Die<br />
zunehmende Globalisierung, die veränderte<br />
internationale Sicherheitslage sowie allgemeine<br />
weltweiten Veränderungen diktieren neue<br />
Rahmenbedingungen an Politik und Wirtschaft<br />
und führen damit zu erheblichen Veränderungen.<br />
Mit der Absicherung der durchgängigen<br />
internationalen Supply Chain vom<br />
Hersteller einer Ware bis zum Endverbraucher<br />
soll gemeinschaftlich das Ziel erreicht werden,<br />
die bestehenden Risiken soweit als möglich zu minimieren.<br />
Unterstützt wird dies unter anderem auch dadurch, dass<br />
die Politik in Europa und Amerika Rahmenbedingungen für<br />
einen erhöhten bürokratischen Aufwand schafft, der unter<br />
anderem versucht die Sicherheit von Geschäftsabläufen zu<br />
erhöhen. Seit dem 1. Januar 2008 können Unternehmen, die<br />
in der EU ansässig und am Zollgeschehen beteiligt sind, den<br />
AEO-(WZB)-Status beantragen. Er berechtigt zu Vergünstigungen<br />
bei sicherheitsrelevanten Zollkontrollen und/oder<br />
Vereinfachungen gemäß der Zollvorschriften.<br />
Die Teilnahme an der Supply Chain hat zudem den Vorteil,<br />
dass die von namhaften Großunternehmen geforderten<br />
Zertifikate vorgelegt werden können. Ein weiterer positiver<br />
Effekt ist die Absicherung der eigenen Lieferkette sowie der<br />
daraus erwachsende Wettbewerbsvorteil. ☐<br />
> MORE@CLICK EEK11138530<br />
2 8 0 E & E - K o m p e n d i u m 2 0 13
ELEKTRONIKFERTIGUNG<br />
PCBS MIT UV-LASERSYSTEMEN BEARBEITEN<br />
Anspruchsvolle Schaltungen und zunehmende Platzprobleme verlangen Lösungen bei der<br />
Bearbeitung von Leiterplatten: Viele Produkte erfordern unregelmäßig geformte Konturen,<br />
Kombinationen aus starren und flexiblen Materialien, Stege in unmittelbarer Nähe von empfindlichen<br />
Bauteilen und Leiterbahnen sowie schnelle Reaktionen auf Produktänderungen.<br />
Das Trennen mit UV-Lasersystemen verspricht saubere und wirtschaftliche Lösungen.<br />
TEXT: Malte Borges FOTOS: LPKF Laser & Electronics<br />
www.<strong>EuE24.net</strong>/PDF/EEK11091610<br />
Zugegeben: Bei anspruchslosen Platinenlayouts haben herkömmliche<br />
Verfahren beim Trennen von einzelnen Platinen<br />
aus größeren Boards die Nase vorne: Sägen können sehr schnell<br />
rechteckige Boards aus einem größeren Träger heraustrennen,<br />
wenn weder die mechanische Belastung des Materials noch die<br />
Staubentwicklung entscheidende Kriterien darstellen. Stanzen<br />
sind die erste Wahl, wenn große Stückzahlen ohne Layoutänderungen<br />
hergestellt werden sollen.<br />
Die Alternative dazu ist das Konturfräsen. Meist werden<br />
Konturen bis auf enge Stege bereits vor dem Bestücken ausgefräst.<br />
Die mechanischen Belastungen beim Fräsen der Kontur<br />
und beim manuellen Ausbrechen der Stege sind oft ein Ausschlusskriterium.<br />
Empfindliche Boards leiden durch Vibrationen,<br />
das Ausbrechen ist unpräzise, der Durchsatz gering und<br />
mit hohen Rüstkosten verbunden.<br />
Laserschneidsysteme besser geeignet<br />
Feine, kompakt bestückte Elektronikschaltungen sind besonders<br />
empfindlich gegenüber mechanischen Belastungen,<br />
Staub und geometrischen Abweichungen. Hier zeigen sich Laserschneidsysteme<br />
als die bessere Alternative. Sie vermeiden<br />
mechanische Belastungen, reduzieren Werkzeugkosten, sind<br />
präziser und ermöglichen größere Netto-Nutzflächen. Eine<br />
weitere Herausforderung bei der Elektronikproduktion ist die<br />
stetig steigende Variabilität. Kurzfristige Aufträge, häufige<br />
Layoutänderungen und geringe Losgrößen erfordern flexible<br />
Produktionsprozesse. Auch hier bieten sich Laserschneidsysteme<br />
als die bessere Alternative an.<br />
Bei empfindlichen Substraten, unregelmäßigen Konturen,<br />
schmalen Schnittkanälen und bei häufigen Layoutveränderungen<br />
können Laser-Trennsysteme überzeugen. Aber auch hier<br />
sind deutliche Unterscheidungen sinnvoll, weil Laser unterschiedlicher<br />
Wellenlängen auch unterschiedlich mit dem Material<br />
interagieren. Zum Einsatz kommen zum Beispiel CO 2<br />
-<br />
Lasersysteme mit einer Wellenlänge von ca. 10,6 µm (Fernes<br />
Infrarot). Sie sind vergleichsweise günstig herzustellen und in<br />
hohen Leistungsklassen bis zu mehreren kW erhältlich, bringen<br />
aber vergleichsweise viel Wärme in die Schnittkante ein<br />
und verursachen eine deutliche Karbonisierung der organischen<br />
Platinenbestandteile an den Rändern. CO 2<br />
-Laser lassen<br />
sich nicht einfach in Lichtwellenleitern führen, sondern müssen<br />
über offene Spiegelsysteme ans Ziel gebracht werden. Sie<br />
sind in erster Linie bei stärkeren Leiterplatten vertreten.<br />
Wenn es deutlich feiner werden muss, schlägt die Stunde<br />
der UV-Lasersysteme. UV-Laser haben als Nd:YAG-Systeme<br />
durch Frequenzverdreifachung eine Wellenlänge von 355 nm –<br />
diese Strahlung lässt sich gut durch Optiken fokussieren. UV-<br />
Laser eigenen sich für das Trennen und Markieren von dünnen<br />
starren, starr-flexiblen und flexiblen PCB-Substraten und<br />
ELEKTRONIKFERTIGUNG<br />
w w w. E u E 2 4 . n e t<br />
2 8 1
ELEKTRONIKFERTIGUNG<br />
Abbildung 1: Minimale Schneidkanäle trennen auch eng aneinanderliegende<br />
Bauteile.<br />
Abbildung 2: Komplexe flexible Schaltungen lassen sich präzise<br />
und materialschonend per UV-Laser bearbeiten.<br />
Hilfsfolien. Dabei werden Leistungen um 10 Watt auf einen Fokusdurchmesser<br />
von nur 20 µm konzentriert, entsprechend<br />
genau sind die erzielten Ergebnisse. Die Energie wirkt nur für<br />
Sekundenbruchteile auf das Material, ohne thermische Beeinträchtigungen<br />
der Baugruppe. Die entstehenden Schneidgase<br />
werden abgesaugt und gefiltert. Randnahe Leiterbahnen und<br />
Lotstellen bleiben durch die minimalen Schnittbreiten unversehrt,<br />
es entstehen keine Grate.<br />
Darüber hinaus entfallen die Kosten für Werkzeuge oder<br />
aufwändige Haltevorrichtungen und die entsprechenden Vorlaufzeiten<br />
für deren Herstellung. Bei dünnen Substraten reicht<br />
ein Vakuumtisch, um eine plane Substratlage zu gewährleisten.<br />
Eine Änderung der Schneidkontur findet beim Laserschneiden<br />
über die Änderung der Layoutdaten statt. Die Maschinensoftware<br />
übernimmt die Konturdaten direkt aus gängigen<br />
Datenformaten. Für das Schneiden unterschiedlicher Materialien<br />
greift sie auf eine hinterlegte Bibliothek mit praxiserprobten<br />
Schneidparametern zurück.<br />
Das Laserschneiden kommt ohne nennenswerte Ränder<br />
aus. Der berührungslose Prozess benötigt praktisch keine Platinenfläche<br />
als Schnittkanal, die Bauteile rücken bis dicht an<br />
den Rand. Durch den Laser-Trennprozess lassen sich mehr<br />
Komponenten auf einer einzelnen Leiterplatte platzieren und<br />
gleichzeitig mehr Nutzen auf einem Panel unterbringen.<br />
Das UV-Laserschneiden kommt bei der Verarbeitung auch<br />
deshalb zum Einsatz, weil es den Verzug des Materials nach<br />
dem Reflow-Löten berücksichtigen kann. UV-Laserschneidsysteme<br />
von LPKF erfassen mit einem integrierten Visionsystem<br />
die Verformung des Materials an mehreren Positionen<br />
und sorgen mit einer dynamischen Lagekorrektur für normund<br />
toleranzgerechte Endplatinen.<br />
Einsatzgebiete von UV-Laserschneidsystemen<br />
UV-Laserschneidsysteme zeigen ihre besonderen Stärken<br />
bei kleinen, dünnen und flexiblen Leitungsträgern. Je nach<br />
Stärke des Leiterplattenmaterials sind ein oder mehrere Schnitte<br />
entlang der gewünschten Kontur erforderlich. Je dünner das<br />
Material, desto schneller läuft der Schneidprozess ab. Werden<br />
weniger Laserimpulse abgegeben als zum Durchdringen des<br />
Materials erforderlich ist, findet eine Gravierung des Substrats<br />
statt. Auf diese Weise lassen sich eindeutige Bauteilmarkierungen<br />
für Tracking&Tracing beim Separationsprozess aufbringen.<br />
Flache Materialien lassen sich einfach durch einen Vakuumtisch<br />
sicher in Position halten, da der Schneidprozess keine<br />
mechanischen Auswirkungen auf das Schneidgut hat. Zum<br />
Schutz von Leiterbahnen werden auf flexiblen Schaltungsträgern<br />
Deckfolien (Coverlayer) aufgebracht. Sie bestehen oft aus<br />
Polyimid und Kleber mit einer Stärke von 25 oder 12,5 µm und<br />
sind empfindlich für Verformungen. Einzelne Bereiche – z. B.<br />
Lötpads oder Anschlussstellen für Durchkontaktierungen –<br />
müssen aus den Coverlayern herausgetrennt werden. Auch<br />
diese Bearbeitung ist eine Stärke der UV-Laser.<br />
2 8 2 E & E - K o m p e n d i u m 2 0 13
ELEKTRONIKFERTIGUNG<br />
Abbildung 3: Die Geräte Micro-Line 1000 P und<br />
1000 S stellen einen kostengünstigen Einstieg in die<br />
UV-Lasertechnologie dar.<br />
Für den Schnitt von Komplettkonturen empfiehlt LPKF<br />
eine maximale Stärke von 0,8 mm, für Stege bis zu 1 mm. Durch<br />
mehrfaches Schneiden sind auch deutlich größere Materialstärken<br />
möglich – bei empfindlichen und wertvollen Platinen<br />
treten die längeren Schneidzeiten gegenüber den Sicherheitsund<br />
Qualitätsaspekten in den Hintergrund.<br />
Das gilt auch für Decap-Anwendungen und Taschen in<br />
Multilayern: Dabei trennt der UV-Laser starre und flexible<br />
Komponenten oder löst Bereiche aus mehrlagigen Leiterplatten<br />
(Multilayer) heraus, so dass sich Bauteile höhenbündig<br />
einbetten lassen. Technisch ist dies kein Problem, wenn der<br />
Bereich der Taschen nicht laminiert ist. Die Eindringtiefe des<br />
UV-Lasers lässt sich so präzise steuern, dass darunterliegende<br />
Schichten nicht beschädigt werden.<br />
Spezialisierte UV-Lasersysteme<br />
Für die Nutzentrennung von bestückten und unbestückten<br />
Platinen bietet LPKF spezialisierte Systeme an. Die Produktionssysteme<br />
LPKF MicroLine 6000 S (Arbeitsfläche von 610 mm<br />
x 457 mm) bzw. LPKF MicroLine 6000 P (Arbeitsfläche von<br />
610 mm x 533 mm) sind für die Produktion in automatisierten<br />
Umgebungen ausgelegt und mit SMEMA-Schnittstellen versehen.<br />
Der neueste Vertreter dieser Systemfamilie ist mit einem<br />
neuen Vision-System und einer besonderen Laserüberwachung<br />
ausgestattet, die Umwelteinflüsse und Materialtoleranzen ausgleicht<br />
und damit die zu erzielende Schneidpräzision weiter<br />
steigert. Die kompakteren UV-Lasersysteme der MicroLine-<br />
1000-Serie unterscheiden sich davon durch die installierte Laserleistung,<br />
die Arbeitsfläche und die Automatisierbarkeit.<br />
Zum Einsatz kommen diese preisgünstigeren Systeme in Umgebungen<br />
mit einer hohen Qualitätsanforderung, mittleren bis<br />
geringen Stückzahlen und einer hohen Produktvarianz.<br />
Weitere Optionen für UV-Laser<br />
UV-Laser können mehr als nur das PCB-präzise Schneiden.<br />
Weitere Anwendungsbeispiele sind das Bohren von Microvias<br />
in HDI-Leiterplatten (High-Density-Interconnect-Leiterplatte),<br />
das Strukturieren transparenter leitfähiger Dünnschichten<br />
(TCO/ITO) das Bohren flexibler Materialien, das<br />
Öffnen von Lötstopplack und Reparieren oder Nachbearbeiten<br />
von bestückten und unbestückten Leiterplatten oder das<br />
Schneiden von Keramik und das Abgleichen von Keramikwiderständen.<br />
Auch LTCC-Keramiken lassen sich ohne Verformungen<br />
schneiden, und die Strukturierung von Zinnresisten<br />
erlaubt Feinstleiterbahnen in der Stärke des Laserfokus<br />
(20 µm). ☐<br />
Weitere Informationen zu LPKF Laser & Electronics finden<br />
Sie im Business-Profil auf der Seite 51.<br />
> MORE@CLICK EEK11091610<br />
ELEKTRONIKFERTIGUNG<br />
w w w. E u E 2 4 . n e t<br />
2 8 3
ELEKTRONIKFERTIGUNG<br />
10 FEHLER BEIM LEITERPLATTENLAYOUT<br />
Beim Platzieren der Bauteile auf einer Leiterplatte hat jeder Designer seine eigene Methode, den<br />
einzig wahren Weg dafür gibt es also nicht. Da Designer auch nur Menschen sind, unterlaufen<br />
ihnen demgemäß auch einmal Fehler. Es gibt zehn Kardinalfehler, die man vermeiden sollte.<br />
TEXT: Gregor Groß FOTOS: alpha-board<br />
www.<strong>EuE24.net</strong>/PDF/EEK11236980<br />
Das Layout von Leiterplatten folgt immer demselben Ablauf:<br />
Bauteil- und Netzliste vom Stromlaufplan einlesen, Leiterkarten-Umriss<br />
und Sperrflächen einrichten, Bauteile platzieren,<br />
Verbindungen routen, Layout prüfen und freigeben<br />
und dann die Datenausgabe. Knifflig für PCB-Designer wird<br />
es spätestes ab dem Platzieren der Bauteile. Dafür entwickelt<br />
jeder Leiterplatten-Layouter seine eigene Methode. Das führt<br />
dazu, dass, wenn Sie den gleichen Schaltplan hundert verschiedenen<br />
PCB-Designern geben, Sie auch exakt hundert unterschiedliche<br />
Platzierungsvorschläge erhalten. Und darauf aufbauend,<br />
hundert unterschiedliche Leiterplattenlayouts.<br />
Leiterplatten werden mit EDA-Tools entflochten. Das<br />
Spektrum bei EDA-Tools reicht von ganz einfach (und kostenfrei)<br />
bis mächtig (und sehr teuer). Die teuren Tools nehmen<br />
dem Layouter sehr viel Arbeit ab und vereinfachen das Entflechten,<br />
die einfachen Tools greifen dem Designer wenig unter<br />
die Arme. Egal welches EDA-Tool Sie verwenden, es kann<br />
fehlendes Fachwissen, mangelnde Erfahrung und nicht vorhandene<br />
Kreativität des Layouters nicht ersetzen.<br />
Den absolut richtigen Weg, um Bauteile zu platzieren oder<br />
die Verbindungen zu routen, gibt es somit nicht. Aber natürlich<br />
gibt es Regeln und Erfahrungswerte, die immer gelten und<br />
beachtet werden sollten. Wir zeigen Ihnen zehn Kardinalfehler,<br />
die immer wieder auftauchen und die Sie auf jeden Fall vermeiden<br />
sollten.<br />
Fehler 1: Die falsche Lage der Puffer-/<br />
Abblock-Kondensatoren<br />
Umschaltströme, vor allem in digitalen Schaltkreisen, erzeugen<br />
steilflankige Impulse, die nichts in der Spannungsversorgungsleitung<br />
zu suchen haben. Verwenden Sie deshalb<br />
Abblock-Kondensatoren, bei denen Sie auf einen niedrigen<br />
resistiven Anteil (equivalent series resistance, ESR) und einen<br />
niedrigen induktiven Anteil (equivalent series inductive, ESI)<br />
achten müssen. Schließen Sie den Kondensator direkt an den<br />
IC und inklusive Hin- und Rückleiter an. Dafür sind SMD-<br />
Kondensatoren besser geeignet als bedrahtete, denn kleine<br />
Gehäuse sind besser als größere. Abblock-Kondensatoren<br />
dienen zum Stabilisieren der Versorgungsspannung, dem Herabsetzen<br />
der Impedanz im Bereich des Kondensators und<br />
dem Unterdrücken von galvanischen Störspannungen anderer<br />
Verbraucher.<br />
Fehler 2: Falsche Winkel für Leiterbahnen<br />
Spitze Winkel (kleiner 90°) zwischen Leiterbahn und SMD-<br />
Pad führen bei der Herstellung von Leiterplatten zu Abrissen<br />
im Fotolaminat. Auch beim Aufbringen des Lötstopplacks<br />
kann es hier zu Problemen kommen: Entweder fließt der Lack<br />
nicht richtig in den spitzen Winkel hinein oder es bildet sich in<br />
2 8 4 E & E - K o m p e n d i u m 2 0 13
ELEKTRONIKFERTIGUNG<br />
1a<br />
1b<br />
Abbildung 1 a/b: Richtiger und umgekehrter Footprint im PCB-Design<br />
dem Winkel ein kleiner „See“ – beides kann Schwierigkeiten<br />
beim Bestücken machen. Das Herausführen von Leiterbahnen<br />
zwischen zwei SMD-Pads ist auch kitzlig, denn es kann zu<br />
Kurzschlüssen bei der Leiterplatten-Herstellung und der Bestückung<br />
führen.<br />
Wir empfehlen daher, die Leitungsführung möglichst einfach<br />
zu halten. Vermeiden Sie unnötige Winkel und verwenden<br />
Sie bei der Leiterbahnführung nie 90°-Winkel, sondern<br />
setzen Sie einheitlich 45°-Winkel ein.<br />
Fehler 3: Fehler bei den Footprints<br />
Der häufigste Fehler in Layouts sind verdrehte Footprints.<br />
Als Footprint werden die Landepunkte eines Bauteils auf der<br />
Leiterplatte, sein Fußabdruck, bezeichnet. Das fertige Leiterplattendesign<br />
besteht aus einer Vielzahl von Footprints, die<br />
durch Leiterbahnen miteinander verbunden sind.<br />
Die Footprints Ihrer Bauteile erstellen Sie oder entnehmen<br />
Sie Ihrer Bauteilbibliothek. Bereits dort sollten Sie im Vier-Augen-Prinzip<br />
prüfen, dass<br />
▶ das Footprint richtig herum ist,<br />
▶ die Zahl der Pins und Landeflächen übereinstimmt,<br />
▶ die Geometrie des Footprints auch der Bauteilgröße entspricht<br />
und<br />
▶ falls nötig, Pin 1 gekennzeichnet ist.<br />
Fehler 4: Verwechslung von Top- und<br />
Bottom-Bestückung<br />
Sehr beliebt ist auch, Top- und Bottom-Bestückung zu vertauschen.<br />
Da einige EDA-Tools gespiegelte Datenausgabe erlauben,<br />
empfehlen wir die Daten nicht gespiegelt auszugeben<br />
und die Top- und Bottom-Lage jeweils mit TOP und BOT im<br />
Kupfer zu beschriften.<br />
Eine korrekte Beschriftung innerhalb des Kupfers gibt Ihnen,<br />
Ihren Mitarbeitern und allen beteiligten Dienstleistern<br />
Auskunft sowohl über die Lagendefinition als auch über die<br />
Lagenorientierung. Weiterer Tipp: Erstellen Sie getrennte Listen<br />
mit Top- und mit Bottom-Bauelementen.<br />
Fehler 5: Unachtsames Verlegen von<br />
Differential Pairs/High-Speed-Leitungen<br />
Zwei Netze, die als Differential Pair gelten, folgen beim<br />
Routen einem Pfad. Dabei sind Regeln zu definieren, wie dicht<br />
sie liegen und welche Längentoleranz erlaubt ist. Diese Regeln<br />
sind Teil des Design-Rule-Checks (DRC):<br />
▶ Abstand der Leitungen untereinander (beeinflusst die Impedanz<br />
untereinander)<br />
▶ Abstand der Leitungen zur nächsten (GND)-Versorgungslage<br />
(beeinflusst die Impedanz dorthin)<br />
ELEKTRONIKFERTIGUNG<br />
w w w. E u E 2 4 . n e t<br />
2 8 5
ELEKTRONIKFERTIGUNG<br />
Abbildung 2: TOP-Beschriftung<br />
im PCB-Design<br />
▶ Leiterbahnbreite (beeinflusst die Impedanz ganz allgemein)<br />
▶ Signal-Laufzeit auf dem jeweiligen LVDS-Paar<br />
▶ Maximale ungekoppelte Länge des Paares<br />
▶ Mindestens dreifacher Innenabstand zum nächsten LVDS-<br />
Kanal<br />
▶ Phasentoleranz (ergibt maximale Längendifferenz zueinander)<br />
▶ Keine Durchkontaktierungen und Breitenänderungen, um<br />
Impedanzsprünge zu vermeiden<br />
Alle diese Regeln einzuhalten, ist sehr schwer. Kompromisse<br />
sind unvermeidbar und brauchen Erfahrung. Für Takfrequenzen<br />
von 30 MHz und mehr können Sie folgende Faustregeln<br />
verwenden:<br />
▶ Legen Sie das Layout für Frequenzen von 150 MHz aus,<br />
▶ beachten Sie bei Flankensteilheiten von 1 ns bereits High-<br />
Speed-Regeln und<br />
▶ planen Sie breitbandig entkoppelte Stromversorgungslagen<br />
ein.<br />
Fehler 6: Nicht angepasste Kupferstärke von<br />
Leiterbahn und Vias an den Maximalstrom und<br />
von Leiterbahnabständen (Clearance) an die<br />
Maximalspannung<br />
Den Abstand zwischen zwei Leiterbahnen können Sie nicht<br />
unendlich klein wählen. Ausschlaggebend hierfür sind zum<br />
einen das Übersprechen und zum anderen die Spannungsfestigkeit<br />
über die Luftstrecke.<br />
In der VDE 0110b werden Isolationsgruppen festgelegt,<br />
nach der ein Gerät oder Leiterplatte eingestuft werden kann.<br />
Die Gruppen sind in Ao, A, B, C und D unterteilt, wobei D die<br />
Gruppe mit den härtesten Anforderungen und C die Gruppe<br />
für industrielle Anwendungen darstellt. Um evtl. eine Gruppe<br />
höher zu kommen als durch die Abstände möglich ist, ist die<br />
Leiterplatte nach dem Test mit Isolationslack einzusprühen.<br />
Für die in Abbildung 3 aufgeführten Scheitelspannungen werden<br />
die Abstände in Bezug auf die Leiterbahnbreite festgelegt.<br />
Die Leiterbahndicke ist jedenfalls elementar für die Strombelastbarkeit.<br />
Dabei spielen die Strombelastung, die Bahnbreite,<br />
Bahnhöhe und erlaubte Temperaturerhöhung eine wesentliche<br />
Rolle (siehe Abbildung 4).<br />
Fehler 7: Keine Traces zur Masseanbindung –<br />
immer Flächen verwenden<br />
Masseflächen sollten Sie immer großzügig mit Vias und<br />
immer auf dem kürzesten Weg anbinden. Idealerweise verfahren<br />
Sie mit Versorgungsnetzen ebenso. Dafür beachten Sie die<br />
folgenden Tipps:<br />
▶ Große Massefläche zur Schirmung, am besten eine ganze<br />
Platinenlage.<br />
▶ Zugriff auf die Masse soll so kurz und direkt wie möglich<br />
gestaltet werden.<br />
2 8 6 E & E - K o m p e n d i u m 2 0 13
ELEKTRONIKFERTIGUNG<br />
Abbildung 3: Minimaler Leiterbahnabstand<br />
(Quelle: Auszug IPC-D-275, Tabelle 3-1,<br />
FED-AK 220, Designrichtlinie)<br />
▶ Masseleitungen vermaschen, wenn keine einheitliche Massefläche<br />
vorhanden ist. Dabei sollen die Maschenwaben so<br />
klein wie möglich gehalten werden.<br />
Quarze und ihre Zuleitungen strahlen gerne ab. Verwenden<br />
Sie kurze und gerade Bahnen, um Quarzgehäuse zu erden.<br />
Sperren Sie diese Leiterbahnen, wenn möglich, wie ein Sandwich<br />
von zwei Seiten durch Masseflächen ein. Prozessoren und<br />
Taktleitungen sollten Sie, wenn möglich, ebenfalls durch gut<br />
geerdete Masseflächen abdecken.<br />
Fehler 8: Sperrflächen im Layout nicht richtig<br />
definiert<br />
Die Sperrflächen in einem PCB-Design können sich sowohl<br />
auf das Routing als auch auf die Platzierung beziehen.<br />
Stay Cool!<br />
Auch für Elektro- und Elektronikanwendungen bieten wir Ihnen durchdachte<br />
Lösungen rund um<br />
<br />
<br />
<br />
Testen Sie unseren Service –<br />
wir beraten Sie gerne!<br />
Schlösser GmbH & Co.KG<br />
Dichtungen und Stanzteile<br />
Wilhelmstraße 8 · D-88512 Mengen<br />
Tel. +49 7572 606 - 0<br />
Fax +49 7572 606 - 5598<br />
info@schloess.de<br />
www.schloesser-dichtungen.de<br />
ELEKTRONIKFERTIGUNG<br />
w w w. E u E 2 4 . n e t<br />
2 8 7
ELEKTRONIKFERTIGUNG<br />
Abbildung 4: Strombelastbarkeit und Leiterquerschnitt<br />
von gedruckten Leitern<br />
(Quelle: http://www.progforum.com/showthread.<br />
php?3322-Leiterbahnbreite)<br />
Für das Routing bedeutet das, dass Sie vor der Erstellung des<br />
Routings genau definieren, wo Leitungen geführt werden können<br />
und wo das verboten ist. In anderen Worten, es muss für<br />
Ihren PCB-Designer klar sein, welche Bereiche auf der Leiterplatte<br />
gesperrt sind. In Bezug auf die Platzierung muss klar<br />
sein, welche Bereiche der Leiterplatte für die Platzierung gesperrt<br />
sind. Achten Sie dabei auch auf Höhenrestriktionen.<br />
Das bedeutet aber auch, dass Sie für jedes Bauteil eine spezifische<br />
Höhe in der Bibliothek hinterlegen, damit Ihr EDA-Tool<br />
eine Höhen-Kollision mit den vorgegebenen Bauhöhen bemerken<br />
kann.<br />
Fehler 9: Falsche Zählweise der Pins<br />
Manche Designer verwenden verschiedene Methoden bei<br />
der Zählweise und Zählrichtung der Pins. Manchmal werden<br />
die Pins, angefangen bei der Unterseite links, in entgegen gesetztem<br />
Uhrzeigersinn gezählt, so dass der letzte Pin sich gegenüber<br />
vom ersten Pin befindet. Manchmal, wie z. B. bei einem<br />
Stecker, werden Pins so platziert, dass Ober- und Unterseite<br />
sich gegenseitig abwechseln. Eine falsche Einordnung der<br />
Pins führt später dazu, dass die Signale nicht richtig übertragen<br />
werden. Stellen Sie sicher, dass Sie im Team und auch Ihre<br />
Dienstleister immer dieselbe Pin-Nummerierung verwenden.<br />
Fehler 10: Anschlussflächen auf Innenlagen<br />
fehlen<br />
Manchmal werden die Anschlussflächen für Buried Vias<br />
auf den Außenlagen der Leiterplatte vergessen. Das führt zu<br />
ungleichmäßiger Kupferabscheidung und beeinträchtigt die<br />
mechanische und thermische Belastbarkeit von Durchkontaktierungen<br />
der Leiterplatte.<br />
Dieser Fehler entsteht beim Routing, weil mehr Platz für<br />
Leiterbahnen benötigt wird und daher die nicht angeschlossenen<br />
Anschlussflächen (Non Funktional Pads) der Durchkontaktierungen<br />
ausgeblendet werden. ☐<br />
> MORE@CLICK EEK11236980<br />
2 8 8 E & E - K o m p e n d i u m 2 0 13
ELEKTRONIKFERTIGUNG<br />
ELEKTRONIKBAUGRUPPEN EFFEKTIV PRÜFEN<br />
Um wachsenden Qualitätsansprüchen und Lebensdaueranforderungen entsprechen zu können,<br />
müssen Hersteller elektronischer Baugruppen immer umfangreichere, aufwändigere Tests ihrer<br />
Halb- und Fertigprodukte durchführen. Als Prüfverfahren findet hierbei die Infrarot-Thermografie<br />
sowohl im Bereich der Entwicklung als auch bei der Qualitätssicherung Anwendung.<br />
TEXT: Jörg Döppner FOTOS: InfraTec, Infrarotsensorik und Messtechnik<br />
www.<strong>EuE24.net</strong>/PDF/EEK11236620<br />
Um Fehler auf Leiterplatten oder bestückten Platinen zu<br />
finden, gibt es vielfältige Methoden. Unter anderem gibt es<br />
Testanlagen, die mit vielen nadelförmigen Kontakten eine berührende<br />
Abtastung der Platinen und deren Prüfung mittels<br />
Widerstands- und Spannungsmessung verwirklichen. Problematisch<br />
hierbei ist jedoch die Störanfälligkeit wegen des mechanischen<br />
Kontaktes und der geometrischen Toleranzen, sowie<br />
der Fakt, dass diese Anlagen platinenspezifisch sind und<br />
bei einer Änderung der Platine ebenfalls zu modifizieren sind.<br />
Ein anderer Weg zur Kontrolle von Leiterplatten ist die Beaufschlagung<br />
der Leiterplatte oder der bestückten Platine mit einer<br />
Testspannung und die Messung der auftretenden Temperaturen.<br />
Diese Methode ist auch geeignet, um Falschkonzipierungen<br />
der Wärmeverteilung (ungenügende Kühlung, zu hohe<br />
Leistungsdichte etc.) aufzudecken. Will man dies mittels berührender<br />
Temperaturfühler (Thermoelemente, Widerstandsthermometer,<br />
Thermistoren usw.) verwirklichen, stößt man<br />
auf mehrere Probleme: Temperaturfühler erfassen immer nur<br />
die Temperaturen einzelner „Messpunkte“, es wird durch diese<br />
Wärmeenergie von der Messstelle entzogen und zudem besteht<br />
potentielle Kurzschlussgefahr.<br />
Die auftretenden Probleme lassen sich durch berührungslose<br />
Temperaturmessung mittels Infrarot-Thermografie lösen<br />
– ohne Beeinflussung des Messobjektes mit vielen gleichzeitig<br />
erfassten Messpunkten sowie zeit- und kosteneffektiver Auswertung.<br />
Flächige Temperaturverteilungen oder schnelle Temperaturänderungen<br />
kann man ebenso erfassen.<br />
Durch Simulation werden heute vielfach bereits beim Design<br />
thermische Problemstellen erkannt. Die Prüfung unter<br />
Praxisbedingungen erfolgt vorteilhafter Weise durch berührungslose<br />
Temperaturmessungen mittels Infrarot-Thermografie<br />
während der Prototypteste. Ein weiterer wichtiger Aspekt<br />
ist die Untersuchung der Bauteilzuverlässigkeit, wofür<br />
mittels Thermografie-Spezialsoftware der Langzeit-Temperaturverlauf<br />
jedes beliebigen Bildpunktes protokolliert und<br />
somit auch die Wärmeausbreitung verfolgt werden kann.<br />
Schnell lassen sich so thermisch überlastete Komponenten<br />
und auch Layoutfehler auffinden. Modernste Thermografie-<br />
Systeme bieten hierfür eine immense Anzahl gleichzeitig erfassbarer<br />
Messpunkte – wie z. B. die Geräteserien VarioCAM<br />
High Definition und VarioCAM High Resolution von Jenoptik<br />
mit bis zu 3,1 MegaPixeln geometrischer Auflösung. Dies<br />
ermöglicht die Erfassung großer Bauteilgruppen mit wenigen<br />
Aufnahmen bei hoher Detailliertheit, guter Vergleichbarkeit<br />
und übersichtlicher Auswertung. Somit müssen Testabläufe<br />
nicht mehr wiederholt werden, um eine größere Ein-<br />
ELEKTRONIKFERTIGUNG<br />
w w w. E u E 2 4 . n e t<br />
2 8 9
ELEKTRONIKFERTIGUNG<br />
Abbildung 1 a: Korrekte Messtemperatur aufgrund ausreichender<br />
Pixelauflösung. Schwellwert von 80 °C wird als Fehler erkannt<br />
und entsprechende Maßnahmen können ergriffen werden.<br />
Abbildung 1 b: Falsche Messtemperatur aufgrund unzureichender<br />
Pixelauflösung. Schwellwert von 80 °C wird nicht erkannt.<br />
heit komplett zu untersuchen. Ganz zu schweigen von den<br />
Materialkosteneinsparungen bei irreversiblen Versuchen.<br />
Infrarot-Thermografie zur Qualitätssicherung<br />
Bei der Fertigung elektronischer Baugruppen können<br />
durch Vergleich von thermografischen Aufnahmen der Prüflinge<br />
mit fehlerfreien Mustern Abweichungen im thermischen<br />
Verhalten erkannt, quantifiziert und lokalisiert werden. Vorteilhaft<br />
ist dabei, dass man keinen Kontakt zum Messobjekt<br />
benötigt (keine Beeinflussung oder Kurzschlussgefahr), kleinste<br />
Strukturen messen und schnell einen Überblick über ausgedehnte<br />
Baugruppen bzw. viele Einzelkomponenten gewinnen<br />
kann. Durch Infrarot-Thermografie ist das Auffinden thermischer<br />
Fehler nicht nur in kürzester Zeit möglich, sondern auch<br />
die Automatisierung der Qualitätsprüfungen. Bei der berührungslosen<br />
Temperaturmessung mittels Infrarot-Thermografie<br />
an elektronischen Baugruppen ist zu beachten, dass sich auf<br />
diesen oftmals Objekte hoher Emission (Keramik bzw. Plastik)<br />
mit hochreflektierenden Bereichen (Leiterbahnen, Anschlussbeine)<br />
abwechseln. Um ohne Beeinflussung des Messobjektes<br />
durch einen Mattlacküberzug zwecks einheitlicher Erhöhung<br />
der Oberflächenemission auszukommen, müsste man den Einfluss<br />
des Emissionsgrades für jedes Bauteil und dessen Anschlüsse<br />
einzeln kompensieren.<br />
Korrekte Messwerte durch Spezialsoftware<br />
Eine manuelle Eingabe dieser Werte ist aber aufgrund der<br />
Anzahl und Vielfalt der geometrischen Formen völlig unvorstellbar.<br />
Eine Lösung bietet die pixelweise automatische Emissionsgrad-Korrektur,<br />
wie sie in der Thermografie-Software<br />
IRBIS3 von InfraTec enthalten ist. Hierbei kann nach Aufzeichnung<br />
der Emissionsgradverteilung des einheitlich er-<br />
2 9 0 E & E - K o m p e n d i u m 2 0 13
ELEKTRONIKFERTIGUNG<br />
Abbildung 2 a: Thermografische Aufnahme einer Leiterplatte<br />
(ohne Emissionsgradkorrektur).<br />
Abbildung 2 b: Thermografische Aufnahme einer Leiterplatte (mit<br />
pixelweiser Emissionsgradkorrektur).<br />
Abbildung 3 a: Bestückte SMD-Platine (Aufnahme mit Mikroskopobjektiv).<br />
Abbildung 3 b: Chipbondierung (Aufnahme mit Mikroskopobjektiv).<br />
wärmten Prüflings bei den nachfolgenden Thermografiebildern<br />
eine punktgenaue Korrektur der Emissionsgrade und<br />
damit eine richtige Bestimmung der Temperatur jedes einzelnen<br />
Objektes erfolgen.<br />
Temperaturmessungen an kleinsten Strukturen<br />
Durch Verwendung von Makro- bzw. Mikroskopobjektiven<br />
sind thermische Untersuchungen an kleinsten Strukturen<br />
bis hin zum Inneren von (natürlich mit offenem Gehäuse geprüften)<br />
Mikrochips möglich. Die modernen thermografischen<br />
Messsysteme VarioCAM High Definition und ImageIR<br />
erreichen in Kombination mit einem Mikroskop-Objektiv Pixelgrößen<br />
von bis zu 2 µm – selbst extrem kleine Objekte lassen<br />
sich somit fehlerfrei thermisch messen.<br />
Mittels hochauflösender Thermografie-Systeme mit Erfassungsgeschwindigkeiten<br />
bis zu 240 Hz in Mikrobolometer-<br />
Technologie (VarioCAM High Definition) bzw. bis zu 4,5 kHz<br />
mit Photonendetektoren (ImageIR) können auch schnelle Aufheiz-<br />
und Abkühlvorgänge erfasst werden (z. B. periodische<br />
Belastung in der Leistungselektronik oder transiente Vorgänge,<br />
Ein- bzw. Ausschaltprobleme etc.).<br />
Ebenfalls erwähnenswert ist die Möglichkeit der Darstellung<br />
von Temperaturänderungen, z. B. nach Wechsel des Betriebszustandes,<br />
Arbeitspunktes, Last oder Speisung. Statt visuellem<br />
Vergleich von Thermogrammen verschiedener Zeitpunkte<br />
nutzt man die so genannte Differenzbild-Darstellung<br />
der IRBIS3-Software, bei der der thermische Ausgangszustand<br />
als Thermografiebild festgehalten und als pixelweiser Bezugswert<br />
für die nachfolgenden Aufnahmen verwendet wird. Ganz<br />
leicht kann man auf diesem Weg thermische Änderungen<br />
nachweisen – alle Temperatursteigerungen sowie Absenkungen<br />
werden sofort und eindeutig angezeigt. ☐<br />
> MORE@CLICK EEK11236620<br />
ELEKTRONIKFERTIGUNG<br />
w w w. E u E 2 4 . n e t<br />
2 9 1
ELEKTRONIKFERTIGUNG<br />
ESD-FEHLERQUELLEN IN DER SMT-FERTIGUNG<br />
Damit von Personen hervorgerufene elektrostatische Aufladungen abgeleitet werden, gibt es<br />
ESD-Kontrollmaßnahmen. Diese reichen für Aufladungen, die von Maschinen, dem Fertigungsprozess<br />
oder auch der Leiterplatte selbst hervorgerufen werden, nicht aus. Neue Fehlermodelle<br />
wie CBM, CBE und FICBM sind ein erster Anfang, um auch hier geeignete ESD-Kontrollmaßnahmen<br />
zu identifizieren.<br />
TEXT: Hartmut Berndt FOTOS: B.E.STAT European ESD Competence Centre<br />
www.<strong>EuE24.net</strong>/PDF/EEK11236990<br />
In der letzten Zeit entstanden eine Reihe von neuen Vorschriften<br />
und weltweiten Standards für die ESD-gerechte<br />
Handhabung von ESD-empfindlichen Bauelementen und Baugruppe.<br />
Die grundlegenden Prinzipien sind immer zum einen<br />
die sichere (langsame) Ableitung von elektrostatischen Ladungen<br />
und zum anderen die Vermeidung der Entstehung elektrostatischer<br />
Ladungen. Die internationalen Standards IEC 61340-<br />
5-1 und IEC 61340-5-2 enthalten die grundlegenden Anforderungen<br />
für den Schutz von elektronischen Bauelementen und<br />
Baugruppen vor elektrostatischen Entladungen. Im Vergleich<br />
dazu findet der Anwender in dem amerikanischen Standard<br />
ANSI/ESD S20.20 einen ganzen Komplex von Vorschriften für<br />
die Erarbeitung eines ESD-Kontrollprogramms.<br />
Prinzipiell wird von folgenden zwei Grundprinzipien ausgegangen:<br />
Grundprinzip 1: Nur ein komplettes ESD Kontrollprogramm<br />
garantiert einen ausreichenden Schutz von elektrostatisch<br />
empfindlichen Bauelementen und Baugruppen.<br />
Grundprinzip 2: Die Erdung einer Person mit einem Handgelenkband<br />
ist die beste Möglichkeit zur Ladungsableitung und<br />
Ladungsvermeidung.<br />
Um ein effektives ESD-Kontrollprogramm einzuführen,<br />
hat sich folgendes Konzept [1] bewährt:<br />
1. Analyse der vorhandenen Bauteile, deren Grenzen und den<br />
existierenden Arbeitsprozess,<br />
2. Erstellung eines ESD-Kontrollprogramms,<br />
3. Schulung der Mitarbeiter,<br />
4. Einführung des ESD-Kontrollprogramms und<br />
5. Kontrolle und Zertifizierung des eingeführten ESD-Kontrollprogramms.<br />
Die Einführung dieses ESD-Kontrollprogramms ist komplexer<br />
als die einzelnen Standardanforderungen aus vorhandenen<br />
Normen. Damit sind die Person sowie der Arbeitsprozess<br />
ESD sicher, aber was ist mit den Anforderungen an die Maschinen?<br />
In den vorliegenden Standards sind keine Informationen<br />
und ESD-Anforderungen an Maschinen zu finden. Zwei<br />
allgemeine Anforderungen sind: Erdung aller Metallteile und<br />
Vermeidung von Kunststoffteilen, die sich elektrostatisch aufladen.<br />
Die Erfahrungen zeigen, dass das nicht ausreichend für<br />
den Schutz von elektronischen Bauelementen in automatischen<br />
Handlingsystemen ist. Bauteile werden hier nicht durch<br />
das Handling des Menschen, sondern durch die Maschine<br />
selbst geschädigt.<br />
ESD und Maschinen, Messmethoden<br />
Umfangreiche Tests in verschiedenen Herstellungsprozessen<br />
zeigen, dass Maschinen und Anlagen wie auch PCBs Quellen<br />
für elektrostatische Ladungen sind. Diese Ladungen führen<br />
zu großen gefährlichen Potentialen für elektronische Bauelemente,<br />
die unabhängig vom Menschen sind. Jede Bewegung<br />
2 9 2 E & E - K o m p e n d i u m 2 0 13
ELEKTRONIKFERTIGUNG<br />
Abbildung 1: Elektrostatische Ladungen<br />
können direkt am elektronischen Bauelement<br />
gemessen werden, ohne es zu zerstören.<br />
der Bauteile in automatischen Bestückern ist ausreichend, um<br />
sehr hohe elektrostatische Aufladungen zu erzeugen. PCBs bestehen<br />
aus isolierendem Kunststoffmaterial, das elektrostatische<br />
Ladungen erzeugt. Es ist nicht ausreichend die Kupferbahnen<br />
zu erden, die Kunststoffflächen werden dadurch nicht<br />
entladen. Die elektrostatischen Ladungen auf den PCBs können<br />
nicht zu den Kupferbahnen fließen und dann über die Maschinenteile<br />
abgeleitet werden.<br />
Üblicherweise sind die PCBs immer elektrostatisch aufgeladen,<br />
bevor diese die Maschinen erreichen und bevor die Bauteile<br />
auf diesen platziert werden. Dies ist der Moment, wo das<br />
Potential der Bauteile und PCBs unterschiedlich sind. Der folgende<br />
Potentialausgleich führt zu einem Entladungsstrom, der<br />
die elektronischen Bauelemente zerstört. Ein anderer Vorgang<br />
ist Folgender: Die Bauteile liegen in Trays oder Reels und werden<br />
durch einen Greifer aufgenommen. In diesem Moment<br />
werden Ladungen getrennt, und es entsteht ein elektrostatisches<br />
Potential. Elektrostatische Ladungen entstehen immer<br />
dann, wenn Bauteile, die aus einem Kunststoffmaterial sind,<br />
von einem anderen Material (z. B. Verpackung) getrennt werden.<br />
Alle diese Vorgänge zeigen neue Schädigungsmodelle, z.<br />
B. CBM und FICBM.<br />
Verschiedene Fehlermodelle<br />
Ausgehend von den folgenden Betrachtungen ergeben sich<br />
die einzelnen Fehlermodelle:<br />
▶ Eine Person berührt ein Bauelement und gibt die gespeicherten<br />
Ladungen an dieses ab. Die Ladungen fließen über<br />
das Bauelement zum Erdpotential ab.<br />
▶ Ein elektronisches Bauelement oder Gerät wirkt selbst als<br />
Kondensatorplatte und speichert Ladungen. Beim Kontakt<br />
mit Erdpotential wird durch den Entladungsimpuls eine<br />
Schädigung hervorgerufen.<br />
▶ Ein geladenes Objekt befindet sich in einem elektrischen<br />
Feld. Über dem Gateoxid bzw. dem pn-Übergang eines<br />
Bauelementes wird ein Potential erzeugt, es kommt zur<br />
Entstehung elektrostatischer Aufladungen. Bei der Entladung<br />
kommt es zum Durchbruch führt.<br />
Bekannte Fehlermodelle sind:<br />
▶ HBM (Human Body Model)<br />
▶ MM (Machine Model)<br />
▶ CDM (Charged Device Model)<br />
▶ FIM (Field Induced Model)<br />
Das erste Fehlermodell bezieht sich auf die geladene Person.<br />
Das zweite ist eine Verschärfung des Personenentladungsmodells,<br />
und das dritte ist ein Fehlermodell, das davon ausgeht,<br />
dass das elektronische Bauelement sich elektrostatisch<br />
auflädt und beim Kontakt mit Metallteilen schlagartig oder<br />
hart entlädt. Die Person hat hier keinen direkten Einfluss mehr<br />
auf den Auf- und Entladeprozess. Da in Zukunft immer mehr<br />
die Energie bei diesen schnellen Entladungen betrachten müs-<br />
ELEKTRONIKFERTIGUNG<br />
w w w. E u E 2 4 . n e t<br />
2 9 3
ELEKTRONIKFERTIGUNG<br />
Abbildung 2: CBM/CBE<br />
(Prinzipielles Entlademodell)<br />
sen, sind bisherige Aussagen zu einer elektrostatischen Aufladung,<br />
z. B. von 1.000 V, nicht mehr ausreichend. Es sind sehr<br />
schnelle Entladungen in sehr kurzen Zeitintervallen vorhanden.<br />
Diese sind dann sehr energiereich und schädigen die elektronischen<br />
Bauelemente.<br />
Da heute neben den einzelnen Bauelementen auch die<br />
komplette Baugruppe betrachtet werden muss, fehlt bisher ein<br />
geeignetes Fehlermodell. Zwei Modelle sind in Vorbereitung:<br />
das CBM (Charged Board Model) oder CBE (Charged Board<br />
Event) und das FICBM (Field Induce Charged Board Model).<br />
Es wird davon ausgegangen, dass das Board (PCB) elektrostatisch<br />
aufgeladen ist. Das Board hat eine sehr hohe Kapazität,<br />
kann also mehr elektrostatische Ladungen als elektronische<br />
Bauteile speichern. Die höhere gespeicherte Energie führt zur<br />
Zerstörung des einzelnen Bauelementes oder ganzer Baugruppen.<br />
An verschiedenen Stationen einer SMT-Linie wurde die<br />
elektrostatische Aufladung gemessen. Dabei wurde weitestgehend<br />
darauf geachtet, dass bei laufender Fertigung, also realitätsnah,<br />
gemessen wurde. Nicht an allen Stationen konnten<br />
Messungen durchgeführt. So ist die Messung der elektrostatischen<br />
Aufladungen an einer Pick&Place-Maschine sehr<br />
schwierig. Hier wurden nur am Ein- und Ausgang Messwerte<br />
ermittelt. Es fehlen die passenden Messelektroden, um in dem<br />
sehr schnellen Prozess, zu messen.<br />
Zusammenfassung<br />
Elektrostatische Aufladungen von Personen können weitestgehend<br />
kontrolliert werden. Heute gibt es ausreichende<br />
ESD-Kontrollmaßnahmen, die während der gesamten Aufenthaltsdauer<br />
in einer EPA dafür sorgen, dass Personen ständig<br />
elektrostatisch entladen sind. Eine wesentlich größere Ladungsquelle<br />
sind automatische Handlingsysteme oder allgemein<br />
Maschinen. Die elektronischen Bauelemente laden sich<br />
dabei selbst elektrostatisch auf. Aber auch die Leiterplatten bestehen<br />
aus einem isolierenden Material, das sich sehr stark<br />
elektrostatisch auflädt. Da Bauteile und Leiterplatten meist unterschiedliches<br />
elektrostatisches Potential besitzen, kommt es<br />
zum Potentialausgleich und damit zur Provozierung von elektrostatischen<br />
Aufladungen. Da es sich hier um sehr schnelle<br />
Vorgänge handelt, genügen meistens die vorhandenen ESD-<br />
Kontrollmaßnahmen nicht. Schwierig ist es auch, die Vorgänge<br />
messtechnisch zu erfassen, weil sie sehr schnell sind und die<br />
vorhandene Messtechnik zu träge ist. Weiterhin sind die Potentialdifferenzen<br />
sehr klein aber sehr Energie intensiv. Durch<br />
gezielten Einsatz von Ionisatoren lassen sich die Ladungen reduzieren,<br />
eine endgültige Lösung ist es nicht. Ionisatoren müssen<br />
steuer- und überwachbar sein. ☐<br />
Literatur<br />
[1] IEC 61340-5-1 Electrostatics - 08.2007: Part 5: Specification for the<br />
protection of electronic devices from electrostatic phenomena,<br />
Section 1: General requirements<br />
[2] IEC 61340-5-2 Electrostatics – 08.2007: Part 5: Specification for the<br />
protection of electronic evices from electrostatic phenomena, Section<br />
2: User guide<br />
[3] ANSI/ESD S20.20-2007 ESD Association standards for the Development<br />
of an Electrostatic Discharge Control Program for – Protection<br />
of Electrical and Electronic Parts, Assemblies and Equipments<br />
[4] ANSI/ESD SP10.1-2007 ESD Association standard practice for<br />
Protection of Electrostatic Discharge Susceptible Items – Automated<br />
Handling Equipment (AHE)<br />
[5] Berndt, H.: VDE-Schriftenreihe 71 “Elektrostatik”, VDE-Verlag,<br />
3. Ausgabe, 2009<br />
> MORE@CLICK EEK11236990<br />
2 9 4 E & E - K o m p e n d i u m 2 0 13
Inhalt der Rubrik<br />
DISTRIBUTION & DIENSTLEISTUNG<br />
Bild-Sponsor: Digi-Key<br />
296 Im Rampenlicht<br />
Digi-Key<br />
298 Neue Technologien schnell zugänglich<br />
machen<br />
Gerald Meier, Future Electronics<br />
299 Langzeitverfügbarkeit sicherstellen<br />
Nicolas Chantier, e2v<br />
303 Fügen mit Licht<br />
Lars Ederleh, LaserMicronics<br />
D I S T R I B U T I O N &<br />
D I E N S T L E I S T U N G<br />
2 9 5
D I S T R I B U T I O N & D IENSTLEISTUNG<br />
P R O M OT I O N<br />
IM RAMPENLICHT<br />
Mehr als 500.000 Produkte von über 470 Herstellern hat Digi-Key im Angebot. Das umfassende<br />
Portfolio alleine macht aber nicht den Erfolg aus: Ausschlaggebend ist ein herausragender<br />
Service, der Digi-Key von anderen Distributoren unterscheidet.<br />
TEXT: Digi-Key FOTOS: Dominik Gierke<br />
www.<strong>EuE24.net</strong>/PDF/EEK11138510<br />
2 9 6<br />
E & E - K o m p e n d i u m 2 0 13
P R O M OT I O N<br />
DISTRIBUTION & DIENSTLEISTUNG<br />
Power für die Medizin<br />
Die AC/DC-Stromversorgungen von CUI sind durch ihre hohe Leistungsdichte und Energieeffizienz besonders für medizinische<br />
Anwendungen geeignet. Die Stromversorgungen, die über die medizinische Sicherheitszulassung 60601-1 verfügen, können<br />
beispielsweise in der Diagnose, der stationären Gesundheitsversorgung und in der Zahnmedizin zum Einsatz kommen.<br />
Alles mit an Board<br />
Alles, was das Arduino Uno-Mikrocontroller-Board noch braucht, ist eine Stromquelle. Alles andere<br />
bringt das auf dem ATmega328 basierende Board mit. Dazu gehören unter anderem 14 digitale Ein-<br />
und Ausgänge, sechs analoge Eingänge, ein 16-MHz-Kristall-Oszillator und eine USB-Verbindung.<br />
D I S T R I B U T I O N &<br />
D I E N S T L E I S T U N G<br />
w w w. E u E 2 4 . n e t<br />
2 9 7
D I S T R I B U T I O N & D I E NSTLEISTUNG<br />
GASTKOMMENTAR<br />
NEUE TECHNOLOGIEN SCHNELL ZUGÄNGLICH MACHEN<br />
Distribution ist ein Wachstumsmarkt in Europa, wenn sie<br />
dem Kunden durch Spezialwissen einen Mehrwert bietet.<br />
www.<strong>EuE24.net</strong>/PDF/EEK11138490<br />
Der gesamtökonomischen Entwicklung<br />
zum Trotz ist die Distribution in Europa nach<br />
wie vor auf Wachstumskurs. Ausgelöst durch<br />
die Schuldenkrise lässt sich allerdings eine<br />
Verunsicherung des Marktes nicht verleugnen,<br />
die sich in kurzfristigerem Bestellverhalten<br />
der Kunden äußert. Für die Distribution<br />
geht diese Situation mit Unwägbarkeiten in<br />
der Lagerhaltung einher. Genauigkeit in der<br />
Disposition, Supply Chain Management und<br />
Logistikkonzepte werden wieder einmal mehr<br />
wahl kombiniert mit Expertise lautet das Erfolgskonzept.<br />
Dabei spielt in manchen vertikalen Märkten<br />
die regional unterschiedliche Umsetzung<br />
von Applikationen eine große Rolle. Verschiedene<br />
Funkstandards dominieren in Europa<br />
oder den USA das Bild für Smart Metering<br />
oder Smart Grid-Anwendungen – um<br />
nur ein Beispiel zu nennen. Ein global operierender<br />
Distributor kann die ganze Palette an<br />
Technologien abdecken und dabei auf regionale<br />
Besonderheiten in der Beratung einge-<br />
zur Königsdisziplin.<br />
Gerald Meier,<br />
Darüber hinaus haben es die Distributoren<br />
Marketing Manager hen. Die Bündelung von Know-how findet<br />
selbst in der Hand, ihr Angebot über die<br />
Lieferung von Komponenten hinaus attraktiv<br />
Central Europe<br />
Future Electronics<br />
also beim Distributor statt und wirkt damit<br />
der Ressourcenknappheit beim Kunden entgegen.<br />
Vorteil für den Kunden: Er bekommt<br />
zu gestalten. Denn Distribution ist heutzutage<br />
viel mehr, als Just-in-time Delivery. Kun-<br />
FutureElectronics.com bereits ab der Konzeptionsphase Entwick-<br />
Info-DE-Future@<br />
den stehen vor der Herausforderung, sich mit<br />
ihren neuen Designs am Markt zu differenzieren.<br />
Neben Logistik gewinnt Support in der Entwicklung<br />
neuer Produkte zunehmend an Bedeutung. Gerade dann, wenn<br />
neue Technologien mit der Kernkompetenz der Kunden verschmolzen<br />
werden müssen. Wenn beispielsweise Trends wie<br />
die permanente Verfügbarkeit von Daten durch drahtlose<br />
Übertragung oder der vom Smartphone bekannte Bedienkomfort<br />
in Geräte Einzug halten soll, ist meist technische Unterstützung<br />
gefragt.<br />
Ein Distributor mit vertikalem Know-how ebnet seinem<br />
Kunden den Weg zu neuen Technologien. Von der Spezialisierung<br />
in Bereichen wie beispielsweise Wireless, Lighting oder<br />
Energy profitiert der Kunde durch eine schnellere Markteinführung<br />
seiner Produkte. Denn ein Distributor, der als One-<br />
Stop-Shop tiefen Einblick in eine Spezialdisziplin bieten und<br />
fundiert in der Phase der Produktentwicklung durch den Vergleich<br />
von Technologien beraten kann, ersetzt die Informationsbeschaffung<br />
bei einzelnen Herstellern. Vielfalt in der Auslungsingenieure<br />
an die Seite gestellt.<br />
Damit wird die Bedeutung der Spezialisierung<br />
transparent. Der Distributor wird zum Enabler neuer<br />
Technologien, die so komplex sind, dass sie der Kunde nicht<br />
mehr allein bewältigen kann. Deshalb ist die Vertikalisierung<br />
auch kein Marketing-Hype, sondern Erfolgsstrategie – sowohl<br />
für den Kunden als auch den Distributor. Denn auch für die<br />
Hersteller in der Line-Card ist der tiefere Zugang zu speziellem<br />
Know-how interessant. Das Spezialwissen ermöglicht es<br />
dem Distributor, über seinen traditionellen Kundenstamm hinaus<br />
zu blicken und neue Märkte zu adressieren.<br />
Die Logistik wird bei aller Spezialisierung ihre Bedeutung<br />
als Rückgrat der klassischen Distribution nicht einbüßen.<br />
Im Gegenteil: Gerade in global agierenden Märkten ist<br />
es für Kunden relevant, überall Zugriff auf die Komponenten<br />
zu haben – aus einer Hand. Eine umfangreiche Lagerhaltung<br />
weltweit mit zahlreichen frei verfügbaren Produkten wird<br />
immer wichtig bleiben – gerade in unsicheren Zeiten. ☐<br />
> MORE@CLICK EEK11138490<br />
2 9 8 E & E - K o m p e n d i u m 2 0 13
DISTRIBUTION & DIENSTLEISTUNG<br />
LANGZEITVERFÜGBARKEIT SICHERSTELLEN<br />
Die Abkündigung kritischer Bauelemente von Avioniksystemen während der Nutzungszeit muss<br />
beim Design von vornherein eingeplant werden. Die Zusammenarbeit mit einem Fachunternehmen<br />
hilft, die mit der Obsoleszenz verbundenen Risiken zu entschärfen. Hierzu strebt man nicht<br />
nur eine möglichst lange Verfügbarkeit des Bauelements an, sondern trifft auch Vorsorge für die<br />
Zeit nach der Abkündigung.<br />
TEXT: Nicolas Chantier FOTOS: e2v<br />
www.<strong>EuE24.net</strong>/PDF/EEK11235700<br />
Flugcomputer, Triebwerksmanagement-Einheiten, Navigationseinrichtungen<br />
und Fly-by-Wire-Systeme sind nur einige<br />
Beispiele für Avioniksysteme, die von kritischer Bedeutung für<br />
die Sicherheit eines Luftfahrzeugs sind. Dementsprechend<br />
gründlich, streng und teuer sind die Qualifizierungsprozesse,<br />
die diese Systeme durchlaufen müssen. Problematisch wird es,<br />
wenn z. B. ein im System verwendeter Mikroprozessor vom<br />
Hersteller aus dem Lieferprogramm genommen wird. Grundsätzlich<br />
wäre ein Redesign auf der Basis eines neuen Prozessors<br />
kein unüberwindbares Problem. Dies aber würde erhebliche<br />
Änderungen an der Software nach sich ziehen, so dass der<br />
kostspielige Qualifizierungsprozess erneut vorgenommen werden<br />
müsste. Die Forderung, Systeme über viele Jahre hinweg<br />
unverändert im Einsatz zu lassen, besteht neben der Avionik<br />
auch in anderen Bereichen, zu denen unter anderem die Raumfahrt,<br />
die Eisenbahntechnik oder Steuerungssysteme gehören.<br />
Lange Lebenszyklen als Designkriterium<br />
Beim Design von Avioniksystemen müssen die Mikroprozessoren<br />
zum einen die optimale Kombination aus Verarbeitungsleistung<br />
und Merkmal-Ausstattung für die anvisierte Applikation<br />
mitbringen. In dieser Hinsicht besteht kein Unter-<br />
schied zu anderen Anwendungsgebieten. Zum anderen kommt<br />
hier jedoch die Forderung hinzu, dass die Wahrscheinlichkeit<br />
für eine lange Einsatzdauer bis zur Abkündigung möglichst<br />
hoch sein muss. Bei Mainstream-Mikroprozessoren, wie man<br />
sie in PCs und der IT-Internet üblicherweise einsetzt, vergehen<br />
meist nur sieben Jahre zwischen Markteinführung und<br />
Obsoleszenz. Diese Zeitspanne ist zu kurz für die Avionik und<br />
andere Applikationen, bei denen man für die verwendeten<br />
Bauelemente eher eine Lebensdauer von mehr als 20 Jahren<br />
anstrebt. Schließlich können bei den meisten Avioniksystemen<br />
schon von der Ausarbeitung des ursprünglichen Systemdesigns<br />
bis zum ersten kommerziellen Flug eines neuen Baumusters<br />
mehrere Jahre vergehen. Würde man in solchen Projekten<br />
auf Mainstream-Mikroprozessoren mit ihren notorisch kurzen<br />
Lebenszyklen setzen, würde der gewählte Prozessor mit großer<br />
Wahrscheinlichkeit genau dann abgekündigt werden, wenn<br />
das Flugzeug gerade am Beginn seines Lebenszyklus steht. Für<br />
die Systemdesigner aber kommt es darauf an, ihr Projekt so zu<br />
optimieren, dass das Design über möglichst viele Jahre hinweg<br />
ohne größere Hardwareänderungen hergestellt werden kann.<br />
Unmittelbar nach der Forderung nach maximaler Systemleistung<br />
rückt deshalb die langfristige Produzierbarkeit des qualifizierten<br />
Designs an die zweite Stelle der Bedeutungsskala.<br />
D I S T R I B U T I O N &<br />
D I E N S T L E I S T U N G<br />
w w w. E u E 2 4 . n e t<br />
2 9 9
D I S T R I B U T I O N & D I E NSTLEISTUNG<br />
Abbildung 1: Der Mikroprozessor<br />
TS68040MFB/C25A von e2v<br />
Die Prozessorhersteller haben entsprechend reagiert. Bei<br />
Freescale Semiconductor etwa gibt es für verschiedene Bausteine<br />
(unter anderem aus der PowerPC- und der QorIQ-Serie) ein Longevity-Programm,<br />
das die Verfügbarkeit der Bauelemente für<br />
mindestens zehn Jahre, in einigen Fällen sogar 15 Jahre garantiert<br />
– gerechnet von der Markteinführung an. In der Avionik-Branche<br />
sind Freescale-Prozessoren, ob als normale Freescale-Produkte<br />
oder als e2v- High-Reliability-Versionen, sehr beliebt. Bausteine<br />
wie der 68020 werden in Engine Management Units nach wie vor<br />
eingesetzt und sind heute, Jahrzehnte nach ihrer Einführung und<br />
weit über ihr Obsoleszenz-Datum hinaus, immer noch lieferbar.<br />
Zu verdanken ist dies den Obsolescence-Management-Abkommen<br />
zwischen e2v und den Industrieanwendern. Neuere Power-<br />
PC-Prozessoren werden auch in Flugcomputern eingesetzt. NXP<br />
hat für seine Familie mit ARM-Cortex-M-Prozessoren im März<br />
2012 ebenfalls ein Longevity-Programm mit einer Mindest-Lebenszyklusdauer<br />
von zehn Jahren gestartet.<br />
Obsoleszenz-Problem verlangt nach Spezialisten<br />
Unter den kritischen Bauelementen in der Umgebung der<br />
Mikroprozessoren sind die Speicher hervorzuheben, deren Lebenszyklen<br />
oft noch kürzer sind, so dass das Obsolescence-<br />
Management hier ebenfalls ein wichtiges Thema ist. Hersteller<br />
wie Micron oder Winbond garantieren hier mit speziellen<br />
Longevity-Programmen Mindestlebenszyklen von zehn Jahren<br />
für bestimmte Produkte. Bei der Auswahl der Bauelemente<br />
während der Designphase sollte man somit jene Produkten der<br />
bevorzugen, für die es Longevity-Programme gibt, damit etwaige<br />
Obsoleszenz-Risiken entschärft werden. Sollte es jedoch<br />
unumgänglich sein, ein Bauelement ohne gesicherte Langzeit-<br />
Verfügbarkeit zu verwenden, empfiehlt sich die Hinzuziehung<br />
interner oder externer Fachunternehmen, die die typische Produktlebensdauer<br />
des jeweiligen Herstellers bewerten. Software-<br />
Tools helfen gegebenenfalls bei der Abschätzung des voraussichtlichen<br />
Obsoleszenz-Datums von Bauelementen, deren<br />
Einsatz von den Systemdesignern erwogen wird.<br />
Eigener Interessenverband<br />
Maßnahmen gegen die Obsoleszenz sind so wichtig, dass<br />
hierfür ein eigener Interessenverband, die Components Obsolescence<br />
Group (COG, deutscher Ableger: COG-D) gegründet<br />
wurde. Die Initiativen der Originalhersteller sind zweifellos<br />
positiv zu bewerten, doch in vielen Anwendungen reichen die<br />
Verfügbarkeitsspannen der Longevity-Programme nicht aus.<br />
Es geht dabei nämlich um Zeiträume von 15 oder 20 Jahren<br />
und mehr. Hier kommen die Semiconductor Lifecycle Management<br />
Services (SLiM) von e2v ins Spiel, die die von den<br />
Herstellern selbst abgedeckte Zeitspanne von zehn bis 15 Jahren<br />
um weitere zehn Jahre oder mehr verlängern. Die technische<br />
Machbarkeit vorausgesetzt, könnte ein Bauelement so für<br />
3 0 0 E & E - K o m p e n d i u m 2 0 13
DISTRIBUTION & DIENSTLEISTUNG<br />
Abbildung 2:<br />
Der Controller PC8280 von e2v<br />
D I S T R I B U T I O N &<br />
D I E N S T L E I S T U N G<br />
eine Dauer von 30 Jahren und länger verfügbar sein. Ein SLiM-<br />
Programm lässt sich individuell anpassen und durch verschiedene<br />
Optionen ergänzen, die nach Bedarf während des Lebenszyklus<br />
eines Produkts aktiviert werden. Diese Optionen sind:<br />
1. Analyse der Stückliste durch den SLiM-Anbieter mit Blick<br />
auf etwaige Obsoleszenz-Risiken.<br />
2. Verfügbarkeit einer Reihe von Standard-Hi-Rel-Halbleiterprodukten,<br />
die vom SLiM-Anbieter während des normalen<br />
Lebenszyklus vor der Abkündigung angeboten werden.<br />
Hierbei handelt es sich um Hi-Rel- oder Spezialversionen<br />
der Standard-Halbleiterbausteine, die mit einem besonderen<br />
Datenblatt unter dem Namen des SLiM-Anbieters angeboten<br />
werden. Diese Phase vor dem LBO-Datum (Last<br />
Buy Opportunity) ist wichtig, damit die folgenden Phasen<br />
technisch möglich, zuverlässig und sicher sein können.<br />
3. Langzeit-Aufbewahrung von Wafern vor dem LBO-Datum<br />
und Herstellung von Produkten aus den bevorrateten Wafern<br />
nach dem LBO-Datum.<br />
Bei diesem so genannten Wafer Banking werden die Wafer<br />
an sicheren Orten und unter geeigneten Bedingungen jahrelang<br />
gelagert. Auch Jahre nach dem LBO-Datum kann<br />
man aus diesen Wafern fertige Produkte herstellen, sofern<br />
der SLiM-Anbieter die nötige Produktionskapazität langfristig<br />
eingeplant hat. Entscheidend hieran ist, dass die Bevorratung<br />
in Form von Wafern erfolgt, die bei entsprechen-<br />
UNMÖGLICH GIBT’S NICHT.<br />
Als Spezialist für Verbindungstechnik ist MES rund um<br />
den Globus für Sie aktiv. Wir entwickeln und beschaffen<br />
Lösungen, die nicht nur langfristig funktionieren, sondern<br />
auch wirtschaftlich ins Konzept unserer Kunden<br />
passen. Überzeugen Sie sich selbst.<br />
www.mes-electronic.de • Tel. +49 (0) 77 20 / 945 - 200<br />
w w w.<strong>EuE24.net</strong>
D I S T R I B U T I O N & D I E NSTLEISTUNG<br />
der Lagerung nicht den Alterungseinflüssen unterliegen<br />
wie fertige ICs. Weiterer Vorteil: die Garantiezeit für diese<br />
Bauteile wird nicht vom Produktionsdatum der Wafer an<br />
gerechnet, sondern erst ab der Verarbeitung der Wafer zu<br />
fertigen Produkten. Der Wafer-Vorrat kann im Rahmen eines<br />
Vertrags zwischen dem SLiM-Anbieter und dessen<br />
Kunden angelegt werden, um die Verfügbarkeit für die geplante<br />
Lebensdauer des Kundensystems zu gewährleisten.<br />
4. Produkt-Redesign zur Verlängerung der Produktionszeit,<br />
auch bei erschöpftem Wafer-Vorrat.<br />
Obsolete Bauelemente können mit dieser Option ein Redesign<br />
erfahren, wenn sämtliche bevorrateten Wafer verbraucht<br />
sind. Dies hängt allerdings von der technischen<br />
Machbarkeit ab und gestaltet sich bei der neuesten Generation<br />
von Multi-Core-Prozessoren zunehmend schwieriger.<br />
Dennoch ist es in einigen Fällen ein gangbarer Weg, den<br />
Lebenszyklus eines Bausteins in einer neuen Foundry entscheidend<br />
zu verlängern.<br />
Für Anbieter birgt die Umsetzung der Optionen 3 und 4<br />
durchaus gewisse Tücken. Schließlich soll die unveränderte<br />
Qualität und Leistungsfähigkeit der Bauelemente viele Jahre<br />
über das Obsoleszenz-Datum hinaus garantiert und vertraglich<br />
festgeschrieben werden. In jedem Fall setzt dies die Schaffung<br />
einer speziellen Organisation sowie beträchtliche Kapitalinvestitionen<br />
voraus. Zum Beispiel ist es bei Option 3 nicht<br />
damit getan, aus den auf Lager gelegten Wafern fertige Pro-<br />
dukte herzustellen. Die fertigen Bauelemente müssen vielmehr<br />
auch so getestet werden, dass für sie die gleiche Garantie geboten<br />
werden kann wie für die Originalbauteile. Umfangreiche<br />
Ingenieurleistungen sind hier ebenso nötig wie immense Aufwendungen<br />
für die passenden Prüfsysteme und -werkzeuge.<br />
e2v hat Anfang der 1980-er Jahre mit Freescale einen langfristigen<br />
Vertrag geschlossen, der unter anderem eine intensive<br />
technische Zusammenarbeit zwischen beiden Unternehmen<br />
beinhaltet. Hierdurch ist es e2v möglich, auch komplexe Prozessoren<br />
mit hoher Qualität und Zuverlässigkeit zu produzieren.<br />
Notwendig war dazu unter anderem die Beschaffung der<br />
gleichen automatischen Prüfsysteme, die auch Freescale für<br />
seine Produktionsprüfungen einsetzt. So lässt sich die gleiche<br />
Testsoftware verarbeiten, und auch die komplexesten Prozessoren<br />
lassen sich mit höchster Gründlichkeit prüfen.<br />
Die Eigenentwicklung von Prüfprogrammen nämlich<br />
scheidet angesichts der ständig wachsenden Komplexität der<br />
Multicore-Prozessorarchitekturen eindeutig aus. Die zweite<br />
Option der obigen Liste ist folglich eine absolute Vorbedingung,<br />
um die Optionen 3 und 4 überhaupt anbieten zu können.<br />
Besonders günstig sind die Voraussetzungen, wenn der SLiM-<br />
Anbieter das betreffende Produkt schon vor der Abkündigung<br />
im Programm hat. In diesem Fall sind die Produktionseinrichtungen,<br />
Werkzeuge, Maschinen und Prozesse bereits vollständig<br />
ausgereift, wenn der ursprüngliche Hersteller das Bauelement<br />
aus dem Programm nimmt. ☐<br />
> MORE@CLICK EEK11235700<br />
3 0 2 E & E - K o m p e n d i u m 2 0 13
DISTRIBUTION & DIENSTLEISTUNG<br />
FÜGEN MIT LICHT<br />
Modernes Laser-Kunststoffschweißen hat sich in Kfz-Industrie und Medizintechnik mit ihren<br />
Null-Fehler-Forderungen bewährt. Kunststoffe sind leicht, einfach zu bearbeiten, robust und<br />
günstig – mit vielen guten Eigenschaften. Oft sind es zwei oder mehr Komponenten, die,<br />
miteinander verbunden, das endgültige Produkt bilden. Für das Verbinden der Fügepartner<br />
stehen mehrere Verfahren zur Wahl.<br />
TEXT: Lars Ederleh FOTOS: LaserMicronics<br />
www.<strong>EuE24.net</strong>/PDF/EEK11091620<br />
Abgesehen von Schraub- und Klemmverbindungen haben<br />
sich einige Verfahren etabliert, die Ober- und Unterteil mit einer<br />
Naht fügen.<br />
Beim Reibschweißen (z. B. Ultraschallschweißen) werden<br />
die beiden Fügepartner relativ zueinander bewegt, so dass Reibungswärme<br />
in der Fügenaht zur Plastifizierung führt. Ein hoher<br />
Fügedruck senkrecht zur Schweißnaht leitet die Verbindung<br />
ein. Dabei treten hohe mechanische und dynamische<br />
Beanspruchungen auf, es fallen erhebliche Werkzeugkosten an,<br />
und die Schweißnaht kann durch Partikelbildung beeinträchtigt<br />
sein. Integrierte elektronische Komponenten bleiben von<br />
mechanischen Belastungen verschont, was zu geringeren Ausfallraten<br />
und einer höheren Langzeitstabilität führt.<br />
Beim Heizelementschweißen werden die Fügezonen der<br />
beiden Fügepartner durch Direktkontakt oder thermische<br />
Strahlung bis zur Plastifizierung erwärmt und dann unter<br />
Druck verschweißt. Dieses Verfahren ist nur bei hohen Stückzahlen<br />
wirtschaftlich, weil es aufwändige Werkzeuge mit Thermoelementen<br />
einsetzt. Durch Direktkontakt kann es zur Verletzung<br />
der Oberfläche kommen, und auch die thermische<br />
Beanspruchung des Gesamtbauteils ist bei der Prozessevaluation<br />
zu beachten.<br />
Beim Kleben wird eine zusätzliche Stoffgruppe eingesetzt.<br />
Es bedingt einen hohen operativen Aufwand auch für die Reinigung<br />
der Werkzeuge und setzt eine relativ hohe Prozessdauer<br />
voraus.<br />
Jedes Fügeverfahren hat seine Stärken und Schwächen –<br />
und im Vergleich gewinnt das Laser-Kunststoffschweißen. Ein<br />
Laserstrahl, der auf ein Objekt trifft, kann es entweder durchdringen,<br />
wird reflektiert oder absorbiert. Nur der absorbierte<br />
Energieanteil wirkt.<br />
Beim Laser-Kunststoffschweißen kommen ein lasertransparenter<br />
und ein laserabsorbierender Werkstoff zum Einsatz.<br />
Der Laser durchstrahlt den oberen, lasertransparenten Fügepartner<br />
und schmilzt die Oberfläche des darunterliegenden,<br />
laserabsorbierenden Bauteils an. Durch geringen Druck entsteht<br />
eine Wärmeleitung, die den oberen Fügepartner anschmilzt.<br />
Beim Schweißen wird ein Laser im nahen Infrarotbereich<br />
eingesetzt. Daher können die lasertransparenten Fügepartner<br />
fast jede beliebige Farbe annehmen. Um die gesamte<br />
D I S T R I B U T I O N &<br />
D I E N S T L E I S T U N G<br />
w w w. E u E 2 4 . n e t<br />
3 0 3
D I S T R I B U T I O N & D I E NSTLEISTUNG<br />
Abbildung 1: Die Laserenergie<br />
wirkt genau in<br />
der Schweißnaht.<br />
Bandbreite der Möglichkeiten abzudecken, sind umfangreiche<br />
Kenntnisse der Laserprozesse sinnvoll. Nach erfolgter Prozessdefinition<br />
läuft die Produktion ohne besondere Fachkenntnisse.<br />
Gegenüber anderen Verfahren zeichnet sich das Laser-<br />
Durchstrahlschweißen durch viele Vorteile aus. Die thermische<br />
Belastung ist auf einen engen Bereich an der Schweißnaht<br />
begrenzt. Der geringe Fügedruck führt zu günstigen<br />
Werkzeugen. Und da der Laserstrahl die Oberfläche nicht berührt,<br />
treten auch keine Werkzeugmarken auf. Das Lasersystem<br />
erzeugt eine absolut partikelfreie, optisch und hygienisch<br />
einwandfreie Schweißnaht, die bereits beim Schweißen qualifiziert<br />
werden kann. So eignet sich das Laser-Kunststoffschweißen<br />
hervorragend für Anwendungen z. B. in der Automobilindustrie<br />
oder in der Medizintechnik. Änderungen der<br />
Schweißkontur sind jederzeit möglich, denn die Steuerung<br />
des Laserstrahls erfolgt über eine Software. Das gleiche Lasersystem<br />
kann zum Herstellen seriennaher Prototypen bei<br />
der Prozessevaluation oder auch bei der Serienproduktion<br />
eingesetzt werden. Der Laserprozess erlaubt eine Produktion<br />
mit hoher Varianz.<br />
Für kleine Bauteile empfiehlt sich vor allem das Quasisimultanschweißen.<br />
Dabei führt ein Galvanometer-Scanner den<br />
Laserstrahl entlang der Schweißnaht, bis die gewünschte<br />
Schweißungstiefe sicher erreicht ist. Aufgrund der hohen Abtastgeschwindigkeit<br />
schmilzt das Material entlang der gesamten<br />
Schweißnaht auf. Die Bauteile verbinden sich entlang der<br />
Schweißnaht quasi gleichzeitig. Durch programmierbare Laserscanner<br />
ist dieses Verfahren sehr flexibel.<br />
Quasisimultan- und Konturschweißen<br />
Das Quasisimultanverfahren eignet sich vor allem für Bauteile<br />
bis ca. 400 mm x 400 mm. Dabei reichen einfache Aufnahmen<br />
für die Bauelemente aus. Haupteinsatzgebiet ist das zuverlässige<br />
Verschließen von Sensor- oder Elektronikgehäusen. Das<br />
damit verwandte Simultanschweißen erfordert einen hohen<br />
Aufwand in der Lasertechnik, weil die gesamte Schweißnaht<br />
gleichzeitig bestrahlt werden muss. Diese Technologie ist nur<br />
bei Produktionsläufen mit sehr großen Stückzahlen sinnvoll.<br />
Auch beim Fügen von Großbauteilen setzen Entwickler auf die<br />
Vorteile des Laserschweißens. Beim so genannten Kontur-<br />
3 0 4 E & E - K o m p e n d i u m 2 0 13
DISTRIBUTION & DIENSTLEISTUNG<br />
D I S T R I B U T I O N &<br />
D I E N S T L E I S T U N G<br />
schweißen werden große Bauteile<br />
wie Karosserieteile, Automobilleuchten<br />
oder Solarpanels<br />
bearbeitet. Ein Positioniersystem<br />
– z. B. ein Roboter<br />
– führt den Laserstrahl einmal<br />
entlang der Schweißnaht.<br />
Dieses Verfahren kann<br />
theoretisch beliebig große Bauteile<br />
fügen. Das Konturschweißen<br />
kommt mit geringen Fügetiefen<br />
aus. Dadurch ist die resultierende<br />
Schweißnahtbreite<br />
geringer als bei vergleichbaren<br />
Prozessen – ein Garant für<br />
Schweißungen, die sehr hohe<br />
Anforderungen an die optischen<br />
Qualitäten stellen.<br />
Beim von LPKF patentierten<br />
Hybridschweißen führt<br />
ein Roboter die Laseroptik<br />
entlang der Schweißnaht und<br />
heizt den unmittelbaren<br />
Schweißbereich durch Halogenstrahler<br />
auf. Das Schweißen<br />
im Wärmefeld beschleunigt<br />
den Schweißprozess und<br />
verringert Spannungen im<br />
Bauteil.<br />
Kontrollierte Prozesse –<br />
optimale Produkte<br />
Bei kritischen Prozessen<br />
ist Qualität gefragt – und diese<br />
Qualität muss dauerhaft geliefert<br />
und dokumentiert werden.<br />
Beim Laser-Kunststoffschweißen<br />
existiert gleich eine<br />
ganze Reihe von Verfahren,<br />
w w w. E u E 2 4 . n e t<br />
FINDEN.<br />
ENTWICKELN.<br />
KAUFEN.<br />
www.rsonline.de/elektronik 06105/401-234
D I S T R I B U T I O N & D I E NSTLEISTUNG<br />
Abbildung 2: Zwei Meter<br />
Schweißnaht auf der Fläche<br />
eines Mobiltelefons.<br />
mit denen sich die korrekte Schweißung ermitteln lässt. Eine<br />
entsprechende Schnittstelle vorausgesetzt, erlaubt das Laser-<br />
Kunststoffschweißen ein lückenloses Tracking & Tracing, wie es<br />
etwa in der Automobilindustrie und der Medizintechnik vorausgesetzt<br />
wird. Eine Erfassung der Prozessdaten im Schweißprozess<br />
macht eine nachfolgende Kontrolle überflüssig und<br />
führt in vielen Fällen dazu, dass der Laser die festgestellte Fehlstelle<br />
selbständig korrigiert. Beim Quasisimultanschweißen<br />
bietet sich die Fügewegüberwachung an. Dabei gilt eine definierte<br />
Setzung über das gesamte Bauteil als Kriterium für eine<br />
erfolgreiche Schweißung. Gegebenenfalls steuert das Lasersystem<br />
nach und wiederholt das Abfahren der Kontur, bis die erforderliche<br />
Schweißtiefe erreicht ist.<br />
Bei der Pyrometerkontrolle wird ein Temperaturverlauf während<br />
des Schweißvorgangs gemessen und in einer Kurve aufgetragen.<br />
Verlässt diese Kurve einen definierten Bereich zwischen<br />
oberer und unterer Grenze, könnte beispielsweise ein Materialfehler<br />
vorliegen oder ein Fremdkörper die Schweißung behindern.<br />
Bei Bedarf lässt sich das Temperatursignal auch direkt zur<br />
Regelung der Laserleistung einsetzen. Die Verbrennungsdiagnostik<br />
erkennt thermische Fehlstellen, die Kameraerfassung<br />
misst die Schweißnahtbreite und prüft die Homogenität visuell.<br />
Ein völlig neues Verfahren ist die Reflexionsdiagnostik, die ab<br />
Herbst optional für die Schweißsysteme geordert werden kann.<br />
Sie nutzt den physikalischen Effekt der Totalreflexion von<br />
Licht an Grenzflächen. Im ungeschweißten Zustand existiert<br />
eine solche Grenzfläche zwischen beiden Fügepartnern. Wenn<br />
dort Licht – auch von einem Laser – einfällt, wird ein bestimmter<br />
Teil reflektiert. In einem geschweißten Bereich entfällt eine<br />
Grenzfläche, und die gemessene Reflektion fällt geringer aus.<br />
Fehlerhafte Stellen fallen durch eine höhere Lichtenergie auf.<br />
Mit diesen Verfahren lässt sich die Schweißnahtgüte schon<br />
im Prozess bewerten. Je nach Produktanforderung lassen sich<br />
die Verfahren für ein lückenloses Tracking&Tracing einzelner<br />
Bauteile kombinieren. Durch die große Bandbreite an verwendbaren<br />
Materialien und Schweißverfahren sind für einen sicheren<br />
und wirtschaftlichen Prozess sowohl Verfahrens- wie auch<br />
Materialkenntnisse erforderlich – und auch die Erfahrung aus<br />
einer großen Zahl realisierter Projekte hilft bei der Prozessevaluation<br />
und Optimierung.<br />
Die Business Unit Laser-Kunststoffschweißen von LaserMicronics<br />
hat ihren Sitz direkt bei LPKF als Hersteller der verwendeten<br />
Laserschweißsysteme und bietet dort Beratungsdienstleistungen<br />
und Auftragsfertigung auf diesen Lasersystemen an<br />
– auch unter Reinraumbedingungen. ☐<br />
> MORE@CLICK EEK11091620<br />
3 0 6 E & E - K o m p e n d i u m 2 0 13
Inhalt der Rubrik<br />
VERZEICHNISSE<br />
<br />
<br />
Bild-Sponsor: Technische Akademie Esslingen<br />
Bild: TAE<br />
308 Autorenverzeichnis<br />
312 Inserentenverzeichnis 313 Stichwortverzeichnis<br />
311 Redaktionsbeirat<br />
w w w.<strong>EuE24.net</strong><br />
3 0 7<br />
VERZEICHNISSE
V E R Z E I C H N I S S E<br />
A U T O RENVERZEICHNIS<br />
Autorenverzeichnis<br />
A<br />
Tony Armstrong . . . . . . . . . . . . . . . . . . 93<br />
ist Director of Product Marketing, Power<br />
Products bei Linear Technology<br />
T +1/408/432-1900<br />
tarmstrong@linear.com<br />
Stèphane Attal . . . . . . . . . . . . . . . . . 271<br />
ist Geschäftsführer bei EMSCAN<br />
T +1/416822/9427<br />
stephane.attal@emscan.com<br />
B<br />
Matthias Bauer . . . . . . . . . . . . . . . . . 165<br />
ist Geschäftsführer bei 4D Engineering<br />
T +49/921/7877730<br />
bauer@four-d.de<br />
Hartmut Berndt . . . . . . . . . . . . . . . . . 292<br />
ist Inhaber von B.E.STAT European ESD<br />
Competence Centre<br />
T +49/35204/2039-0<br />
hberndt@bestat-esd.com<br />
Oliver Block . . . . . . . . . . . . . . . . . . . . 123<br />
ist Marcom Manager bei setron<br />
+49/531/8098-253<br />
Oliver.Block@setron.de<br />
Malte Borges . . . . . . . . . . . . . . . . . . . 261<br />
arbeitet im Marketing von<br />
LPKF Laser & Electronics<br />
T +49/5131/7095-1327<br />
malte.borges@lpkf.com<br />
Werner Bresch . . . . . . . . . . . . . . . . . 216<br />
ist Geschäftsführer bei GvA Leistungselektronik<br />
T +49/621/78992-12<br />
w.bresch@gva-leistungselektronik.de<br />
Gerhard Brüser . . . . . . . . . . . . . . . . . 100<br />
ist leitender Entwicklungsingenieur für<br />
Steckverbinder bei Fischer Elektronik<br />
T +49/2351/435-147<br />
g.brueser@scherelektronik.de<br />
Bruno Burger . . . . . . . . . . . . . . . . . . 102<br />
ist Abteilungsleiter Leistungselektronik<br />
beim Fraunhofer-Institut für Solare<br />
Energiesysteme<br />
T +49/761/45885222<br />
bruno.burger@ise.fraunhofer.de<br />
C<br />
Nicolas Chantier . . . . . . . . . . . . . . . . 299<br />
arbeitet im Bereich Product Marketing -<br />
HRS Division bei e2v<br />
T +33/47658/32-02<br />
nicholas.chantier@e2v.com<br />
Michael Couleur . . . . . . . . . . . . . . . . 220<br />
ist Analog Designer<br />
bei Texas Instruments<br />
T +49/800/275-83927<br />
asktexas@ti.com<br />
Alexander Craig . . . . . . . . . . . . . . . . 217<br />
ist Principle Engineer bei<br />
Fairchild Semiconductor<br />
T +1/321/610-4976<br />
alex.craig@fairchildsemi.com<br />
Paul Cunningham . . . . . . . . . . . . . . . 163<br />
ist Senior Group Director of Engineering<br />
bei Cadence Design Systems<br />
T +1/408428-5887<br />
paulc@cadence.com<br />
D<br />
Tito Das . . . . . . . . . . . . . . . . . . . . . . . 202<br />
ist Vertical Market Manager Infrastructure<br />
bei Schroff<br />
T +49/7082/794-89198<br />
Tito.Das@pentair.com<br />
Steffen Dosch . . . . . . . . . . . . . . . . . . 267<br />
ist wissenschaftlicher Angestellter am<br />
KIT - Institut für Produktionstechnik<br />
T +49/721/608-45885<br />
Steffen.Dosch@kit.edu<br />
Achim Döbler . . . . . . . . . . . . . . . . . . 186<br />
ist Field Application Engineer bei Actron<br />
T +49/89/99150928<br />
ad@actron.de<br />
Jörg Döppner . . . . . . . . . . . . . . . . . . 289<br />
ist Vertriebsleiter bei InfraTec<br />
T +49/351/871-8620<br />
thermo@InfraTec.de<br />
E<br />
Michael Eberlin . . . . . . . . . . . . . . . . . 102<br />
ist Projektleiter am Fraunhofer-Institut für<br />
Solare Energiesysteme<br />
T +49/761/45885222<br />
michael.eberlin@ise.fraunhofer.de<br />
Lars Ederleh . . . . . . . . . . . . . . . . . . . 303<br />
ist Geschäftsführer bei LaserMicronics<br />
T +49/5131/90811-2511<br />
l.ederleh@lasermicronics.de<br />
Heiko Ehrenberg . . . . . . . . . . . . . . . . 173<br />
ist Technology Ofcer für Embedded-<br />
Systems-Access (ESA) bei Göpel Electronic<br />
T +49/3641/6896-0<br />
h.ehrenberg@goepelusa.com<br />
Michael Eisenmann . . . . . . . . . . . . . 264<br />
ist Consultant Audio Technology<br />
bei Dr. Hubert<br />
T +49/234/2984-4980<br />
eisenmann@drhubert.de<br />
F<br />
Jürgen Fleischer . . . . . . . . . . . . . . . . 267<br />
ist Professor am KIT -<br />
Institut für Produktionstechnik<br />
T +49/721/608-45885<br />
juergen.eischer@kit.edu<br />
Andreas Friedrich . . . . . . . . . . . . . . . 225<br />
ist Technischer Leiter<br />
bei Allegro MicroSystems<br />
T +33/4505180-37<br />
afriedrich@allegromicro.com<br />
G<br />
Christian Ganninger . . . . . . . . . . . . . 228<br />
ist Product Manager Systems bei Schroff<br />
T +49/7082/794-633<br />
Christian.Ganninger@pentair.com<br />
Alexander Gerfer . . . . . . . . . . . . . . . . 122<br />
ist Leiter Produktmanagement<br />
bei Würth Elektronik<br />
T +49/7942/945-0<br />
eiSos@we-online.de<br />
Joan Gibson . . . . . . . . . . . . . . . . . . . 274<br />
arbeitet bei Agilent Technologies<br />
T +49/7031/464/6333<br />
contactcenter_germany@agilent.com<br />
Gregor Groß . . . . . . . . . . . . . . . . . . . 284<br />
ist Geschäftsführer bei Alpha-Board<br />
T +49/309270/32-29<br />
gregor.gross@alpha-board.de<br />
Siegfried Gross . . . . . . . . . . . . . . . . . 244<br />
ist Vice President und General Manager<br />
der Electronic Test Division<br />
bei Agilent Technologies<br />
T +49/7031/464/6333<br />
contactcenter_germany@agilent.com<br />
H<br />
Ernst Halder . . . . . . . . . . . . . . . . . . . 133<br />
ist Geschäftsführer Technik<br />
bei Novotechnik<br />
T +49/2711/44489-0<br />
halder@novotechnik.de<br />
3 0 8 E & E - K o m p e n d i u m 2 0 13
AUTORENVERZEICHNIS<br />
VERZEICHNISSE<br />
w w w. E u E 2 4 . n e t<br />
Jürgen Harpain . . . . . . . . . . . . . . . . . 230<br />
ist Entwicklungsleiter<br />
bei Fischer Elektronik<br />
T +49/2351/435-103<br />
J.Harpain@scherelektronik.de<br />
Stefan Hauf . . . . . . . . . . . . . . . . . . . . 108<br />
ist Vorstand bei Unitronic<br />
T +49/211/9511 - 0<br />
Stefan.Hauf@unitronic.de<br />
Wolfgang Heinz-Fischer . . . . . . . . . . . 90<br />
ist Leiter Marketing / PR bei der TQ-Group<br />
T +49/8153/9308-475<br />
hei@tq-group.com<br />
Frank Heller . . . . . . . . . . . . . . . . . . . 200<br />
ist Entwicklungsingenieur für Hardware,<br />
Grundlagen- und Technologieentwicklung<br />
bei ebm-papst<br />
T +49/7724/81-0<br />
info2@de.ebmpapst.com<br />
Patrik Hellmüller . . . . . . . . . . . . . . . . 160<br />
ist MarCom Manager bei Syslogic<br />
T +49/7741/9671-420<br />
patrik.hellmueller@syslogic.com<br />
Stephan Herzog . . . . . . . . . . . . . . . . 246<br />
ist Applikations-Ingenieur bei LeCroy<br />
T +49/6221-82700<br />
stephan.herzog@lecroy.com<br />
Patrick Hibbs . . . . . . . . . . . . . . . . . . 136<br />
ist Senior Global Strategic Market<br />
Manager bei TE Circuit Protection<br />
T +1/650/361-6900<br />
Patrick.Hibbs@te.com<br />
Robert Hippler . . . . . . . . . . . . . . . . . . 197<br />
ist Produktmanager Industrial Field<br />
Connectivity bei Phoenix Contact<br />
T +49/5235/3-30254<br />
rhippler@phoenixcontact.com<br />
Wolfgang Horrig . . . . . . . . . . . . . . . . 234<br />
ist Sales Manager<br />
bei EA-Elektro-Automatik<br />
T +49/2162/378524<br />
horrig@elektroautomatik.de<br />
Dominik Huwig . . . . . . . . . . . . . . . . . 231<br />
ist Senior Research Scientist<br />
bei RRC Power Solutions<br />
T +49/6841/9809-464<br />
Dominik.Huwig@rrc-ps.de<br />
K<br />
Stefan Kammerl . . . . . . . . . . . . . . . . 261<br />
ist tätig im Bereich EMV, Umweltsimulation<br />
und Gerätesicherheit<br />
bei TÜV SÜD Product Service<br />
T +49/9421/5522 – 22<br />
stefan.kammerl@tuev-sued.de<br />
Lucas Kehl . . . . . . . . . . . . . . . . . . . . 196<br />
ist Produktmanager bei Lapp<br />
T +49/711/7838-01<br />
lucas.kehl@lappgroup.com<br />
Jürgen Kern . . . . . . . . . . . . . . . . . . . 146<br />
ist CEO bei NetModule<br />
T +41/31985/25-10<br />
Juergen.kern@netmodule.com<br />
Stefan Klein . . . . . . . . . . . . . . . . . . . 130<br />
ist Applikationsingenieur Produktmanagement<br />
bei Würth Elektronik<br />
T +49/7942/945-5845<br />
stefan.klein@we-online.de<br />
Kai Klimkiewicz . . . . . . . . . . . . . . . . 183<br />
ist Field Application Engineer Central<br />
Europe bei Cree<br />
T +49/89/5484<br />
CreeEurope@cree.com<br />
Thomas Knies . . . . . . . . . . . . . . . . . . 205<br />
ist Mitarbeiter im Bereich Division Device<br />
Connectors bei Phoenix Contact<br />
T +49/5235/3-30052<br />
tknies@phoenixcontact.com<br />
Michael Kolitsch . . . . . . . . . . . . . . . . 257<br />
ist Systementwickler Abgasnachbehandlung<br />
bei Robert Bosch<br />
T +49/711/811-22691<br />
michael.kolitsch@de.bosch.com<br />
L<br />
Ulrich Lauff . . . . . . . . . . . . . . . . . . . . 257<br />
ist Manager Marketingkommunikation<br />
bei Etas<br />
T +49/711/89661-480<br />
ulrich.lauff@etas.com<br />
Uwe Lembcke . . . . . . . . . . . . . . . . . . 188<br />
ist Service Engineer bei C.O.P.S. Elektronik<br />
T +49/4531/1784 21<br />
uwe.lembcke@cops-elektronik.com<br />
Wolfgang Löwl . . . . . . . . . . . . . . . . . 257<br />
ist Gruppenleiter Entwicklung Messund<br />
Applikationssysteme im<br />
Bereich Motorsteuerungssysteme<br />
bei Robert Bosch<br />
T +49/711/811-20998<br />
Wolfgang.Loewl@de.bosch.com<br />
Michael Lüdke . . . . . . . . . . . . . . . . . 197<br />
ist Produktmanager Industrial Field<br />
Connectivity bei Phoenix Contact<br />
T +49/5235/3-30252<br />
mluedke@phoenixcontact.com<br />
M<br />
Vasu Madabushi . . . . . . . . . . . . . . . . 169<br />
ist Senior Product Marketing Manager<br />
bei Cadence Design Systems<br />
T +1/408/9146551<br />
vasu@cadence.com<br />
Rich Markley . . . . . . . . . . . . . . . . . . . 253<br />
arbeitet bei Agilent Technologies<br />
T +49/7031/464/6333<br />
contactcenter_germany@agilent.com<br />
William Marshall . . . . . . . . . . . . . . . . 116<br />
ist Content Editor Semiconductors<br />
bei RS Components<br />
T +44/1536/405568<br />
william.marshall@rs-components.com<br />
Gustavo Martinez . . . . . . . . . . . . . . . 109<br />
ist Senior Systems Engineer<br />
bei Texas Instruments<br />
T +49/800/275/83927<br />
asktexas@ti.com<br />
Gerald Meier . . . . . . . . . . . . . . . . . . . 298<br />
ist Marketing Manager DACH<br />
bei Future Electronics<br />
T +49/89/95727-0<br />
Info-DE-Future@FutureElectronics.com<br />
Cristian Mirimao . . . . . . . . . . . . . . . . 188<br />
arbeitet im Sales & Marketing<br />
bei C.O.P.S. Elektronik<br />
T +49/214/86901-12<br />
cristian.mirimao@cops-elektronik.com<br />
Spiro Moskov . . . . . . . . . . . . . . . . . . 274<br />
ist Applikationsingenieur<br />
bei Agilent Technologies<br />
T +49/7031/464/6333<br />
contactcenter_germany@agilent.com<br />
David Murray . . . . . . . . . . . . . . . . . . 274<br />
arbeitet bei Agilent Technologies<br />
T +49/7031/464/6333<br />
contactcenter_germany@agilent.com<br />
Christoph Müller . . . . . . . . . . . . . . . . 257<br />
ist Produktmanager Steuergerätezugang<br />
für Messen, Kalibrieren und Diagnose<br />
bei Etas<br />
T +49/711/89661-374<br />
christoph.mueller@etas.com<br />
Peter Müller . . . . . . . . . . . . . . . . . . . 143<br />
ist Product Line Manager<br />
bei Kontron Europe<br />
T +49/991/37024-615<br />
Peter.mueller@kontron.com<br />
3 0 9<br />
VERZEICHNISSE
V E R Z E I C H N I S S E<br />
A U T O RENVERZEICHNIS<br />
P<br />
Stefan Palm . . . . . . . . . . . . . . . . . . . 157<br />
ist Business Development Manager<br />
Embedded Computing bei Moxa<br />
T +49/89/37003990<br />
stefan.palm@moxa.com<br />
R<br />
Lutz Ramonat . . . . . . . . . . . . . . . . . . 200<br />
ist tätig bei der Zentralen Forschung<br />
und Entwicklung, Lagertechnologie und<br />
Zuverlässigkeit bei ebm-papst<br />
T +49/7724/81-0<br />
info2@de.ebmpapst.com<br />
Ellen-Christine Reiff . . . . . . . . . . . . . 133<br />
ist Redakteurin im Redaktionsbüro<br />
Stutensee<br />
T +49/7244/73969-0<br />
ereiff@rbsonline.de<br />
Florian Reiners . . . . . . . . . . . . . . . . . 102<br />
ist Projektleiter am Fraunhofer-Institut<br />
für Solare Energiesysteme<br />
T +49/76145 88-863<br />
orian.reiners@ise.fraunhofer.de<br />
Wolfgang Reitberger . . . . . . . . . . . . . 280<br />
ist Geschäftsführer/Leiter Exportkontrolle<br />
und Zoll bei Kunze Folien<br />
T +49/89/666682-0<br />
w.reitberger@heatmanagement.com<br />
Klaus Ries-Müller . . . . . . . . . . . . . . . 257<br />
ist Produktmanager Leistungselektronik<br />
bei Robert Bosch<br />
T +49/711/811-24367<br />
klaus.ries-mueller@de.bosch.com<br />
Lon Robinson . . . . . . . . . . . . . . . . . . 126<br />
ist ESD Protection Marketing<br />
Manager Consumer Segment<br />
bei ON Semiconductor<br />
T +49/89/930808-0<br />
gary.malmberg@onsemi.com<br />
S<br />
Mats Sandvik . . . . . . . . . . . . . . . . . . . 97<br />
ist Applications Engineer bei Stegia<br />
T +49/89/930808-0<br />
gary.malmberg@onsemi.com<br />
Tom Schipper . . . . . . . . . . . . . . . . . . 267<br />
ist wissenschaftlicher Angestellter am<br />
KIT - Institut für Hochfrequenztechnik<br />
und Elektronik<br />
T +49/721/608-45885<br />
tom.schipper@kit.edu<br />
Joachim Schlosser . . . . . . . . . . . . . . 164<br />
ist Manager Application Engineering<br />
bei MathWorks<br />
T +49/241/4757-6700<br />
Joachim.Schlosser@mathworks.de<br />
Christian Schneider . . . . . . . . . . . . . 142<br />
ist Marketingleiter bei E.E.P.D.<br />
T +49/8136/2282-0<br />
christian.schneider@eepd.de<br />
Bert Schukat . . . . . . . . . . . . . . . . . . . 182<br />
ist Geschäftsführer von Schukat<br />
T +49/2173/950-5<br />
info@schukat.com<br />
Stefan Sester . . . . . . . . . . . . . . . . . . 133<br />
ist Produktbereichsleiter Rotative Sensoren<br />
bei Novotechnik<br />
T +49/711/4489-0<br />
sester@novotechnik.de<br />
Randy Skinner . . . . . . . . . . . . . . . . . 222<br />
ist Staff Product Marketing Engineer<br />
bei Lattice Semiconductor<br />
T +1/503/8000<br />
randy.skinner@latticesemi.com<br />
Markus Stocklas . . . . . . . . . . . . . . . . 253<br />
ist Applikationsingenieur Agilent<br />
Technologies<br />
T +49/7031/464/6333<br />
contactcenter_germany@agilent.com<br />
Olivier Stalter . . . . . . . . . . . . . . . . . . 102<br />
ist Gruppenleiter am Fraunhofer-Institut<br />
für Solare Energiesysteme<br />
T +49/761/45885222<br />
olivier.stalter@ise.fraunhofer.de<br />
Thomas Steinecke . . . . . . . . . . . . . . 113<br />
ist Leiter des EMV-Teams im Bereich<br />
Automotive Microcontrollers bei Inneon<br />
Technologies<br />
T +49/89/234-84979<br />
thomas.steinecke@inneon.com<br />
Kai Strübbe . . . . . . . . . . . . . . . . . . . . . 91<br />
ist Leiter Embedded Systems<br />
bei TÜV Süd<br />
+49 89 5791-1627<br />
kai.struebbe@tuev-sued.de<br />
T<br />
Harald Thomas . . . . . . . . . . . . . . . . . 183<br />
ist Channel Technical Manager EMEA<br />
bei Cree<br />
T +49/89/5484-2200<br />
CreeEurope@cree.com<br />
Thanh Tran . . . . . . . . . . . . . . . . . . . . 109<br />
ist New End Equipments CTO<br />
bei Texas Instruments<br />
T +49/800/275/83927<br />
asktexas@ti.com<br />
Matthew Tyler . . . . . . . . . . . . . . . . . . . 97<br />
ist Product Marketing Manager<br />
bei ON Semiconductor<br />
T +49/89/930808-0<br />
gary.malmberg@onsemi.com<br />
W<br />
Konrad Walch . . . . . . . . . . . . . . . . . . 271<br />
ist Vertriebsingenieur bei Emco Elektronik<br />
T +49/89/8955650<br />
kwalch@emco-elektronik.de<br />
Oliver Walter . . . . . . . . . . . . . . . . . . . 237<br />
ist CEO bei Camtec<br />
T +49/721/46596-15<br />
oliver.walter@camtec-gmbh.com<br />
Thomas Wenzel . . . . . . . . . . . . . . . . . 173<br />
ist Geschäftsführer des Bereiches<br />
Boundary Scan bei Göpel Electronic<br />
T +49/3641/6896-0<br />
t.wenzel@goepel.com<br />
Frank Wiegard . . . . . . . . . . . . . . . . . . 246<br />
ist Protocol Analyzer Specialist bei LeCroy<br />
T +49/6221/82700<br />
Frank.wiegard@lecroy.com<br />
Steev Wilcox . . . . . . . . . . . . . . . . . . . 169<br />
ist Senior Architect<br />
bei Cadence Design Systems<br />
T +44/122/322-3114<br />
steev@cadence.com<br />
Oliver Winzenried . . . . . . . . . . . . . . . 176<br />
ist Vorstand bei Wibu-Systems<br />
T +49/721/93172-0<br />
info@wibu.com<br />
Dave Wyban . . . . . . . . . . . . . . . . . . . 250<br />
ist Applikationsingenieur<br />
bei Keithley Instruments<br />
T +49/1/440/248-0400<br />
dwyban@keithley.com<br />
Z<br />
Andreas Zeiff . . . . . . . . . . . . . . . . . . 200<br />
ist Mitarbeiter im Redaktionsbüro Stutensee<br />
T +49/7244/73969-0<br />
azeiff@rbsonline.de<br />
Holger Zeltwanger . . . . . . . . . . . . . . . 94<br />
arbeitet bei CAN in Automation<br />
T +49/911/928819-0<br />
headquarters@can-cia.org<br />
Thomas Zwick . . . . . . . . . . . . . . . . . . 267<br />
ist Professor am KIT – Institut für<br />
Hochfrequenztechnik und Elektronik<br />
T +49/721/608-45885<br />
thomas.zwick@kit.edu<br />
Lukasz Zwirello . . . . . . . . . . . . . . . . . 267<br />
ist wissenschaftlicher Angestellter am<br />
KIT – Institut für Hochfrequenztechnik<br />
und Elektronik<br />
T +49/721/608-45885<br />
lukasz.zwirello@kit.edu<br />
3 1 0 E & E - K o m p e n d i u m 2 0 13
REDAKTIONSBEIRAT<br />
VERZEICHNISSE<br />
Redaktionsbeirat<br />
Josef Behammer<br />
ist VP Product Management<br />
bei Kontron Europe<br />
T +49/991/37024-483<br />
josef.behammer@kontron.com<br />
Wolfgang Heinz-Fischer<br />
ist Leiter Marketing / PR<br />
bei der TQ-Gruppe<br />
T +49/8153/9308-475<br />
hei@tq-group.com<br />
Martin Reuter<br />
ist Technical Director Digital Design &<br />
Verication Solutions<br />
bei Mentor Graphics<br />
T +49/89/57096-0<br />
martin_reuter@mentor.com<br />
Frank Behrens<br />
ist PR Manager Europe<br />
bei RS Components<br />
T +49/6105/401803<br />
Frank.Behrens@rs-components.com<br />
Andreas Lambauer<br />
ist Global Account Director<br />
bei Xilinx<br />
T +49/7051/168384<br />
andreas.lambauer@xilinx.com<br />
Dr. Gerhard Roos<br />
ist Managing Director<br />
bei Fujitsu Semiconductor Embedded<br />
Solutions Austria<br />
T +43/732/90305-246<br />
Gerhard.Roos@de.fujitsu.com<br />
Christian Eder<br />
ist Director Marketing<br />
bei Congatec<br />
T +49/991/2700-146<br />
Christian.Eder@congatec.com<br />
Klaus Engelhardt<br />
ist FAE Manager<br />
bei Altera<br />
T +49/89/32182544<br />
kengelhardt@altera.com<br />
Karsten Lengnink<br />
ist Director Marketing EMEA<br />
bei Schroff<br />
Pentair Technical Products EMEA<br />
T +49/7082/794-522<br />
karsten.lengnink@pentair.com<br />
Joachim Mesenholl<br />
ist Geschäftsführer<br />
bei der Technischen Akademie Esslingen<br />
T +49/711/3400810<br />
joachim.mesenholl@tae.de<br />
Christoph Stoppok<br />
ist Bereichsleiter Components,<br />
Mobility & Systems<br />
Geschäftsführer FV Electronic<br />
Components and Systems<br />
Geschäftsführer FV PCB and<br />
Electronic Systems beim ZVEI –<br />
Zentralverband Elektrotechnik- und<br />
Elektronikindustrie e.V.<br />
T +49/69/6302-276<br />
stoppok@zvei.org<br />
Thomas Grasshoff<br />
ist Leiter Produktmanagement<br />
International bei Semikron<br />
T +49/911/6559-868<br />
thomas.grasshoff@semikron.com<br />
w w w. E u E 2 4 . n e t<br />
3 1 1<br />
VERZEICHNISSE
V E R Z E I C H N I S S E<br />
I N S E RENTENVERZEICHNIS<br />
Inserentenverzeichnis<br />
N U M E R I S C H<br />
4D Engineering ............................................................165<br />
A<br />
Actron .........................................................................186<br />
Agilent Technologies ..................... 241, 242, 244, 253, 274<br />
Allegro MicroSystems Europe ......................................225<br />
Alpha-Board ...............................................................284<br />
AMS ..............................................................................18<br />
Arrow Central Europe .............................................19, 150<br />
B<br />
B.E.STAT European ESD Competence Centre .................292<br />
Beta Layout .................................................................153<br />
Binder ...........................................................................20<br />
BJZ ............................................................................129<br />
Bosch .........................................................................257<br />
C<br />
C.O.P.S. Elektronik ......................................................188<br />
Cadence Design Systems .............................................169<br />
Camtec Systemelektronik ............................................237<br />
CAN in Automation .........................................................94<br />
Codico .................................................................21, 302<br />
Congatec .....................................................................161<br />
Contrinex ......................................................................22<br />
Cree Europe .........................................................23, 183<br />
D<br />
Danfoss Silicon Power ...................................................24<br />
Digi-Key ........................................................25, 295, 296<br />
Distrelec Schuricht ....................................................2. US<br />
E<br />
E.E.P.D. ................................................. 28, 139, 140, 142<br />
e2v .............................................................................299<br />
EA Elektro-Automatik ............................................26, 234<br />
ebm-papst St. Georgen ..........................................27, 200<br />
Eldis Ehmki & Schmid ...................................................29<br />
Elmeko ........................................................................203<br />
Elring Klinger .................................................................30<br />
Emco Elektronik ....................................................31, 271<br />
Etas ..............................................................32, 163, 257<br />
F<br />
Fabrimex Systems .........................................................33<br />
Fairchild Semiconductor ...............................................217<br />
Fischer Elektronik .................................. 34, 100, 207, 208<br />
Fraunhofer Institut für Solare Energiesysteme ................102<br />
Fuji Electric Europe .................................................13, 35<br />
Future Electronics .................................................36, 298<br />
G<br />
Göpel Electronic ...........................................................173<br />
GSN ...........................................................................211<br />
GvA Leistungselektronik .................... 7, 37, 213, 214, 216<br />
H<br />
Heger ............................................................................38<br />
Heiden Power ...............................................................39<br />
Heitec ..........................................................................40<br />
Hivolt.de ........................................................................41<br />
Dr. Hubert ..............................................................42, 264<br />
I<br />
Icotek ..........................................................................209<br />
Imst ......................................................................43, 117<br />
Inneon Technologies ............................................44, 113<br />
InfraTec .......................................................................289<br />
International Rectier .....................................................45<br />
Intertek ........................................................................46<br />
Isabellenhütte Heusler ............................................47, 127<br />
K<br />
Keithley .......................................................................250<br />
KIT IHE ........................................................................267<br />
Kontron Europe .................................... 143, 147, 149, 151<br />
Kunze Folien ................................. 48, 229, 277, 278, 280<br />
L<br />
Lapp ...........................................................................196<br />
LaserMicronics ............................................................303<br />
Lattice Semiconductor ..................................................222<br />
Teledyne LeCroy Europe ................................49, 245, 246<br />
Linear Technology .................................................50, 190<br />
LPKF Laser & Electronics .......................................51, 281<br />
M<br />
MathWorks ..................................................................164<br />
Megatec Electronic ................................................52, 155<br />
MES Electronic Connect .........................................53, 301<br />
MicroConsult ........................................................54, 145<br />
Micro-Epsilon .......................................................55, 251<br />
Mitsubishi Electric Europe ......................................56, 4.US<br />
Mooser Consulting ........................................ 17, 57, 3. US<br />
Mouser Electronics ........................................................58<br />
Moxa ...........................................................................157<br />
N<br />
NetModule ...................................................................146<br />
Novotechnik ................................................................133<br />
O<br />
Omicron Lab .........................................................59, 273<br />
ON Semiconductor .................................................97, 126<br />
P<br />
Phoenix Contact .............................................60, 197, 205<br />
Phoenix Testlab ..............................................................61<br />
Power Control Electronic ..............................................235<br />
Proton Electrotex ...........................................................62<br />
R<br />
Rosenberger ..................................................................63<br />
RRC Power Solutions ...................................................231<br />
RS Components ............................................64, 116, 305<br />
Rutronik ..................................................................15, 65<br />
S<br />
Samtec .........................................................................11<br />
Schlösser .............................................................66, 287<br />
Schroff ................................................ 193, 194, 202, 228<br />
Schukat Electronic ................................. 67, 179, 180, 182<br />
Schurter ................................................................68, 199<br />
SE Spezial-Electronic .....................................................71<br />
Semikron International ...................................................69<br />
Sepa Europe .................................................................70<br />
Setron .............................................................16, 72, 123<br />
Spitzenberger + Spies ....................................................73<br />
Stegia ...........................................................................97<br />
Syslogic Datentechnik ...........................................74, 160<br />
T<br />
TAE Technische Akademie Esslingen .......................75, 307<br />
TE Circuit Protection ....................................................136<br />
TE Connectivity ..............................................................77<br />
Tecnotron Elektronik ..................................................9, 76<br />
Telegärtner .................................................................210<br />
Teseq ...........................................................................78<br />
Texas Instruments ................................................109, 220<br />
TQ-Systems ................................. 79, 87, 88, 90, 154, 159<br />
TÜV Süd ................................................................91, 261<br />
U<br />
Unitronic ............................................... 80, 105, 106, 108<br />
W<br />
Weidmüller ...................................................................81<br />
Wibu-Systems .......................................................82, 176<br />
Wieland Electric ............................................................83<br />
WTS//Electronic Components .........................................84<br />
Würth Elektronik eiSos ........... 85, 119, 120, 122, 130, 212<br />
Z<br />
Zettler Electronics ..................................................86, 223<br />
3 1 2 E & E - K o m p e n d i u m 2 0 13
STICHWORTVERZEICHNIS<br />
VERZEICHNISSE<br />
Stichwortverzeichnis<br />
A<br />
Abkündigung ...............................................................299<br />
Abtastrate ...................................................................253<br />
Abwärtswandler ...........................................................220<br />
Aerogel-Kohlenstoff ......................................................123<br />
Ansteuerstrom .............................................................183<br />
ARM-Modul .................................................................154<br />
ARM-Technologie .........................................................143<br />
B<br />
Bahntechnik ................................................................202<br />
Bandgalvanik ...............................................................100<br />
Batterie .................................................................90, 102<br />
Bauelement, aktives .....................................................108<br />
Baugruppenträger ........................................................202<br />
Bauteil, passives ..........................................................122<br />
Bestückung .................................................................284<br />
Bibliothek ....................................................................165<br />
Binning Current ............................................................183<br />
Bipolar-Schrittmotor .......................................................97<br />
BISS ............................................................................113<br />
Boardtest ....................................................................173<br />
C<br />
CAN ..............................................................................94<br />
CAN-Controller .............................................................94<br />
CAN-Transceiver ............................................................94<br />
CAT6A .........................................................................197<br />
CBE ............................................................................292<br />
CBM ...........................................................................292<br />
Chiptest ......................................................................173<br />
Clock Concurrent Optimization ......................................169<br />
Clock Tree Synthesis ....................................................169<br />
COM Express ...............................................................154<br />
CompactPCI Serial .......................................................228<br />
Conduction Cooled Assembly ........................................202<br />
Consumer-Markt ..........................................................142<br />
D<br />
Datenstreaming ...........................................................274<br />
DC/DC-Schaltregler ......................................................130<br />
DDL-Sender ................................................................188<br />
Design, kompaktes .......................................................157<br />
Design, modulares .......................................................157<br />
Design-Tool .................................................................164<br />
Digital Display Link .......................................................188<br />
dimmen .......................................................................190<br />
Distribution ..................................................................298<br />
DSP ............................................................................109<br />
E<br />
EDA-Tool .....................................................................284<br />
Einfügedämpfung .........................................................130<br />
Eingangslter ...............................................................130<br />
Einschaltstrom-Begrenzer .............................................237<br />
Elektrofahrzeug ..............................................................90<br />
Elektronikbaugruppe ....................................................289<br />
Elektronikschrank .........................................................202<br />
Embedded System Access ............................................173<br />
Embedded-PC .............................................................157<br />
EMV ............................................................................113<br />
EMV-Halle ...................................................................271<br />
Energieefzienz ............................................................116<br />
Energieführungssystem ................................................196<br />
Energiesparmodus .......................................................116<br />
Energieverlust ..............................................................231<br />
ESD ............................................................................292<br />
ESD-Schutz .........................................................126, 136<br />
ESD-Schutzbaustein .....................................................126<br />
ESD-Test .....................................................................113<br />
F<br />
Feld, elektromagnetisches ............................................261<br />
FICBM .........................................................................292<br />
Four-wire-touch ...........................................................186<br />
Fügeverfahren .............................................................303<br />
Funkstandard ..............................................................150<br />
G<br />
Giant Magneto Resistance ............................................133<br />
Goldverbrauch .............................................................100<br />
Grenzwert ....................................................................261<br />
GSM/GPRS-Modul .......................................................108<br />
GUI .............................................................................165<br />
H<br />
Hall-Effekt-Stromsensor ...............................................225<br />
HF-Gerät .....................................................................274<br />
Hot-Swap Controller .....................................................222<br />
I<br />
Infrarot-Thermograe ...................................................289<br />
Innenwiderstand ..........................................................123<br />
K<br />
Kapazität .....................................................................126<br />
Kondensator ................................................................123<br />
Konvergenz .................................................................164<br />
Kühlung ......................................................................182<br />
L<br />
Langzeitverfügbarkeit ...........................................142, 299<br />
Laser-Kunststoffschweißen ...........................................303<br />
Laserschneidsystem .....................................................281<br />
Last ....................................................................234, 237<br />
Lebensdauer ...............................................................200<br />
LED .............................................................182, 183, 190<br />
Leistungselektronik ......................................................216<br />
Leistungssteckverbinder ...............................................205<br />
Leistungsverstärker ......................................................264<br />
Leiterplatte ..................................................................284<br />
Logistik .......................................................................298<br />
LTE .............................................................................146<br />
Lüfter ..................................................................182, 200<br />
Luftpolster ...................................................................208<br />
M<br />
M12 ....................................................................197, 205<br />
M17 ............................................................................205<br />
M2M-Kommunikation ...................................................146<br />
Maximum Power Point Tracking ....................................225<br />
Messtechnik ................................................................244<br />
Mikrocontroller .....................................................108, 116<br />
Mikroschritt-Controller-IC ...............................................97<br />
Mikrowellen-Gerät ........................................................274<br />
MOSFET ......................................................217, 222, 231<br />
Motoransteuerung ..........................................................97<br />
w w w. E u E 2 4 . n e t<br />
3 1 3<br />
VERZEICHNISSE
V E R Z E I C H N I S S E<br />
S T I C HWORT V E R Z E I C H N I S<br />
Multitouch ...................................................................186<br />
Multiturn-Sensor ..........................................................133<br />
N<br />
Nahfeld .......................................................................271<br />
Netzgerät ....................................................................228<br />
Norm ..........................................................................261<br />
O<br />
Obsoleszenz ................................................................299<br />
Off-Grid-System ...........................................................102<br />
Oszilloskop ..........................................................246, 253<br />
P<br />
PCB-Design .................................................................284<br />
Photovoltaik .........................................................102, 225<br />
Polypropylen ................................................................196<br />
Positionsbestimmung ...................................................267<br />
Powerline-Kommunikation ............................................109<br />
Produktschutz ..............................................................176<br />
projiziert kapazitiv ........................................................186<br />
Protokollanalysator .......................................................246<br />
prüfen .........................................................................289<br />
Prüeistung ...................................................................91<br />
Prüftechnik ..................................................................244<br />
Pulsfrequenz-Modulation ..............................................220<br />
Puls-Test .....................................................................113<br />
Pulsweiten-Modulation .................................................220<br />
Q<br />
Q7 ..............................................................................154<br />
Quasisimultanschweißen ..............................................303<br />
R<br />
Retrot ........................................................................160<br />
Router .........................................................................146<br />
S<br />
Schaltverlust ................................................................217<br />
Schutzschaltung ..........................................................264<br />
Schutzstrategie ............................................................176<br />
Secure Supply Chain ....................................................280<br />
SGET ...........................................................................143<br />
Silikonelastomer ..........................................................208<br />
Single-Board-Computer ................................................142<br />
Smart Grid .......................................................90, 91, 109<br />
Smart Meter ..................................................................91<br />
SMT-Fertigung .............................................................292<br />
SMU ............................................................................250<br />
Software-Komponente, generische ................................165<br />
Softwareschutz ............................................................176<br />
Source Measure Unit ....................................................250<br />
Speichertiefe ...............................................................253<br />
Spezialwissen ..............................................................298<br />
Spread-Spectrum Clock Generation ..............................271<br />
Standard .....................................................................143<br />
Standardisierung ..........................................................154<br />
Steckverbinder .....................................................100, 197<br />
Steuergerät ...........................................................94, 257<br />
Steuergeräteschnittstelle ..............................................257<br />
Steuerung, drahtlose ....................................................267<br />
Stromquelle .................................................................250<br />
Stromversorgung .........................................................234<br />
Superkondensator ........................................................123<br />
Synchrongleichrichter ...................................................231<br />
T<br />
Tastverhältnis ..............................................................220<br />
Treiber-IC ....................................................................190<br />
Trommelgalvanik ..........................................................100<br />
TVS-Diode ...................................................................136<br />
U<br />
ULP-COM ............................................................143, 154<br />
Ultrabreitband ..............................................................267<br />
USB-2.0-Datenbus .......................................................246<br />
USB-3.0-System ..........................................................136<br />
UV-Lasersystem ...........................................................281<br />
V<br />
Vektor-Signalanalysator ................................................274<br />
Verbindungstechnik ......................................................196<br />
Virtual Private Network .................................................146<br />
Vorschaltgerät .............................................................237<br />
W<br />
Wärmeleitmaterial ........................................................208<br />
Wärmemanagement .....................................................280<br />
Wärmesenke ...............................................................208<br />
Wärmewiderstand ........................................................217<br />
Wechselrichter .....................................................102, 216<br />
Winkel .........................................................................133<br />
Wireless ......................................................................150<br />
Wirkungsgrad ..............................................................216<br />
X<br />
x-86-Architektur ..........................................................160<br />
Herausgeber<br />
Kilian Müller<br />
Redaktion<br />
Chefredaktion: Michael Brunn (verantwortlich, -17);<br />
Redaktion: Kathrin Veigel (-14)<br />
eue.redaktion@publish-industry.net<br />
Anzeigen<br />
Anzeigenleitung: Saskia Albert (verantwortlich, -50)<br />
s.albert@publish-industry.net;<br />
Media Sales: Melanie Ganter (-42)<br />
Anzeigenpreisliste: vom 01.01.2012<br />
Teamassistenz<br />
Kathrin Ostermeir (-24)<br />
Disposition<br />
Ilka Gärtner (-33), dispo@publish-industry.net<br />
Marketing & Vertrieb<br />
Anja Müller<br />
Herstellung<br />
Veronika Blank<br />
Verlag<br />
publish-industry Verlag GmbH<br />
Nymphenburger Straße 86<br />
80636 München, Germany<br />
T +49/89/50 03 83-0<br />
F +49/89/50 03 83-10<br />
info@publish-industry.net<br />
www.publish-industry.net<br />
Geschäftsführung<br />
Kilian Müller, Frank Wiegand<br />
Leser- & Aboservice<br />
Tel. +49.(0)61 23.92 38-25 0<br />
Fax +49.(0)61 23.92 38-2 44<br />
leserservice-pi@vuservice.de<br />
Abonnement<br />
Das Abonnement enthält die regelmäßige Lieferung der E&E<br />
(derzeit 9 Ausgaben pro Jahr inkl. redaktioneller Sonderhefte und<br />
Messe-Taschenbücher) sowie zusätzlich als Gratiszugabe das jährliche,<br />
als Sondernummer erscheinende E&E-Kompendium.<br />
Jährlicher Abonnementpreis<br />
Ein JAHRES-ABONNEMENT der E&E ist zum Bezugspreis von<br />
57,60 € inkl. Porto/Versand innerhalb Deutschland und<br />
MwSt. erhältlich (Porto Ausland: EU-Zone zzgl. 11,25 € pro Jahr,<br />
Europa außerhalb EU zzgl. 33,75 € pro Jahr, restliche Welt zzgl.<br />
67,50 € pro Jahr). Jede Nachlieferung wird zzgl. Versandspesen<br />
und MwSt. zusätzlich berechnet. Im Falle höherer Gewalt erlischt<br />
jeder Anspruch auf Nachlieferung oder Rückerstattung des Bezugsgeldes.<br />
Studentenabonnements sowie Firmenabonnements<br />
für Unternehmen, die E&E für mehrere Mitarbeiter bestellen<br />
möchten, werden angeboten. Fragen und Bestellungen richten<br />
Sie bitte an leserservice-pi@vuservice.de<br />
Einzelbezugspreis<br />
Das E&E-Kompendium kann beim Verlag als Einzelexemplar<br />
zum Preis von EUR 39,90 inkl. Versand in Deutschland und inkl.<br />
MwSt. bestellt werden. Bestellungen richten Sie bitte an:<br />
leserservice-pi@vuservice.de<br />
ISSN-Nummer 1869-2117<br />
Postvertriebskennzeichen 30771<br />
Gestaltung & Layout<br />
Layoutstudio D. Haberlandt, Beethovenstraße 2a,<br />
85435 Erding<br />
Druck<br />
Firmengruppe APPL, sellier-druck GmbH, Angerstraße 54,<br />
85354 Freising, Germany<br />
Gerichtsstand München<br />
IMPRESSUM<br />
Nachdruck<br />
Alle Verlags- und Nutzungsrechte liegen beim Verlag. Verlag und<br />
Redaktion haften nicht für unverlangt eingesandte Manuskripte,<br />
Fotos und Illustrationen. Nachdruck, Vervielfältigung und Online-<br />
Stellung redaktioneller Beiträge nur mit schriftlicher Genehmigung<br />
des Verlags.<br />
So erreichen Sie uns:<br />
Bei Fragen an die Redaktion<br />
T +49/89/50 03 83-17,<br />
eue.redaktion@publish-industry.net<br />
Internet<br />
www.<strong>EuE24.net</strong><br />
Facebook<br />
www.facebook.de/<strong>EuE24.net</strong><br />
3 1 4 E & E - K o m p e n d i u m 2 0 13
HV IGBTs<br />
...for a reliable and clean future<br />
HV IGBT-Module und HV-Dioden<br />
Weitreichender Einsatzbereich, z.B. in der Leistungsübertragung,<br />
als Wechselrichterkomponente in Transportsystemen<br />
und in industriellen Mittelspannungsantrieben<br />
HV IGBT-Module und entsprechende HV-Dioden sind fü r<br />
Nennspannungen von 1,7 kV, 2,5 kV, 3,3 kV, 4,5 kV und<br />
6,5 kV sowie Nennströme von 200 A bis 2400 A erhältlich<br />
Hohe Robustheit und großer Arbeitsbereich (SOA)<br />
3,3 kV, 4,5 kV und 6,5 kV IGBT-Module sind jeweils auch mit<br />
10,2 kV Isolationsspannung erhältlich<br />
Maximale Zuverlässigkeit und höchste Qualitätskontrolle<br />
durch 100%ige Prü fung vor dem Versand<br />
semis.info@meg.mee.com · www.mitsubishichips.eu