allgemeine hinweise - Schweisstechnik Oerlikon Wirth GmbH & Co ...
allgemeine hinweise - Schweisstechnik Oerlikon Wirth GmbH & Co ...
allgemeine hinweise - Schweisstechnik Oerlikon Wirth GmbH & Co ...

Erfolgreiche ePaper selbst erstellen
Machen Sie aus Ihren PDF Publikationen ein blätterbares Flipbook mit unserer einzigartigen Google optimierten e-Paper Software.
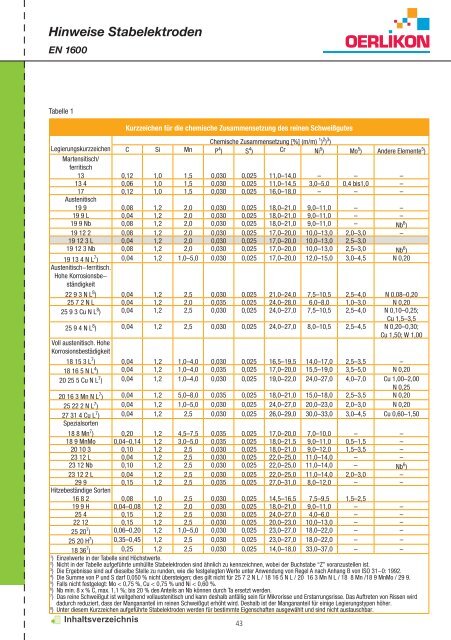
Hinweise Stabelektroden<br />
EN 1600<br />
Tabelle 1<br />
Kurzzeichen für die chemische Zusammensetzung des reinen Schweißgutes<br />
Chemische Zusammensetzung [%] (m/m) 1 ) 2 ) 3 )<br />
Legierungskurzzeichen C Si Mn P 4 ) S 4 ) Cr Ni 5 ) Mo 5 ) Andere Elemente 5 )<br />
Martensitisch/<br />
ferritisch<br />
13 0,12 1,0 1,5 0,030 0,025 11,0–14,0 – – –<br />
13 4 0,06 1,0 1,5 0,030 0,025 11,0–14,5 3,0–5,0 0,4 bis1,0 –<br />
17 0,12 1,0 1,5 0,030 0,025 16,0–18,0 – – –<br />
Austenitisch<br />
19 9 0,08 1,2 2,0 0,030 0,025 18,0–21,0 9,0–11,0 – –<br />
19 9 L 0,04 1,2 2,0 0,030 0,025 18,0–21,0 9,0–11,0 – –<br />
19 9 Nb 0,08 1,2 2,0 0,030 0,025 18,0–21,0 9,0–11,0 – Nb 6 )<br />
19 12 2 0,08 1,2 2,0 0,030 0,025 17,0–20,0 10,0–13,0 2,0–3,0 –<br />
19 12 3 L 0,04 1,2 2,0 0,030 0,025 17,0–20,0 10,0–13,0 2,5–3,0<br />
19 12 3 Nb 0,08 1,2 2,0 0,030 0,025 17,0–20,0 10,0–13,0 2,5–3,0 Nb 6 )<br />
19 13 4 N L 7 ) 0,04 1,2 1,0–5,0 0,030 0,025 17,0–20,0 12,0–15,0 3,0–4,5 N 0,20<br />
Austenitisch-ferritisch.<br />
Hohe Korrosionsbeständigkeit<br />
22 9 3 N L 8 ) 0,04 1,2 2,5 0,030 0,025 21,0–24,0 7,5–10,5 2,5–4,0 N 0,08–0,20<br />
25 7 2 N L 0,04 1,2 2,0 0,035 0,025 24,0–28,0 6,0–8,0 1,0–3,0 N 0,20<br />
25 9 3 Cu N L 8 ) 0,04 1,2 2,5 0,030 0,025 24,0–27,0 7,5–10,5 2,5–4,0 N 0,10–0,25;<br />
Cu 1,5–3,5<br />
25 9 4 N L 8 ) 0,04 1,2 2,5 0,030 0,025 24,0–27,0 8,0–10,5 2,5–4,5 N 0,20–0,30;<br />
Cu 1,50; W 1,00<br />
Voll austenitisch. Hohe<br />
Korrosionsbestädigkeit<br />
18 15 3 L 7 ) 0,04 1,2 1,0–4,0 0,030 0,025 16,5–19,5 14,0–17,0 2,5–3,5 –<br />
18 16 5 N L 4 ) 0,04 1,2 1,0–4,0 0,035 0,025 17,0–20,0 15,5–19,0 3,5–5,0 N 0,20<br />
20 25 5 Cu N L 7 ) 0,04 1,2 1,0–4,0 0,030 0,025 19,0–22,0 24,0–27,0 4,0–7,0 Cu 1,00–2,00<br />
N 0,25<br />
20 16 3 Mn N L 7 ) 0,04 1,2 5,0–8,0 0,035 0,025 18,0–21,0 15,0–18,0 2,5–3,5 N 0,20<br />
25 22 2 N L 7 ) 0,04 1,2 1,0–5,0 0,030 0,025 24,0–27,0 20,0–23,0 2,0–3,0 N 0,20<br />
27 31 4 Cu L 7 ) 0,04 1,2 2,5 0,030 0,025 26,0–29,0 30,0–33,0 3,0–4,5 Cu 0,60–1,50<br />
Spezialsorten<br />
18 8 Mn 7 ) 0,20 1,2 4,5–7,5 0,035 0,025 17,0–20,0 7,0–10,0 – –<br />
18 9 MnMo 0,04–0,14 1,2 3,0–5,0 0,035 0,025 18,0–21,5 9,0–11,0 0,5–1,5 –<br />
20 10 3 0,10 1,2 2,5 0,030 0,025 18,0–21,0 9,0–12,0 1,5–3,5 –<br />
23 12 L 0,04 1,2 2,5 0,030 0,025 22,0–25,0 11,0–14,0 – –<br />
23 12 Nb 0,10 1,2 2,5 0,030 0,025 22,0–25,0 11,0–14,0 – Nb 6 )<br />
23 12 2 L 0,04 1,2 2,5 0,030 0,025 22,0–25,0 11,0–14,0 2,0–3,0 –<br />
29 9 0,15 1,2 2,5 0,035 0,025 27,0–31,0 8,0–12,0 – –<br />
Hitzebeständige Sorten<br />
16 8 2 0,08 1,0 2,5 0,030 0,025 14,5–16,5 7,5–9,5 1,5–2,5<br />
19 9 H 0,04–0,08 1,2 2,0 0,030 0,025 18,0–21,0 9,0–11,0 – –<br />
25 4 0,15 1,2 2,5 0,030 0,025 24,0–27,0 4,0–6,0 – –<br />
22 12 0,15 1,2 2,5 0,030 0,025 20,0–23,0 10,0–13,0 – –<br />
25 20 7 ) 0,06–0,20 1,2 1,0–5,0 0,030 0,025 23,0–27,0 18,0–22,0 – –<br />
25 20 H 7 ) 0,35–0,45 1,2 2,5 0,030 0,025 23,0–27,0 18,0–22,0 – –<br />
18 36 7 ) 0,25 1,2 2,5 0,030 0,025 14,0–18,0 33,0–37,0 – –<br />
1<br />
) Einzelwerte in der Tabelle sind Höchstwerte.<br />
2<br />
) Nicht in der Tabelle aufgeführte umhüllte Stabelektroden sind ähnlich zu kennzeichnen, wobei der Buchstabe “Z” voranzustellen ist.<br />
3<br />
) Die Ergebnisse sind auf dieselbe Stelle zu runden, wie die festgelegten Werte unter Anwendung von Regel A nach Anhang B von ISO 31-0: 1992.<br />
4<br />
) Die Summe von P und S darf 0,050 % nicht übersteigen; dies gilt nicht für 25 7 2 N L / 18 16 5 N L / 20 16 3 Mn N L / 18 8 Mn /18 9 MnMo / 29 9.<br />
5<br />
) Falls nicht festgelegt: Mo < 0,75 %, Cu < 0,75 % und Ni < 0,60 %.<br />
6<br />
) Nb min. 8 x % C, max. 1,1 %; bis 20 % des Anteils an Nb können durch Ta ersetzt werden.<br />
7<br />
) Das reine Schweißgut ist weitgehend vollaustenitisch und kann deshalb anfällig sein für Mikrorisse und Erstarrungsrisse. Das Auftreten von Rissen wird<br />
dadurch reduziert, dass der Mangananteil im reinen Schweißgut erhöht wird. Deshalb ist der Mangananteil für einige Legierungstypen höher.<br />
8<br />
) Unter diesem Kurzzeichen aufgeführte Stabelektroden werden für bestimmte Eigenschaften ausgewählt und sind nicht austauschbar.<br />
43