ZEITSCHRIFT
ZEITSCHRIFT
ZEITSCHRIFT

Erfolgreiche ePaper selbst erstellen
Machen Sie aus Ihren PDF Publikationen ein blätterbares Flipbook mit unserer einzigartigen Google optimierten e-Paper Software.
938 S tahl und E isen. Zeitstudien und Kraftverbrauchsmessungen im Walzwerk. 44. J alirg. Mr. 32.<br />
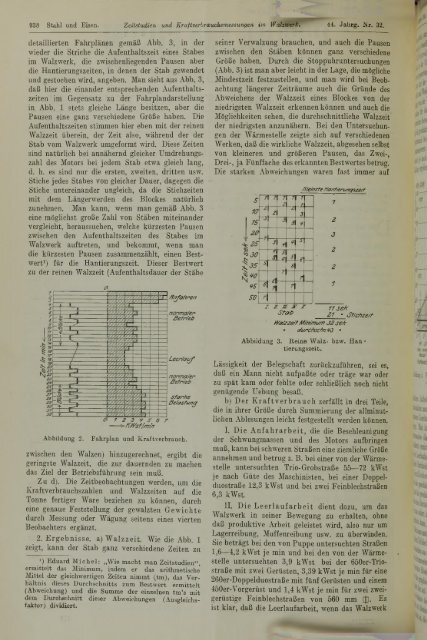
detaillierten Fahrplänen gemäß Abb. 3, in der<br />
wieder die Striche die Aufenthaltszeit eines Stabes<br />
im Walzwerk, die zwischenliegenden Pausen aber<br />
die Hantierungszeiten, in denen der Stab gewendet<br />
und gestochen wird, angeben. Man sieht aus Abb. 3,<br />
daß hier die einander entsprechenden Aufenthaltszeiten<br />
im Gegensatz zu der Fahrplandarstellung<br />
in Abb. 1 stets gleiche Länge besitzen, aber die<br />
Pausen eine ganz verschiedene Größe haben. Die<br />
Aufenthaltszeiten stimmen hier eben mit der reinen<br />
Walzzeit überein, der Zeit also, während der der<br />
Stab vom Walzwerk umgeformt wird. Diese Zeiten<br />
sind natürlich bei annähernd gleicher Umdrehungszahl<br />
des Motors bei jedem Stab etwa gleich lang,<br />
d. h. es sind nur die ersten, zweiten, dritten usw.<br />
Stiche jedes Stabes von gleicher Dauer, dagegen die<br />
Stiche untereinander ungleich, da die Stichzeiten<br />
mit dem Längerwerden des Blockes natürlich<br />
zunehmen. Man kann, wenn man gemäß Abb. 3<br />
eine möglichst große Zahl von Stäben miteinander<br />
vergleicht, heraussuchen, welche kürzesten Pausen<br />
zwischen den Aufenthaltszeiten des Stabes im<br />
Walzwerk auftreten, und bekommt, wenn man<br />
die kürzesten Pausen zusammenzählt, einen Bestwert1)<br />
für die Hantierungszeit. Dieser Bestwert<br />
zu der reinen Walzzeit (Aufenthaltsdauer der Stäbe<br />
A n fahren<br />
seiner Verwalzung brauchen, und auch die Pausen<br />
zwischen den Stäben können ganz verschiedene<br />
Größe haben. Durch die Stoppuhruntersuchungen<br />
(Abb. 3) ist man aber leicht in der Lage, die mögliche<br />
Mindestzeit festzustellen, und man wird bei Beobachtung<br />
längerer Zeiträume auch die Gründe des<br />
Abweichens der Walzzeit eines Blockes von der<br />
niedrigsten Walzzeit erkennen können und auch die<br />
Möglichkeiten sehen, die durchschnittliche Walzzeit<br />
der niedrigsten anzunähern. Bei den Untersuchungen<br />
der Wärmestelle zeigte sich auf verschiedenen<br />
Werken, daß die wirkliche Walzzeit, abgesehen selbst<br />
von kleineren und größeren Pausen, das Zwei-,<br />
Drei-, ja Fünffache des erkannten Bestwertes betrug.<br />
Die starken Abweichungen waren fast immer auf<br />
v<br />
VS<br />
s o<br />
7 i i 1 7<br />
3 2 3<br />
J<br />
3 ■J<br />
ft/e/nste 'a/rfieru/rg sze it<br />
-v-----<br />
: 7<br />
S i<br />
5|<br />
—<br />
6 2<br />
/<br />
7<br />
6 -1<br />
7 1<br />
A<br />
'1<br />
I . X . M . JT. Y .<br />
Stab<br />
tYa/zze/t M/n/mum J2 sek<br />
» durctisc/m.VO ■<br />
2<br />
3<br />
2<br />
11 sek<br />
21 * S tic h ze /t<br />
Abbildung 3. Reine Walz- bzw. Han -<br />
tierungszeit.<br />
Abbildung 2.<br />
'7 2 3<br />
•starke<br />
de/astung<br />
Pahrplan und Kraftverbrauch.<br />
zwischen den Walzen) hinzugerechnet, ergibt die<br />
geringste Walzzeit, die zur dauernden zu machen<br />
das Ziel der Betriebsführung sein muß.<br />
Zu d). Die Zeitbeobachtungen werden, um die<br />
Kraftverbrauchszahlen und Walzzeiten auf die<br />
Tonne fertiger Ware beziehen zu können, durch<br />
eine genaue Feststellung der gewalzten G ew ichte<br />
durch Messung oder Wägung seitens eines vierten<br />
Beobachters ergänzt.<br />
Lagerreibung, Muffenreibung usw. zu überwinden.<br />
2. E rgebnisse, a) W alzzeit. Wie die Abb. 1<br />
Sie beträgt bei den von Puppe untersuchten Straßen<br />
zeigt, kann der Stab ganz verschiedene Zeiten zu<br />
1,6—4,2 kWst je min und bei den von der Wärmestelle<br />
, untersuchten 3,9 kWst bei der 650er-Trio-<br />
l) Eduard M ich el: „Wie macht man Zeitstudien“<br />
ermittelt das Minimum, indem er das arithmetische<br />
Mittel der gleichwertigen Zeiten nimmt (trn), das Verhältnis<br />
dieses Durchschnitts zum Bestwert erm ittelt<br />
(Abweichung) und die Summe der einzelnen tm ’s mit<br />
(Ausgleichs<br />
dem Durchschnitt dieser Abweichungen<br />
faktor) dividiert.<br />
Lässigkeit der Belegschaft zurückzuführeü, sei es,<br />
daß ein Mann nicht aufpaßte oder träge war oder<br />
zu spät kam oder fehlte oder schließlich noch nicht<br />
genügende Uebung besaß.<br />
b) Der K ra ft v e rb ra u c h zerfällt in drei Teile,<br />
die in ihrer Größe durch Summierung der allminutlichen<br />
Ablesungen leicht festgestellt werden können.<br />
I. Die A n fa h ra rb e it, die die Beschleunigung<br />
der Schwungmassen und des Motors aufbringen<br />
muß, kann bei schweren Straßen eine ziemliche Größe<br />
annehmen und betrug z. B. bei einer von der Wärmestelle<br />
untersuchten Trio-Grobstraße 55—72 kWst<br />
je nach Güte des Maschinisten, bei einer Doppelduostraße<br />
12,3 kWst und bei zwei Feinblechstraßen<br />
6,3 kWst.<br />
II. Die L e e rla u fa rb e it dient dazu, um das<br />
Walzwerk in seiner Bewegung zu erhalten, ohne<br />
daß produktive Arbeit geleistet wird, also nur um<br />
straße mit zwei Gerüsten, 3,39 kWst je min für eine<br />
260er-Doppelduostraße mit fünf Gerüsten und einem<br />
450er-Vorgerüst und 1,4 kWst je min für zwei zweigerüstige<br />
Feinblechstraßen von 560 mm Cp. Es<br />
ist klar, daß die Leerlaufarbeit, wenn das Walzwerk