

Laserstrahlschweissen Leseprobe

Sie wollen auch ein ePaper? Erhöhen Sie die Reichweite Ihrer Titel.
YUMPU macht aus Druck-PDFs automatisch weboptimierte ePaper, die Google liebt.
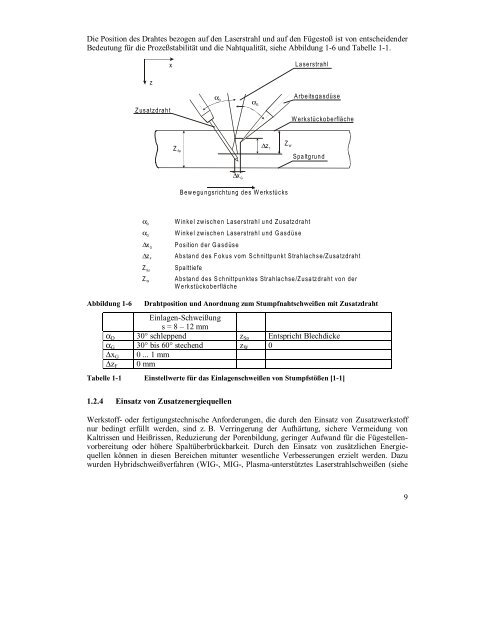
Die Position des Drahtes bezogen auf den Laserstrahl und auf den Fügestoß ist von entscheidender<br />
Bedeutung für die Prozeßstabilität und die Nahtqualität, siehe Abbildung 1-6 und Tabelle 1-1.<br />
x<br />
Laserstrahl<br />
z<br />
Zusatzdraht<br />
α D<br />
α G<br />
Arbeitsgasdüse<br />
Werkstückoberfläche<br />
Z Sp<br />
Δz f<br />
Z W<br />
Spaltgrund<br />
Δx G<br />
Bewegungsrichtung des Werkstücks<br />
α D<br />
α G<br />
Δx G<br />
Δz F<br />
Z S p<br />
Z W<br />
Winkel zwischen Laserstrahl und Zusatzdraht<br />
Winkel zwischen Laserstrahl und Gasdüse<br />
Position der Gasdüse<br />
Abstand des Fokus vom Schnittpunkt Strahlachse/Zusatzdraht<br />
Spalttiefe<br />
Abstand des Schnittpunktes Strahlachse/Zusatzdraht von der<br />
Werkstückoberfläche<br />
Abbildung 1-6<br />
Drahtposition und Anordnung zum Stumpfnahtschweißen mit Zusatzdraht<br />
Einlagen-Schweißung<br />
s = 8 – 12 mm<br />
α D 30° schleppend z Sp Entspricht Blechdicke<br />
α G 30° bis 60° stechend z W 0<br />
Δx G 0 ... 1 mm<br />
Δz F 0 mm<br />
Tabelle 1-1 Einstellwerte für das Einlagenschweißen von Stumpfstößen [1-1]<br />
1.2.4 Einsatz von Zusatzenergiequellen<br />
Werkstoff- oder fertigungstechnische Anforderungen, die durch den Einsatz von Zusatzwerkstoff<br />
nur bedingt erfüllt werden, sind z. B. Verringerung der Aufhärtung, sichere Vermeidung von<br />
Kaltrissen und Heißrissen, Reduzierung der Porenbildung, geringer Aufwand für die Fügestellenvorbereitung<br />
oder höhere Spaltüberbrückbarkeit. Durch den Einsatz von zusätzlichen Energiequellen<br />
können in diesen Bereichen mitunter wesentliche Verbesserungen erzielt werden. Dazu<br />
wurden Hybridschweißverfahren (WIG-, MIG-, Plasma-unterstütztes Laserstrahlschweißen (siehe<br />
9














