

Laserstrahlschweissen Leseprobe

Sie wollen auch ein ePaper? Erhöhen Sie die Reichweite Ihrer Titel.
YUMPU macht aus Druck-PDFs automatisch weboptimierte ePaper, die Google liebt.
Fokus von der Werkstückoberfläche in das Werkstück hinein mit negativem Vorzeichen und vom<br />
Werkstück weg mit positivem Vorzeichen geschrieben wird. Durch Defokussierung, also die Änderung<br />
der Fokuslage, kann unter Ausnutzung des Divergenzwinkels des fokussierten Laserstrahls<br />
die Leistungsdichte im Brennfleck an der Werkstückoberfläche variiert werden.<br />
Gemäß DIN EN ISO 11145 wird die Rayleigh-Länge in Strahlausbreitungsrichtung von der<br />
Strahltaille bis zu dem Punkt gemessen, bei dem die Strahlquerschnittsfläche das Doppelte der<br />
Strahltaille beträgt. Sie wird durch folgende Gleichungen berechnet:<br />
z<br />
R<br />
2<br />
F<br />
π ⋅ d<br />
=<br />
4 ⋅ λ<br />
oder z<br />
R<br />
d F<br />
=<br />
Θ<br />
= F ⋅ d<br />
F<br />
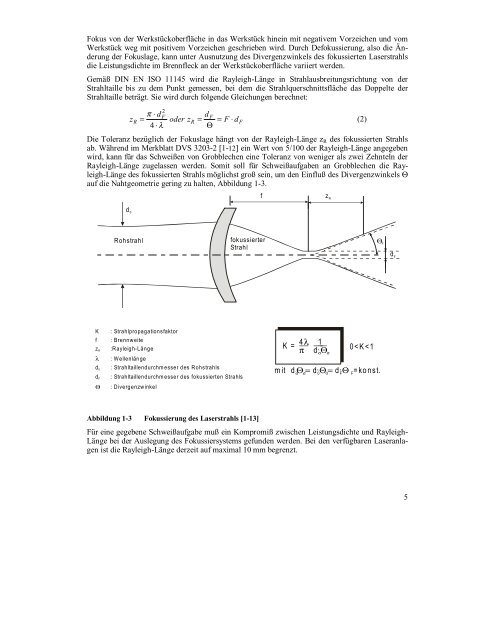
Die Toleranz bezüglich der Fokuslage hängt von der Rayleigh-Länge z R des fokussierten Strahls<br />
ab. Während im Merkblatt DVS 3203-2 [1-12] ein Wert von 5/100 der Rayleigh-Länge angegeben<br />
wird, kann für das Schweißen von Grobblechen eine Toleranz von weniger als zwei Zehnteln der<br />
Rayleigh-Länge zugelassen werden. Somit soll für Schweißaufgaben an Grobblechen die Rayleigh-Länge<br />
des fokussierten Strahls möglichst groß sein, um den Einfluß des Divergenzwinkels Θ<br />
auf die Nahtgeometrie gering zu halten, Abbildung 1-3.<br />
f2,57" z R<br />
1,82"<br />
(2)<br />
d 0<br />
Rohstrahl<br />
fokussierter<br />
Strahl<br />
Θ F<br />
d F<br />
K<br />
f<br />
z<br />
λ<br />
d<br />
d<br />
R<br />
0<br />
F<br />
Θ<br />
: Strahlpropagationsfaktor<br />
: Brennweite<br />
:Rayleigh-Länge<br />
: Wellenlänge<br />
: Strahltaillendurchmesser des Rohstrahls<br />
: Strahltaillendurchmesser des fokussierten Strahls<br />
: Divergenzwinkel<br />
K =<br />
4λ<br />
1<br />
π d.<br />
σ Θ<br />
0














