

Laserstrahlschweissen Leseprobe

Erfolgreiche ePaper selbst erstellen
Machen Sie aus Ihren PDF Publikationen ein blätterbares Flipbook mit unserer einzigartigen Google optimierten e-Paper Software.
100<br />
%<br />
60<br />
Schweißtiefe t Reflexion R<br />
40<br />
20<br />
0<br />
4<br />
mm<br />
2<br />
1<br />
Werkstoff:<br />
Stahl<br />
Wellenlänge λ:<br />
10,6 µm<br />
Laserleistung:<br />
2 kW<br />
Schweißgeschwindigkeit: 10 mm/s<br />
Arbeitsgas:<br />
Helium<br />
Abbildung 1-2<br />
0<br />
10 10 W/cm 10<br />
5 6 2 7<br />
Laserintensität I<br />
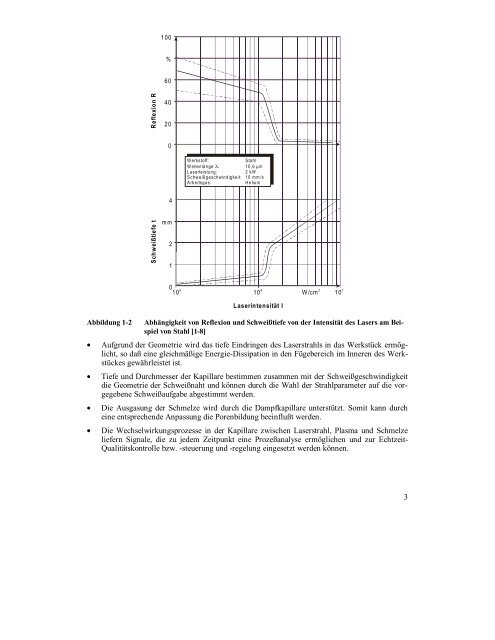
Abhängigkeit von Reflexion und Schweißtiefe von der Intensität des Lasers am Beispiel<br />
von Stahl [1-8]<br />
• Aufgrund der Geometrie wird das tiefe Eindringen des Laserstrahls in das Werkstück ermöglicht,<br />
so daß eine gleichmäßige Energie-Dissipation in den Fügebereich im Inneren des Werkstückes<br />
gewährleistet ist.<br />
• Tiefe und Durchmesser der Kapillare bestimmen zusammen mit der Schweißgeschwindigkeit<br />
die Geometrie der Schweißnaht und können durch die Wahl der Strahlparameter auf die vorgegebene<br />
Schweißaufgabe abgestimmt werden.<br />
• Die Ausgasung der Schmelze wird durch die Dampfkapillare unterstützt. Somit kann durch<br />
eine entsprechende Anpassung die Porenbildung beeinflußt werden.<br />
• Die Wechselwirkungsprozesse in der Kapillare zwischen Laserstrahl, Plasma und Schmelze<br />
liefern Signale, die zu jedem Zeitpunkt eine Prozeßanalyse ermöglichen und zur Echtzeit-<br />
Qualitätskontrolle bzw. -steuerung und -regelung eingesetzt werden können.<br />
3














