14:27, 30. Jun. 2006 - Zentrum für Didaktik der Technik
14:27, 30. Jun. 2006 - Zentrum für Didaktik der Technik
14:27, 30. Jun. 2006 - Zentrum für Didaktik der Technik

Sie wollen auch ein ePaper? Erhöhen Sie die Reichweite Ihrer Titel.
YUMPU macht aus Druck-PDFs automatisch weboptimierte ePaper, die Google liebt.
SS 2005<br />
Dathe, Diekmann<br />
Werner<br />
Fachdidaktisches Projekt I<br />
<strong>Zentrum</strong> für <strong>Didaktik</strong> <strong>der</strong> <strong>Technik</strong><br />
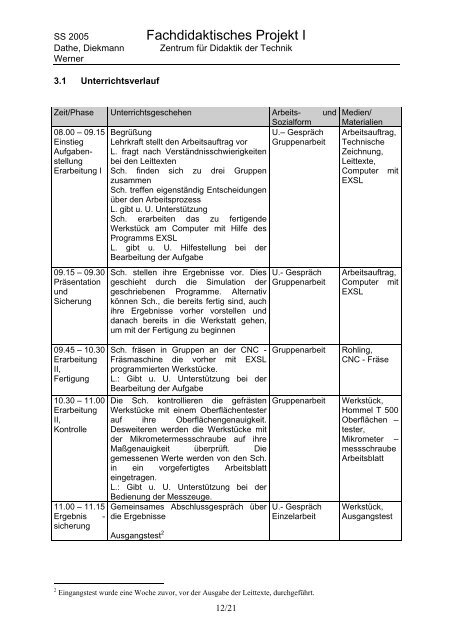
3.1 Unterrichtsverlauf<br />
Zeit/Phase Unterrichtsgeschehen Arbeits- und<br />
Sozialform<br />
08.00 – 09.15<br />
U.– Gespräch<br />
Einstieg<br />
Gruppenarbeit<br />
Aufgabenstellung<br />
Erarbeitung I<br />
09.15 – 09.30<br />
Präsentation<br />
und<br />
Sicherung<br />
09.45 – 10.30<br />
Erarbeitung<br />
II,<br />
Fertigung<br />
10.30 – 11.00<br />
Erarbeitung<br />
II,<br />
Kontrolle<br />
11.00 – 11.15<br />
Ergebnis -<br />
sicherung<br />
Begrüßung<br />
Lehrkraft stellt den Arbeitsauftrag vor<br />
L. fragt nach Verständnisschwierigkeiten<br />
bei den Leittexten<br />
Sch. finden sich zu drei Gruppen<br />
zusammen<br />
Sch. treffen eigenständig Entscheidungen<br />
über den Arbeitsprozess<br />
L. gibt u. U. Unterstützung<br />
Sch. erarbeiten das zu fertigende<br />
Werkstück am Computer mit Hilfe des<br />
Programms EXSL<br />
L. gibt u. U. Hilfestellung bei <strong>der</strong><br />
Bearbeitung <strong>der</strong> Aufgabe<br />
Sch. stellen ihre Ergebnisse vor. Dies<br />
geschieht durch die Simulation <strong>der</strong><br />
geschriebenen Programme. Alternativ<br />
können Sch., die bereits fertig sind, auch<br />
ihre Ergebnisse vorher vorstellen und<br />
danach bereits in die Werkstatt gehen,<br />
um mit <strong>der</strong> Fertigung zu beginnen<br />
Sch. fräsen in Gruppen an <strong>der</strong> CNC -<br />
Fräsmaschine die vorher mit EXSL<br />
programmierten Werkstücke.<br />
L.: Gibt u. U. Unterstützung bei <strong>der</strong><br />
Bearbeitung <strong>der</strong> Aufgabe<br />
Die Sch. kontrollieren die gefrästen<br />
Werkstücke mit einem Oberflächentester<br />
auf ihre Oberflächengenauigkeit.<br />
Desweiteren werden die Werkstücke mit<br />
<strong>der</strong> Mikrometermessschraube auf ihre<br />
Maßgenauigkeit überprüft. Die<br />
gemessenen Werte werden von den Sch.<br />
in ein vorgefertigtes Arbeitsblatt<br />
eingetragen.<br />
L.: Gibt u. U. Unterstützung bei <strong>der</strong><br />
Bedienung <strong>der</strong> Messzeuge.<br />
Gemeinsames Abschlussgespräch über<br />
die Ergebnisse<br />
Ausgangstest 2<br />
U.- Gespräch<br />
Gruppenarbeit<br />
Gruppenarbeit<br />
Gruppenarbeit<br />
U.- Gespräch<br />
Einzelarbeit<br />
Medien/<br />
Materialien<br />
Arbeitsauftrag,<br />
Technische<br />
Zeichnung,<br />
Leittexte,<br />
Computer mit<br />
EXSL<br />
Arbeitsauftrag,<br />
Computer mit<br />
EXSL<br />
Rohling,<br />
CNC - Fräse<br />
Werkstück,<br />
Hommel T 500<br />
Oberflächen –<br />
tester,<br />
Mikrometer –<br />
messschraube<br />
Arbeitsblatt<br />
Werkstück,<br />
Ausgangstest<br />
2 Eingangstest wurde eine Woche zuvor, vor <strong>der</strong> Ausgabe <strong>der</strong> Leittexte, durchgeführt.<br />
12/21