14:27, 30. Jun. 2006 - Zentrum für Didaktik der Technik
14:27, 30. Jun. 2006 - Zentrum für Didaktik der Technik
14:27, 30. Jun. 2006 - Zentrum für Didaktik der Technik

Sie wollen auch ein ePaper? Erhöhen Sie die Reichweite Ihrer Titel.
YUMPU macht aus Druck-PDFs automatisch weboptimierte ePaper, die Google liebt.
Universität Hannover Sommersemester 2005<br />
<strong>Zentrum</strong> für <strong>Didaktik</strong> <strong>der</strong> <strong>Technik</strong><br />
Fachdidaktisches Projekt I<br />
Dozent: Andreas Weiner<br />
Mentor: Herr Nagel / Herr Mecke<br />
Thema des Unterrichts:<br />
Programmierbare Nullpunktverschiebung (G58 / G59)<br />
und Skalieren (G72) bei CNC Fräsmaschinen<br />
Christian-Magnus Dathe Mtknr. 2166<strong>14</strong>6<br />
Florian Diekmann Mtknr. 2159613<br />
Thomas Werner Mtknr. 2162679
Inhaltsverzeichnis<br />
1. Einleitung S. 1<br />
2. Analyse und Methoden S. 2<br />
2.1 Sachanalyse zur CNC-Programmierung S. 2<br />
2.2 Klassenanalyse S. 4<br />
2.3 Rahmenlehrplan S. 8<br />
2.4 Leittextmethode S. 9<br />
3. Unterrichtsentwurf S. 11<br />
3.1 Unterrichtsverlauf S. 12<br />
4. Erreichte Lernziele S. 13<br />
4.1 Auswertung des Eingangs- und Ausgangstest S. <strong>14</strong><br />
4.2 Auswertung <strong>der</strong> Hospitationsbeobachtungen S. 16<br />
4.3 Weiterentwicklung des Lehr- Lernarrangements S. 18<br />
5. Fazit S. 19<br />
6. Literaturverzeichniss<br />
6.1 Abbildungsverzeichniss<br />
6.2 Abkürzungsverzeichniss<br />
6.3 Quellenverzeichniss<br />
7. Anhang S. 21
SS 2005<br />
Dathe, Diekmann<br />
Werner<br />
Fachdidaktisches Projekt I<br />
<strong>Zentrum</strong> für <strong>Didaktik</strong> <strong>der</strong> <strong>Technik</strong><br />
1. Einleitung<br />
Der Projektbericht beschreibt die Planung, Durchführung und Auswertung eines im<br />
Seminar „Fachdidaktisches Projekt I“ vorbereiteten und in <strong>der</strong> Klasse BSMI 303 an<br />
<strong>der</strong> BBS II in Osterode am Harz durchgeführten berufspraktischen Lehr-<br />
Lernarrangements mit dem Thema „CNC-<strong>Technik</strong>“. Der Unterricht fand am<br />
05.07.2005 mit einem Zeitumfang von zweimal 90 Minuten statt.<br />
Ergänzend zu den Informationen über den Ablauf des von uns durchgeführten<br />
Unterrichts, den ausgewählten Zielen und den eingesetzten Methoden und Medien<br />
möchten wir die von uns beobachteten Ergebnisse darstellen. Außerdem werden wir<br />
abschließend auf zwei Möglichkeiten einer Weiterentwicklung des Lehr-/<br />
Lernarrangements hinweisen.<br />
Für die Auswahl <strong>der</strong> BBS2 in Osterode waren folgende Kriterien maßgeblich:<br />
Bedingt durch die Teilnahme <strong>der</strong> Schule am EXPO 2000 Projekt fanden wir gut<br />
ausgestattete Lehrräumlichkeiten mit den neusten technischen Einrichtungen vor.<br />
Außerdem bestand im Vorfeld schon eine bewährte Kooperation zwischen dem<br />
Lehrerkollegium und einem Kommilitonen.<br />
Nachdem <strong>der</strong> erste Kontakt zur Schule hergestellt war, haben wir uns im Gespräch<br />
mit unseren Mentoren, Herrn Nagel (Theorie-Lehrer) und Herrn Mecke (Fachpraxis-<br />
Lehrer), für ein Lehr-/Lernarrangement zum Thema „CNC-<strong>Technik</strong>“ entschieden.<br />
Herr Mecke hatte zu diesem Thema schon ca. 24h unterrichtet und folgende Themen<br />
behandelt:<br />
- Koordinatensystem<br />
- Rechte-Hand-Regel<br />
- Grundlegende Befehle nach DIN 66025<br />
- Aufbau des NC-Programms<br />
- Aufbau des NC-Satzes bzw. -Wortes<br />
- Technologie Daten-Berechnung: Drehzahl, Vorschub nach Tabellen Buch<br />
- Technische Zeichnungen lesen<br />
- Grundlegende Bedienung des PCs<br />
1/21
SS 2005<br />
Dathe, Diekmann<br />
Werner<br />
Fachdidaktisches Projekt I<br />
<strong>Zentrum</strong> für <strong>Didaktik</strong> <strong>der</strong> <strong>Technik</strong><br />
In <strong>der</strong> Folge unserer 16-stündigen Hospitation entschieden wir uns nach Absprache<br />
mit unseren Mentoren für das Unterrichtsthema „Skalieren anhand des G72 Befehls“<br />
sowie die dazu erfor<strong>der</strong>liche „programmierte Nullpunktverschiebung G58/G59“.<br />
2. Analyse und Methoden<br />
2.1 Sachanalyse zur CNC-Programmierung<br />
Bedingt durch eine immer noch steigende Automatisierung in <strong>der</strong><br />
metallverarbeitenden Fertigung ist es zwingend notwendig, Grundkenntnisse in <strong>der</strong><br />
CNC-Programmierung zu besitzen.<br />
Standardisierte Grundbefehle/Wegbedingungen finden sich in <strong>der</strong> DIN 66025, diese<br />
können auf allen CNC-Frässteuerungen ausgeführt werden. Wegbedingungen sind<br />
Grundlage eines jeden CNC-Programms, sie dienen <strong>der</strong> numerischen Steuerung als<br />
Information für die Ansteuerung <strong>der</strong> Werkzeugmaschinen. Mit ihrer Hilfe werden<br />
Start- Endpunkte des Werkzeugs definiert und darüber hinaus Bedingungen für das<br />
Abfahren <strong>der</strong> zu fertigenden Kontur festgelegt. An<strong>der</strong>e Bedingungen, wie z.B.<br />
Vorschub, Spindeldrehzahl, Kühlmittelzufuhr stellen lediglich Randbedingungen des<br />
Fertigungsprozesses dar.<br />
G58/59 Programmierte Nullpunktverschiebung:<br />
Mit dem Befehl G58-G59 verschiebt die Steuerung den aktuellen Nullpunkt um die<br />
programmierten Verschiebewerte auf z.B. den Werkstückmittelpunkt.<br />
Diese Verschiebung zum Werkstückmittelpunkt ist notwendig, um eine gesamte<br />
Kontur zu skalieren.<br />
Das Zurücksetzen erfolgt mit dem Programmieren <strong>der</strong> Nullpunktverschiebung und<br />
den Verschiebewerten X=0, Y=0 bzw. Z=0.<br />
2/21
SS 2005<br />
Dathe, Diekmann<br />
Werner<br />
Fachdidaktisches Projekt I<br />
<strong>Zentrum</strong> für <strong>Didaktik</strong> <strong>der</strong> <strong>Technik</strong><br />
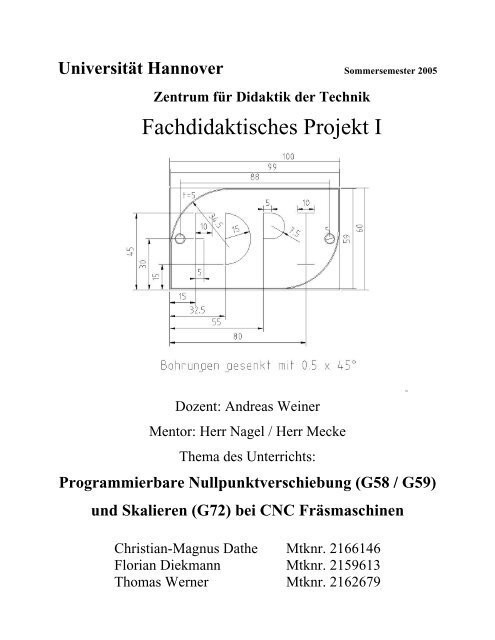
G72 Skalieren<br />
Dieser Befehl findet Einsatz bei dem Verfahren Fräsen. Mit dem Befehl G72 skaliert<br />
die Steuerung die programmierte Kontur um einen Faktor, <strong>der</strong> unter <strong>der</strong> Adresse F<br />
programmiert wird. Dieser Befehl wirkt, bis er durch den Befehl G72 F1, <strong>der</strong> auch <strong>der</strong><br />
Einschaltzustand ist, wie<strong>der</strong> aufgehoben wird. Die Wirkung des Befehls wird im<br />
unteren Bild dargestellt. Beson<strong>der</strong>s bei <strong>der</strong> Fertigung von Baureihen wird dieser<br />
Befehl häufig angewendet, daher haben wir uns auch für diesen Befehl entschieden.<br />
Desweiteren erleichtert dieser Befehl die Fertigung von Werkstücken<br />
unterschiedlicher Größe und gleicher Geometrie, da die konstruktive Arbeit nur<br />
einmalig geleistet werden muss.<br />
Abb. 2 Programmierzeichnung ( Dathe, Diekmann, Werner )<br />
3/21
SS 2005<br />
Dathe, Diekmann<br />
Werner<br />
Fachdidaktisches Projekt I<br />
<strong>Zentrum</strong> für <strong>Didaktik</strong> <strong>der</strong> <strong>Technik</strong><br />
2.2 Klassenanalyse<br />
Die Klasse, Industriemechaniker im 3. Lehrjahr mit den beiden Schwerpunkten<br />
Betriebstechnik (9) und Maschinen- und Systemtechnik (10), besteht aus 19<br />
Schülern, die in neun verschiedenen Ausbildungsbetrieben ausgebildet werden.<br />
Ausbildungsbetriebe mit Lehrlingsbelegung:<br />
Betrieb Ort Anzahl <strong>der</strong> Schüler<br />
Schmidt Kranz & Co Walkenried 2<br />
Kappa Herzberg 4<br />
Exide Bad Lauterberg 3<br />
Harzguss Zorge 3<br />
Hormanit Herzberg 1<br />
Kamax Osterode 3<br />
Polychrome Osterode 2<br />
Zirbus Bad-Grund 1<br />
TU-Clausthal Clausthal 1<br />
Insgesamt 19<br />
Die Schulabschlüsse in <strong>der</strong> Lerngruppe verteilen sich wie folgt:<br />
HS Abschluss Sek. I Abschluss Erw. Sek. I Abschluss<br />
2 x 15 x 2 x<br />
Der Altersdurchschnitt <strong>der</strong> Klasse liegt bei 20 Jahren. ( 1 x 26 Jahre )<br />
Ein Schüler stammt gebürtig nicht aus Deutschland; er ist türkischer Abstammung.<br />
Mit sprachlichen Schwierigkeiten ist jedoch nicht zu rechnen, da <strong>der</strong> Schüler in<br />
Deutschland aufgewachsen ist.<br />
4/21
SS 2005<br />
Dathe, Diekmann<br />
Werner<br />
Fachdidaktisches Projekt I<br />
<strong>Zentrum</strong> für <strong>Didaktik</strong> <strong>der</strong> <strong>Technik</strong><br />
Die uns zugeteilte Versuchsgruppe, bestehend aus <strong>der</strong> Hälfte <strong>der</strong> Klasse, ist<br />
aufgrund <strong>der</strong> Tatsache, dass sie kurz vor <strong>der</strong> Abschlussprüfung steht, motiviert,<br />
unser Projekt mitzugestalten. Das wird an <strong>der</strong> Aufgeschlossenheit und<br />
Lernbereitschaft sowie durch Angebote, Material für das Werkstück zu beschaffen,<br />
deutlich. Dies ist positiv zu bewerten, da die Schüler im Moment eher unmotiviert auf<br />
nicht prüfungsrelevante Unterrichtsinhalte reagieren.<br />
Gruppenarbeit und projektbezogene Arbeiten sind den Schülern bekannt. Ein solides<br />
Textverständnis ist durch die schulische Vorbildung <strong>der</strong> meisten Schüler zu erwarten<br />
( siehe Tabelle S. 4 ).<br />
Die Vorkenntnisse <strong>der</strong> Schüler in Bezug auf den CNC- Kurs sahen wie folgt aus:<br />
- Koordinatensystem<br />
- Rechte-Hand-Regel<br />
- Grundlegende Befehle nach DIN 66025<br />
- Aufbau des NC-Programms<br />
- Aufbau des NC-Satzes bzw. -Wortes<br />
- Technologie Daten- Berechnung: Drehzahl, Vorschub nach Tabellen Buch<br />
- Technische Zeichnungen lesen<br />
- Grundlegende Bedienung des PCs<br />
Die Schüler zeigten sich im Unterricht interessiert, wie es aus <strong>der</strong> Auswertung <strong>der</strong><br />
Hospitation ( s. S. 16 ) hervorgeht. So konnten wir z.B. feststellen, dass die Schüler<br />
im Unterricht kaum unterrichtsfremde Aktivitäten unternommen haben. Diese<br />
beschränkten sich im Theorie- sowie im CNC-Unterricht auf z.B. das Lesen von<br />
unterrichtsfremden Materialien o<strong>der</strong> auf Gespräche mit dem Tischnachbarn. Dieses<br />
Verhalten ist auf die Tatsache zurückzuführen, dass im Computerraum sowie im<br />
Klassenraum ein generelles Trink- und Essverbot herrscht, das auch von den<br />
Schülern eingehalten wird. Die Klasse ist vom Verhalten eher unauffällig und ruhig.<br />
Dieses Verhalten ergibt sich aus <strong>der</strong> Tatsache, dass die Schüler kurz vor <strong>der</strong> Prüfung<br />
stehen und dementsprechend aktiv am Unterricht teilnehmen, weil es sich<br />
beispielsweise im Theorie-Unterricht fast ausschließlich um prüfungsrelevante<br />
Unterrichtsinhalte handelt.<br />
5/21
SS 2005<br />
Dathe, Diekmann<br />
Werner<br />
Fachdidaktisches Projekt I<br />
<strong>Zentrum</strong> für <strong>Didaktik</strong> <strong>der</strong> <strong>Technik</strong><br />
Das Sozialverhalten <strong>der</strong> Klasse ist sehr gut ausgeprägt. Die Schüler akzeptieren sich<br />
gegenseitig und es herrscht ein Miteinan<strong>der</strong> und kein Gegeneinan<strong>der</strong>. Dies wurde<br />
deutlich an diversen Situationen im CNC-Kurs, in dem die leistungsstarken Schüler<br />
bereitwillig nach <strong>der</strong> Fertigstellung ihres eigenen Auftrages den<br />
leistungsschwächeren Schülern zur Hilfe kamen.<br />
Desweiteren wurde deutlich, dass die Schüler durchweg interessiert an dem Thema<br />
CNC waren, obwohl es eigentlich nicht primär zum Aufgabenfeld des<br />
Industriemechanikers gehört. Dies ist eher die Aufgabe von Zerspanungstechnikern.<br />
Die einzige Ausnahme bilden drei Lehrlinge aus <strong>der</strong> Klasse, die von ihrem Betrieb die<br />
Anweisung bekamen, nicht an dem CNC-Kurs teilzunehmen, da es nicht ihrem<br />
Aufgabenfeld entspricht. Dies hatte zur Folge, dass diese drei Lehrlinge während <strong>der</strong><br />
Zeit, in <strong>der</strong> sie eigentlich CNC-Kurs hätten, am parallellaufenden Theorie-Unterricht<br />
von Herrn Nagel teilnahmen.<br />
Das Verhalten <strong>der</strong> Schüler gegenüber uns, den Studenten, war freundlich. Die<br />
Schüler verhielten sich in <strong>der</strong> Hospitation sowie während des Unterrichts im Projekt<br />
vorurteilslos gegenüber den Studenten als Interimslehrer. Sie ließen sich von uns<br />
durch den Unterricht führen und begleiten und nahmen uns als angehende<br />
Lehrkräfte wahr, die sie mit neuen Methoden überraschten. Insbeson<strong>der</strong>e wurde dies<br />
bei <strong>der</strong> Wahl <strong>der</strong> Leittext- Methode deutlich, da die Schüler nicht mit dieser Methode<br />
vertraut waren. Sie waren neugierig auf die Methode und auf das Projekt an sich. Im<br />
Nachhinein wurde dies deutlich, da die Schüler nach dem Unterricht ihre Lehrer nach<br />
<strong>der</strong> Leittext-Methode fragten und sie als angenehme Erfahrung herausstellten. Der<br />
ganze Projekt-Unterricht wurde sehr freizügig von den Schülern empfunden, obwohl<br />
er es eigentlich nicht war! Durch die genaue Planung des Unterrichts musste von uns<br />
nicht oft eingegriffen werden und die Schüler konnten dadurch mehr in ihren<br />
Gruppen und untereinan<strong>der</strong> arbeiten. Dies vermittelte ihnen die Erfahrung von<br />
Freizügigkeit.<br />
6/21
SS 2005<br />
Dathe, Diekmann<br />
Werner<br />
Fachdidaktisches Projekt I<br />
<strong>Zentrum</strong> für <strong>Didaktik</strong> <strong>der</strong> <strong>Technik</strong><br />
Abb. 3 Computerraum BBS II Osterode am Harz<br />
Abb. 4 Schüler programmieren den Arbeitsauftrag<br />
7/21
SS 2005<br />
Dathe, Diekmann<br />
Werner<br />
Fachdidaktisches Projekt I<br />
<strong>Zentrum</strong> für <strong>Didaktik</strong> <strong>der</strong> <strong>Technik</strong><br />
2.3 Rahmenlehrplan<br />
Bei <strong>der</strong> Planung unseres Unterrichtes haben wir uns an den gültigen<br />
Rahmenrichtlinien für die Berufsschule orientiert.<br />
In <strong>der</strong> Gruppe wurde auch <strong>der</strong> Entwurf des Rahmenlehrplanes für den<br />
Ausbildungsberuf Industriemechanikerin/Industriemechaniker <strong>der</strong> Kultusministerkonferenz<br />
(Stand: 25.03.2004) diskutiert. Wir haben uns für einen handlungsorientierten<br />
Unterricht als didaktisches Konzept entschieden, denn „(...) Dieses<br />
Lernen ist vor allem an die Reflexion <strong>der</strong> Vollzüge des Handelns ( des<br />
Handlungsplans, des Ablaufs, <strong>der</strong> Ergebnisse ) gebunden. Mit dieser gedanklichen<br />
Durchdringung beruflicher Arbeit werden die Voraussetzungen geschaffen für das<br />
Lernen in und aus <strong>der</strong> Arbeit. 1 “<br />
Der Rahmenlehrplan für Industriemechaniker sieht im 2. Lehrjahr das Lernfeld 8 vor,<br />
welches Fertigen auf numerisch gesteuerten Maschinen beinhaltet. Mit einem Anteil<br />
von 60 Schulstunden nimmt dieses Thema 1/5 des gesamten Jahresunterrichts <strong>der</strong><br />
Industriemechaniker ein.<br />
Der folgende Auszug ist aus den Rahmenrichtlinien für Industriemechaniker auf dem<br />
Stand vom 25.03.2004.<br />
Lernfeld 8: Fertigen auf numerisch gesteuerten Werkzeugmaschinen<br />
2. Ausbildungsjahr<br />
Zeitrichtwert: 60 Stunden<br />
Zielformulierung:<br />
Die Schülerinnen und Schüler fertigen Bauelemente durch Einzel- und<br />
Serienfertigung auf numerisch gesteuerten Werkzeugmaschinen. Sie lesen und<br />
erstellen Skizzen und Teilzeichnungen und entnehmen ihnen die erfor<strong>der</strong>lichen<br />
Informationen für die CNC-Fertigung. Sie ermitteln die technologischen und<br />
geometrischen Daten für die Bearbeitung und erstellen Arbeits- und Werkzeugpläne.<br />
Die Schülerinnen und Schüler planen die Einspannung für Werkstücke und<br />
1 aus: Nie<strong>der</strong>sächsisches Kultusministerium: Rahmenlehrplan für den Ausbildungsberuf<br />
Industriemechaniker/Industriemechanikerin. Beschluss <strong>der</strong> Kultusministerkonferenz vom 25.03.2004. Seite5<br />
8/21
SS 2005<br />
Dathe, Diekmann<br />
Werner<br />
Fachdidaktisches Projekt I<br />
<strong>Zentrum</strong> für <strong>Didaktik</strong> <strong>der</strong> <strong>Technik</strong><br />
Werkzeuge und richten die Werkzeugmaschine ein. Sie entwickeln CNC-Programme<br />
auch durch grafische Programmierverfahren und überprüfen sie durch Simulationen.<br />
Unter Anwendung ausgewählter Elemente des Qualitätsmanagements erstellen sie<br />
Prüfpläne auch im Hinblick auf die Serienfertigung. Sie wählen Prüfmittel aus,<br />
bewerten die Prüfergebnisse und optimieren auf dieser Grundlage den<br />
Fertigungsprozess, indem sie die Einflüsse <strong>der</strong> Fertigungsparameter auf Maße,<br />
Oberflächengüte und Produktivität berücksichtigen. Sie beachten die Bestimmungen<br />
des Arbeitsschutzes an CNC-Maschinen.<br />
Die von uns in unserem Fachdidaktischen Projekt behandelten Elemente des<br />
Rahmenlehrplans sind:<br />
- Arbeitsplan<br />
- Programmaufbau<br />
- Entwicklung von CNC-Programmen<br />
- Überprüfung von CNC-Programmen durch Simulation<br />
2.4 Leittextmethode<br />
Kurzbeschreibung:<br />
Die Leittextmethode ist eine erarbeitende Unterweisungsmethode, die sich auf<br />
Leittexte stützt. Das Grundprinzip <strong>der</strong> Leittextmethode besteht darin, das Selber-<br />
Lernen des Auszubildenden anzuleiten. Im Rahmen <strong>der</strong> Berufsausbildung wird diese<br />
Form <strong>der</strong> Selbstorganisation zur Vor- und Nachbereitung einer praktischen Tätigkeit<br />
und bei <strong>der</strong> Durchführung von Arbeitsaufgaben eingesetzt.<br />
9/21
SS 2005<br />
Dathe, Diekmann<br />
Werner<br />
Fachdidaktisches Projekt I<br />
<strong>Zentrum</strong> für <strong>Didaktik</strong> <strong>der</strong> <strong>Technik</strong><br />
Abb. 1 Leittextmethode und vollständige Handlung ( Weiner )<br />
Zielsetzung:<br />
Die Leittextmethode wird eingesetzt, um bei den Lernenden Selbstständigkeit und<br />
Handlungskompetenz zu entwickeln. Die Auszubildenden müssen ihren Lernprozess<br />
selbständig planen und die Inhalte größtenteils selbständig bearbeiten. Die Leittexte<br />
unterstützen sie dabei, die Arbeits- und Lernabläufe in Teilschritte zu zerlegen und<br />
<strong>der</strong>en Reihenfolge zu bestimmen und anzuwenden.<br />
Voraussetzungen <strong>der</strong> Auszubildenden:<br />
Die Leittextmethode kann bei Auszubildenden mit unterschiedlichen<br />
Lernvoraussetzungen eingesetzt werden. Auch unterschiedlichen Lerntypen wird<br />
diese Methode gerecht, da die Auszubildenden innerhalb vorgegebener Grenzen<br />
selbst bestimmen können, wie sie lernen, mit wem sie lernen, welche Hilfsmittel sie<br />
nutzen und welche Schwerpunkte sie setzen.<br />
Rolle des Ausbil<strong>der</strong>s:<br />
Der Ausbil<strong>der</strong> nimmt zunächst eine Beobachterrolle ein. Auch bei kleineren<br />
Schwierigkeiten <strong>der</strong> Auszubildenden sollte er nicht eingreifen. Wenn <strong>der</strong><br />
Auszubildende allerdings nicht mehr weiterkommt, ist Hilfestellung durch den<br />
Ausbil<strong>der</strong> gefor<strong>der</strong>t, wobei er hier idealerweise "Hilfe zur Selbsthilfe" gibt. Nach<br />
Abschluss <strong>der</strong> Aufgabe wird das Ergebnis mit den Auszubildenden besprochen und<br />
vorhandene Wissenslücken geschlossen.<br />
10/21
SS 2005<br />
Dathe, Diekmann<br />
Werner<br />
Fachdidaktisches Projekt I<br />
<strong>Zentrum</strong> für <strong>Didaktik</strong> <strong>der</strong> <strong>Technik</strong><br />
3. Unterrichtsentwurf<br />
1. und 2. Stunde: Einführung in den Arbeitsauftrag<br />
Planung und Bearbeitung des Arbeitsauftrages<br />
Entscheidung über den Arbeitsablauf<br />
Programmierung in EXSL zur Fertigung des Werkstückes<br />
3. und 4. Stunde: Fertigung des in Auftrag gegebenen Werkstückes<br />
Überprüfung <strong>der</strong> Maßgenauigkeit<br />
Ausgangstest<br />
Groblernziele: Die Sch. sollen<br />
• einen Arbeitsauftrag selbständig planen, durchführen und kontrollieren,<br />
• Sozialkompetenz durch Gruppenarbeit erlernen und för<strong>der</strong>n.<br />
Feinlernziele: Die Sch. sollen in Gruppenarbeit / Einzelarbeit<br />
• den Arbeitsauftrag verstehen und den Leittexten Informationen zur Planung des<br />
sachgerechten Arbeitsablaufes entnehmen,<br />
• die technische Zeichnung lesen (Wdh.),<br />
• die Vorgehensweise planen (Ablauf),<br />
• den Fertigungsablauf mit Hilfe des Programms EXSL programmieren,<br />
• das fertig programmierte Werkstück durch Simulation am Computer kontrollieren,<br />
• das Werkstück an <strong>der</strong> CNC - Fräsmaschine fertigen,<br />
• die Angaben über Oberfläche und Maßgenauigkeit überprüfen,<br />
• abschließend einen Ausgangstest durchführen.<br />
11/21
SS 2005<br />
Dathe, Diekmann<br />
Werner<br />
Fachdidaktisches Projekt I<br />
<strong>Zentrum</strong> für <strong>Didaktik</strong> <strong>der</strong> <strong>Technik</strong><br />
3.1 Unterrichtsverlauf<br />
Zeit/Phase Unterrichtsgeschehen Arbeits- und<br />
Sozialform<br />
08.00 – 09.15<br />
U.– Gespräch<br />
Einstieg<br />
Gruppenarbeit<br />
Aufgabenstellung<br />
Erarbeitung I<br />
09.15 – 09.30<br />
Präsentation<br />
und<br />
Sicherung<br />
09.45 – 10.30<br />
Erarbeitung<br />
II,<br />
Fertigung<br />
10.30 – 11.00<br />
Erarbeitung<br />
II,<br />
Kontrolle<br />
11.00 – 11.15<br />
Ergebnis -<br />
sicherung<br />
Begrüßung<br />
Lehrkraft stellt den Arbeitsauftrag vor<br />
L. fragt nach Verständnisschwierigkeiten<br />
bei den Leittexten<br />
Sch. finden sich zu drei Gruppen<br />
zusammen<br />
Sch. treffen eigenständig Entscheidungen<br />
über den Arbeitsprozess<br />
L. gibt u. U. Unterstützung<br />
Sch. erarbeiten das zu fertigende<br />
Werkstück am Computer mit Hilfe des<br />
Programms EXSL<br />
L. gibt u. U. Hilfestellung bei <strong>der</strong><br />
Bearbeitung <strong>der</strong> Aufgabe<br />
Sch. stellen ihre Ergebnisse vor. Dies<br />
geschieht durch die Simulation <strong>der</strong><br />
geschriebenen Programme. Alternativ<br />
können Sch., die bereits fertig sind, auch<br />
ihre Ergebnisse vorher vorstellen und<br />
danach bereits in die Werkstatt gehen,<br />
um mit <strong>der</strong> Fertigung zu beginnen<br />
Sch. fräsen in Gruppen an <strong>der</strong> CNC -<br />
Fräsmaschine die vorher mit EXSL<br />
programmierten Werkstücke.<br />
L.: Gibt u. U. Unterstützung bei <strong>der</strong><br />
Bearbeitung <strong>der</strong> Aufgabe<br />
Die Sch. kontrollieren die gefrästen<br />
Werkstücke mit einem Oberflächentester<br />
auf ihre Oberflächengenauigkeit.<br />
Desweiteren werden die Werkstücke mit<br />
<strong>der</strong> Mikrometermessschraube auf ihre<br />
Maßgenauigkeit überprüft. Die<br />
gemessenen Werte werden von den Sch.<br />
in ein vorgefertigtes Arbeitsblatt<br />
eingetragen.<br />
L.: Gibt u. U. Unterstützung bei <strong>der</strong><br />
Bedienung <strong>der</strong> Messzeuge.<br />
Gemeinsames Abschlussgespräch über<br />
die Ergebnisse<br />
Ausgangstest 2<br />
U.- Gespräch<br />
Gruppenarbeit<br />
Gruppenarbeit<br />
Gruppenarbeit<br />
U.- Gespräch<br />
Einzelarbeit<br />
Medien/<br />
Materialien<br />
Arbeitsauftrag,<br />
Technische<br />
Zeichnung,<br />
Leittexte,<br />
Computer mit<br />
EXSL<br />
Arbeitsauftrag,<br />
Computer mit<br />
EXSL<br />
Rohling,<br />
CNC - Fräse<br />
Werkstück,<br />
Hommel T 500<br />
Oberflächen –<br />
tester,<br />
Mikrometer –<br />
messschraube<br />
Arbeitsblatt<br />
Werkstück,<br />
Ausgangstest<br />
2 Eingangstest wurde eine Woche zuvor, vor <strong>der</strong> Ausgabe <strong>der</strong> Leittexte, durchgeführt.<br />
12/21
SS 2005<br />
Dathe, Diekmann<br />
Werner<br />
Fachdidaktisches Projekt I<br />
<strong>Zentrum</strong> für <strong>Didaktik</strong> <strong>der</strong> <strong>Technik</strong><br />
4. Erreichte Lernziele<br />
Die Schüler haben in <strong>der</strong> Gruppe gezeigt, dass sie Teamkompetenz besitzen und<br />
Aufgaben mit Hilfe von Leittexten bearbeiten und lösen können. Die Aufgaben<br />
innerhalb einer Gruppe waren überwiegend „gerecht“ verteilt.<br />
Bei <strong>der</strong> Programmierung des Arbeitsauftrags entstanden zwei Verständnisprobleme,<br />
die wir vor <strong>der</strong> Klasse kurz erörterten, damit die Programmierung in <strong>der</strong> Gruppe<br />
wie<strong>der</strong> aufgenommen werden konnte. Die Schwierigkeiten lagen in folgenden<br />
Aspekten begründet:<br />
• Bei <strong>der</strong> Programmierung <strong>der</strong> Kreisbahnkorrektur traten Probleme auf<br />
(lückenhaftes Vorwissen).<br />
• Ungenaue Formulierung des Leittextes bezüglich <strong>der</strong> erfor<strong>der</strong>lichen<br />
Nullpunktverschiebung vor <strong>der</strong> Skalierung.<br />
Obgleich diese Schwierigkeiten entstanden, war jede Gruppe letztendlich in <strong>der</strong><br />
Lage, das Werkstück zu programmieren und zu fertigen.<br />
Die anschließende Kontrolle <strong>der</strong> Maße und <strong>der</strong> Oberflächenrauigkeit bestätigen die<br />
erfolgreiche Projektdurchführung mit geringen Toleranzabweichungen, die durch eine<br />
Maschinenungenauigkeit zu begründen ist. Dieses wurde von den Schülern auf dem<br />
Arbeitsblatt richtig herausgestellt.<br />
Die von uns gestellte Frage zum Prinzip <strong>der</strong> Baureihe wurde ebenfalls von allen<br />
Gruppen gelöst.<br />
13/21
SS 2005<br />
Dathe, Diekmann<br />
Werner<br />
Fachdidaktisches Projekt I<br />
<strong>Zentrum</strong> für <strong>Didaktik</strong> <strong>der</strong> <strong>Technik</strong><br />
4.1 Auswertung des Eingangs- und Ausgangstests<br />
Der Eingangs- und Ausgangstest wurde durchgeführt, um die Nachhaltigkeit des<br />
Lehr-/Lernarrangements festzuhalten. Er zielte vom Aufbau her auf schon<br />
vorhandenes Vorwissen bzw. Wissen, welches im Unterricht vermittelt werden sollte<br />
ab. Eine Woche vor <strong>der</strong> Durchführung des Projektes wurde <strong>der</strong> Eingangstest, ohne<br />
die Leittexte vorher zu verteilen, durchgeführt. Beim Bearbeiten des Testes waren die<br />
Schüler dazu angehalten, nicht, wie in <strong>der</strong> Projektdurchführung, in Gruppen zu<br />
arbeiten, son<strong>der</strong>n den Test in Einzelarbeit zu bearbeiten. Der Test bestand aus<br />
jeweils sieben Fragen (s. Anhang), die aus dem allgemeinen Gebiet <strong>der</strong> CNC-<br />
Fertigung stammten sowie fachspezifisch auf das Programm ausgerichtet und auch<br />
auf bestimmte Vorgehensweisen im Arbeitsalltag des Industriemechanikers<br />
abzielten. Beispiele hierfür wären: Welche Messwerkzeuge werden zur Feststellung<br />
<strong>der</strong> Maßhaltigkeit am Werkstück und zur Bestimmung <strong>der</strong> Oberflächenrauigkeit<br />
eingesetzt Welche Eigenschaften sollte ein Werkstoff besitzen um ihn mit einer<br />
relativ hohen Schnittgeschwindigkeit ( V c ) zu bearbeiten Beispiele für den<br />
fachspezifischen CNC Teil wären: Was beinhaltet die DIN 66025; Was sagen die<br />
Programmierbefehle M3 und M4 aus<br />
Am Eingangstest wurde durch nicht ausreichend beantwortete Fragen deutlich, dass<br />
das Vorwissen bezüglich genereller fachspezifischer Fragen, wie oben genannt,<br />
doch eher gering ausfiel. Im Durchschnitt wurden im Eingangstest drei von sieben<br />
Fragen richtig beantwortet. Bei den richtig beantworteten Fragen handelte es sich um<br />
die Fragen eins, vier und sieben. Die Themenschwerpunkte dieser Fragen lagen im<br />
allgemeinen Bereich sowie im fachspezifischen Bereich <strong>der</strong> CNC-Fertigung. Dies ist<br />
nach unserer Einschätzung zum einen darauf zurückzuführen, dass die Schüler nicht<br />
auf einen Eingangstest vorbereitet waren, an<strong>der</strong>erseits lag es daran, dass es an<br />
vertieftem Vorwissen mangelte. Dies ist darauf zurückzuführen, das <strong>der</strong> CNC- Kurs<br />
nicht prüfungsrelevant ist.<br />
Durch den Ausgangstest wurde deutlich, dass die Leittexte gelesen und bearbeitet<br />
wurden und auch eine Bestätigung dafür sind, dass die Wahl <strong>der</strong> Leittext-Methode<br />
ein positiver Methodenansatz war.<br />
<strong>14</strong>/21
SS 2005<br />
Dathe, Diekmann<br />
Werner<br />
Fachdidaktisches Projekt I<br />
<strong>Zentrum</strong> für <strong>Didaktik</strong> <strong>der</strong> <strong>Technik</strong><br />
Der Durchschnitt <strong>der</strong> richtig beantworteten Fragen ist mit 6,5 richtigen Antworten<br />
deutlich höher als beim Eingangstest. Die beiden Schüler, die eine <strong>der</strong> Fragen nicht<br />
richtig beantwortet haben, zeigten Wissenslücken im Bereich <strong>der</strong> allgemeinen CNC-<br />
Kenntnisse. Somit ist für uns festzustellen, dass das Lehr-/Lernarrangement in<br />
gewünschter Weise erfolgreich eingesetzt wurde und eine Erweiterung des<br />
Vorwissens sowie ein Neuzuwachs an Wissen verzeichnet werden konnte. Dies ist<br />
nach unserer Einschätzung unter an<strong>der</strong>em darauf zurückzuführen, dass die Leittext-<br />
Methode etwas Neues und Unbekanntes für die Schüler darstellte und dadurch die<br />
Motivation erhöhte. Dies wurde z.B. durch einen konkreten Bezug zum Arbeitsalltag<br />
durch die Aufgaben des zu bearbeitenden Arbeitsauftrags verdeutlicht.<br />
Die nachstehende Tabelle zeigt die Ergebnisse des Eingangs- und Ausgangstests.<br />
Abb. 5 Grafische Darstellung <strong>der</strong> Testergebnisse ( Dathe, Diekmann, Werner )<br />
15/21
SS 2005<br />
Dathe, Diekmann<br />
Werner<br />
Fachdidaktisches Projekt I<br />
<strong>Zentrum</strong> für <strong>Didaktik</strong> <strong>der</strong> <strong>Technik</strong><br />
4.2 Auswertung <strong>der</strong> Hospitationsbeobachtungen<br />
Die von uns durchgeführte Hospitation lief über sieben Wochen und wurde von uns<br />
durch Beobachtungsbögen ergänzt. Die Beobachtungsbögen wurden von uns für die<br />
Hospitation erstellt und hatten folgende Schwerpunkte:<br />
- Verhalten <strong>der</strong> Schüler im Unterricht<br />
- Beteiligung <strong>der</strong> Schüler am Unterricht<br />
- Lerninhalte des Unterrichts<br />
Die gestellten Fragen <strong>der</strong> Beobachtung wurden von uns in einem Bogen zum<br />
Ankreuzen festgehalten ( s. Anhang ). Die Bewertung <strong>der</strong> Bögen wurde wie folgt<br />
vorgenommen:<br />
Bewertung Bewertungsstufen<br />
0 Entspricht nicht<br />
1 Entspricht kaum<br />
2 Entspricht<br />
3 Entspricht in hohem Maß<br />
Durch diese Art <strong>der</strong> Bewertung war es uns möglich, genau zu beobachten und später<br />
einfach nur anzukreuzen, wie und in welchem Maße die Aussage zutrifft. Die<br />
folgende Tabelle zeigt die Ergebnisse <strong>der</strong> Hospitationsbögen in <strong>der</strong> Übersicht.<br />
Durchschnittliche Bewertung<br />
3<br />
2<br />
1<br />
Durchschnittliche<br />
Bewertung<br />
0<br />
Überfor<strong>der</strong>ung<br />
Lerninhalt von<br />
Dauer<br />
Zwänge<br />
Konzentration<br />
Motivation<br />
Beteiligung<br />
Unterrichtsfremde<br />
Aktivitäten<br />
Artikulation<br />
Abb. 6 Grafische Darstellung <strong>der</strong> Hospitationsbögen ( Dathe, Diekmann, Werner )<br />
16/21
SS 2005<br />
Dathe, Diekmann<br />
Werner<br />
Fachdidaktisches Projekt I<br />
<strong>Zentrum</strong> für <strong>Didaktik</strong> <strong>der</strong> <strong>Technik</strong><br />
Aus <strong>der</strong> Bewertung wird deutlich, dass die Schüler während unserer Hospitationszeit<br />
kaum mit dem zu bewältigenden Lehrstoff überfor<strong>der</strong>t waren. Sie sind während <strong>der</strong><br />
ganzen Zeit gut mit den Lernzielen <strong>der</strong> Klasse klar gekommen. Hier sollte man<br />
erwähnen, dass die Schüler bei steigen<strong>der</strong> Komplexität <strong>der</strong> Aufgaben auch größere<br />
Schwierigkeiten bei <strong>der</strong> Bearbeitung bekommen. Zu erkennen war, dass die<br />
Lerninhalte, die durch Herrn Mecke in kleineren Aufgaben verteilt wurden, besser von<br />
den Schülern zu bewältigen waren. Die Schüler konnten größtenteils gut mit den<br />
Aufgaben umgehen und verstanden es, dass Gelernte auch wirklich anzuwenden<br />
und in „Programmierpraxis“ umzusetzen.<br />
Wir haben beobachtet, dass die Schüler bei steigendem Abstraktionsniveau<br />
Probleme bekommen. Durch die immer wie<strong>der</strong>kehrenden Aufgabenstellungen sind<br />
die Schüler unserer Ansicht nach gewissen Zwängen ausgesetzt, die sie dazu<br />
bringen, die Aufgaben genau zu bearbeiten. Gleichzeitig tragen sie dazu bei, dass<br />
<strong>der</strong> Ablauf verständlicher wird und die Schüler ständig üben. Durch die Wie<strong>der</strong>holung<br />
wurden die Schüler zunehmend sicherer in ihren Arbeitsschritten. Durch die gute<br />
räumliche Ausstattung und die gute Lernumgebung fiel es den Schülern leichter, sich<br />
zu konzentrieren und dem Unterricht zu folgen. Dies wird durch die verän<strong>der</strong>te<br />
Lernsituation „Arbeitsplatz am Rechner“ geför<strong>der</strong>t. Hier entsteht ein kleiner<br />
Freiheitsraum, den die Schüler gerne nutzen. Im Eigentlichen werden die Schüler<br />
auch durch diese verän<strong>der</strong>ten Arbeitsbedingungen für den Unterricht motiviert, da sie<br />
aus dem Normalkonzept herausfallen, wobei die Motivation wie<strong>der</strong>um mit steigen<strong>der</strong><br />
Abstraktion <strong>der</strong> Aufgaben fällt. Es ist den Schülern recht, einige kleine Aufgaben zu<br />
bearbeiten, es fällt ihnen jedoch schwer sich auf ein höheres Niveau zu begeben und<br />
sich dabei anstrengen zu müssen.<br />
Die Schüler zeigten deutlich, dass die Beteiligung am Unterricht gut ist. Im Normalfall<br />
wurden die gestellten Aufgaben gut und zügig von ihnen bearbeitet. Zu erwähnen ist<br />
hier, dass die Sozialisation <strong>der</strong> Schüler gut gelungen ist, weil in dieser Klasse die<br />
„stärkeren“ Schüler den „schwächeren“ Schülern immer sehr schnell zur Hilfe geeilt<br />
sind. Dies zeigt, dass sie einan<strong>der</strong> akzeptieren und sich gegenseitig för<strong>der</strong>n. Die<br />
unterrichtsfremden Aktivitäten <strong>der</strong> Schüler hielten sich in Grenzen, da <strong>der</strong><br />
Computerraum ein Ess- und Trinkverbot beinhaltet. Die unterrichtsfremden<br />
Aktivitäten werden somit auf Reden und evtl. Lesen im Unterricht beschränkt.<br />
17/21
SS 2005<br />
Dathe, Diekmann<br />
Werner<br />
Fachdidaktisches Projekt I<br />
<strong>Zentrum</strong> für <strong>Didaktik</strong> <strong>der</strong> <strong>Technik</strong><br />
Die Klasse verfügt nach unseren Beobachtungen über ein gutes sprachliches<br />
Niveau. Die meisten <strong>der</strong> Schüler bemühen sich, um sich vernünftig zu artikulieren<br />
und zu verhalten. Sie sind nicht beson<strong>der</strong>s laut gewesen und haben es verstanden,<br />
fachspezifische Sprache gezielt einzusetzen. All diese Beobachtungen beruhen auf<br />
den durchgeführten Hospitationen. Die verstärkte Beobachtung <strong>der</strong> Klasse und ihres<br />
Verhaltens hat es uns ermöglicht, den Unterricht besser auf sie „zuzuschneiden“.<br />
Dies gilt im Beson<strong>der</strong>en bei <strong>der</strong> Aufgabenstellung und dem zu erwartenden Umgang<br />
mit <strong>der</strong>selbigen.<br />
4.3 Weiterentwicklung des Lehr- Lernarrangements<br />
Das Vorwissen <strong>der</strong> Schüler sollte noch genauer erfasst werden, um ein erfolgreiches<br />
selbstständiges Arbeiten zu ermöglichen. Dies wäre möglich, indem man eine<br />
längere Hospitationsphase einplant und durchführt. Die Ergebnisse dieser<br />
Hospitationsphase können dann in den zu planenden Unterricht einfließen. Dadurch<br />
würde eine sehr viel genauere Planung des Arbeitsauftrages und <strong>der</strong> Fertigung<br />
ermöglicht werden.<br />
Bei <strong>der</strong> Leittext-Methode ist eine sehr differenzierte Planung des Leittextes zu<br />
beachten. Es muss berücksichtigt werden, dass alle Möglichkeiten <strong>der</strong><br />
Arbeitsaufgabe erfasst werden. Die differenzierte Planung des Projektes beruht im<br />
eigentlichen auf <strong>der</strong> erweiterten Hospitation, die die Erstellung einer genau<br />
zugeschnittenen Arbeitsaufgabe mit allen gewünschten Aspekten ermöglicht.<br />
Die Aufgabenstellung sollte im Hinblick auf das zu fertigende Werkstück genau<br />
gestellt sein und auch die zu lernenden Aspekte einschließen. So müsste<br />
beispielweise die Skalierung an einem an<strong>der</strong>en Beispiel deutlich gemacht werden, so<br />
dass man erkennen kann, wie eine Baureihe funktioniert. Als Beispiel hierfür wäre<br />
eine zu fräsende Tasche geeignet. Dadurch könnte exakt die Funktion einer<br />
Baureihe verdeutlicht werden, da dasselbe Bauteil durch den Skalierbefehl entwe<strong>der</strong><br />
kleiner o<strong>der</strong> größer wird, ohne dabei die eigentliche Form zu verlieren. Dies ist ein<br />
wichtiger Aspekt <strong>der</strong> Baureihe und damit eigentlich auch <strong>der</strong> fast wichtigste Aspekt<br />
des Skalierbefehls, da dieser das Bauteil bzw. Teile des Bauteils vergrößert o<strong>der</strong><br />
verkleinert.<br />
18/21
SS 2005<br />
Dathe, Diekmann<br />
Werner<br />
Fachdidaktisches Projekt I<br />
<strong>Zentrum</strong> für <strong>Didaktik</strong> <strong>der</strong> <strong>Technik</strong><br />
5. Fazit<br />
Lassen wir das erste fachdidaktische Projekt Revue passieren, so stellen wir fest,<br />
dass die universitäre Ausbildung eine sehr gute Vorbereitung auf den späteren Beruf<br />
bietet. Das Projekt hat aufgezeigt, dass die theoretische Ausbildung sinnvollerweise<br />
durch Praxiserfahrung zu ergänzen ist. Bereits gesammelte positive Erfahrungen aus<br />
unseren ersten Schulpraktika in Bezug auf das Agieren vor einer Klasse wurden<br />
auch hier bestätigt.<br />
Die Schüler haben sehr gut mitgearbeitet und es breitete sich ein angenehm ruhiges<br />
Lernklima aus, was auf die starke Motivation <strong>der</strong> Schüler zurückzuführen ist. Die<br />
positiven Eigenschaften <strong>der</strong> Klasse, die sich während <strong>der</strong> Hospitation bereits<br />
herauskristallisierten, bestätigten sich innerhalb <strong>der</strong> Unterrichtssituation. Die<br />
Leistungen innerhalb <strong>der</strong> Gruppen waren in etwa gleichwertig. Wir mussten in allen<br />
Gruppen nur geringe Denkanstösse und programmiertechnische Hintergründe als<br />
Hilfestellung zur Bearbeitung des Arbeitsauftrages geben. Keine Gruppe war<br />
überfor<strong>der</strong>t und die Aufgabenstellung erschien nicht zu komplex für die Lerngruppe.<br />
Insgesamt waren wir mit <strong>der</strong> Durchführung sowie mit <strong>der</strong> Mitarbeit <strong>der</strong> Schüler sehr<br />
zufrieden.<br />
Die Durchführung im „Lehrer-Team“ erwies sich als unproblematisch, weil<br />
Arbeitsbereiche und Zuständigkeiten im Vorfeld diskutiert wurden. Je<strong>der</strong> Teilnehmer<br />
hat seine Aufgaben wahrgenommen und gewissenhaft erfüllt, so dass eine<br />
harmonische und erfolgreiche Umsetzung des fachdidaktischen Projektes I mit dem<br />
Schwerpunkt „handlungsorientierter Unterricht mit Hilfe <strong>der</strong> Leittext-Methode“ nichts<br />
im Wege stand.<br />
In diesem Sinne blicken wir dem zweiten fachdidaktischen Projekt zuversichtlich<br />
entgegen und haben bereits mit <strong>der</strong> Planung hierfür begonnen.<br />
19/21
SS 2005<br />
Dathe, Diekmann<br />
Werner<br />
Fachdidaktisches Projekt I<br />
<strong>Zentrum</strong> für <strong>Didaktik</strong> <strong>der</strong> <strong>Technik</strong><br />
6. Literaturverzeichniss<br />
6.1 Abbildungsverzeichniss<br />
Abb. 1 Leittextmethode und vollständige Handlung ( Weiner, A. )<br />
Abb. 2 Programmierzeichnung ( Dathe, Diekmann, Werner )<br />
Abb. 3 Computerraum BBS II Osterode am Harz ( Dathe, Diekmann, Werner )<br />
Abb. 4 Schüler programmieren den Arbeitsauftrag ( Dathe, Diekmann, Werner )<br />
Abb. 5 Grafische Darstellung <strong>der</strong> Testergebnisse ( Dathe, Diekmann, Werner )<br />
Abb. 6 Grafische Darstellung <strong>der</strong> Hospitationsbögen ( Dathe, Diekmann, Werner )<br />
6.2 Abkürzungsverzeichniss<br />
L. Lehrkraft<br />
Sch. Schüler<br />
U. Unterricht<br />
u.U. unter Umständen<br />
6.3 Quellenverzeichniss<br />
- Dobler, Doll, Fischer, Günter, Heinzler, Ignatowitz, Vetter: Fachkunde Metall,<br />
54. Auflage, Verlag Europa Lehrmittel, Haan–Gruiten, 2003<br />
- EXSL CNC-Programm<br />
- www.zdt.uni-hannover.de/pdf/skripte/didaktik/dt_Methodenkonzepte_HoU.pdf<br />
- http://www.hommel.de/de/Produkte/data/T500_deu_521859.pdf<br />
- http://www.hommel.de/de/Produkte/Produkte.aspProduktgruppe=9&Produkt=<br />
24<br />
- Nie<strong>der</strong>sächsisches Kultusministerium: Rahmenlehrplan für den<br />
Ausbildungsberuf Industriemechaniker/Industriemechanikerin. Beschluss <strong>der</strong><br />
Kultusministerkonferenz vom 25.03.2004. www.kmk.de<br />
- Weiner, A., Ausbildungsberufe in <strong>der</strong> beruflichen Fachrichtung Metalltechnik –<br />
Ausbildungsordnung, Rahmenlehrplan, Richtlinien für den Unterricht an<br />
Berufsschulen<br />
20/21
SS 2005<br />
Dathe, Diekmann<br />
Werner<br />
Fachdidaktisches Projekt I<br />
<strong>Zentrum</strong> für <strong>Didaktik</strong> <strong>der</strong> <strong>Technik</strong><br />
7. Anhang<br />
21/21