Sonderausgabe Boeing 787 Dreamliner - FACC
Sonderausgabe Boeing 787 Dreamliner - FACC
Sonderausgabe Boeing 787 Dreamliner - FACC

Erfolgreiche ePaper selbst erstellen
Machen Sie aus Ihren PDF Publikationen ein blätterbares Flipbook mit unserer einzigartigen Google optimierten e-Paper Software.
D A S F A C C I N F O R M A T I O N S M A G A Z I N<br />
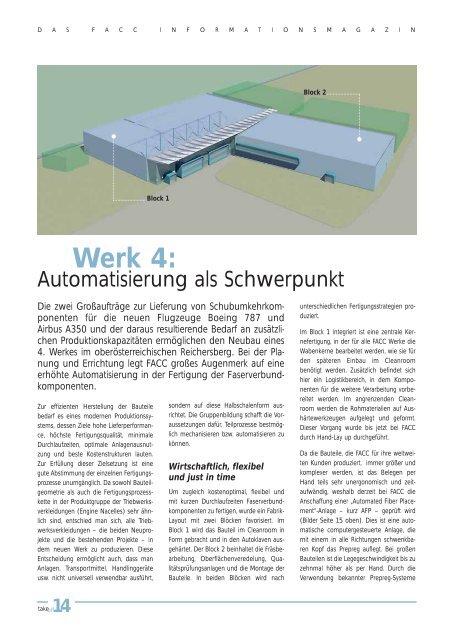
Block 2<br />
Block 1<br />
Werk 4:<br />
Automatisierung als Schwerpunkt<br />
Die zwei Großaufträge zur Lieferung von Schubumkehrkomponenten<br />
für die neuen Flugzeuge <strong>Boeing</strong> <strong>787</strong> und<br />
Airbus A350 und der daraus resultierende Bedarf an zusätzlichen<br />
Produktionskapazitäten ermöglichen den Neubau eines<br />
4. Werkes im oberösterreichischen Reichersberg. Bei der Planung<br />
und Errichtung legt <strong>FACC</strong> großes Augenmerk auf eine<br />
erhöhte Automatisierung in der Fertigung der Faserverbundkomponenten.<br />
Zur effizienten Herstellung der Bauteile<br />
bedarf es eines modernen Produktionssystems,<br />
dessen Ziele hohe Lieferperformance,<br />
höchste Fertigungsqualität, minimale<br />
Durchlaufzeiten, optimale Anlagenausnutzung<br />
und beste Kostenstrukturen lauten.<br />
Zur Erfüllung dieser Zielsetzung ist eine<br />
gute Abstimmung der einzelnen Fertigungsprozesse<br />
unumgänglich. Da sowohl Bauteilgeometrie<br />
als auch die Fertigungsprozesskette<br />
in der Produktgruppe der Triebwerksverkleidungen<br />
(Engine Nacelles) sehr ähnlich<br />
sind, entschied man sich, alle Triebwerksverkleidungen<br />
– die beiden Neuprojekte<br />
und die bestehenden Projekte – in<br />
dem neuen Werk zu produzieren. Diese<br />
Entscheidung ermöglicht auch, dass man<br />
Anlagen, Transportmittel, Handlinggeräte<br />
usw. nicht universell verwendbar ausführt,<br />
sondern auf diese Halbschalenform ausrichtet.<br />
Die Gruppenbildung schafft die Voraussetzungen<br />
dafür, Teilprozesse bestmöglich<br />
mechanisieren bzw. automatisieren zu<br />
können.<br />
Wirtschaftlich, flexibel<br />
und just in time<br />
Um zugleich kostenoptimal, flexibel und<br />
mit kurzen Durchlaufzeiten Faserverbundkomponenten<br />
zu fertigen, wurde ein Fabrik-<br />
Layout mit zwei Blöcken favorisiert. Im<br />
Block 1 wird das Bauteil im Cleanroom in<br />
Form gebracht und in den Autoklaven ausgehärtet.<br />
Der Block 2 beinhaltet die Fräsbearbeitung,<br />
Oberflächenveredelung, Qualitätsprüfungsanlagen<br />
und die Montage der<br />
Bauteile. In beiden Blöcken wird nach<br />
unterschiedlichen Fertigungsstrategien produziert.<br />
Im Block 1 integriert ist eine zentrale Kernefertigung,<br />
in der für alle <strong>FACC</strong> Werke die<br />
Wabenkerne bearbeitet werden, wie sie für<br />
den späteren Einbau im Cleanroom<br />
benötigt werden. Zusätzlich befindet sich<br />
hier ein Logistikbereich, in dem Komponenten<br />
für die weitere Verarbeitung vorbereitet<br />
werden. Im angrenzenden Cleanroom<br />
werden die Rohmaterialien auf Aushärtewerkzeugen<br />
aufgelegt und geformt.<br />
Dieser Vorgang wurde bis jetzt bei <strong>FACC</strong><br />
durch Hand-Lay up durchgeführt.<br />
Da die Bauteile, die <strong>FACC</strong> für ihre weltweiten<br />
Kunden produziert, immer größer und<br />
komplexer werden, ist das Belegen per<br />
Hand teils sehr unergonomisch und zeitaufwändig,<br />
weshalb derzeit bei <strong>FACC</strong> die<br />
Anschaffung einer „Automated Fiber Placement“-Anlage<br />
– kurz AFP – geprüft wird<br />
(Bilder Seite 15 oben). Dies ist eine automatische<br />
computergesteuerte Anlage, die<br />
mit einem in alle Richtungen schwenkbaren<br />
Kopf das Prepreg auflegt. Bei großen<br />
Bauteilen ist die Legegeschwindigkeit bis zu<br />
zehnmal höher als per Hand. Durch die<br />
Verwendung bekannter Prepreg-Systeme<br />
takeoff 14