DER KONSTRUKTEUR 4/2018
DER KONSTRUKTEUR 4/2018
DER KONSTRUKTEUR 4/2018
- TAGS
- konstrukteur

Sie wollen auch ein ePaper? Erhöhen Sie die Reichweite Ihrer Titel.
YUMPU macht aus Druck-PDFs automatisch weboptimierte ePaper, die Google liebt.
19073<br />
04 APRIL <strong>2018</strong><br />
AM PULS <strong>DER</strong> TECHNIK<br />
52 I MIT PNEUMATIK<br />
AUF DRAHT<br />
82 I DURCHGÄNGIGE<br />
DATEN DRUCKFRISCH<br />
VOLKER KUHOFF: „UNSERE<br />
ANTRIEBSTECHNIK BEWÄHRT SICH<br />
AUCH IN INTRALOGISTISCHEN<br />
LUFTFRACHTSYSTEMEN“<br />
TITELSTORY<br />
READY FOR<br />
TAKE-OFF<br />
DerKonstrukteur.de
Taktik-Tipp<br />
vom Greif-Experten.<br />
Teamplayer.<br />
SCHUNK Co-act EGP-C Greifer<br />
Dererste zertifizierte Industriegreifer<br />
für den kollaborierenden Betrieb<br />
schunk.com/co-act-egp-c<br />
Hannover Messe<br />
23.-27.04.<strong>2018</strong> | Halle 17 | Stand B40<br />
© <strong>2018</strong> SCHUNK GmbH & Co. KG<br />
SCHUNK-<br />
Wettmeister<br />
Das SCHUNK-Tippspiel zum Fußball-Highlight des Jahres.<br />
schunk.com/tippspiel
EDITORIAL<br />
EINE NEUE REALITÄT?<br />
Virtueller Realismus – so könnte vielleicht eine Kunst- oder Literaturrichtung<br />
der nahen Zukunft benannt sein – oder doch eher Digitalismus? Auch<br />
Philosophen sollten hier eine neue Spielwiese finden. Als Konstrukteure und<br />
Entwickler können Sie mit der digitalen Technologie der Virtual Reality (VR)<br />
an Ihrem Arbeitsplatz bereits „Handfestes“ greifen – wenn nicht schon<br />
heute, dann mit Sicherheit in ganz naher Zukunft.<br />
Virtual Reality ist mehr als ein Spielzeug, auf das sich nicht nur die<br />
Consumer-Industrie gestürzt hat. Virtual Reality ist die logische und<br />
konsequente Weiterentwicklung des Grundansatzes von Computer Aided<br />
Design (CAD), des digitalen Konstruierens. Hier fing die digitale Realität im<br />
Maschinenbau schon in den 80er Jahren des letzten Jahrhunderts zweidimensional<br />
an, bevor es in die 3D-Welt ging. Ende der 90er Jahre kam mit<br />
Digital Mock-Up der entscheidende Schritt zu einer ersten durchgängigen<br />
virtuellen Produktentwicklung. Baugruppensimulationen und Kollisionsprüfungen<br />
waren jetzt am digitalen Modell möglich. Die Funktion einer<br />
Baugruppe oder Maschine konnte damit, ohne dass sie physisch existiert,<br />
simuliert, validiert und optimiert werden.<br />
Die VR-Technologie setzt heute noch eins drauf: Mit der VR-Brille können Sie<br />
in Ihre Konstruktion eintauchen und mit ihr interagieren. Sie erhalten neue<br />
Einsichten in Ihre Konstruktionen, die Ihnen bislang nicht denkbare bzw.<br />
vorstellbare Konstruktionsansätze ermöglichen. VR wird zum unverzichtbaren<br />
Werkzeug. VR wird zur Realität in der Konstruktion, so wie zuvor<br />
2D- und dann 3D-CAD.<br />
Dr. Michael Döppert<br />
Chefredakteur<br />
m.doeppert@vfmz.de
INHALT<br />
MENSCHEN UND MÄRKTE<br />
03 Editorial: Eine neue Realität?<br />
06 <strong>DER</strong> <strong>KONSTRUKTEUR</strong> persönlich:<br />
Melanie Friederich<br />
08 Konstruktion 2025: Bildverarbeitung – Next Level<br />
10 Whiteboard: Facettenreich<br />
Digital, real, fiktiv – Einblicke in die vielseitige Welt<br />
von Dr. Stefan Beermann<br />
12 Standpunkt: Klebtechnologie auf der Überholspur?<br />
PRODUKTE UND ANWENDUNGEN<br />
ANTRIEBSTECHNIK<br />
14 TITELSTORY Maßgeschneiderte Antriebslösungen:<br />
Ready for Take-off<br />
18 Schrittmotoren auf dem Mars<br />
22 Gehäuselose Motoren: Motor pur<br />
26 Linearmotoren: Form vollendende Antriebstechnik<br />
30 Antrieb 4.0<br />
34 Konzepte für hochpräzise Torquemotoren<br />
38 Kupplungen: Superlative im XXL-Format<br />
40 Rücklaufsperren: Schwere Jungs<br />
42 Dieselelektrischer Antrieb: Hybrid über den See<br />
44 Motoren und Getriebe: Autonom unterwegs<br />
46 In fünf Schritten zur optimalen Dämpfung<br />
48 Kugelgewindetriebe: Den Lichtbogen beherrschen<br />
50 Hubelemente: Synchrone Gewichtheber<br />
10<br />
ANZEIGE<br />
ANZEIGE<br />
FLUIDTECHNIK<br />
52 Mit Pneumatik auf Draht<br />
AUTOMATISIERUNGSTECHNIK<br />
56 Zupacken und spannen<br />
60 5 Trends: Herausforderungen für die<br />
Maschinensicherheit<br />
62 Robust – der etwas andere<br />
Differenzdruck- Transmitter<br />
66 Signal- und Feldbustechnik: Alles auf Grün<br />
68 Ultraschall macht Leichtbauroboter safe<br />
70 Gateway in die IoT-Welt<br />
KONSTRUKTIONSELEMENTE<br />
72 Hybridleitung: Eine für alles<br />
74 Kombi-Schutzschalter: Ein Plus an Sicherheit<br />
TITELBILD<br />
Lenze SE<br />
Hameln<br />
INNENTITELBILD<br />
Autodesk GmbH<br />
München<br />
SERVICE<br />
84 Impressum<br />
85 Inserentenverzeichnis<br />
97 Vorschau<br />
4 <strong>DER</strong> <strong>KONSTRUKTEUR</strong> 4/<strong>2018</strong>
SPECIAL<br />
Halle 22,Stand B 39<br />
DIGITALE PRODUKTENTWICKLUNG<br />
78 Generatives Design macht‘s möglich<br />
82 Durchgängige Daten druckfrisch<br />
86 Durchgängig entwickeln – hybrid fertigen<br />
90 Berechnungsprogramm: Das Rad<br />
neu erfunden – und berechnet<br />
94 Aus der virtuellen CAD-Welt in die Produktion<br />
98 Standpunkt: Was kommt nach der Digitalisierung?<br />
86<br />
48<br />
Fine Cyclo<br />
Innovative Antriebslösungen<br />
für Industrieautomation,<br />
Robotik undWerkzeugmaschinen.<br />
understand.<br />
create.<br />
make a difference.<br />
T +49 8136 66-0 | www.sumitomodrive.com
MELANIE FRIE<strong>DER</strong>ICH<br />
ist studierte Wirtschafts- und<br />
ausgebildete Schraubfachingenieurin<br />
und beschäftigt sich bei<br />
Arnold Umformtechnik mit der<br />
Berechnung und Auslegung von<br />
Schraubverbindungen.<br />
Wie sind Sie zur Fügetechnik und zum<br />
„Schrauben“ gekommen?<br />
Bereits während meines dualen Studiums wusste<br />
ich, dass mich Schrauben bei meinem beruflichen<br />
Werdegang nicht mehr loslassen werden.<br />
Es gibt rund um die Schraubverbindung viele<br />
unterschiedliche Themengebiete, in die man sich<br />
vertiefen kann. Genau das macht für mich den<br />
Reiz aus.<br />
MENSCHEN UND MÄRKTE<br />
Was ist für Sie die größte Herausforderung bei<br />
der Auslegung und Berechnung von<br />
Schraubverbindungen?<br />
Die größte Herausforderung ist hier die Abschätzung<br />
der Betriebsbeanspruchung und der Reibung<br />
im originalen Schraubenverband. Davon<br />
ist abhängig, welcher Schraubennenndurchmesser,<br />
welche Festigkeitsklasse und Montageparameter<br />
zu wählen sind. Am Ende muss für den<br />
Kunden – im Dialog mit ihm – eine funktionsfähige<br />
und möglichst kostenoptimierte Verbindung<br />
stehen.<br />
Welche Entwicklungsaufgabe zum Thema<br />
Schrauben könnte Sie besonders reizen?<br />
Mich interessiert die Thematik Reibung besonders.<br />
Die Entwicklung an einem Oberflächensystem, mit<br />
dem bei unterschiedlichsten Werkstoffen das VDA-<br />
Reibwertfenster eingehalten und zudem die Anforderungen<br />
an das Warmlöseverhalten erfüllt werden<br />
können, fände ich sehr spannend.<br />
Als begeisterte Skifahrerin verlassen Sie sich auch<br />
im Schnee auf Schraubverbindungen?<br />
Ja, die Schraubverbindungen von Skiern und<br />
Bindungen sind hohen Betriebskräften ausgesetzt.<br />
Ihre richtige Auslegung ist auch hier sehr<br />
wichtig. Es gibt aber noch andere Parallelen.<br />
Beim Schrauben ist bei hoher Reibung ein höheres<br />
Montagedrehmoment erforderlich, um gleiche<br />
Vorspannkräfte zu generieren. Beim Skioder<br />
Snowboardfahren auf sulzigem Schnee<br />
muss ich für Schwünge mehr Kraft aufbringen,<br />
als in kälterem Schnee.<br />
6 <strong>DER</strong> <strong>KONSTRUKTEUR</strong> 4/<strong>2018</strong><br />
MELANIE FRIE<strong>DER</strong>ICH,<br />
TEAM LEA<strong>DER</strong> ENGINEERING ACCOUNT<br />
MANAGEMENT, ARNOLD UMFORMTECHNIK,<br />
FORCHTENBERG-ERNSBACH<br />
SCHRAUBVERBINDUNGEN<br />
HABEN MICH BEI MEINEM<br />
BISHERIGEN BERUFLICHEN<br />
WERDEGANG IMMER<br />
BEGLEITET
KOMPETENZZENTRUM SENSORIK UND<br />
MESSTECHNIK AUF <strong>DER</strong> HANNOVER MESSE<br />
LIVE@<br />
Der AMA Verband präsentiert sich auf der Hannover<br />
Messe vom 23. bis 27. April <strong>2018</strong> mit 19 Ausstellern<br />
auf dem AMA Zentrum für Sensorik und Messtechnik<br />
in Halle 11. Als Kompetenzzentrum für Sensorik und<br />
Messtechnik bietet dieses eine eigene Plattform<br />
innerhalb der Fachmesse „IAMD – Integrated Automation,<br />
Motion & Drives“. Die ausstellenden Firmen und Institute<br />
informieren über Sensorelemente, spezielle Sensoren, komplexe<br />
Sensorsysteme, spezifische Messtechnik sowie System- und<br />
Komplettlösungen. Der Verband ermöglicht mit seinem kostenlosen<br />
Branchenführer einen Überblick über die Produkte und<br />
Dienstleistungen<br />
seiner Mitglieder. Der<br />
AMA Verband ist<br />
zudem Partner des<br />
Forums Automation<br />
in Halle 14. Dort<br />
können sich Messebesucher<br />
in Vortragsreihen<br />
unter anderem<br />
über Messtechnik in<br />
der Automatisierung<br />
informieren. Experten<br />
stellen Trendthemen<br />
vor und stehen für<br />
Diskussionen zur<br />
Verfügung.<br />
www.ama-sensorik.de<br />
IDEEN FÜR GÜNSTIGE<br />
ROBOTIKANWENDUNGEN GESUCHT<br />
RILLENKUGELLAGER QUEST<br />
HOHE PRODUKTLEBENSDAUER UND PROZESSSICHERHEIT<br />
TOP<br />
QUALITY<br />
WORLD'S<br />
LEA<strong>DER</strong><br />
FASTEST<br />
Qualitätsführer<br />
Dichtung, Schmierstoff und Stahl<br />
Hitzebeständige Dichtscheiben<br />
Original NACHI Hochleistungsfett ermöglicht<br />
höhere Betriebstemperaturen und<br />
verlängert die Produktlebensdauer<br />
selbst unter härtesten<br />
Betriebsbedingungen<br />
LIVE@<br />
Der Low Cost Robotics Ideenwettbewerb von Igus<br />
geht in die zweite Runde. Gesucht werden erneut<br />
Ideen für Roboteranwendungen, die manuelle<br />
Aufgaben im industriellen Umfeld günstig automatisieren.<br />
Dabei geht es darum, monotone Aufgaben auf<br />
Robotik umzustellen und Arbeitskraft effektiver zu nutzen. Die<br />
eingereichten Ideen werden von einer Jury aus Forschung,<br />
Fachpresse und Herstellern bewertet. Zu gewinnen gibt es einen<br />
Robolink-Gelenkarm oder gleichwertige Robolink-Bauteile, um<br />
die Idee umzusetzen. 2017 gewann das Konzept von MLC-Engineering,<br />
bei dem ein Robolink-Gelenkarm in der optischen<br />
Messtechnik einsetzt<br />
wird. Der 5-Achs-Roboter<br />
entnimmt dabei<br />
nach der Fertigstellung<br />
eines Werkstückes das<br />
gefertigte Teil aus einer<br />
Produktionsmaschine,<br />
transportiert es zu<br />
einem optischen<br />
Messgerät und legt es<br />
nach Prüfung ab.<br />
Einsendeschluss ist der<br />
30. Juni <strong>2018</strong>. Die<br />
Gewinner werden auf<br />
der Motek bekanntgegeben.<br />
Mehr Infos<br />
unter: www.low-costrobotics.de<br />
www.igus.de<br />
HANNOVER<br />
23.–27.<br />
APRIL <strong>2018</strong><br />
HALLE 22,<br />
EPTDA B30/4<br />
MADE IN JAPAN<br />
www.NACHI.de<br />
BEA R INGS | H Y D R A ULICS | ROBOTICS | TOOLS
KONSTRUKTION 2025<br />
BILDVERARBEITUNG –<br />
NEXT LEVEL<br />
Wie sieht das nächste Level der Bildverarbeitung<br />
aus?<br />
LIVE@<br />
Sie hat bereits zum Sprung auf das nächste Level<br />
angesetzt: Mit der Kombination aus 3D-Imaging<br />
und künstlicher Intelligenz (KI) sind die notwendigen<br />
Voraussetzungen gegeben. Die technische<br />
Entwicklung in der Bildverarbeitung und die steigenden<br />
Prozessorleistungen haben neue Applikationsfelder<br />
geschaffen und damit den Sprung auf den<br />
Massenmarkt ermöglicht. Beide Technologien sind<br />
technisch ausgereift und zu erschwinglichen Preisen<br />
in innovative Anwendungen integrierbar, meist als<br />
Embedded Vision. 3D-Technologie mit Echtzeitverarbeitung<br />
ermöglicht eine exaktere und schnellere<br />
Wahrnehmung für Applikationen, bei denen die<br />
Umgebung eine Rolle spielt. In Kombination mit<br />
selbstlernenden Algorithmen können, basierend<br />
auf den umfassenden Analysen der jeweiligen<br />
Umgebung und Situation, valide Entscheidungen<br />
getroffen werden. Das nächste Level heißt also: Die<br />
Maschinen werden vom programmierten Gehilfen<br />
zum intelligenten (Mit-)Entscheider werden.<br />
Wird es so möglich, dass Maschinen sehen und<br />
denken werden?<br />
Die Bildverarbeitung stattet die Maschinen mit<br />
nahezu menschlichen Sinnen aus. Die visuelle 2Dund<br />
3D-Sensorik lässt sehen, die KI verstehen, beides<br />
zusammen ermöglicht Maschinen und Geräten<br />
das Interagieren mit ihrer Umwelt und kognitives<br />
Lernen. Wenn etwa ein intelligenter Rasenmäher<br />
erkennt, wo die Rasenkante endet, genau dort<br />
stoppt und dann auch noch realisiert, dass der kleine<br />
Haufen im Gras ein Igel ist, der umfahren werden<br />
muss, dann sieht und denkt dieses Gerät.<br />
DR. CHRISTOPHER SCHEUBEL<br />
ZUSTÄNDIG FÜR IP UND BUSINESS<br />
DEVELOPMENT BEI FRAMOS,<br />
TAUFKIRCHEN<br />
MENSCHEN UND MÄRKTE<br />
Wird die Bildverarbeitung für die Smart Factory<br />
eine Enabler-Technologie sein?<br />
Sie ist eine wichtige Voraussetzung für die Smart<br />
Factory. Das zeigt sich wunderbar am Beispiel<br />
neuartiger Logistikroboter. Die fahren durchs<br />
Lager, heben und bewegen Kisten, können Objekte<br />
greifen oder zum Menschen bringen, und räumen<br />
diese Kisten auch wieder auf. Mit einer exakten<br />
Objekt-, Positions- und Distanzerkennung navigieren<br />
sie mühelos im Raum und können mit neuen,<br />
nicht erlernten Situationen bestens umgehen.<br />
Mehrere vernetze Roboter kommunizieren untereinander<br />
und stimmen ihre Handlungen ab, sie<br />
sorgen damit selbstständig für eine optimale<br />
Unterstützung des Menschen und der Prozesse.<br />
www.framos.com<br />
8 <strong>DER</strong> <strong>KONSTRUKTEUR</strong> 4/<strong>2018</strong><br />
MASCHINEN WERDEN<br />
VOM PROGRAMMIERTEN<br />
GEHILFEN ZUM<br />
INTELLIGENTEN MIT-<br />
ENTSCHEI<strong>DER</strong> WERDEN
IAMD – INTELLIGENZ IN DEN ANTRIEB GEBRACHT<br />
Mit der Sonderschau „Smart Power Transmission and Fluid<br />
Power Solutions“ zeigt die IAMD – Integrated Automation,<br />
Motion & Drives im Rahmen der Hannover Messe <strong>2018</strong> vom<br />
23. bis 27. April in Halle 23 wie altbewährte Grundtechnologien<br />
wettbewerbsfähig bleiben. Die Demonstratoren der Firmen<br />
Aventics, Bosch Rexroth, Schaeffler, Bucher Hydraulik, Linde<br />
Hydraulics, Moog und Argo Hytos, belegen plastisch, dass die<br />
kontinuierliche Weiterentwicklung vorhandener Systeme zu<br />
intelligenten Lösungen führen kann.<br />
Wie das in der Praxis aussieht, beschreibt Peter Michael Synek,<br />
stellvertretender Geschäftsführer im VDMA-Fachverband<br />
Fluidtechnik, der die Sonderschau gemeinsam mit der Deutschen<br />
Messe organisiert: „Hersteller hydraulischer und pneumatischer Komponenten und Systeme realisieren heute vielfach dezentrale<br />
Antriebslösungen mit integrierter Intelligenz. Hydromotoren und -pumpen kommunizieren dabei mit Ventilen und Zylindern und<br />
tauschen Daten mit übergeordneten Steuerungen aus. Proportionalhydraulik und Servopneumatik sind beste Beispiele dafür.“<br />
www.hannovermesse.de<br />
CONTROL UM EINE<br />
HALLE ERWEITERT<br />
NEU<br />
JHS-3i Gehäuselager<br />
In einem sehr positiven Umfeld<br />
findet die Fachmesse Control vom<br />
24. bis 27. April in Stuttgart statt.<br />
Die deutsche Bildverarbeitungsindustrie<br />
verzeichnete 2017 eine<br />
Umsatzsteigerung von 18 %. Auch<br />
für dieses Jahr wird zweistelliges<br />
Wachstum erwartet. Der Grund<br />
für die Beliebtheit der Schlüsseltechnologie<br />
ist die Möglichkeit,<br />
die visuellen Prozesse in jeden<br />
Produktionsprozess zu integrieren.<br />
Gleichzeitig erobert industrielle<br />
Bildverarbeitung neue<br />
Anwendungsgebiete. Ein weiterer<br />
Wachstumstreiber ist die<br />
Digitalisierung. Auf der Messe<br />
präsentieren sich neben der<br />
industriellen Bildverarbeitung<br />
auch boomende Segmente wie<br />
robotergestützte Systeme oder<br />
optoelektronische Sensortechnik.<br />
Aufgrund steigender Ausstellerund<br />
Besucherzahlen wird die<br />
Messe in diesem Jahr um eine<br />
Halle erweitert. Zum Rahmenprogramm<br />
gehören z. B. die „Vision<br />
Talks“ des EMVA, das „Event<br />
Forum“ des Fraunhofer IPA und<br />
die Sonderschau „Berührungslose<br />
Messtechnik“ der Fraunhofer-<br />
Allianz Vision.<br />
www.control-messe.de<br />
1 Optimiertes Design<br />
Keine Vibration<br />
30% stabiler<br />
7% leichter<br />
KOYO Deutschland GMBH<br />
Bargkoppelweg 4<br />
22145 HAMBURG<br />
3i = 3 wichtige Verbesserungen<br />
2 Neues Dichtungs- design<br />
Verlängerte Lager lebensdauer<br />
(Faktor 2)<br />
Optimiert für verbesserte<br />
Fettformulierung<br />
3 Verbesserte Lithiumfett<br />
Formulierung<br />
Für höhere Belastung und<br />
ausgezeichnete<br />
mechanische Stabilität<br />
Verbesserte Hochdruckzusätze<br />
Wasserbeständig<br />
und sehr gute<br />
Korrosionsschutzwirkung<br />
+ 49 (0)40 679 0900 info-eu@jtekt.com<br />
www.koyo.eu
WHITEBOARD<br />
FACETTEN-<br />
REICH<br />
DIGITAL, REAL, FIKTIV –<br />
EINBLICKE IN DIE<br />
VIELSEITIGE WELT VON<br />
DR. STEFAN BEERMANN<br />
Sie haben Mathematik studiert,<br />
wie kamen Sie dann zum<br />
Maschinenbau?<br />
Kisssoft ist ein Unternehmen<br />
mit bewegter Historie, wie<br />
sahen die Stationen aus?<br />
Die zunehmende Digitalisierung<br />
schreit nach Vernetzung, ist das<br />
auch ein Thema für Sie?<br />
Beruflich sind Sie in der digitalen<br />
Welt unterwegs, privat dagegen<br />
eher in der realen – was war Ihr<br />
größter handwerklicher Coup?<br />
Dann haben Sie wiederum ein<br />
Faible für Science-Fiction-<br />
Romane. Was ist Ihre Vision für<br />
die Getriebesimulation?<br />
MENSCHEN UND MÄRKTE<br />
Bild 1: Kisssoft AG; Deutsche Messe;<br />
chrupka, snyGGG/Fotolia.de<br />
Bild 2: Kissling AG<br />
Bild 3,5: Kisssoft AG<br />
Bild 4: snd63/pixabay.com<br />
10 <strong>DER</strong> <strong>KONSTRUKTEUR</strong> 4/<strong>2018</strong>
DR. STEFAN BEERMANN<br />
CEO, KISSSOFT AG, CH-BUBIKON
STANDPUNKT<br />
KLEBTECHNOLOGIE<br />
AUF <strong>DER</strong><br />
ÜBERHOLSPUR?<br />
GUDRUN WEIGEL<br />
LEITERIN ENGINEERING BEI<br />
DELO INDUSTRIE KLEBSTOFFE<br />
MENSCHEN UND MÄRKTE<br />
KLEBESTOFFE ERFÜLLEN DIE<br />
STEIGENDEN ANFOR<strong>DER</strong>UN-<br />
GEN <strong>DER</strong> INDUSTRIE<br />
Was bereits seit einigen Jahren der Klebetechnologie<br />
einen Aufschwung verschafft, sind vor allem zwei<br />
Entwicklungen: Miniaturisierung und Multi-Material-<br />
Design. Die Miniaturisierung ist speziell in der Consumer-Elektronik<br />
ein anhaltender Trend, betrifft aber ebenso den<br />
Maschinenbau. Elektronikbauteile wie Sensoren für Smartphones,<br />
Kameras für autonomes Fahren oder in Industrieanlagen<br />
werden immer kleiner – und das bei verbesserter Leistung. Zudem<br />
werden vor allem aus funktionellen Gründen in der Industrie<br />
mehr und mehr Multi-Material-Designs und Leichtbaustrukturen<br />
eingesetzt. Sobald Faserverbundwerkstoffe, wie Carbonfaserverstärkte<br />
Kunststoffe (CFK), ins Spiel kommen oder diese mit klassischen<br />
Konstruktionsmaterialien wie Metallen kombiniert werden,<br />
lassen sich Fügetechniken wie Schweißen, Nieten oder Schrauben<br />
nicht mehr anwenden, da sie das CFK-Material beschädigen oder<br />
das Gewicht wieder erhöhen würden.<br />
Kleben hat für viele Anwendungen einen entscheidenden Vorteil:<br />
Klebstoffe können nahezu jede Oberfläche mit einer anderen<br />
verbinden und unterschiedlichste mechanische und physikalische<br />
Eigenschaften haben. Jede Anforderung – sei es hinsichtlich<br />
Temperatur- und Chemikalienbeständigkeit oder spannungsausgleichender<br />
Eigenschaften – kann in passende, chemische<br />
Rezepturen übersetzt werden. Daraus resultieren immer wieder<br />
neue Spezialklebstoffe, die für ein entsprechendes Anwendungsfeld<br />
neben Verbundfestigkeit auch weitere Eigenschaften, wie z. B.<br />
elektrische Leitfähigkeit mitbringen können.<br />
Hinsichtlich der Prozesse liegt der Fokus der Industrie auf Effizienz,<br />
Zuverlässigkeit und Geschwindigkeit. Auch dieser anhaltende<br />
Trend treibt die Klebstofftechnologie voran, deren Aufgabe es ist,<br />
industrielle Fertigungsprozesse mit zu berücksichtigen und<br />
Systeme zu entwickeln, mit denen sich die Klebstoffe einfach,<br />
genau und schnell dosieren und aushärten lassen.<br />
Gerade in Branchen, in denen kurze Taktzeiten erforderlich<br />
sind, um große Stückzahlen zu fertigen und die Nachfrage<br />
zu bedienen, braucht es schnelle Systeme, wie lichthärtende<br />
Klebstoffe. Diese können innerhalb von wenigen Sekunden vollständig<br />
aushärten. Ihre Einschränkung allerdings: Der Klebstoff<br />
muss vom Licht erreicht werden können, damit die Aushärtereaktion<br />
vollständig ablaufen kann. Ist dem nicht so, kommen<br />
dualhärtende Systeme in Frage. Durch eine kurze Belichtung der<br />
Kehlnaht, also der Klebstoffschicht, die zwischen den Bauteilen<br />
hervortritt, kann die Klebung vorfixiert werden. Seine Funktionsfestigkeit<br />
erreicht der Klebstoff durch einen zusätzlichen<br />
Feuchte- oder Wärme mechanismus. Das ist auch besonders<br />
für Schattenzonen not wendig, die es konstruktionsbedingt an<br />
manchen Bauteilen gibt. Der Vorteil der Lichthärtung kann damit<br />
auch für undurchstrahlbare Teile, wie sie im Maschinenbau<br />
häufig vorkommen, etwa bei Magneten oder der Welle-Nabe-Verbindung<br />
im E-Motor genutzt werden und die Prozessgeschwindigkeit<br />
erhöhen.<br />
Durch fortlaufende Forschung werden immer wieder neue<br />
Klebstoffe auf Epoxidharz- oder Acrylatbasis sowie auf Basis<br />
anderer Bausteine entwickelt, um die steigenden Anforderungen<br />
der Industrie zu erfüllen. Letztlich sind es die Innovationen in<br />
verschiedenen Branchen und Anwendungsfeldern, die stetig neue<br />
Lösungen erfordern, das Kleben sehr stark und positiv beeinflussen<br />
und zu neuen Fortschritten in der Klebstoff- und Prozesstechnologie<br />
führen.<br />
www.delo.de<br />
12 <strong>DER</strong> <strong>KONSTRUKTEUR</strong> 1-2/<strong>2018</strong> 4/<strong>2018</strong>
DIE WELT<br />
<strong>DER</strong> LINEARTECHNIK<br />
EntdeckenSie die einmaligeVielfalt der INA-Lineartechnik! VonAwieAntriebbis Zwie Zubehör –wir bieten das<br />
kompletteProgramm. Service undBeratunginklusive.<br />
Unser breites Produktprogramm reicht von Linearkugellagern, Gewindetrieben, Wellen- und Laufrollenführungen<br />
über Käfig-und Profilschienenführungen bishin zu angetriebenen Lineareinheiten, Linearmodulenund Lineartischen.<br />
Mechatronische undkundenindividuelle Systeme ergänzendas Leistungs-und Produktportfolio.<br />
Wir sichern Ihnen für jede Ihrer Aufgabenstellungen eine wirtschaftlich und technisch passende Lösung zu.<br />
Fordern Sie unser Informationspaketan.<br />
Halle22·Stand D49<br />
info.linear@schaeffler.com ⋅ www.ina.de
PRODUKTE UND ANWENDUNGEN<br />
ANTRIEBSTECHNIK<br />
TITELSTORY<br />
READY FOR
ANTRIEBSTECHNIK<br />
LIVE@<br />
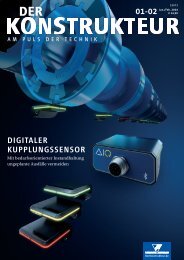
01 Für den Antrieb<br />
der Rollenförderer<br />
kommt der Smart<br />
Motor zum Einsatz<br />
Autor: Volker Kuhoff, Lenze SE, Hameln<br />
Im neuen Cargo Terminal am<br />
Flughafen Helsinki-Vantaa kommt<br />
der komplette Materialfluss aus<br />
der Hand der Lödige Systems in<br />
Warburg – und die Antriebstechnik<br />
von Lenze in Hameln.<br />
01<br />
Entscheidende Faktoren für den Erfolg eines intralogistischen<br />
Luftfrachtsystems sind unter anderem Geschwindigkeit und<br />
Zuverlässigkeit der Prozesse. Seit 1975 realisiert die Lödige<br />
Systems GmbH weltweit Luftfrachtanlagen jeglicher Größenordnung.<br />
Das Leistungsspektrum reicht von der Beratung und<br />
Systemplanung bis hin zur Inbetriebnahme und Wartung des Luftfrachtsystems.<br />
Generell gilt dabei, dass nur mit der richtigen<br />
Kombination aus Terminal-Equipment sowie stationärer und<br />
mobiler Fördertechnik ein effizienter Betrieb des Frachtumschlags<br />
zu erreichen ist.<br />
MODULARE SYSTEME UND<br />
OPTIMIERTE PROZESSE<br />
Zum Handling von Standard Cargo Units werden kombinierte<br />
mechanische und manuelle Lösungen unterschiedlichen Automatisierungsgrades<br />
auf den Prozess optimiert abgestimmt. Modulares<br />
Design und integrierte Komponenten ermöglichen eine kundenspezifische<br />
Systemplanung und die schnelle Reaktion auf sich<br />
verändernde Bedingungen. Mithilfe dynamischer Antriebssysteme<br />
und intelligenter Steuerung wird die Fracht schnell und sicher im<br />
gesamten Lager transportiert. In Regallagern sorgen vollautomatisierte<br />
Fahrzeuge für schnelles wie sicheres Ein- und Auslagern. Die<br />
Antriebstechnik muss die zu transportierenden Gewichte leistungsmäßig<br />
beherrschen und darüber hinaus auch die notwendige<br />
Dynamik und Präzision für die geforderten Lagerspiele und<br />
Positions genauigkeiten liefern.<br />
Die prozessoptimierte Steuerung und Regelung der Antriebstechnik<br />
von Regalfahrzeugen ist eine der größten Herausforderungen<br />
an die mechanische und elektrische Integration. Der Antriebstechnik<br />
kommt entscheidende Bedeutung in der gesamten Anlage<br />
zu, gleichzeitig müssen verschiedene in sich hochkomplexe<br />
Themenfelder bearbeitet bzw. beherrscht werden. Die zu transportierende<br />
Last von mehreren Tonnen ist mit der maximal möglichen<br />
Geschwindigkeit auf kürzestem Weg, im dreidimensionalen Koordinatensystem,<br />
ohne Beschädigung an die richtige Stelle zu transportieren.<br />
Daneben sind Fragestellungen wie Verfügbarkeit,<br />
Leistung, Energieeffizienz, Betriebskosten, Ersatzteilhaltung und<br />
Wartung bei der Planung und Ausführung zu berücksichtigen. Die<br />
Gebäudeinfrastruktur muss rechtzeitig involviert werden, um sie<br />
auf die Planung und die Anforderungen der Antriebstechnik der<br />
Regalfahrzeuge abzustimmen.<br />
Ferner sind umfangreiche elektrotechnische, mechanische und<br />
organisatorische Vorgaben aus dem Bereich Sicherheit und<br />
Arbeitsschutz zu berücksichtigen. In der frühen Planungsphase<br />
und im Detail-Engineering kommt der elektrischen Konstruktion<br />
und der Softwareintegration ebenfalls eine wichtige Rolle zu.<br />
Über dem gesamten System wacht ein ausgeklügeltes Softwaresystem,<br />
das steuert und regelt. „Die gesamte Steuerungs- und<br />
Lagerverwaltungssoftware wird im eigenen Softwarehaus der Lödige<br />
Industries Gruppe erstellt und individuell angepasst“, so Frank Hoffmann,<br />
Head of Controls/Electrical Engineering. Dazu steht dem<br />
Leiter des Bereichs ein Team aus IT- und PLC-Spezialisten zur Seite.<br />
Das Fundament bildet ein hochvernetztes System verschiedenster<br />
Netzwerkteilnehmer wie IT, Steuerungen, Displays, Kameras oder<br />
Waagen. Auch die Regalfahrzeuge samt ihrer Antriebstechnik sind<br />
Teil des leitungsgebundenen oder drahtlosen Netzwerkes.<br />
SMARTE ANTRIEBSLÖSUNGEN<br />
<strong>DER</strong> ANTRIEBSTECHNIK KOMMT<br />
ENTSCHEIDENDE BEDEUTUNG<br />
IN <strong>DER</strong> INTRALOGISTIK ZU<br />
Das Herzstück der Anlage ist das Lager- und Transportsystem für<br />
Luftfrachtcontainer und Paletten. Im System sind mehrere Elevating<br />
Transfer Vehicle (ETV) für Nutzlasten bis etwa 7 t sowie Regalbediengeräte<br />
(RBG) für Nutzlasten bis 1,5 t unterwegs. Während für<br />
die Hub- und Fahrantriebe vornehmlich Lenze-Getriebemotoren<br />
in Verbindung mit den Servo Drives 9400 zum Einsatz kommen,<br />
greift Lödige Systems für die vorgelagerte Fördertechnik zum Lenze<br />
Smart Motor sowie dem dezentralen Frequenzumrichter 8400<br />
Motec. „ETV und RBG sind antriebstechnisch ein besonderes Feld.<br />
Mit Lenze haben wir einen Partner gefunden, der nicht nur Technik<br />
liefert, sondern für uns auch Antriebs-Know-how mitbringt“, erklärt<br />
Frank Hoffmann.<br />
<strong>DER</strong> <strong>KONSTRUKTEUR</strong> 4/<strong>2018</strong> 15
ANTRIEBSTECHNIK<br />
Für die horizontale Fördertechnik setzt Lödige vor<br />
allem auf den Lenze Smart Motor – eine Kombination<br />
aus intelligentem, drehzahlveränderbarem Motor<br />
mit Hocheffizienzgetriebe. Der Nutzen dieser<br />
Antriebslösung besteht darin, die Vorteile der schnellen<br />
Inbetriebnahme eines Netzmotors zu haben und<br />
dabei auch noch mit veränderbaren Festdrehzahlen<br />
arbeiten zu können. Dank dieser Flexibilität lässt sich<br />
die Drehzahl des Lenze Smart Motors als Antrieb für<br />
die Rollenförderer während der Inbetriebnahme<br />
leicht einstellen und im Verbund justieren. „Es ist<br />
immer notwendig, bei ineinandergreifenden Förderstrecken<br />
Anpassungen bei den Geschwindigkeiten<br />
vorzunehmen“, weiß Hoffmann aus Erfahrung. Durch<br />
den Einsatz des Smart Motors ist ein zusätzlicher<br />
Frequenzumrichter nicht erforderlich und die<br />
gewünschte Drehzahl lässt sich schnell und einfach<br />
per NFC an den Smart Motor übertragen.<br />
Für funktionale und auch in der Leistung hochwertige<br />
Antriebsaufgaben im horizontalen Materiafluss<br />
greift Lödige ebenfalls ins Lenze-Portfolio und setzt<br />
auf Getriebemotoren, die direkt mit dem dezentralen<br />
Frequenzumrichter 8400 Motec kombiniert sind.<br />
KOOPERATIVES ENGINEERING<br />
Damit das zeitlich eng bemessene Projekt in Finnland<br />
reibungslos über die Bühne geht, war der<br />
Bereich Lenze-Engineering von Beginn an eingebunden.<br />
„Für uns ist es von großer Bedeutung, einen<br />
Partner im Bereich der Antriebstechnik zu haben, der<br />
alle Schnittstellen und die gesamte Wertschöpfungskette<br />
von Konzept, Auslegung, Detailplanung, Lieferung,<br />
Vorinbetriebnahme, Vor-Ort-Realisierung bis<br />
hin zu Service und Reparatur abdecken kann und<br />
dieses Konzeptmodell auch aktiv lebt“, unterstreicht<br />
Hoffmann. Diese enge Zusammenarbeit schafft nach<br />
02<br />
PRODUKTE UND ANWENDUNGEN<br />
UNSERE ANTRIEBSTECHNIK ERFÜLLT<br />
DIE ANFOR<strong>DER</strong>UNGEN ANSPRUCHS-<br />
VOLLER MATERIALFLUSSSYSTEME<br />
VOLKER KUHOFF,<br />
Key Account Manager bei Lenze<br />
Mit klar definierten Schnittstellen von der Mechanik über die Elektronik bis<br />
hin zur Software nutzt der Anlagenbauer Lödige für den Materialfluss in<br />
Logistikzentren unser Antriebstechnik-Portfolio für maßgeschneiderte<br />
Antriebslösungen. Unsere Zusammenarbeit beinhaltet außerdem ein klar<br />
definiertes Paket an Inbetriebnahme-Unterstützung. Nur so ist es möglich,<br />
komplexe Projekte wie ein Cargo-Terminal innerhalb einer Bauzeit von<br />
weniger als einem Jahr zu realisieren.<br />
16 <strong>DER</strong> <strong>KONSTRUKTEUR</strong> 4/<strong>2018</strong>
Safety<br />
electrohydraulics<br />
03<br />
• Proportionals &<br />
conventionals<br />
• Up to SIL 3 and PL e<br />
• Certified by TÜV<br />
Safety digital<br />
proportionals<br />
Safety on-off valves<br />
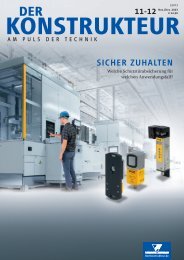
02 Den Fahrantrieb der Regalfahrzeuge übernehmen Getriebemotoren<br />
mit Servoreglern der Reihe 9400<br />
Safety on-off cartridges<br />
03 Für den Antrieb der Kettenförderer ist mehr Leistung gefragt: Eine<br />
Aufgabe für den dezentralen Frequenzumrichterantrieb 8400 Motec.<br />
seinen Erfahrungen die Grundlage dafür, dass Design fehler durch gegenseitigen<br />
Abgleich frühzeitig erkannt und vermieden werden. Denn später bei<br />
der Anlagenin betriebnahme „arbeitet ein Mitarbeiter, der möchte seine Anlage<br />
effizient in Betrieb nehmen und keine Zeit durch Fehlersuche verlieren“.<br />
Lödige Systems ist angesichts der immer enger werdenden Projekttermine dazu<br />
übergegangen, keine einzelnen Motoren oder Frequenz umrichter zu kaufen,<br />
sondern anschlussfertige Antriebslösungen. Diese wurden im Vorfeld zwischen<br />
Lenze und Lödige detailliert abgestimmt − bis hin zu den Softwareschnittstellen.<br />
Parallel zum Kontakt ins Stammwerk in Deutschland gibt es heute eine weiterführende<br />
Zusammenarbeit mit dem Service-Team der Lenze-Niederlassung im<br />
finnischen Espoo. Die Einbindung der Lenze-Landesgesellschaft verkürzt aufgrund<br />
der räumlichen Nähe die Reaktionszeiten beträchtlich.<br />
Die Schnelligkeit ist deshalb so wichtig, weil knappe Zeitfenster zwischen<br />
Abschluss der Rohbauarbeiten und Anlageninbetriebnahme zu einer echten<br />
Herausforderung in solchen Projekten geworden sind. Deshalb ist es für<br />
Lödige wichtig, Partner zu haben, die ergebnisorientiert arbeiten. Vertrauen<br />
zählt zu den wesentlichen Kaufargumenten in der Projektabwicklung. „Wir<br />
haben den Anspruch, fertig projektierte Maschinen aus der Schublade ziehen<br />
zu können“, erklärt Frank Hoffmann. „Deshalb benötigen wir Lieferanten, die<br />
flexibel sind und sofort reagieren, wenn wir bei der Inbetriebnahme kurzfristig<br />
Engineering-Support benötigen. Ich kann es mir nicht leisten, dass eine<br />
Maschine zwei Wochen steht, nur weil meine Leute einen Frequenzumrichter<br />
nicht zum Laufen bekommen. Beim Engineering-Support trennt sich die<br />
Spreu vom Weizen.“<br />
Bilder: Lenze<br />
www.lenze.com<br />
23 - 27 APRIL <strong>2018</strong><br />
Hall 23 - Stand B18<br />
www.atos.com
ANTRIEBSTECHNIK<br />
SCHRITTMOTOREN<br />
AUF DEM MARS<br />
LIVE@<br />
PRODUKTE UND ANWENDUNGEN<br />
Schrittmotoren bewähren sich in unterschiedlichsten<br />
Anwendungen und Umgebungen.<br />
Ein wirklich ausgewöhnlicher Einsatzfall ist der<br />
in einem Kamerasystem, das auf einer<br />
Mars-Expedition zum Einsatz kommen soll.<br />
Autor: Andreas Seegen, Faulhaber, Schönaich; Ellen-Christine Reiff,<br />
Redaktionsbüro Stutensee<br />
Der Start der nächsten Rover-Expedition auf dem Mars ist für<br />
2020 geplant. Dazu wird die Hauptnutzlast der russischen<br />
Proton-Rakete aus dem von den europäischen und russischen<br />
Weltraumorganisationen (ESA & Roskosmos) entwickelten<br />
Exo-Mars-Rover bestehen. Das Fahrzeug soll nach der<br />
Landung nach biologischen Aktivitäten suchen. Ein wichtiges<br />
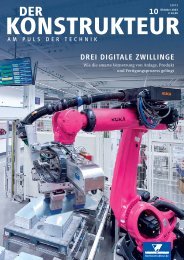
Messgerät dafür ist eine Panorama-Kamera, die Stereoaufnahmen<br />
des roten Planeten liefern wird. Die sogenannte Pan Cam besteht aus<br />
zwei Weitwinkelkameras, vor denen jeweils ein rotierendes Rad mit<br />
unterschiedlichen Objektivfiltern angebracht ist. Dadurch sind dreidimensionale<br />
Panoramaaufnahmen im 300-Grad-Winkel möglich.<br />
Eine weitere Kamera mit hoher Auflösung liefert zusätzliche Detailaufnahmen.<br />
Schrittmotoren, die an die harten Anforderungen auf<br />
dem Mars angepasst wurden, treiben die Rotationsachsen der Filterräder<br />
und das Fokussiersystem der hochauflösenden Kamera an.<br />
Die Umgebungsbedingungen auf dem Mars fordern den am<br />
Exo-Mars-Rover eingesetzten Komponenten Höchstleistung ab.<br />
Zum einen arbeitet der Rover nach der Landung bei einem Luftdruck<br />
von nur 0,00636 bar, was auf der Erde dem atmosphärischen<br />
18 <strong>DER</strong> <strong>KONSTRUKTEUR</strong> 4/<strong>2018</strong>
ANTRIEBSTECHNIK<br />
01 Die Panoramakamera<br />
besteht<br />
aus zwei Weitwinkelkameras,<br />
vor denen jeweils<br />
ein rotierendes Rad<br />
mit unterschiedlichen<br />
Filtern<br />
angebracht ist<br />
01<br />
Druck in 35 km Höhe entspricht. Gleichzeitig schwanken die<br />
Temperaturen zwischen etwa + 20 und - 120 °C. Hinzu kommen<br />
Beeinträchtigungen durch den Staub, den der Rover beim Fahren<br />
und bei geologischen Bohrungen aufwirbelt.<br />
Die Panoramakamera, die vom Mullard Space Science Laboratory<br />
(MSSL-UCL, südlich von London) in Zusammenarbeit mit der<br />
OHB System AG (München), dem Deutschen Zentrum für Luftund<br />
Raumfahrt (DLR, Berlin) und Thales Alenia Space (TAS-CH,<br />
Zürich) entwickelt wurde, ist deshalb an einem zwei Meter hohen<br />
Mast montiert. „Wir schützen so die Optik vor Staub und können<br />
von der erhöhten Position zudem wesentlich bessere Panoramabilder<br />
aufnehmen“, erklärt Jonathan Jones, Ingenieur für Mechanik<br />
und Thermodynamik bei MSSL.<br />
SCHRITTMOTOREN FÜR OBJEKTIVFILTER<br />
UND FOKUSVERSTELLUNG<br />
Mit den vor den Weitwinkelkameras liegenden Objektivfiltern hat<br />
MSSL ein System geschaffen, das während der geplanten Mission<br />
02 Das Filterrad rotiert vor den beiden Weitwinkelkameras<br />
02<br />
iSync® BELTS<br />
Designed for Performance,<br />
Engineered for Excellence.<br />
LEISTUNG UND PRÄZISION UNTER KONTROLLE<br />
Bis zu 30% höhere Leistung als herkömmliche Riemen,<br />
Hochpräzise endlose Hochleistungsriemen<br />
Verfügbare Profile:<br />
• T2,5, T5, T10<br />
• AT5, AT10<br />
• L, XL<br />
Doppelverzahnung:<br />
• DT5, DT10<br />
Leistung (%)<br />
140<br />
120<br />
100<br />
80<br />
60<br />
40<br />
20<br />
0<br />
Polyurethan<br />
T-AT<br />
iSync ® T-AT<br />
iSync® T- AT<br />
+30%<br />
Leistungssteigerung<br />
www.elatech.com<br />
SIT Antriebselemente GmbH - Rieseler Feld 9 (Gewerbegebiet West) D-33034 Brakel<br />
Tel. +49.5272.3928.0 - Fax +49.5272.392890 info@sit-antriebselemente.de<br />
ELATECH.indd 1 29.03.<strong>2018</strong> 15:14:42<br />
<strong>DER</strong> <strong>KONSTRUKTEUR</strong> 4/<strong>2018</strong> 19
ANTRIEBSTECHNIK<br />
03<br />
03 Die Schrittmotoren wurden an<br />
die harten Anforderungen auf der<br />
Marsoberfläche angepasst<br />
Aufnahmen mit unterschiedlicher Polarisation erzeugt. „Geplant ist, täglich zehn<br />
Bilder zur Erde zu schicken“, fährt Jones fort. Was auf den ersten Blick recht wenig<br />
klingt, entpuppt sich in der Praxis durchaus als anspruchsvoll: Zunächst erstellt<br />
die Kamera für jedes Bild drei Aufnahmen. Diese werden dann jeweils zur Erde<br />
geschickt und dort für das endgültige Bild übereinandergelegt.<br />
Mehr als zehn Bilder pro Tag sind aufgrund der geringen Datenbandbreite<br />
der Funkkommunikation zwischen Mars und Erde<br />
nicht möglich. Jedes Funksignal zwischen den benachbarten<br />
Planeten ist zudem ungefähr 20 Minuten unterwegs.<br />
Elf Objektivfilter pro Rad ermöglichen es, den Pan-Cam-Weitwinkelkameras<br />
unterschiedliche Aufnahmen mit veränderten Polarisationen zu machen. Die Filterräder<br />
rotieren und müssen für scharfe Bilder exakt in Position gebracht werden. Als<br />
Antrieb setzt MSSL an jeder Achse einen Schrittmotor aus dem Precistep-Schrittmotor-<br />
Portfolio von Faulhaber ein. Für diese Wahl sprachen gleich mehrere Gründe: Die MSSL-<br />
Ingenieure waren bei der Entwicklung der Panoramakamera auf der Suche nach Motoren,<br />
die unter Marsbedingungen verlässlich und präzise positionieren und dazu auch<br />
noch sehr klein bauen. Schrittmotoren empfehlen sich für diese außergewöhnliche<br />
Applikation außerdem, weil sie ohne Positionsrückmeldung je nach Ausführung mit<br />
www.DerKonstrukteur.de<br />
„SCHRITTMOTOREN<br />
KÖNNEN NICHT NUR IM<br />
WELTRAUMEINSATZ HOHE<br />
ANFOR<strong>DER</strong>UNGEN<br />
ERFÜLLEN“<br />
Andreas Seegen,<br />
Leiter Marketing<br />
bei Faulhaber<br />
DIESE SCHRITTMOTOREN KÖNNEN<br />
AUF DEM MARS ÜBERLEBEN<br />
einer Auflösung von bis zu 1 280 Schritten pro Umdrehung genau positionieren und in<br />
der Handhabung deutlich einfacher und robuster sind als klassische Servomotoren.<br />
Auch der Fokussiermechanismus der hochauflösenden Kamera wird deshalb von<br />
einem solchen Precistep Schrittmotor angetrieben. Der Rotor besteht aus einem<br />
Kunststoffträger für zehn bis zwölf magnetische Polpaare, je nach Motorausführung.<br />
Das große Magnetvolumen garantiert ein hohes Drehmoment. Der Motor folgt exakt<br />
dem außen angelegten Feld, ohne dass er dafür aufwändig geregelt werden muss. „Der<br />
Schrittmotor ist somit die perfekte Lösung für unsere optische Anwendung, da er die<br />
Objektiveinstellung dank seines Rastmoments auch ohne Strom halten kann.<br />
Zudem werden durch die Ansteuerung im offenen Regelkreis Jitter (Servozittern)<br />
vermieden; es entstehen sehr scharfe und klare Bilder“, erklärt Sébastien Vaneberg,<br />
Vertriebsingenieur bei der Faulhaber Precistep SA. Diese Schweizer Gesellschaft ist innerhalb<br />
der Faulhaber Group auf besonders kleine Schrittmotoren spezialisiert. Der<br />
Motoraufbau und eigens entwickelte Fertigungsverfahren erlauben eine schnelle<br />
Anpassung der Antriebe an kundenspezifische Anforderungen.<br />
PRODUKTE UND ANWENDUNGEN<br />
Was sich in Luft- und Raumfahrt<br />
bewährt, bietet auch für andere<br />
anspruchsvolle Einsatzbereiche<br />
gute Voraussetzungen. Hohe<br />
Zuverlässigkeit, wenig Gewicht,<br />
hohe Leistungsdichte, geringes<br />
Trägheitsmoment, hochgenaues<br />
Positionieren und geringer<br />
Stromverbrauch sind in vielen<br />
Anwendungen gewünscht.<br />
Anforderungen wie Vakuumtauglichkeit,<br />
Verträglichkeit hoher<br />
Temperaturunterschiede, Robustheit<br />
gegen Vibrationen und hohe<br />
Beschleunigungen können die<br />
Kleinstantriebe ebenso erfüllen.<br />
Dank des modularen Standardprogramms<br />
genügen meist geringe<br />
Modifikationen, um auch eher<br />
speziellen Aufgabenstellung<br />
Rechnung zu tragen.<br />
AN DIE ANWENDUNGSANFOR<strong>DER</strong>UNGEN ANGEPASST<br />
Die an den Rotationsachsen im Filterwechselsystem der Pan Cam eingesetzten zweiphasigen<br />
Schrittmotoren der Serie AM1020 beispielsweise messen im Durchmesser<br />
lediglich 10 mm, sind knapp 16 mm lang und liefern ein Drehmoment von 1,6 mNm.<br />
Sie arbeiten mit einer Auflösung von 20 Schritten pro Umdrehung und sind mit einem<br />
Präzisionsgetriebe gleichen Durchmessers kombiniert, das eine Übersetzung von 64:1<br />
liefert.<br />
In enger Engineering-Zusammenarbeit mit MSSL haben die Antriebsspezialisten<br />
die Motoren zudem für den kommenden Einsatz auf der Marsoberfläche entsprechend<br />
angepasst. Hierzu zählen zum Beispiel ein vakuumtauglicher Trockenschmierstoff<br />
sowie angepasste Sinterlager. „Die Motoren müssen auf dem Mars überleben<br />
können“, bringt Jonathan Jones die Anforderungen an die Antriebe auf den Punkt. Und<br />
damit später nach der Landung nichts dem Zufall überlassen bleibt, testet das Mullard<br />
Space Science Laboratory die Komponenten der Panoramakamera aktuell in einer<br />
Versuchsumgebung.<br />
Die Rahmenbedingungen bei den Tests gehen dabei noch über die Verhältnisse auf<br />
dem Mars hinaus. Die Antriebe müssen 5 000 Zyklen positionieren und dabei wechselnden<br />
Temperaturen zwischen - 130 und + 50 °C ertragen. „Der Versuch läuft und die<br />
Motoren übertreffen unsere Erwartungen“, freut sich Jonathan Jones. „Auf dem Markt<br />
haben wir nichts Vergleichbares gefunden, als es um die Konzeption der Antriebe<br />
ging.“ Faulhaber gehört zudem zum Standard der European Space Agency (ESA).<br />
Bilder: Aufmacherbild, 01 und 02 ESA/ATG medialab; 03 Faulhaber<br />
www.faulhaber.com<br />
20 <strong>DER</strong> <strong>KONSTRUKTEUR</strong> 4/<strong>2018</strong>
ABSOLUTE<br />
SICHÄRHEIT<br />
Falsche Versprechen erkennen Sie sofort. Auch bei Zahnriemen?<br />
Schließlich ähneln minderwertige Produkte auf den ersten Blick<br />
dem Qualitätsprodukt. Sicherheit bieten die Polyurethan-<br />
Zahnriemen der führenden Hersteller BRECO und ContiTech:<br />
Die werden aus abriebfestem Polyurethan und hochfesten<br />
Stahlcord-Zugträgern gefertigt und besitzen überlegene chemische<br />
und mechanische Eigenschaften. Das macht sie zuverlässig,<br />
langlebig und sicher. Versprochen: www.mulco-sicherheit.de<br />
www.mulco.de
ANTRIEBSTECHNIK<br />
MOTOR PUR<br />
PRODUKTE UND ANWENDUNGEN<br />
Wer mit Antriebstechnik von der Stange nichts<br />
anfangen kann, dem bieten gehäuselose<br />
Motoren eine gute Basis für individuelle<br />
Lösungen. Sie basieren auf einer breiten<br />
Motorenbasis sowie besonderer Entwicklungs-,<br />
Fertigungs- und Integrationskompetenz des<br />
Motorenherstellers.<br />
Grundlage der gehäuselosen Cyber Kit Motors von<br />
Wittenstein Cyber Motor ist die permanentmagneterregte<br />
Synchronmaschine, wie sie Wittenstein in seiner<br />
Innovationsfabrik in hohen Stückzahlen fertigt.<br />
Verschiedene Gründe sprechen für diesen Typ von elektrischen<br />
Maschinen. So lassen sich diese Motoren auf Grund ihres geringen<br />
Bauvolumens besonders einfach integrieren. Hinzu kommt, dass<br />
der Rotor einer permanentmagneterregten Synchronmaschine im<br />
Betrieb vergleichsweise kühl bleibt, weil Stromwärmeverluste –<br />
im Gegensatz zu Asynchronmotoren – ausschließlich im Stator<br />
entstehen.<br />
Autor: Christoph Weis und Dr. Kay-Horst Dempewolf,<br />
Wittenstein Cyber Motor GmbH, Igersheim<br />
AUF DAS WESENTLICHE REDUZIERT<br />
Rotor und Stator – das ist der auf das Wesentliche reduzierte Lieferumfang<br />
der Cyber Kit Motors, auch wenn sie optional z.B. um<br />
Sensoren, mechanische Schnittstellen, eine Flüssigkeitskühlung<br />
oder einen besonderen Kabelabgang ergänzt werden können. Die<br />
Motoren lassen sich in verschiedenen Stator-Außendurchmessern,<br />
Blechpaketlängen, Hohlwellendurchmessern und Rotorvarianten<br />
entweder besonders leistungs- oder besonders drehmomentoptimiert<br />
dimensionieren. So kann ein Leistungsbereich von 10 W bis<br />
200 kW bei Abmessungen von 19 mm bis 440 mm im Außendurchmesser<br />
abgedeckt werden.<br />
Unterstützt wird die Auslegung durch zwei leistungsfähige<br />
Berechnungswerkzeuge. Mit dem Softwaretool Cymex 5 können<br />
sehr genau die erforderlichen Leistungsdaten ermittelt werden, die<br />
sich aus einer Bewegungsaufgabe ergeben. Mit einem weiteren<br />
DIE GEHÄUSELOSEN MOTOREN<br />
DECKEN EINEN LEISTUNGSBEREICH<br />
VON 10 W BIS 200 KW AB<br />
Programm zur Kennlinienberechnung werden – ausgehend von<br />
vorhandenen Synchronmaschinen – die gehäuselosen Einbaumotoren<br />
im Detail definiert und hinsichtlich äußerer Bestimmungsgrößen<br />
wie Spannung, Temperatur, Frequenz und Strom<br />
dimensioniert. Es ermöglicht, das voraussichtliche Betriebsverhalten<br />
quantitativ zu bewerten, den Spannungsabfall unter Last oder den<br />
Anstieg der Umgebungstemperatur zu simulieren und so die Drehmoment-Drehzahl-Kennlinie<br />
möglichst exakt auf die Anforderungen<br />
der Applikation abzustimmen. Ohne großen Aufwand lassen sich<br />
22 <strong>DER</strong> <strong>KONSTRUKTEUR</strong> 4/<strong>2018</strong>
ANTRIEBSTECHNIK<br />
LIVE@<br />
01<br />
mehrere Motoren mit unterschiedlichem Durchmesser bewerten<br />
und so die optimale Lösung ermitteln.<br />
KOMPETENZ IN <strong>DER</strong> KLEINSERIENMANUFAKTUR<br />
Als Motorenhersteller ist Wittenstein in der Lage, Motoren sowohl<br />
mit konzentrierter als auch mit verteilter Wicklung der Statoren<br />
auszuführen. Bei Bedarf kann eine Wicklung bei besonderen<br />
Sicherheitsanforderungen auch redundant ausgeführt werden. Die<br />
Einbaumotoren der Baureihe Cyber Kit Motors nutzen in den meisten<br />
Fällen das Prinzip der verteilten Wicklung, das sich unter anderem<br />
durch eine hohe Lebensdauer und ein geringes Rastdrehmoment<br />
auszeichnet.<br />
01 Die gehäuselosen<br />
Motoren<br />
bieten ein<br />
hoch integrierbares<br />
Lösungskonzept für<br />
servotechnische<br />
Anwendungen<br />
02 Die Einbaumotoren<br />
nutzen in<br />
den meisten Fällen<br />
das Prinzip der<br />
verteilten Wicklung<br />
02<br />
Bremsentechnologie 4.0 —<br />
jetzt upgraden!<br />
ROBA ® -brake-checker: Permanentes<br />
Bremsen-Monitoring von Schaltzustand,<br />
Temperatur und Verschleiß<br />
www.mayr.com<br />
Besuchen Sie uns auf der Hannover Messe, Halle 22 Stand A44<br />
Ihr zuverlässiger Partner<br />
Mayr.indd 1 15.03.<strong>2018</strong> 14:29:31<br />
<strong>DER</strong> <strong>KONSTRUKTEUR</strong> 4/<strong>2018</strong> 23
ANTRIEBSTECHNIK<br />
„UNSERE EXPERTISE GEWÄHR-<br />
LEISTET HOCH PERFORMANTE<br />
ANTRIEBSLÖSUNGEN<br />
OHNE REALISIERUNGS-<br />
RISIKEN“<br />
Christoph Weis,<br />
Produktmanager,<br />
Wittenstein Cyber Motor<br />
www.DerKonstrukteur.de<br />
03<br />
Kompaktheit und Integrationsfähigkeit,<br />
Präzision und Vielfalt, Effizienz<br />
und Robustheit – dies alles zeichnet<br />
die gehäuselosen Servomotoren<br />
Cyber Kit Motors aus. Sie ermöglichen<br />
eine Vielzahl individueller<br />
Antriebslösungen unter anderem für<br />
die Mess- und Prüftechnik, die<br />
Halbleiter- und Elektronikfertigung,<br />
für Montage- und Fertigungsmaschinen,<br />
im Bereich Robotik und Handling<br />
sowie in der Verpackungstechnik.<br />
„GEHÄUSELOSE MOTOREN<br />
ERFOR<strong>DER</strong>N BESON<strong>DER</strong>E<br />
BERATUNGSKOMPETENZ“<br />
Dr. Kay-Horst Dempewolf,<br />
Leiter Entwicklung Automotive<br />
und Servomotoren,<br />
Wittenstein Cyber Motor<br />
www.DerKonstrukteur.de<br />
03 Durch ihre Kompaktheit und Integrationsfähigkeit<br />
bieten die gehäuselosen Motoren maximale<br />
Freiheit bei der Konstruktion neuer Maschinen<br />
Ursächlich hierfür ist, dass das Träufeln der Spulen in die Nuten in Handarbeit erfolgt.<br />
Ausgeführt wird die Arbeit, die viel Fein gefühl und Ruhe erfordert, von sehr erfahrenen<br />
Fachkräften, die die Drähte mit größter Sorgfalt ohne mechanische Belastung in die<br />
Nut einbringen, so dass die Isolation nicht beschädigt wird. Hieraus resultieren besonders<br />
langlebige Einbaumotoren mit applikationsspezifisch optimierbaren Kupferfüllfaktoren,<br />
die sich zudem durch ein sehr kleines Rastdrehmoment von etwa ein Promille<br />
auszeichnen und so äußerst präzise Bewegungen ermöglichen.<br />
Sind die Statoren gewickelt, werden sie einschließlich des Wickelkopfes entweder mit<br />
Harz imprägniert oder Epoxid vergossen. Letzteres empfiehlt sich beispielsweise dann,<br />
wenn der Motor einer hohen thermischen Belastung unterliegt oder eine möglichst große<br />
Wärmeableitung erforderlich ist.<br />
Die Arbeitsplätze, an denen die Statoren handgewickelt werden, sind Teil einer<br />
hochspezialisierten Kleinserienmanufaktur. Diese bietet die notwendige Flexibilität,<br />
um auf kundenspezifische Forderungen wie Blechpaketlänge, Temperaturfühler<br />
oder Windungszahl einzugehen. Zudem ermöglicht sie es, Präzisionsmotoren wie<br />
die Cyber Kit Motors bereits ab Losgröße 1 bis in kleine Serien von bis zu wenigen<br />
tausend Stück individuell sowie wirtschaftlich effizient zu fertigen. Gleichzeitig ist<br />
die Kleinserienmanufaktur in die fertigungs- und logistisch optimierten Strukturen<br />
und Abläufe der Innovationsfabrik eingebettet und profitiert z. B. von deren umfangreichen<br />
Prüfmöglichkeiten und Qualitätsstandards.<br />
PRODUKTE UND ANWENDUNGEN<br />
Die Lieferung von gehäuselosen<br />
Motoren ist keineswegs für jeden<br />
Elektromotorbauer selbstverständlich,<br />
denn der Beratungsaufwand<br />
kann groß und vielschichtig sein.<br />
Vermittelt werden müssen zum einen<br />
technische Kenntnisse und Zusammenhänge,<br />
beispielsweise zu den<br />
Motoren selbst, zu ihrer Lagerung im<br />
Kundengehäuse oder auch zum<br />
Zusammenspiel mit einer Leistungselektronik,<br />
deren Inbetriebnahme<br />
und Parametrisierung. Zum anderen<br />
können sich für den Kunden eine<br />
Reihe rechtlicher Verpflichtungen zur<br />
Prüfung und Kennzeichnung ergeben.<br />
DIE ANWENDUNG ENTSCHEIDET<br />
Neben der Entwicklungs- und Fertigungskompetenz bietet Wittenstein Cyber Motor<br />
den Kunden die Möglichkeit, sie bei der Integration der gehäuselosen Cyber Kit Motors<br />
in die jeweilige Applikation zu unterstützen. Dies kann bei einer Integration in<br />
Eigenregie durch Beratungsdienstleistungen und Support direkt beim Kunden geschehen<br />
oder bei Wittenstein im Rahmen einer gemeinsamen Vorwärtsintegration.<br />
Hierbei liefert der Kunde seine Beistellteile in die Innovationsfabrik – die komplette<br />
Montage zur einbaufertigen Baugruppe einschließlich der erforderlichen Prüfmaßnahmen<br />
übernimmt Wittenstein.<br />
Für die zweite Option hat man sich z. B. bei der Ehrt Maschinenbau GmbH entschieden,<br />
als es darum ging, einen innovativen Direktantrieb für Gewindeformer<br />
in Stanzmaschinen zu realisieren. Dipl.-Ing. Tobias Campe, der Leiter Entwicklung/Konstruktion<br />
des Unternehmens, fasst die Vorteile aus seiner Sicht zusammen:<br />
„Wittenstein verfügt über das Know-how und die Werkzeuge, um den Motor<br />
und die von uns beigestellten Teile fachmännisch zu montieren. In dieser kurzen<br />
Entwicklungszeit von gerade einmal einem halben Jahr hätten wir es nicht geschafft,<br />
entsprechende Kapazitäten und Prozesse aufzubauen. So können wir uns<br />
auch bestens auf unsere eigenen Kernkompetenzen konzentrieren.“<br />
Bilder: Wittenstein<br />
www.wittenstein.de<br />
24 <strong>DER</strong> <strong>KONSTRUKTEUR</strong> 4/<strong>2018</strong>
KUNDENSPEZIFISCH ANPASSBARE FREQUENZUMRICHTER<br />
Sieb+Meyer hat den Frequenzumrichter<br />
SD2M als Basis für kundenspezifische<br />
Entwicklungen leistungsseitig nochmals<br />
erweitert. So ist es nun möglich, individuelle<br />
Lösungen mit Motorströmen bis 650 A<br />
zu realisieren, wahlweise auf Grundlage<br />
einer Luft- bzw. Flüssigkeitskühlung. Durch<br />
die Drei-Level-Technologie in Kombination<br />
mit Schaltfrequenzen bis 16 kHz ist es in<br />
der Regel möglich, auf zusätzliche Motordrosseln<br />
bzw. Sinusfilter zu verzichten. Die<br />
Standardversionen lassen sich in Hochgeschwindigkeitsmotoren<br />
bis zu einer<br />
Drehfeldfrequenz von 2000 Hz und einem<br />
Motorstrom von 424 A bei 16 kHz Schaltfrequenz<br />
einsetzen. Synchron- und Asynchronmotoren lassen sich mit und ohne<br />
Drehzahlgeber vektorgeregelt betreiben, z. B. in Turbokompressoren. Die Variante mit<br />
DC-Spannungsversorgung in Kombination mit rückspeisefähigen Netzteilen/Netzwechselrichtern<br />
eignet sich für Anwendungen, in denen eine Netzrückspeisung benötigt<br />
wird, z. B. in Prüfständen oder ORC-Anlagen.<br />
www.sieb-meyer.de<br />
ABSICHERUNG <strong>DER</strong> MASCHINENFUNKTION ERWEITERT<br />
LIVE@<br />
Siemens erweitert das Servoantriebssystem Sinamcis S210 um die Extended-<br />
Safety-Integrated-Funktionen. Zu Safe Torque Off, Safe Stop 1 und Safe Brake<br />
Control kommen mit der Firmware Version V5.1 SP1 die Funktionen Safe<br />
Stop 2, Safe Operating Stop, Safely Limited Speed , Safe Speed Monitor, Safe<br />
Direction und Safe Brake Test hinzu. Die Geber der Simotics S-1FK2-Motoren<br />
unterstützen die neu dazugekommenen Funktionen und verfügen nun über eine<br />
Geberauflösung von 22 Bit. Anwendungsschwerpunkte sind Maschinen für Verpackung,<br />
Handling und Digitaldruck. Die<br />
Extended-Safety-Funktionen werden<br />
über eine Lizenz im Umrichter<br />
freigeschaltet und von der übergeordneten<br />
Simatic S7-1500F bzw. S7- 1500<br />
TF-Steuerung via Profisafe ausgelöst.<br />
Das Servoantriebssystem besteht aus<br />
dem Umrichter und den Simotics<br />
S-1FK2-Servomotoren. Diese sind in<br />
fünf Leistungsklassen von 50 bis<br />
750 W verfügbar. Der Anschluss der<br />
Motoren an die Umrichter erfolgt per<br />
Einkabelverbindung.<br />
www.siemens.com<br />
MEHR INTELLIGENZ FÜR HEAVY-DUTY-DREHGEBER<br />
Die Heavy-Duty-Drehgeber der Serie HMG10P / PMG10P von Baumer können über einen<br />
Wlan-Adapter von PC, Tablet oder Smartphone aus parametriert werden. Dies ermöglicht<br />
die individuelle Einstellung und Optimierung vieler Geräteparameter vor Ort.<br />
Ein Parameter-Download vereinfacht die Anlagendokumentation. Der Passwortschutz<br />
verhindert Manipulationen. Neben der Ausgabe der Absolutposition bieten die Drehgeber<br />
bis zu zwei inkrementale Ausgangssignale mit Nullimpuls und einen integrierten<br />
Drehzahlschalter. Parametrierbar sind die Auflösung der SSI-Absolutposition, die<br />
Inkrementalauflösung von 1 bis 13 1072 Impulsen pro Umdrehung sowie die Schaltdrehzahl<br />
von 2 bis 12 000 min -1 . Die Drehgeber werden z. B. in Container-Krananlagen,<br />
Hubbrücken oder Stahlwerken eingesetzt. Mit zweiseitiger Lagerung, einer<br />
magnetischen Abtastung und dem Baumer-Energy-Harvesting-Umdrehungszähler sind<br />
die Absolut-Multiturn-Drehgeber nicht nur robust, sondern auch präzise.<br />
PUShING<br />
INNovAtIoNS<br />
MICA.<br />
MAChtIhRE<br />
FERtIGUNG ZUM<br />
FLEXIBILItÄtS-<br />
WUN<strong>DER</strong>.<br />
Datenverarbeitung zwischen<br />
Endgeräten und IT-System. Mica<br />
Modulare und offene Plattform für<br />
maximale Flexibilität in der Fertigung<br />
Individuellanpassbar zum Neuentwickeln<br />
undNachrüsten von Maschinen und<br />
Produktionsanlagen<br />
Robust und wartungsfreimit<br />
IP67 und EN 50155<br />
Rechenleistung, Infrastrukturverkabelung<br />
undIntegration auseiner Hand<br />
Mehrerfahren Sie unter 0571 8896-0oder<br />
mailen Sie an de@HARTING.com<br />
www.baumer.com<br />
www.HARTING.de
ANTRIEBSTECHNIK<br />
FORM VOLLENDENDE<br />
ANTRIEBSTECHNIK<br />
LIVE@<br />
PRODUKTE UND ANWENDUNGEN<br />
Seitdem die Chocolat Frey AG jüngst die<br />
Produktion ihrer Napolitains erweiterte,<br />
profitiert jetzt auch der größte Schweizer<br />
Schokoladenhersteller von den Vorteilen<br />
fortschrittlicher Linearmotorentechnik. Er stellt<br />
unterschiedlichste Sorten seiner kleinen<br />
Schokoladentäfelchen mit noch höherer<br />
Qualität, Prozesssicherheit und Produktivität her.<br />
Autor: Dipl.-Ing. Franz Joachim Roßmann,<br />
Technikjournalist aus Gauting bei München<br />
Wenn Manfred Leuenberger, der Technischer Leiter<br />
im Bereich Confiserie der Chocolat Frey AG, zu<br />
einer Besichtigung der jüngsten Produktionserweiterung<br />
seines Unternehmens einlädt, umschmeichelt<br />
den Besucher der Duft nach frischer Schokolade, kaum dass<br />
er den Zugang zu den Produktionshallen passiert hat. Kein<br />
Wunder, schließlich führt der Weg durch den Bereich, in dem die<br />
Schokoladenrohmasse für die etwa 2 500 Produkte des Chocolatiers<br />
frisch zubereitet und für die Weiterverarbeitung in Tanks<br />
zwischengelagert wird. Doch bevor der Besucher den jüngsten<br />
Maschinenneuzugang – eine hochmoderne Anlage für die<br />
Produktion von kleinen Schokoladentäfelchen, den sogenannten<br />
Napolitains – in Augenschein nehmen kann, geht es in die<br />
Umkleide zum Anlegen der Hygienekleidung. Dann nur ein paar<br />
Treppen abwärts und schon steht der Besucher vor der neuen<br />
Anlage, die ihn ebenso in ihren Bann zu ziehen vermag wie die<br />
auf ihr gefertigten Produkte.<br />
26 <strong>DER</strong> <strong>KONSTRUKTEUR</strong> 4/<strong>2018</strong>
ANTRIEBSTECHNIK<br />
01 Die Formen werden Richtung der feststehenden<br />
Gießdüsen angehoben, um unerwünschte Spritzer und<br />
Lufteinschlüsse zu vermeiden<br />
VOM LASTENHEFT ZU DEN VORTEILEN<br />
<strong>DER</strong> DIREKTANTRIEBE<br />
Der Startschuss für die neue Anlage fiel bereits 2013, als sich der<br />
große Erfolg der kleinen Schokoladentäfelchen abzeichnete. Das<br />
Lastenheft für die Gießanlage enthielt als zentrale Forderung eine<br />
deutlich höhere Ausstoßleistung als sie die bis dato vorhandenen<br />
Anlagen aufweisen. Während letztere jeweils maximal 400 kg<br />
gefüllte oder ungefüllte Napolitains pro Stunde produzieren können,<br />
sollte die neue Anlage in der gleichen Zeit bis zu 2 t, also etwa<br />
6 000 Täfelchen, bewältigen.<br />
Diese Vorgaben hat der Maschinenbauer, der schon für die älteren<br />
Linien verantwortlich zeichnete, durch den Einsatz modernster<br />
Technik erfüllt. Eine zentrale Rolle spielt dabei ein Linearmotor von<br />
MIT DIESEN LINEARMOTOREN<br />
KÖNNEN FÜLL- UND VERSCHLIESSP<br />
PROZESSE FLEXIBEL UND<br />
DYNAMISCH GESTALTET WERDEN<br />
Linmot, dem die Aufgabe zukommt, die ca. 850 x 380 großen Kunststoffformen<br />
mit Aussparungen für 225 Täfelchen (25 x 9) in der<br />
Gießeinheit vom Transportband nach oben in Richtung der feststehenden<br />
Gießdüsen anzuheben.<br />
„Wenn die flüssige Schokolade durch das Gießsystem in die<br />
Form eingebracht wird, wird letztere angehoben, damit der<br />
Abstand zwischen Füllpegel und Gießdüsen möglichst gering ist“,<br />
erläutert Leuenberger. „So vermeiden wir Lufteinschlüsse oder<br />
Spritzer.“<br />
01<br />
Bei den älteren Linien übernimmt ein Pneumatikzylinder das<br />
Anheben der Formen. Doch schon der erste Blick auf diesen<br />
Vorgang offenbart eine Schwäche der mittels Druckluft betriebenen<br />
Arbeitszylinder: Die Bewegung ist ruckelig und beim Absenken fällt<br />
die Form ziemlich unsanft zurück auf die Transportschienen. Beim<br />
Linearmotor dagegen ist der komplette Bewegungsablauf trotz der<br />
geforderten höheren Dynamik der neuen Maschine sanfter und<br />
schont damit Mechanik und Produkt.<br />
Weniger ins Auge sticht ein weiterer Vorteil der elektrischen<br />
Direktantriebstechnik für den Endanwender, der aber nicht minder<br />
bedeutend ist: „Der Linearmotor erlaubt durch sein integriertes<br />
Messsystem eine wesentlich exaktere Positionierung der Form,<br />
sodass wir in jedem Moment genau wissen, wo sich die Form gerade<br />
GEMEINSAM DIE ZUKUNFT IMFOKUS<br />
Servo Antriebssysteme<br />
<br />
> EINE IDEE<br />
FÜNF VARIANTEN<br />
ALLE<br />
HS Hochleistungs-<br />
MÖGLICHKEITEN> BEWEGUNG IN<br />
Spindelhubgetriebe<br />
GANZ NEUEN<br />
DIMENSIONEN<br />
Halle 16, Stand D08<br />
23. -27. April <strong>2018</strong><br />
<br />
ATLANTA<br />
Vision Industrie 4.0<br />
www.atlantagmbh.de
-<br />
ANTRIEBSTECHNIK<br />
„ES LOHNT SICH, DIE<br />
LINEARMOTOREN-<br />
TECHNOLOGIE<br />
MIT INS KALKÜL<br />
ZU ZIEHEN“<br />
www.DerKonstrukteur.de<br />
Dr. Michael Döppert,<br />
Chefredakteur<br />
PRODUKTE UND ANWENDUNGEN<br />
Linearmotoren können nicht nur die<br />
Performance von Maschinen und<br />
Prozessen steigern, sie können auch<br />
die Produktqualität verbessern. Und<br />
wenn diese Direktantriebe, wie im<br />
Fall der Fertigung der Schokoladentäfelchen<br />
bei der Chocolat Frey AG,<br />
im Vergleich zu Pneumatik-Antrieben<br />
den Produktionsausstoß<br />
verfünffachen, spricht spätestens<br />
dann keiner mehr über vielleicht<br />
höhere Anschaffungskosten.<br />
befindet“, erklärt Manfred Leuenberger. Damit ist es möglich geworden,<br />
den optimalen Abstand zwischen Füllpegel und der Form mit einer<br />
Präzision im Zehntelmillimeterbereich jederzeit exakt einzuhalten.<br />
Zudem lassen sich problemlos unterschiedliche Verfahrprofile<br />
realisieren, die genau auf die individuellen Anforderungen des<br />
Produkts bzw. des Füllprozesses angepasst sind. „Das ist mit<br />
Pneumatik nicht zu machen, ist aber insbesondere bei gefüllten<br />
Produkten ein echter Vorteil, da wir damit die optimale Verteilung<br />
der Schokoladenmasse in der Form unterstützen und die Prozesssicherheit<br />
erhöhen können, sowie mehr Freiheiten bei der Gestaltung<br />
des Herstellungsprozesses haben“, fügt der Technikspezialist der<br />
Chocolat Frey AG an. Die Möglichkeit zur individuellen Anpassung<br />
der Verfahrprofile kann darüber hinaus genutzt werden, um die<br />
Belastung für Produkte und Mechanik während des Produktionsprozesses<br />
minimal zu halten. Zudem ist es seit der Verwendung<br />
eines elektrischen Direktantriebs machbar, zwischen verschiedenen<br />
Profilen auf Knopfdruck hin und her zu schalten. Produktwechsel<br />
nehmen entsprechend weniger Zeit in Anspruch.<br />
LEISTUNGSSTARKER LINEARMOTOR<br />
02 Ein tubularer<br />
Linearmotor sorgt<br />
für präzises,<br />
dynamisches,<br />
geregeltes und<br />
gleichzeitig<br />
sanftes Anheben<br />
der Formen<br />
Die Konstrukteure der Gießmaschine haben sich hier für den Einsatz<br />
eines tubularen Linearmotors aus der Serie P10-70 von Linmot mit<br />
einem Hub von 90 mm entschieden: Einem Stator mit Encoder PS10-<br />
70x160U-BL-QJ und dem Läufer PL10-28x390/340 sowie passendem<br />
Montageflansch, der zugleich als Kühlkörper dient. Da der Motor<br />
außerhalb des Hygienebereichs montiert ist, weist er keine erhöhte<br />
Schutzklasse auf. Für anspruchsvollere Anwendungen hat Linmot<br />
aber auch Varianten in INOX- und ATEX-Ausführung im Programm.<br />
Die Entscheidung für die Serie P10-70 fiel bei dem Maschinenbauer<br />
aus gutem Grund. Die Motoren dieser Serie verfügen über<br />
eine Dreiphasenwicklung. Sie zeichnen sich durch Spitzenkräfte bis<br />
zu 2500 N aus. Dank ihrer modularen Bauweise lassen sich Hübe<br />
zwischen 10 und 1 770 mm erreichen. Geschwindigkeiten von mehr<br />
02<br />
als 5 m/s und Beschleunigungen von über 100 g sind Garant für<br />
sehr kurze Positionierzeiten und hohe Taktzahlen.<br />
Durch den Wegfall von spielbehafteten mechanischen Komponenten<br />
wie Getriebe oder Zahnstangen lassen sich Linearmotoren<br />
bei entsprechender Auflösung des Messsystems nicht nur beliebig<br />
genau positionieren, sondern sind auch wesentlich wartungsärmer<br />
als Pneumatikzylinder oder bürstenbehaftete Motoren. Anders als<br />
bei der Pneumatiklösung lässt die Kraft des Linearmotors auch<br />
nicht mit der Zeit nach, sodass Wartungsarbeiten nur noch in<br />
größeren Abständen nötig sind.<br />
ABGESTIMMTE REGLER-MOTOR-KOMBINATION<br />
Die Versorgung des Linearmotors übernimmt bei der Gießmaschine<br />
des Schweizer Chocolatiers ein Servoregler E1400 von Linmot mit<br />
direkter Netzeinspeisung (400 V). Linmot hat dafür gesorgt, dass die<br />
Motoren aber auch ebenso gut in Kombination mit diversen<br />
leistungsstarken Antrieben anderer Hersteller betrieben werden<br />
können. Der Maschinenbauer der Gießmaschine hat jedoch einen<br />
maßgeschneiderten E1400 mit integrierter Sercos-III-Schnittstelle<br />
zur Anbindung an einen Motion Controller von Bosch Rexroth<br />
Indra Control L65 mit konfigurierbarer Sercos III Schnittstelle<br />
bevorzugt. Die Bewegungssteuerung berechnet bei dieser Konstellation<br />
die einzelnen auf die Produkte bzw. Gießprozesse zugeschnittenen<br />
Verfahrprofile, sodass auf Knopfdruck und mit höchster<br />
Flexibilität auf die Anforderungen der unterschiedlichen Produkte<br />
eingegangen werden kann.<br />
Der Linmot-Regler bietet dabei dem Maschinenbauer große Freiheit<br />
bei der Wahl des Steuerungsherstellers, da Varianten des E1400<br />
für andere verbreitete Industriebusse wie Ethercat, Powerlink,<br />
Profinet. Profibus oder Ethernet/IP erhältlich sind.<br />
„Nach über einem Jahr im Einsatz kann ich sagen, die Linearmotor-Lösung<br />
von Linmot hat sich bewährt“, konstatiert Leuenberger<br />
abschließend. Sichtlich beeindruckt von den Möglichkeiten<br />
der Direktantriebstechnik sieht der Technische Leiter Confiserie<br />
von Chocolat Frey eine positive Zukunft für die Linearmotoren in<br />
seinem Betrieb voraus: „Es gibt noch einige Anwendungen, zum<br />
Beispiel im Abfüllbereich für fertig verpackte Produkte, bei denen<br />
es Sinn macht, die bisher üblichen Pneumatikzylinder durch<br />
Linear motoren zu ersetzen.“<br />
Bilder: Chocolat Frey, Linmot, Roßmann<br />
www.linmot.com<br />
28 <strong>DER</strong> <strong>KONSTRUKTEUR</strong> 4/<strong>2018</strong>
ANTRIEBSTECHNIK<br />
DREHGEBER FÜR HÄRTESTE EINSÄTZE<br />
Posital hat seinen Hochleistungsgeber-Baukasten Ixarc um Heavy-Duty-Encoder<br />
erweitert. Diese sind als Inkremental- und Absolut-Drehgeber verfügbar. Sie<br />
sind für besonders raue und anspruchsvolle Einsätze entwickelt, z. B. auf<br />
Schiffen, in Offshore-Anlagen und Bergwerken, auf Kränen oder in Windkraftanlagen.<br />
Ihr Gehäuse besteht aus korrosionsbeständigem Edelstahl 316L bzw.<br />
Aluminium. Spezialdichtungen ermöglichen Schutzklasse IP 67. Die Lager halten<br />
mechanischen Wellenlasten bis 250 N axial bzw. 350 N radial stand und sind<br />
gegenüber Schock und Vibrationen resistent. Eine Shaft-Lock-Wellensperre<br />
schützt die internen Komponenten vor Schäden durch extreme Schublasten auf<br />
der Welle. Zusätzlichen Schutz für Ausrüstung und Bediener bietet ein optional<br />
angebotener mechanischer Drehzahlschalter. Er sendet ein Warnsignal an die<br />
Motorsteuerung, sobald die Drehzahl der Welle einen vorgegebenen Grenzwert<br />
überschreitet. Der Betriebstemperaturbereich beträgt -40 bis +80 ° C.<br />
www.posital.de<br />
MOTION CONTROLLER<br />
UM ETHERCAT ERWEITERT<br />
LIVE@<br />
Maxon Motor stattet seine<br />
Positioniersteuerungen der<br />
Epos4-Reihe mit zusätzlichen<br />
Konnektivitätsmöglichkeiten<br />
aus. Neu lassen sie sich mittels<br />
einer Erweiterungskarte als<br />
Slave in jegliche EtherCAT-Netzwerke<br />
einbinden. Die Steuerungen<br />
können jetzt mittels<br />
EtherCAT nach CoE Standard<br />
kommunizieren. Die hierfür<br />
entwickelte Card lässt sich mit<br />
den Steuerungscontrollern im<br />
Gehäuse sowie mit allen<br />
Modulen der Serie kombinieren.<br />
Zu einem späteren Zeitpunkt<br />
folgen Epos-Compact-Bauformen<br />
in EtherCAT-Ausführung.<br />
Dank dieser Erweiterung für die<br />
Welt der Ethernet-basierenden<br />
Kommunikationsprotokolle wird<br />
das Anwendungsfeld für die<br />
kompakten Positioniersteuerungen<br />
nochmals ausgeweitet<br />
– unter anderem für Bereiche, in<br />
denen kurze Zykluszeiten in<br />
synchronisierten Multiachssystemen<br />
zählen. Diese Steuerungen<br />
eignen sich sowohl für<br />
die Ansteuerung von bürstenbehafteten<br />
als auch bürstenlosen<br />
DC-Motoren. Sie überzeugen<br />
durch ihre Leistungsdichte.<br />
Kunden bekommen Zusatzleistungen<br />
für eine einfache<br />
Inbetriebnahme kostenfrei zur<br />
Verfügung gestellt.<br />
www.maxonmotor.com<br />
<strong>DER</strong> PÖPPELMANN EFFEKT:<br />
Geschlossener<br />
Materialkreislauf<br />
durch Recycling.<br />
Themen wie Umwelt- und Klimaschutz<br />
werden für Unternehmen<br />
immer wichtiger. Auch wir möchten<br />
gern einen Beitrag zur Ressourcenschonung<br />
leisten – und zwar<br />
durch Recycling. Unter der Initiative<br />
PÖPPELMANN blue∏ setzen wir<br />
deshalb zur Herstellung unserer<br />
Kunststoffschutzelemente<br />
Rezyklate ein. Diese werden<br />
zum Beispiel aus gebrauchten<br />
Schutzelementen gewonnen.<br />
So schließen wir den Rohstoffkreislauf.<br />
Mehr erfahren:<br />
poeppelmann.com/kapsto<br />
Wir machen das.<br />
Ressourcenschonender.<br />
16.–20. April <strong>2018</strong><br />
Düsseldorf<br />
Halle 4, Stand 4F28<br />
23.–27. April <strong>2018</strong><br />
Hannover, Halle 5, Stand<br />
B18/Halle 23, Stand B40<br />
Pöppelmann.indd 1 29.03.<strong>2018</strong> 09:54:32<br />
<strong>DER</strong> <strong>KONSTRUKTEUR</strong> 4/<strong>2018</strong> 29
ANTRIEBSTECHNIK<br />
ANTRIEB 4.0<br />
PRODUKTE UND ANWENDUNGEN<br />
Antriebstechnik wird intelligent. Dafür sorgen<br />
Antriebselektronik und –Software aber auch die<br />
Einbindung von Kommunikationstechnik.<br />
Auf komplette Antriebslösungen aus einer Hand, die aus<br />
Getrieben, Motoren und Frequenzumrichtern bzw. Motorstartern<br />
bestehen, setzt Nord Drivesystems. Die optimale<br />
Kombination der Einzelkomponenten wird für jede<br />
Kundenanwendung aus einem abgestimmten Baukastensystem zusammengestellt.<br />
Besonderer Stellenwert kommt der Antriebselektronik<br />
zu – den Frequenzumrichtern, Feldverteilern und Motorstartern.<br />
Sie schaffen die Basis, um aus mechanischen bzw. elektromechanischen<br />
Komponenten eine intelligente Antriebslösung generieren<br />
zu können.<br />
DIE EVOLUTION ZUM SMARTEN<br />
ANTRIEBSKONZEPT<br />
Autor: Jörg Niermann, Nord Drivesystems Gruppe, Bargteheide<br />
Durch schrittweise Weiterentwicklung der dezentralen Antriebe<br />
aus dem Nord-Portfolio ist aktuell der Feldverteiler<br />
Nordac Link SK 250E entstanden, der speziell für Anwendungen<br />
in der Förder- und Handhabungstechnik optimiert wurde. Er<br />
bringt intelligente Antriebslösungen auf den Weg, denn er stellt<br />
flexible Funktionalität für alle Antriebsaufgaben inklusive Multi-<br />
Motoren-Betrieb, Positionieren oder Heben und Senken zur Verfügung.<br />
Die integrierte PLC ermöglicht vielfältige Anwendungen<br />
bis hin zu autarken Funktionsbereichen, die übergeordnete<br />
Anlagensteuerungen entlasten und eigene Ablaufsteuerungen in<br />
Gang setzen können.<br />
Als Logidrive, der Antriebslösung für die Intralogistik, gibt es den<br />
Nordac Link SK 250E Frequenzumrichter, als perfekt abgestimmtes<br />
Antriebssystem in Kombination mit einem hocheffizienten zweistufigen<br />
Nordbloc.1 Kegelradgetriebe SK92x72.1 und einem besonders<br />
energieeffizienten Nord-IE4-Synchronmotor. Zusammen ergeben<br />
diese Einzelteile ein höchst effizientes und überlastfähiges Antriebssystem<br />
mit der Systemwirkungsgradklasse IES2. Zur Verfügung<br />
steht ein Leistungsbereich von 0,55 bis 7,5 kW. Dank des Nord<br />
Modulbaukastens mit nur drei Grundbaugrößen ist es möglich, die<br />
Variantenvielfalt gering zu halten.<br />
Das neue dezentrale Antriebskonzept Nordac Link ist die Antwort<br />
auf die Evolution der Steuerungsarchitektur von der Automatisierungspyramide<br />
zum intelligenten Automatisierungsnetzwerk.<br />
Darin kommt der Antriebstechnik eine wichtige Rolle zu, da sie die<br />
ablaufenden Prozesse in Bewegung bringt. Intelligente Antriebstechnik<br />
muss drei Eigenschaften mitbringen: Sie muss vernetzt, autark<br />
und skalierbar sein.<br />
Durch die Integration einer PLC in die Nord-Frequenzumrichter<br />
können applikationsspezifische antriebsnahe Funktionen effizient<br />
programmiert und wie alle anderen Funktionalitäten des<br />
Frequenzumrichters parametriert werden. Antriebe sind heute integraler<br />
Bestandteil des Automatisierungsnetzwerkes. Sie protokollieren<br />
die Antriebs- und Anwendungsdaten fortlaufend und<br />
werten alle zur Verfügung stehenden Sensor- und Aktordaten aus.<br />
INTELLIGENTE ANTRIEBSTECHNIK<br />
MUSS VERNETZT, AUTARK UND<br />
SKALIERBAR SEIN<br />
Die erhobenen Daten werden dann von der integrierten Umrichter-PLC<br />
lokal aufbereitet und ausgewertet. Der intelligente Antrieb<br />
kommuniziert relevante Daten an die Leitebene und an<br />
Komponenten im Netzwerk.<br />
Auf dieser Basis ist der intelligente Antrieb ohne übergeordnete<br />
Steuerung in der Lage, eigenständig und situationsgerecht in der<br />
Anlage zu agieren und eine Ablauf-, bzw. Bewegungssteuerung<br />
einzuleiten – z.B. für eine Positionieranwendung. Auch modulare<br />
Anlagendesigns mit autarken Fertigungsinseln sind möglich. Durch<br />
kontinuierliche Überwachung der Feldebene, die Verknüpfung von<br />
Kommunikation, Sensorik (Temperatur, Stromaufnahme), Prozessdaten<br />
(Drehmoment, Beschleunigung, Drehzahl) und den Vitalparametern<br />
des Antriebes ergibt sich eine höhere Flexibilität und Prozesssicherheit<br />
des Systems. Die automatische Zustandsbeurteilung<br />
wird möglich. So können ungeplante Stillstandzeiten signifikant<br />
30 <strong>DER</strong> <strong>KONSTRUKTEUR</strong> 4/<strong>2018</strong>
Patrouille Suisse<br />
Das Original<br />
–aus der Schweiz<br />
LIVE@<br />
Steilgewindespindeln<br />
verringert werden und eine zustandsorientierte Instandhaltung<br />
wird möglich.<br />
INTEGRATION WEITERER STEUERUNGS-<br />
AUFGABEN<br />
Perspektivisch wird die Reise weitergehen bis hin zu cyber-physikalischen<br />
Systemen, die verteilt und dezentral, herstellerunabhängig<br />
und standortübergreifend zusammenarbeiten. Eine beliebige<br />
Kombination aus Steuerungen, SPS und Kommunikationsprotokollen<br />
wird ihre Betriebsdaten an die jeweilige Steuerungsebene<br />
übertragen. Die ERP-Ebene steuert dann die<br />
Feldebene auf Basis der bekannten Felddaten.<br />
Die integrierte PLC des Nordac-Link-Frequenzumrichters ist für<br />
diese autarken Szenarien bestens vorbereitet. Sie kann beispiels-<br />
Gleitspindeltriebe<br />
gerollte Präzision<br />
beliebige Steigungen<br />
geräuscharm<br />
preiswert<br />
100% Swiss made<br />
01 Die Feldverteiler-Baureihe Nordac Link wurde speziell für Zielanwendungen<br />
in der Förder- und Handhabungstechnik optimiert<br />
01<br />
Eichenberger Gewinde AG<br />
5736 Burg · Schweiz<br />
T: +41 62765 10 10<br />
DE-Hannover<br />
23. bis 27. April <strong>2018</strong><br />
Halle 16, Stand F04<br />
www.gewinde.ch<br />
wir bewegen. weltweit<br />
Ein Unternehmen der Festo Gruppe
ANTRIEBSTECHNIK<br />
www.DerKonstrukteur.de<br />
„DIE INTELLIGENZ <strong>DER</strong><br />
ANTRIEBSLÖSUNGEN<br />
MUSS NUTZBRINGEND<br />
BEHERRSCHT<br />
WERDEN“<br />
Dr. Michael Döppert,<br />
Chefredakteur<br />
02 In Kombination mit einem zweistufigen<br />
Kegelradgetriebe und einem IE4-Synchronmotor<br />
bildet der Frequenzumrichter Nordac Link SK 250E<br />
die Antriebslösung Logidrive<br />
Eines ist sicher, Antriebe werden<br />
intelligenter werden. Vom Wälzlager<br />
oder der Dichtung über den Motor,<br />
das Getriebe oder die Bremse bis zur<br />
Antriebssteuerung, alle Antriebskomponenten<br />
werden in irgend einer<br />
Form betroffen sein, eigene Daten<br />
generieren und zur Auswertung und<br />
Regelung bereitstellen. Aus dieser<br />
Datenflut die entscheidenden<br />
herausfiltern und daraus Maßnahmen<br />
für den Prozess oder die<br />
Maschine abzuleiten, das wird hier<br />
die große Herausforderung sein.<br />
03<br />
02<br />
03 Durch kontinuierliche Überwachung der Feldebene, die Verknüpfung von Kommunikation,<br />
Sensorik, Prozessdaten und Vitalparametern des Antriebes ergibt sich eine höhere<br />
Flexibilität und Prozesssicherheit des Systems<br />
PRODUKTE UND ANWENDUNGEN<br />
www.DerKonstrukteur.de<br />
„WIR STELLEN HEUTE<br />
SCHON DIE ANTRIEBS-<br />
TECHNIK FÜR INDUS-<br />
TRIE 4.0 BEREIT“<br />
Dr. Omar Sadi,<br />
Technischer Geschäftsführer,<br />
Nord Drivesystems<br />
Gruppe<br />
Unser neues dezentrales Antriebskonzept<br />
ist aus Sicht von Nord<br />
Drivesystems die genau passende<br />
Antwort auf die Evolution der<br />
Steuerungsarchitektur von der<br />
Automatisierungspyramide zum<br />
intelligenten Automatisierungsnetzwerk.<br />
weise Sensoren und Aktoren einer Zellenradschleuse für die Zementvermahlung einbinden<br />
und antriebsnahe Funktionen ausführen. z. B. stoppt sie die Schleuse, wenn sie<br />
eine Blockierung durch zu große Stücke oder zuviel Material diagnostiziert. Die PLC<br />
kann selbständig Abhilfemaßnahmen einleiten: Durch Umkehr der Antriebsrichtung<br />
versucht sie, die Blockierung wieder zu beheben. Führt dies nicht zum Erfolg, kann sie<br />
die Umleitung des Materialflusses auf eine andere Förderstrecke veranlassen und die<br />
Störung melden.<br />
Das Potenzial der neuen Nord-Frequenzumrichter zeigt sich auch in einer Maschine<br />
zum Schneiden von Käse und Fleisch für die Convenience-Food-Industrie. Der Maschinenhersteller<br />
hat sich dafür entschieden, die Zentralsteuerung seiner Maschine durch<br />
die integrierte PLC des für den Antrieb zuständigen Nord-Frequenzumrichters zu ersetzen.<br />
Sie bindet zusätzlich zur Antriebssteuerung alle Sensoren und Aktoren der Anwendung<br />
ein und erspart weiteren Steuerungsaufwand.<br />
Ganze Logistik- und Industrieanlagen lassen sich mit der aktuellen Nord-Antriebstechnik<br />
durch Cloud Integration weltweit aus der Ferne überwachen und hinsichtlich<br />
Antriebsauslegung und Materialfluss optimieren. Die Antriebe übertragen dazu einfach<br />
alle Daten über ein Industrie-4.0-Gateway in eine cloudbasierte Datenbank. Über ein<br />
Remote-Terminal mit übersichtlicher grafischer Darstellung der Anlage und ihrer Betriebsdaten<br />
kann die Kontrolle und Betreuung bis zum Einzelantrieb von jedem Ort mit<br />
Internetanschluss weltweit vorgenommen werden. Mit dem Konzept des Nordac Link<br />
ist die Antriebselektronik von Nord Drivesystems in jeder Hinsicht Industrie 4.0 ready!<br />
Bilder: Aufmacherbild iStock.com/eternalcreative|Getriebebau Nord; Bilder 1, 2 und 3 Nord Drivesystems<br />
www.nord.com<br />
32 <strong>DER</strong> <strong>KONSTRUKTEUR</strong> 4/<strong>2018</strong>
RELUKTANZMOTOR MIT ERHÖHTER LEISTUNG UND EFFIZIENZ<br />
www.bonfiglioli.de<br />
LIVE@<br />
ANTRIEBSTECHNIK<br />
Bei gleicher Statorlänge wie die vierpolige Standardmotorreihe<br />
der Effizienzklasse IE2 erreichen die Synchron-Reluktanzmotoren<br />
BSR von Bonfiglioli die Effizienzklasse IE4 – oder alternativ<br />
auf der Grundlage der Effizienzklasse IE2 bei gleichem Motorvolumen<br />
die doppelte Leistung. Dementsprechend bietet<br />
Bonfiglioli auch zwei Packages aus Motor und Umrichter an: Ein „High<br />
Efficiency“-Paket auf IE4-Standard und ein „High-Power-Density“-Paket<br />
mit voller Dynamik und hochpräziser Geschwindigkeit bei sensorlosem<br />
Einsatz. Der Motor ist in sechs Baugrößen und Leistungsgrößen von 0,37<br />
bis 18,5 kW erhältlich. Beim „High Efficiency“-Paket auf IE4-Standard sorgt<br />
der Motor bei gleicher Baugröße in Verbindung mit optimierter Antriebssoftware<br />
für mehr Effizienz. Im „High-Power-Density“-Paket benötigen die<br />
Motoren bei gleicher Ausgangsleistung deutlich weniger Platz. Der Antrieb<br />
baut kürzer und inklusive Klemmenkasten auch nicht mehr so hoch – je<br />
nach Anwendung kann dies bis zu zwei Baugrößen ausmachen.<br />
FREILÄUFE PER<br />
MAUSKLICK OR<strong>DER</strong>N<br />
LIVE@<br />
Freiläufe von Ringspann<br />
können nun auch über<br />
einen Webshop bestellt<br />
werden. Zunächst stehen<br />
auf www.ringspann.de alle<br />
Einbaufreiläufe für die Drehmoment-<br />
Übertragung über Pressverbindung<br />
und Passfederverbindung zur<br />
Verfügung. Die Standard-Freiläufe<br />
aller anderen Klassen sollen in den<br />
nächsten Monaten schrittweise<br />
nachrücken. Bisher können Konstrukteure<br />
und technische Einkäufer aus<br />
zwölf Baureihen von Rücklaufsperren,<br />
Überhol- oder Vorschubfreiläufen in<br />
160 Größen mit Nenndrehmomenten<br />
von 325 bis 20 500 Nm wählen. Im<br />
Webshop wird der User intuitiv durch<br />
das Sortiment geführt. Per Mausklick<br />
erhält er alle entscheidungsrelevanten<br />
Auskünfte über Preise, Mengenstaffelungen,<br />
Verfügbarkeiten und<br />
Lieferzeiten. Kurze Textboxen<br />
skizzieren die typischen Einsatzgebiete<br />
und technischen Hauptmerkmale<br />
aller Baureihen und Typen. Zudem<br />
können an jeder Position im Webshop<br />
die passenden Datenblätter, Einbauanleitungen<br />
und 3D-CAD-Modelle der<br />
jeweiligen Modelle aufgerufen<br />
werden.<br />
DIE KUPPLUNG.<br />
FÜR DIE WELT <strong>DER</strong><br />
PRÄZISION<br />
Sicherheitskupplungen<br />
Metallbalgkupplungen<br />
Elastomerkupplungen<br />
www.ringspann.de<br />
RW-KUPPLUNGEN.DE
ANTRIEBSTECHNIK<br />
LIVE@<br />
KONZEPTE FÜR HOCHPRÄZISE TORQUEMOTOREN<br />
PRODUKTE UND ANWENDUNGEN<br />
Den genau auf die Antriebsaufgabe passenden<br />
Torquemotor gibt es nicht von der Stange. Schon<br />
mit der Auswahl der Motor-Topologie werden<br />
von vornherein die wichtigsten Eigenschaften<br />
des Torquemotors determiniert.<br />
Allgemein lassen sich in der Torquemotoren-Entwicklung<br />
vier Schwerpunkte – oftmals in Kombination – feststellen:<br />
höhere Systemgenauigkeit, verbesserte Dynamik, größere<br />
Drehmomentdichte oder ein breiteres Drehzahlspektrum.<br />
Da eine einzige Motor-Topologie nicht alle Eigenschaften gleich gut<br />
erfüllen kann, haben sich am Markt mehrere Motorbauarten etabliert.<br />
Die richtige Wahl der Motorbauart allein genügt jedoch noch<br />
nicht, um den Ansprüchen des Hochleistungsmaschinenbaus gerecht<br />
zu werden.<br />
SYSTEMGENAUIGKEIT BEI DIREKTANTRIEBEN<br />
Die Systemgenauigkeit des Torqueantriebes wird durch die Lagerung<br />
des Rotors, das Messsystem und die Messauflösung, die Steuerung<br />
bzw. Motorregelung und durch den Motor selbst bestimmt.<br />
Der Motor beeinflusst insofern die Systemgenauigkeit, indem er<br />
durch seinen spezifischen Aufbau aus Spulen, Magneten und Eisen<br />
– also seine Topologie – ungewollte Kräfte aus elektrisch und magnetisch<br />
erzeugten Oberwellen (Feld- und Durchflutungsoberwellen)<br />
sowie Temperaturgradienten in das Masse-Feder-System „Rotor-Lagerung“<br />
induziert.<br />
Autor: Jochen Krismeyer, Fachjournalist für<br />
Antriebs- und Automatisierungstechnik, Nürnberg<br />
Zu den Störkräften zählen u. a. das Cogging (reluktanzbedingte<br />
Rastkräfte, stromlos) und die aktive Lastpulsation (bestromt). Sie<br />
wirken in Richtung des Drehmomentes und beeinflussen vor allem<br />
den Gleichlauf des Motors. Ferner wirken in radialer Richtung Anzugskräfte,<br />
die sich bedingt durch die unterschiedliche Polzahl von<br />
Stator und Rotor und vorhandene Systemfehler nicht vollständig<br />
aufheben. Das hat zur Folge, dass eine resultierende radiale Kraft,<br />
in Betrag und Richtung über dem Drehwinkel auch noch veränderlich<br />
– auf den Rotor wirkt. Diese pulsierende Störkraft verursacht<br />
eine minimale Verkippung der Drehachse und eine Anregung der<br />
Motormechanik – bei hohen Drehzahlen bis zu hör- und fühlbaren<br />
Schwingungen. Welche konstruktiven Möglichkeiten gibt es nun,<br />
die Systemgenauigkeit der jeweiligen Applikation individuell anzupassen?<br />
HOHE SYSTEMGENAUIGKEIT UND DYNAMIK<br />
BEI MITTLEREN DREHZAHLEN<br />
Für sehr positioniergenaue und bahntreue Antriebe setzt Schaeffler<br />
u.a. Torquemotoren mit Luftspaltwicklungen ein. Wie es die Bezeichnung<br />
bereits suggeriert, ist die Motorwicklung im magnetischen<br />
Luftspalt zwischen Stator und Rotor angebracht. Der Stator<br />
besteht aus einem durchgehenden Außenring und den darauf fixierten<br />
Kupferspulen – die Magnete rotieren also in einem geschlossenen<br />
Eisenring. Folglich entsteht auch nicht das Cogging,<br />
wie man dies von genuteten Motoren kennt.<br />
Motoren mit Luftspaltwicklungen induzieren nur sehr geringe<br />
Störungen in die mechanische Struktur und die Steuerung. Es werden<br />
jedoch Wirbelströme im Statorring erzeugt, die zu einer Erwärmung<br />
führen und folglich die Drehzahl begrenzen. Die Drehmomentausbeute<br />
ist aufgrund des recht großen Luftspalts geringer als<br />
bei genuteten Motoren.<br />
Diese Motorenbauart – bei Schaeffler sind das die Baureihen<br />
RMK (koaxial, Innen- oder Außenläufer) und RMF (Scheibenrotor)<br />
– zeichnet ein hervorragender Gleichlauf und außergewöhnliche<br />
34 <strong>DER</strong> <strong>KONSTRUKTEUR</strong> 4/<strong>2018</strong>
Laufruhe aus. Die Wicklungen der RMK- und RMF-Motoren sind kernlos ausgeführt,<br />
wodurch sehr kleine Zeitkonstanten im Bereich von etwa einer Millisekunde realisiert<br />
werden. Durch die folglich sehr hohen Stromanstiegsgeschwindigkeiten sind<br />
diese Motoren hervorragend dynamisch regelbar und erreichen eine sehr hohe<br />
Bahntreue.<br />
HOHE SYSTEMGENAUIGKEIT UND DYNAMIK BEI<br />
GRÖSSEREN DREHZAHLEN<br />
Vielpolige, genutete Synchron-Servomotoren mit Zahnspulenwicklungen, also die<br />
typischen Torquemotoren, zeichnen sich grundsätzlich durch große Drehmomente<br />
bei niedrigen Drehzahlen aus. Die Drehzahlbegrenzung ist eine Folge der relativ<br />
starken aktiven Erwärmung der meist ungekühlten Rotoren. Diese heizen sich durch<br />
pulsierende Magnetfelder und dadurch hervorgerufene Wirbelströme auf. Der Effekt<br />
nimmt mit der Drehzahl und der Stromstärke zu.<br />
Eine konzeptionelle Maßnahme, die Drehzahl von Torquemotoren zu steigern, besteht<br />
in der geschickten Anordnung von verteilten Wicklungen. Verteilt bedeutet,<br />
dass die Spule nicht um einen Zahn, sondern um z. B. drei Zähne gewickelt ist. Die<br />
Rotoren verteilt gewickelter Motoren bleiben aufgrund geringerer Magnetflussschwankungen<br />
kühler, so dass bei deutlich höheren Polwechselfrequenzen der<br />
Drehzahlbereich des Motors angehoben werden kann.<br />
01 Einfluss der Motortopologie, der Wicklungsart und -auslegung auf den Drehzahl- und<br />
Drehmomentbereich von Torquemotoren<br />
02 Einfluss der Motortopologie, der Wicklungsart und -auslegung auf die Rotorverluste<br />
(Eisen und Magnet) in Abhängigkeit von der Drehzahl bzw. Ansteuerfrequenz<br />
PRÄZISE FÜHRUNG<br />
FÜR JEDE BEWEGUNG<br />
Jede Anwendung ist anders –<br />
deswegen bieten wir Ihnen<br />
Lineartechnik, die genau zu<br />
Ihren Anforderungen passt.<br />
Mit Profilschienenführungen,<br />
Kugel-und Trapezgewindetrieben,<br />
Linearsystemen und Kugelrollen in<br />
vielen Baugrößen und Ausführungen.<br />
Individuell für Sie zusammengestellt<br />
und konfiguriert.<br />
23.04. - 27.04. | HANNOVER<br />
HALLE 23, STAND B19<br />
01<br />
02<br />
BEDARFSGERECHTE SYSTEMLÖSUNG FÜR<br />
LINEARTECHNIK UND PRÄZISIONSLAGER<br />
RODRIGUEZ GmbH<br />
Tel. +49 (0) 2403 780-0 | info@rodriguez.de<br />
www.rodriguez.de
-<br />
ANTRIEBSTECHNIK<br />
03<br />
04<br />
„TORQUEMOTOR<br />
IST NICHT GLEICH<br />
TORQUEMOTOR“<br />
Dr. Michael Döppert,<br />
Chefredakteur<br />
www.DerKonstrukteur.de<br />
Sehr schnelle Motoren erfordern kleinere Spannungs- und Drehmomentkonstanten<br />
und laufen dadurch auf hohem Stromniveau. Bei der notwendigen Anpassung der<br />
Motorwicklungen an die geforderten Drehzahlen sind die Kupferverluste nur abhängig<br />
vom Drehmoment und vom Aussteuerungsgrad des Motors, nicht aber vom<br />
Grundstrombedarf des Motors.<br />
Schaeffler bietet Torquemotoren mit verteilten Wicklungen und besonders optimierter<br />
Topologie als Baureihe SRV bzw. HSRV an. Sie bieten bei Polwechselfrequenzen<br />
bis in den kHz-Bereich sehr hohe Umfangsgeschwindigkeiten im Luftspalt von<br />
bis zu 50 m/s. Die Motoren zeichnen sich durch kleine elektrische Zeitkonstanten im<br />
Bereich weniger Millisekunden, eine sehr hohe Systemgenauigkeit, ausgezeichnete<br />
Laufruhe und hervorragenden Gleichlauf aus. Sie stellen aktuell den Benchmark in<br />
diesem Segment dar.<br />
PRODUKTE UND ANWENDUNGEN<br />
Die Anwendungsanforderungen<br />
bestimmen die Auswahl des<br />
passenden Motors. Das gilt im<br />
Besonderen auch für Torquemotoren.<br />
Wer sich grundsätzlich für<br />
diese Antriebstechnologie entschieden<br />
hat, sollte mit Hilfe des<br />
Anbieters die am besten passende<br />
Motorbauart definieren. Das geht<br />
am effizientesten, wenn der<br />
Anbieter auch alle Bauarten und<br />
deren Topologien beherrscht.<br />
HOHE DREHMOMENTDICHTE UND GERINGE<br />
VERLUSTLEISTUNG<br />
Die oben beschriebenen Torquemotoren mit hoher Systemgenauigkeit werden häufig<br />
für präzise Positionierung, genaue Bahnkurven und sehr guten Gleichlauf eingesetzt.<br />
Im Vergleich dazu erfüllen „Leistungsantriebe“ vorwiegend Antriebsaufgaben.<br />
Die Forderung der Maschinenhersteller, bei gleichen Außenmaßen der Torquemotoren<br />
immer mehr Drehmoment und größere Spitzenmomente zu realisieren, hat bei<br />
Schaeffler zur Entwicklung von optimierten Motoren mit Zahnspulenwicklungen<br />
und Oberflächenmagneten geführt.<br />
Diese Motoren der Baureihe RI(B) wurden so gestaltet, dass bei identischen Außenmaßen<br />
der Kupferfüllfaktor und damit die Drehmomentdichte erhöht werden<br />
konnte. Um die damit gesteigerte mechanische Leistung auch abrufen zu können,<br />
mussten die Wärmeübergänge und die Kühlung der Motoren entsprechend optimiert<br />
werden. Die maximal mögliche Verlustleistung, die aus dem Motor heraus gekühlt<br />
werden kann, erhöht sich dadurch. In der praktischen Umsetzung bedeutet<br />
dies, dass die Motoren bei gleichem Bauraum mehr mechanische Leistung abgeben<br />
können (Spitzenlastauslegung - momentoptimiert) oder die Reserve bei niedrigerer<br />
Auslastung bewusst zur Wirkungsgradverbesserung dienen kann (Dauerlastauslegung<br />
- verlustleistungsoptimiert).<br />
Genügen die Drehzahlen der RI(B)-Motoren nicht, werden die Motoren mit Zahnspulenwicklungen<br />
modifiziert. Sie erhalten geblechte Rotoren mit eingebetteten Magneten.<br />
Durch den geblechten Magnetträger werden die Wirbelstromverluste auf ein<br />
Minimum reduziert. Der Rotor wird weniger erwärmt und ist nicht mehr der begrenzende<br />
Faktor für die Leistungsfähigkeit des Motors. Diese Baureihe nennt sich RKI(B)<br />
und ist technologieführend in der Kombination höchster Drehmomente und höchster<br />
Drehzahlen bei geringer Verlustleistung.<br />
36 <strong>DER</strong> <strong>KONSTRUKTEUR</strong> 4/<strong>2018</strong>
ANTRIEBSTECHNIK<br />
05<br />
06<br />
DYNAMIK UND WICKLUNGSAUSLEGUNG<br />
Spricht man bei der Entwicklung von Torquemotoren von Dynamik,<br />
versteht man darunter neben der erreichbaren Drehzahl<br />
auch die realisierbare Stromanstiegsgeschwindigkeit. Sie ist für<br />
das Beschleunigungsvermögen des Motors in der exakten Bahnbewegung<br />
von wesentlicher Bedeutung. Große Induktivitäten reduzieren<br />
die Stromanstiegsgeschwindigkeiten, kleine Induktivitäten<br />
bieten große Stromanstiegsgeschwindigkeiten. Auch hier bestimmt<br />
die gewählte Topologie des Motors von vornherein dessen<br />
mögliche Performance. Aber auch die Wicklungsauslegung hat einen<br />
sehr großen Einfluss auf die Dynamik, denn Strom, Spannung,<br />
Drehzahl, Windungszahl und Induktivität stehen in einem<br />
festen physikalischen Zusammenhang.<br />
Senior Engineer Dr. Wolfgang Heinrich, Senior Engineer im Geschäftsfeld<br />
Industrie 4.0 bei Schaeffler, erklärt abschließend dazu:<br />
„Das ist auch der Grund, warum wir ein und denselben Motor in<br />
dem gleichen Gehäuse mit bis zu zehn verschiedenen Wicklungen<br />
anbieten. Diese werden je nach Kundenvorgabe für bestimmte<br />
Strom-Spannungs-Restriktionen, für die gewünschte Nenndrehzahl<br />
oder bestimmte Lastkollektive entwickelt. Genau das ist auch<br />
die Spezialität des Unternehmens und genau das wird von den<br />
Kunden heute verlangt. Wir haben im Bereich Direktantriebe den<br />
Anspruch Weltmarktführer zu sein. Unsere unterschiedlichen<br />
Motortopologien, die sich in den verschiedenen Motorbaureihen<br />
widerspiegeln, bilden hierfür eine hervorragende Basis.“<br />
Bilder: Schaeffler<br />
www.schaeffler.de<br />
03 Hohe Systemgenauigkeit und Dynamik bei mittleren Drehzahlen<br />
bietet die Motorbaureihe RMF<br />
04 Die SRV-Motoren sind mit verteilten Wicklungen ausgeführt<br />
05 Die Motoren der Baureihe RI(B) verfügen über eine sehr hohe<br />
Drehmomentdichte<br />
06 Höchste Drehmomente und höchste Drehzahlen bei geringer<br />
Verlustleistung bieten die RKI(B)-Motoren<br />
SERVOFLEX<br />
DIE PERFEKTE SERVOKUPPLUNG<br />
Dynamische Antriebsaufgaben<br />
mit häufigem Start-Stopp- und<br />
Reversierbetrieb, bei denen eine<br />
absolute Positioniergenauigkeit<br />
im Vordergrund steht - das ist<br />
das Metier der Servoflex!<br />
SCHMIDT-KUPPLUNG<br />
GmbH
ANTRIEBSTECHNIK<br />
SUPERLATIVE IM XXL-FORMAT<br />
Kupplungen finden sich in fast jeder Maschine.<br />
Es gibt sie in diversen Ausführung und Größen<br />
– zum Beispiel auch als Sicherheitskupplungen.<br />
Die derzeit weltgrößte mechanische<br />
Sicherheitskupplung wurde 2017 für eine<br />
Windkraft-Testanlage ausgeliefert.<br />
Spezialprojekte, die die individuelle Anfertigung von Industrieund<br />
Präzisionskupplungen beinhalten, gehören bei der R+W<br />
Antriebselemente GmbH zum Tagesgeschäft. Die hauseigene<br />
Entwicklungsabteilung ist erfahren und verfügt über das<br />
Know-how, Anfragen mit besonders heiklen, oftmals extremen<br />
Parametern zu bedienen. Darunter fallen so namhafte Projekte wie<br />
die Sicherheitskupplung für die Weltraumstation ISS oder die steckbare<br />
Metallbalgkupplung für den leistungsfähigsten Teilchenbeschleuniger,<br />
den Large Hadron Collider (LHC).<br />
EIN BESON<strong>DER</strong>ES PROJEKT<br />
Im Sommer 2017 wurde von R+W ein besonderes Projekt gehandelt<br />
– die größte Sicherheitskupplung der Welt, die STF 20000 mit einem<br />
Gesamtgewicht von 21,5 t. In jeder Hinsicht extrem waren daher<br />
auch die Anforderungen. Der Auftrag entwickelte sich aus der<br />
Ausschreibung eines spanischen Kupplungsherstellers. Dieser baute<br />
ein Transmissionselement für die zwei 6-MW-Motoren einer<br />
neuen, dänischen Windkrafttestanlage. Den hierfür zusätzlich notwendigen<br />
Überlastschutz in Form einer Sicherheitskupplung mit<br />
manueller Einrastung konnte R+W beisteuern.<br />
„Unser Lastenheft bestimmte die Kombination aus den enormen<br />
Lastzyklen des Windkraftbetriebs, den entsprechend hohen Kilonewtonmeter-Bereichen,<br />
die es zu bewältigen galt, und den baulichen<br />
Vorgaben der Spanier“, erklärt Rainer Benz, technischer<br />
Leiter bei R+W. Konkret heißt das: ein Ausrückmoment zwischen<br />
15 000 und 20 000 kNm, für das die Sicherheitskupplung ausgelegt<br />
sein sollte. Im Regelfall werden im Sicherheitsbereich bis zu<br />
2 800 Nm erreicht – das entspricht dem 7 000-Fachen des üblichen<br />
Werts. Der zu erzielende Außendurchmesser betrug 4 m. Der<br />
Innendurchmesser der gigantischen Sicherheitskupplung sollte<br />
immerhin noch 70 cm betragen, bei einer Länge von 470 mm.<br />
„Dennoch ist auch die STF 20000 nach denselben Prinzipien wie<br />
alle unsere bewährten Industrie-Sicherheitskupplungen aufgebaut,<br />
nur in anderen Dimensionen als üblich“, erläutert Rainer Benz.<br />
PRODUKTE UND ANWENDUNGEN<br />
SIEBEN MONATE KONZEPTION<br />
Das R+W-Entwicklungsteam näherte sich der besonderen Aufgabe<br />
in sieben Monaten intensiver Konzeptionszeit zunächst mit der<br />
Erstellung eines 3D-Modells. Nach diesem virtuellen Prototyp konnte<br />
die gigantische Kupplung realisiert werden. Den ungewohnten physikalischen<br />
Parametern wurden die Ingenieure durch die Finite-<br />
Elemente-Methode Herr. Besonders akribisch wurde nach eventuellen<br />
Schwachstellen an der Kupplung gesucht, die sich bei herkömmlichem<br />
Gebrauch und üblicher Größe so nicht ergeben.<br />
„Die Gefahr von Verformungen oder Rissen aufgrund der extremen<br />
Beanspruchung in der Windkrafttestanlage haben wir genauestens<br />
geprüft. Davon hängt auch die langfristige Funktionssicherheit der<br />
Kupplung ab“, ergänzt Rainer Benz. Dementsprechend verstärkten<br />
die Konstrukteure die lokalisierten neuralgischen Punkte an der<br />
Kupplung.<br />
DREI WOCHEN GROSSTEILEPUZZLE<br />
Als Sonderanfertigung wurden danach alle Teile der Kupplung<br />
einzeln geschmiedet. Auch hier war absolute Präzisionsarbeit<br />
gefragt, denn der nachfolgende, akribisch geplante Prozess des<br />
Zusammensetzens sollte keine noch so kleine Ungenauigkeit bei<br />
der Fluchtung eines Bohrpunkts verzeihen. Insgesamt drei Wochen<br />
nahm das Großteilepuzzle drei R+W-Mechaniker in Anspruch.<br />
Anstatt von allen Seiten die Teile zusammenzusetzen, wurden die<br />
Einzelkomponenten nur von einer Seite montiert: „Wir haben aus<br />
der technischen Notwendigkeit einfach eine Tugend gemacht und<br />
uns das Belegen einer Pizza zum Vorbild genommen. Einzelteil um<br />
Einzelteil wurde so am Grundgerüst festgesteckt – die ideale Vorgehensweise,<br />
wie sich herausgestellt hat“, resümiert Rainer Benz. In<br />
einem Zeitrafferfilm (www.bitly/STF20000) dokumentierte das<br />
Team den aufregenden Prozess.<br />
www.rw-kupplungen.de<br />
38 <strong>DER</strong> <strong>KONSTRUKTEUR</strong> 4/<strong>2018</strong>
PDMD-A10097-00-7600<br />
flender.com
ANTRIEBSTECHNIK<br />
SCHWERE<br />
JUNGS<br />
Autor: Dr. Torsten Kretschmer, Stieber GmbH, Heidelberg<br />
PRODUKTE UND ANWENDUNGEN<br />
In der Schwerindustrie und überall dort, wo<br />
Material mit Fördereinrichtungen bewegt wird,<br />
spielen Rücklaufsperren eine elementare Rolle.<br />
Sie müssen zuverlässig funktionieren und dabei<br />
hohe Kräfte bändigen, um Menschen und<br />
Maschinen zu schützen.<br />
Die korrekte Auslegung der Rücklaufsperre verlangt exakte<br />
Daten zu den an der Förderstrecke anliegenden Drehmomenten.<br />
Im Idealfall wird die Rücklaufsperre parallel zum<br />
Antriebsaggregat konstruiert, weil Motor und Getriebe<br />
eine maßgebliche Rolle für deren Bemessung und Leistungsparameter<br />
spielen.<br />
Rücklaufsperren können entweder auf der schnell laufenden Getriebewelle<br />
und somit direkt an das Getriebegehäuse angeflanscht<br />
oder extern auf dem Wellenende der langsam laufenden Getriebewelle<br />
montiert werden. Im ersten Fall ist die Drehmomentbelastung<br />
geringer (ggf. kleinere Rücklaufsperre), die zweite Variante kann<br />
Vorteile bei der Wartung von E-Motor und Getriebe bingen.<br />
Bei Fördereinrichtungen mit Mehrfachantrieben und einer entsprechenden<br />
Anzahl an Rücklaufsperren (RS) ohne Drehmoment-<br />
begrenzung ist von einer nur geringen Lastverteilung zwischen den<br />
einzelnen RS auszugehen. Die Ursache hierfür sind das verzögerte<br />
Eingreifen der verschiedenen RS infolge von Toleranzen in den<br />
Sperren, unterschiedliche Banddehnungen an den RS, unterschiedliche<br />
Reibungszustände (Wirkungsgrade) in den Bändern<br />
usw. In der Praxis ergeben sich hieraus Sicherheitsfaktoren von<br />
bis zum 3-fachen des Antriebsmoments, wodurch die RS überproportional<br />
groß ausfallen.<br />
Mithilfe von drehmomentbegrenzenden Rücklaufsperren lässt<br />
sich der Lastausgleich optimieren, sodass diese bei unverminderter<br />
Sicherheit ggf. kleiner ausgelegt werden kann.<br />
AUSLEGUNGSBEISPIEL FÜR DIE LANGSAM<br />
LAUFENDE WELLE<br />
Bei einer Überlandbandanlage mit Rücklaufsperren ohne Drehmomentbegrenzung<br />
auf der langsam laufenden Welle muss die RS<br />
nach Vorgabe des Kunden die Drehmomentbelastung nach einem<br />
abgebrochenen Start überstehen. Hieraus ergab sich eine Drehmomentkapazität<br />
der RS von 833,5 kNm bei einem errechneten<br />
Rückdrehmoment im Normalbereich von nur 53 kNm.<br />
Bei identischen Ausgangsdaten für optimal eingestellte RS mit Drehmomentbegrenzung<br />
ist eine Drehmomentkapazität von 68,9 kNm<br />
ausreichend (Sicherheitsfaktor: 1,3). Im Falle eines abgebrochenen<br />
Starts rutscht die RS durch, bis die Spannung im Band abgebaut ist.<br />
40 <strong>DER</strong> <strong>KONSTRUKTEUR</strong> 4/<strong>2018</strong>
www.DerKonstrukteur.de<br />
„OPTIMAL AUSGELEGTE<br />
RÜCKLAUFSPERREN<br />
GEWÄHRLEISTEN EINE<br />
HÖHERE ANLAGEN-<br />
EFFIZIENZ“<br />
Dr. Torsten Kretschmer,<br />
Technischer Leiter<br />
der Stieber GmbH<br />
Rücklaufsperren sind ein<br />
wichtiger Sicherheitsbaustein,<br />
der unkontrollierten Richtungsund<br />
Tempowechsel verhindert. Mit<br />
entsprechendem Know-how und<br />
fundiertem Wissen über die vorherrschenden<br />
Einsatzbedingungen<br />
ist es möglich, die Rücklaufsperre<br />
kompakt und kosteneffizient<br />
auszulegen und den Antriebsstrang<br />
trotzdem sicher vor Überlast zu<br />
schützen.<br />
AUSLEGUNGSBEISPIEL FÜR DIE SCHNELL<br />
LAUFENDE WELLE<br />
Im vorliegenden Fall hatte ein Kunde für einen Schrägförderer eine Standardrücklaufsperre<br />
ohne Drehmomentbegrenzung auf der schnell laufenden Welle mit einer maximalen<br />
Drehmomentkapazität von 72 kNm ausgewählt (Nenndrehmoment der Antriebseinheit<br />
27,2 kNm mal kundenseitig gefordertem Sicherheitsfaktor), die während eines abgebrochenen<br />
Starts mit einem überladenen Band beschädigt wurde. Für einen noch höheren<br />
Sicherheitsfaktor (bzw. eine noch größere RS) war das Getriebe nicht ausgelegt.<br />
Dem Kunden konnte durch den Einbau einer drehmomentbegrenzenden RS geholfen<br />
werden, die bei einem errechneten Rückdrehmoment von 15 kNm auf ein Losbrechmoment<br />
von 19,6 kNm (Sicherheitsfaktor 1,3) eingestellt wurde.<br />
Drehmomentbegrenzende RS, die das Rückdrehmoment sicher halten können (Stieber<br />
empfiehlt einen Sicherheitsfaktor von 1,3), können u. U. deutlich kleiner als herkömmliche<br />
RS ausgelegt werden<br />
SICHERE AUSLEGUNG VON LASTAUSGLEICHENDEN<br />
RÜCKLAUFSPERREN<br />
Die Auslegung hängt maßgeblich von den zur Verfügung stehenden Betriebsdaten wie<br />
Rückdrehmoment, Wirkungsgrad in der Bandanlage sowie dem Reibungskoeffizient in<br />
der Sperre ab. Darüber hinaus hat jede Anwendung ihre eigenen, besonderen Anforderungen,<br />
so dass die Auslegung von Rücklaufsperren von Experten geprüft werden sollte,<br />
die Erfahrungen auf diesem Gebiet haben. Die entsprechende technische Expertise<br />
vorausgesetzt, ist es möglich, kostengünstige und trotzdem sichere und zuverlässige<br />
Lösungen zu spezifizieren.<br />
KONTROLLIERTES ENTLASTEN<br />
Elektromotoren sind in der Regel nicht dafür ausgelegt, Förderbänder bei voller Beladung<br />
anzufahren, sonst wären sie im Normalbetrieb ineffizient. Deshalb ist nach Ansprechen<br />
einer Rücklaufsperre die kontrollierte Entlastung des Förderbandes nötig, wobei der<br />
Aufwand in hohem Maße von<br />
RÜCKLAUFSPERREN MIT<br />
DREHMOMENTBEGRENZUNG<br />
BIETEN VORTEILE<br />
der Bauart der installierten RS<br />
abhängt. Idealerweise erlaubt<br />
die mechanisch oder hydraulisch<br />
zu lösende RS ein kontrolliertes<br />
Entlasten des Bandes. Besonders<br />
effizient und komfortabel bei Anlagen mit mehr als einer RS ist das gleichzeitige<br />
und allmähliche Lösen mittels einer Zentralhydraulik, wie Stieber sie anbietet. Auf diese<br />
Weise kann die Fördereinrichtung kontrolliert rückwärts laufen, schnell entladen werden<br />
und in kürzester Zeit wieder den Betrieb aufnehmen.<br />
Während herkömmliche RS gleitgelagert sind, haben die Rücklaufsperren vom Typ<br />
RDBK und RDBR von Stieber eine patentierte Wälzlagerung. Hiermit sind sie in der<br />
Lage, sehr lange und vor allem bei hohen Geschwindigkeiten rückwärts zu laufen.<br />
Bilder: Stieber GmbH<br />
www.stieberclutch.com<br />
Internationale Fachmesse<br />
für optische Technologien,<br />
Komponenten und Systeme<br />
D 15. – 17. 05. <strong>2018</strong><br />
a FRANKFURT<br />
Pole Position<br />
in optischen Technologien<br />
Die 14. Optatec bildet als lupenreine Leitmesse<br />
das weltweite Angebot an Produkten,<br />
Detail- und Systemlösungen sowie<br />
Anwendungen innovativster optischer<br />
Technologien ab. Die ca. 600 Anbieter aus<br />
mehr als 30 Nationen begegnen hier im<br />
Messezentrum Frankfurt den entscheidenden<br />
Anwendern aus ca. 55 Ländern<br />
auf höchstem Niveau.<br />
Optische Bauelemente<br />
Optomechanik / Optoelektronik<br />
Faseroptik / Lichtwellenleiter<br />
Laserkomponenten<br />
Fertigungssysteme<br />
H SPIE Kongress<br />
"Optical Systems Design"<br />
www.optatec-messe.de<br />
Veranstalter: P. E. SCHALL GmbH & Co. KG<br />
+49 (0) 7025 9206-0<br />
optatec@schall-messen.de
ANTRIEBSTECHNIK<br />
LIVE@<br />
HYBRID ÜBER<br />
DEN SEE<br />
DAS<br />
Elektromobilität ist längst nicht nur ein Thema<br />
für die Straße, sondern ebenso für die Schifffahrt.<br />
Ein Beispiel ist das Fahrgastschiff MS Diamant<br />
mit seinem parallelhybriden Antriebskonzept.<br />
ECOPROP-ANTRIEBSSYSTEM<br />
Mit dem dieselelektrischen Hybridantriebssystem Siship<br />
EcoProp ermöglicht Siemens kleineren Schiffen ein<br />
Maximum an Effizienz und eine bessere Umweltverträglichkeit.<br />
Das einfach bedienbare System stellt mit vier<br />
Antriebsmodi (Diesel, Batterie, Elektro, Hybrid) für jede<br />
Fahrsituation und jedes Fahrprofil den optimalen Antrieb<br />
bereit und kann dabei auch regenerative Energiequellen<br />
wie Windkraft, Solarzellen oder Brennstoffzellen problemlos<br />
integrieren oder nachrüsten.<br />
PRODUKTE UND ANWENDUNGEN<br />
Die knapp 63,5 m lange und 13,5 m breite MS Diamant<br />
verrichtet seit Mai 2017 auf dem Vierwaldstättersee im<br />
Fahrplanverkehr ihren Dienst. Bis zu 1000 Fahr- oder<br />
400 Bankettgäste finden auf dem Schiff der Schifffahrtsgesellschaft<br />
des Vierwaldstättersees (SGV) Platz. Die MS Diamant,<br />
entworfen und gebaut von der SGV Tochter Shiptec AG, bietet<br />
solche Design-Highlights wie ein absenkbares Oberdeck und den<br />
Nautilus-Raum mit Unterwasserfenstern, die einen Blick in die<br />
Welt unter der Wasseroberfläche ermöglichen; ein bisschen wie<br />
Jule Vernes „20 000 Meilen unter dem Meer“. Neben dem Design ist<br />
auch das Technik-Konzept der Diamant besonders modern. Dazu<br />
gehört der parallelhybride Antrieb von Siemens: das sogenannte<br />
Siship-EcoProp-System, eine ökologisch und ökonomisch durchdachte<br />
Lösung.<br />
SICHERE VERSORGUNG BEI HOHER NETZLAST<br />
Der Antrieb besteht unter anderem aus zwei permanent erregten<br />
Synchronelektromotoren von Siemens mit jeweils 180 kW Leistung,<br />
die als Generatoren wirken. Zwei zusätzliche Diesel-Generatorenpakete<br />
von Siemens im Bug des Schiffs, die im normalen Betrieb<br />
nicht zum Einsatz kommen, sichern die Versorgung des Bordnetzes<br />
bei hoher Belastung. Das ist beispielsweise dann der Fall, wenn bei<br />
Bankett-Veranstaltungen die Küche eine hohe Netzlast verursacht.<br />
Zwei Batteriepakete mit je 84 kWh decken den Bedarf bei Leistungsspitzen,<br />
etwa bei Manövern oder zur Überbrückung der Bord-<br />
netzlast im Stationsstillstand. Durch den Hybridantrieb laufen die<br />
Maschinen stets im optimalen Lastbereich, was deren Verschleiß<br />
reduziert und die Lebensdauer erhöht. Mit dieser Antriebslösung<br />
lassen sich daher in Summe während des Betriebs bis zu 25 % an<br />
Treibstoff einsparen.<br />
INNOVATIVE ANTRIEBSTECHNIK<br />
DAS PARALLELHYBRIDE ANTRIEBS-<br />
KONZEPT SORGT FÜR HOHE<br />
EFFIZIENZ UND FLEXIBILITÄT<br />
Das Siship-EcoProp-Antriebssystem von Siemens senkt durch den<br />
Einsatz von Batterien den Treibstoffverbrauch und die Wartungskosten.<br />
Über eine Boost-Funktion kann zu dem die Leistung der<br />
Haupt motoren besonders klein dimensioniert werden (Downsizing),<br />
was den Treibstoffverbrauch weiter reduziert. Bei der Boost-<br />
Funktion, eingesetzt etwa beim Manövrieren oder Umsteuern, wird<br />
der bewusst klein dimensionierte Dieselmotor durch den Elektromotor<br />
unterstützt. Dieser liefert zusätzliches Drehmoment und<br />
„boostet“ damit den Dieselmotor.<br />
www.siemens.com/marine<br />
42 <strong>DER</strong> <strong>KONSTRUKTEUR</strong> 4/<strong>2018</strong>
ANTRIEBSTECHNIK<br />
MOTOREN FÜR INTELLIGENTE ANTRIEBE<br />
LIVE@<br />
Hochdynamisch, präzise und einfach zu konfigurieren<br />
– diesen Ansprüchen an die Automatisierung und<br />
Elektrifizierung folgen die Erweiterungen im Motorenspektrum<br />
von Bosch Rexroth. Den drehmomentstarken<br />
Synchron-Servomotor MS2N gibt es nun auch mit<br />
integriertem Geber der Kategorie SIL3 PLe für anspruchsvolle<br />
Aufgaben mit Safemotion. Dadurch können zusätzliche Sicherheitskomponenten<br />
entfallen. Für Umgebungen mit explosionsfähigen<br />
Gasen und Stäuben gibt es die Variante MS2E. Mit ihr<br />
können auch in den Zonen 2 und 22 Anwendungen mit Einkabelanschluss<br />
realisiert werden. Als Alternative zu Direktantrieben für<br />
klassische Kugelgewindetriebe gibt es nun die Reihe ML3 mit<br />
selbstgekühlten, eisenbehafteten Linearmotoren. Mit hoher<br />
Dynamik und Kraftdichte ermöglichen diese kürzeste Zykluszeiten.<br />
Mit weniger<br />
Komponenten,<br />
minimalem<br />
Verschleiß und<br />
höchsten Geschwindigkeiten<br />
eignen sie<br />
sich z. B im Digitalund<br />
3D-Druck, beim<br />
Laserschneiden oder<br />
in Pick-&-Place-Anwendungen.<br />
www.boschrexroth.de<br />
KLEINANTRIEBE MIT BISS<br />
LIVE@<br />
Miniaturisierte Antriebe, deren Encoder über Biss-C<br />
mit den Motion Controllern kommunizieren, bietet<br />
Faulhaber an. Der magnetische Absolutencoder AES ist<br />
speziell auf den Einsatz an bürstenlosen DC-Kleinmotoren<br />
abgestimmt. Die Serie AESM bietet kompakte<br />
Absolutencoder, die selbst an miniaturisierten bürstenlosen<br />
DC-Antrieben mit nur 8 mm Durchmesser Platz finden. Die<br />
bidirektionale Sensor-Schnittstelle eignet sich durch ihre hohe<br />
Übertragungsrate besonders für dynamische Achsen mit hohen<br />
Beschleunigungen und für eine gleichmäßige Geschwindigkeitsregelung<br />
bei großer Positioniergenauigkeit. Da das Biss-Interface<br />
die Schnittstellensignale differentiell überträgt, erreicht<br />
es eine hohe Übertragungssicherheit. Die Übertragungstechnik<br />
Biss Line in Einkabeltechnologie bietet weiteres Potential zur Miniaturisierung.<br />
Damit werden nur<br />
zwei anstatt acht<br />
Signale für die<br />
Sensorschnittstelle<br />
benötigt. So<br />
können auch<br />
weitere Daten, z. B.<br />
von Temperatursensoren,<br />
übertragen<br />
werden.<br />
www.faulhaber.com<br />
DURCHGÄNGIGES DATENMANAGEMENT<br />
LIVE@<br />
Eine durchgängige Plattform für Kombinationen von Servo- und Schrittmotortechnik im Mischbetrieb ist die CPX-E von<br />
Festo. Konzipiert als Ethercat-Mastersteuerung und Motion Controller in IP20 wird sie zum zentralen Steuerungssystem für<br />
die Handhabungstechnik. Für die Ausführung als Remote I/O gibt es mehrere Busmodule. Mit NE21-spezifischen Zulassungen<br />
wird das Modul auch das zentrale Steuerungssystem für die Prozessautomatisierung. Mit der Plattform können neben<br />
universellen Aufgaben auch systemtechnische Lösungen unterstützt werden. In Kombination mit der Software Automation<br />
Suite steht ein durchgängiges Datenmanagement zur Verfügung. Erweiterte Softwarefunktionen integrieren elektrische Antriebe des<br />
Herstellers. Mit dem Automatisierungssystem entstehen Handhabungslösungen wie Teilehandling, Montagetechnik, Palettieren,<br />
Kleben und Dosieren. Aber auch komplette Automatisierungslösungen von Maschinen gehören zu typischen Anwendungen.<br />
www.festo.com<br />
<strong>DER</strong> APPLICATIONIZER<br />
Unwiderstehlich für Kompaktmaschinen<br />
EU<br />
STAGE<br />
ENGINEERED FOR<br />
Die H-Serie ist mit so vielen Vorzügen ausgestattet, dass keine Kompaktmaschine<br />
daran vorbeifahren kann. Die Drei- und Vierzylinder-Motoren<br />
überzeugen durch hohes Drehmoment bei niedrigen Drehzahlen und die<br />
kompakte Bauform. „Rightsizing“ heißt das Zauberwort, wodurch eine<br />
Vielzahl von Maschinen im Leistungsbereich von 18,4 bis 62 Kilowatt<br />
ideal auf Touren gebracht wird.<br />
23.–28. April <strong>2018</strong><br />
Halle 5a, Stand E 002<br />
www.hatz-diesel.com<br />
CREATING POWER SOLUTIONS.
ANTRIEBSTECHNIK<br />
LIVE@<br />
AUTONOM<br />
UNTERWEGS<br />
PRODUKTE UND ANWENDUNGEN<br />
Autonome Roboter in der Lagerlogistik brauchen<br />
zuverlässige und präzise Antriebe. Das<br />
beherzigte auch die YLOG GmbH bei der Auswahl<br />
geeigneter Motoren und Getriebe für ihre<br />
Autonomous Intelligent Vehicle.<br />
2007 hatten die Österreicher Heinrich Amminger und Martin<br />
Trummer die Idee, die Lagerlogistik zu revolutionieren. Das<br />
Prinzip ihrer Lagerlogistik ist recht einfach zu beschreiben:<br />
Die Technologie basiert auf einzelnen, frei fahrbaren Fahrzeugen,<br />
den Autonomous Intelligent Vehicles (AIV). Diese erkennen<br />
sich gegenseitig, beachten Vorfahrts- und Einbahnstraßenregelungen<br />
und erledigen auf diese Weise ihre Aufträge vollkommen autonom<br />
ohne Eingreifen eines zentralen Rechners.<br />
SHUTTLES STATT REGALBEDIENGERÄTE<br />
YLOG baut Shuttles unterschiedlicher Größe mit schwenkbaren<br />
Rädern, die in Lager- und Transportlogistik gleichermaßen agieren.<br />
Durch das an Bord befindliche Navigationssystem berechnen die<br />
AIVs einen einfachen Fahrauftrag und finden ihren Weg durch das<br />
Regal. Die Entwicklung des intelligenten Logistiksystems geht<br />
soweit, dass die Transportwagen während des Betriebes mit Strom<br />
aufgeladen werden.<br />
Die rund 50 kg schweren Shuttles benötigen sehr wenig Platz<br />
zum Manövrieren. Die Transportwagen verfügen über eine Leistung<br />
von nur 100 W, deshalb werden statt Akkus sogenannte<br />
Superkondensatoren eingesetzt. Der große Vorteil dieser Kondensatoren<br />
ist, dass diese in nur wenigen Sekunden aufgeladen werden.<br />
Durch diesen geringen Stromverbrauch der Roboter können etwa<br />
200 Roboter mit dem gleichen Energieaufwand betrieben werden,<br />
wie ein einzelnes konventionelles Regalbediengerät, das im Durchschnitt<br />
rund 20 000 W verbraucht.<br />
Das eigentlich Entscheidende des Logistiksystems ist die Steuerung:<br />
Zwar bekommen die Shuttles von einer zentralen Einheit<br />
den Auftrag, einen bestimmten Behälter aus den Regalen zu holen<br />
oder ihn abzustellen, aber sie steuern sich dank der einprogram-<br />
mierten Verkehrsregeln selbst. Dadurch können durchaus<br />
500 Transportwagen durch diesen dezentralen Ansatz in nur<br />
einem Lager unterwegs sein.<br />
MOTOREN FÜR PRÄZISE LENKUNG<br />
Motoren und Getriebe von Maxon Motor übernehmen in den autonomen<br />
Fahrzeugen unterschiedliche Aufgaben. So werden von<br />
insgesamt elf Achsen eines AIV neun durch Maxon-Motoren angetrieben.<br />
Diese sind verantwortlich für die Lenkung der Räder und<br />
die Aufnahme und Abgabe der Behälter.<br />
Es kommen unterschiedliche kundenspezifische Motorvarianten<br />
mit Getriebe zum Einsatz. Insgesamt werden neun Motoren pro<br />
Shuttle verbaut. Vier Motoren EC-max 30 werden z. B. als Lenkmotoren<br />
für die Roboterfahrzeuge verwendet. Die schwenkbaren Räder des<br />
Fahrzeugs werden durch den Antrieb in die exakte Position gebracht.<br />
HERZSTÜCK DES MOTORS FÜR<br />
DIE LENKUNG <strong>DER</strong> RÄ<strong>DER</strong> IST<br />
DIE EISENLOSE WICKLUNG<br />
Die elektronisch kommutierten EC-Motoren zeichnen sich speziell<br />
durch ein günstiges Drehmomentverhalten, hohe Leistung, einen<br />
sehr großen Drehzahlbereich und durch ihre hohe Lebensdauer aus.<br />
In Kombination mit den Antrieben werden Maxon-Planetengetriebe<br />
in der Keramikversion verwendet. Durch die Verwendung<br />
von Keramik-Bauteilen in Getrieben kann das Verschleißverhalten<br />
kritischer Komponenten deutlich verbessert werden. Daraus ergeben<br />
sich die Vorteile, dass diese Getriebe eine höhere Lebensdauer,<br />
höhere Dauerdreh- und Kurzzeitdrehmomente haben und auch<br />
höhere Eingangsdrehzahlen erlauben.<br />
Für YLOG haben die Maxon-Motoren alle Anforderungen in<br />
Bezug auf Abstufung der Antriebe in Kombination mit den richtigen<br />
Getriebeübersetzungen ideal erfüllt. Auch die individuelle kundenspezifische<br />
Gestaltung der Antriebe, z. B. für die Lenkmotoren, war<br />
ausschlaggebend für die Wahl dieser Motoren.<br />
www.maxonmotor.com<br />
44 <strong>DER</strong> <strong>KONSTRUKTEUR</strong> 4/<strong>2018</strong>
ANTRIEBSTECHNIK<br />
SCHNELLSTE SCHWERLAST-KUGELGEWINDETRIEBE<br />
Schnellere Beschleunigung und höhere Endgeschwindigkeit<br />
der Schließ- und Spritzeinheiten von vollelektrischen<br />
Kunststoff-Spritzgießmaschinen ermöglichen die<br />
neuen Baugrößen der Schwerlast-Kugelgewindetriebe<br />
HTF-SRE und HTF-SRD von NSK. Angewendet werden<br />
sie oft in Kunststoffmaschinen, mit denen Lichtleitplatten<br />
für die Displays von Smartphones und Tablets gefertigt<br />
werden. Diese werden immer größer, dünner und<br />
mit immer kürzeren Taktzeiten gefertigt. Die Linearantriebe in den Spritzgießmaschinen müssen daher mit immer größerer Dynamik<br />
arbeiten. Auf der Basis dieser Anforderungen wurden die neuen Schwerlast-Kugelgewindetriebe konzipiert. Von der Serie HTF-SRE gibt<br />
es nun auch kleine und mittlere Durchmesser ab 50 mm. Die Serie HTF-SRD für die Schließeinheiten von Kunststoffmaschinen wurde<br />
um Versionen mit größerer Steigung ergänzt. Nun stehen Schwerlast-Kugelgewindetriebe zur Verfügung, die Vorschubgeschwindigkeiten<br />
von 2 bis 3 m/s erreichen.<br />
www.nskeurope.de<br />
INTELLIGENT BREMSEN<br />
LIVE@<br />
Sicherheitsbremsen<br />
von Mayr sind gerüstet<br />
für die Industrie 4.0.<br />
Das Modul Roba<br />
Brake-Checker etwa<br />
erkennt durch die Analyse von<br />
Strom und Spannung die Bewegung<br />
der Ankerscheibe und weiß,<br />
in welchem Zustand sich die<br />
Bremse befindet. Neben dem<br />
Schaltzustand kann das Modul<br />
auch rückschließen auf Temperatur,<br />
Verschleiß und Zugweg- oder<br />
Zugkraftreserve. Für Anwendungen,<br />
die zusätzlich eine Bremsmomentregelung<br />
erfordern, gibt<br />
es das Bremsmoment-Steuermodul<br />
Roba Torqcontrol. Es kann auch<br />
durch gezielte Beeinflussung von<br />
Strom und Spannung die Höhe<br />
des Bremsmoments im Betrieb<br />
verändern. Geräte und Maschinen<br />
lassen sich so gleichmäßig und<br />
sanft verzögern. Dieses Modul<br />
bietet die Möglichkeit, Regelkreise<br />
aufzubauen und Bewegungen<br />
intelligent zu bremsen. Die sichere<br />
Bremsenansteuerung Roba SBC<br />
plus bietet<br />
Sicherheitsbremsen<br />
und<br />
sichere<br />
Bremsenansteuerung<br />
im<br />
Komplettpaket.<br />
Entwickelt<br />
wurde sie<br />
zusammen mit<br />
Pilz für<br />
Anwendungen,<br />
die Normen<br />
zur funktionalen<br />
Sicherheit<br />
erfüllen<br />
müssen.<br />
www.mayr.com<br />
Einzigartige Performance<br />
ist Teamleistung.<br />
alpha Premium Line: Einzigartig. Individuell. Hocheffizient.<br />
Gut ist Ihnen nicht gut genug? Dann haben wir für Sie das optimale<br />
Erfolgsrezept: Profitieren Sie von unseren umfassenden Beratungsleistungen,<br />
die Ihnen Best-in-Class-Lösungen garantieren. Bauen Sie auf High End-<br />
Getriebe, wie die hochpräzisen Kraftpakete XP + , RP + und RPK + sowie die neuen<br />
Winkelvarianten XPC + , XPK + und RPC + . Damit übertreffen Sie die Leistungsdichte<br />
von Standardprodukten um ein Vielfaches.<br />
Wir beraten Sie gerne: Tel. +49 7931 493-0<br />
Besuchen Sie uns auf der HANNOVER MESSE vom 23. – 27. April <strong>2018</strong>, Halle 15, Stand F10<br />
WITTENSTEIN alpha – intelligente Antriebssysteme<br />
www.wittenstein-alpha.de
ANTRIEBSTECHNIK<br />
IN<br />
FÜNF SCHRITTEN<br />
ZUR OPTIMALEN DÄMPFUNG<br />
Autor: Robert Timmerberg, M. A.,<br />
Fachjournalist (DFJV), Düsseldorf<br />
PRODUKTE UND ANWENDUNGEN<br />
Wie werden Industriestoßdämpfer für den<br />
jeweiligen Einsatzfall optimal ausgelegt?<br />
Welche Werte sind nötig? Was ist zu beachten?<br />
Ein Hersteller gibt Antworten und zeigt, wie<br />
man in fünf Schritten schnell und einfach ans<br />
Ziel gelangt.<br />
Beim Abbau kinetischer Energie bieten Industriestoßdämpfer<br />
handfeste Vorteile. Im Vergleich zu Festanschlägen<br />
stoppen sie auch große Massen punktgenau und fast lautlos.<br />
Und gegenüber der pneumatischen Endlagendämpfung<br />
überzeugen sie durch Einfachheit, Vielfalt und Wirtschaftlichkeit.<br />
Doch wer sich zum ersten Mal mit der Auslegung von Industriestoßdämpfern<br />
beschäftigt, kann schnell vor lauter Informationen<br />
und Formeln die Übersicht verlieren. Die ACE Stoßdämpfer GmbH<br />
bietet Hilfe zur Selbsthilfe und gibt einen Überblick.<br />
WELCHE WERTE SIND NÖTIG?<br />
90 % aller Einsatzfälle lassen sich berechnen, wenn folgende Parameter<br />
bekannt sind:<br />
n m = abzubremsende Masse in kg<br />
n v = Aufprallgeschwindigkeit in m/s<br />
n F = evtl. vorhandene Antriebskraft<br />
(z. B. eines Pneumatikzylinders) in N<br />
n X = Hübe<br />
n n = Anzahl der parallel eingesetzten Stoßdämpfer<br />
Mithilfe dieser Parameter werden in fünf Schritten die nötigen<br />
Werte zur Stoßdämpferauslegung berechnet. Aus den beiden oberen<br />
Parametern, der Masse m und der Geschwindigkeit v, wird zunächst<br />
die kinetische Energie nach der Formel m*v²*0,5 berechnet.<br />
Da die Geschwindigkeit in dieser Formel zum Quadrat eingeht, ist<br />
sie eine wichtige Komponente für eine optimale Dämpferauslegung.<br />
Manchmal ist die Geschwindigkeit aber nicht ohne Weiteres<br />
zu ermitteln. In diesem Fall kann der Außendienst von ACE diese<br />
vor Ort in der Anwendung feststellen. Als nächstes sind Durchmesser<br />
und Anzahl der Drosselbohrungen mithilfe der oben genannten<br />
Parameter zu definieren. Die Drosselbohrungen sind beim<br />
Funktionsprinzip der Stoßdämpfer, Aufprallenergie in Reibung<br />
und Wärme umzuwandeln, von entscheidender Bedeutung. Als<br />
drittes ist, falls vorhanden, die Antriebskraft bei der Auslegung zu<br />
berücksichtigen. Diese berechnet sich aus der Kraft multipliziert<br />
mit dem Dämpferhub. Der vierte Schritt einer erfolgreichen Auslegung<br />
ist die Berechnung der Energie pro Stunde, welche vom<br />
Dämpfer aufgenommen werden muss. Diese ergibt sich aus der<br />
Antriebskraft multipliziert mit der Anzahl der Stoßdämpferbeaufschlagungen<br />
pro Stunde. Schließlich wird noch die effektive Masse<br />
ermittelt. In die Formel zur Ermittlung der effektiven Masse geht<br />
die Geschwindigkeit ebenfalls zum Quadrat ein.<br />
VIELFÄLTIGE UNTERSTÜTZUNG<br />
Interessenten zu optimal ausgelegten Industriestoßdämpfern zu verhelfen,<br />
gehört für die ACE Stoßdämpfer GmbH zum Service. Die klassischen<br />
Varianten führen über die Beratung und Auslegung vor Ort<br />
durch Techniker im Kundendienst des Langenfelder Unternehmens.<br />
Daneben gibt es seit Jahren das ACE-Online-Berechnungsprogramm.<br />
Mit diesem lassen sich alle oben genannten Berechnungen<br />
ganz einfach durchführen. Außerdem hält der Spezialist für Dämpfungstechnik<br />
jetzt auch auf dem firmeneigenen YouTube-Kanal die<br />
wichtigsten Schritte fest, wie bewegte Massen über die gesamte Strecke<br />
mit einer linearen Kennlinie abgebremst werden können und so<br />
die geringste Belastung für die jeweilige Maschine entsteht.<br />
NÜTZLICHE INFORMATIONEN<br />
Generell ist es ratsam, Stoßdämpfer so auszulegen, dass sie über einen<br />
gewissen Leistungspuffer verfügen. Eine Auslastung von maxi-<br />
46 <strong>DER</strong> <strong>KONSTRUKTEUR</strong> 4/<strong>2018</strong>
TIPPS IM VIDEO<br />
Auf ihrem YouTube-Kanal<br />
gibt die ACE Stoßdämpfer<br />
GmbH Tipps rund um die<br />
industrielle Dämpfungstechnik.<br />
Der Weg zum YouTube-Kanal des<br />
Anbieters führt entweder über die Startseite<br />
der Homepage www.ace-ace.de oder<br />
man gibt direkt auf YouTube die Suchwörter<br />
ACE Tips oder ACE Global ein. Der Link zum<br />
Clip „Welche Daten sind zum Auslegen eines<br />
Stoßdämpfers nötig?“ lautet:<br />
http://bit.ly/ACETips_Stoßdämpferauslegung<br />
DIE AUFPRALLGESCHWINDIGKEIT IST EIN<br />
ENORM WICHTIGER PARAMETER BEI <strong>DER</strong><br />
DÄMPFERAUSLEGUNG<br />
mal 80 % ist empfehlenswert. Außerdem führen z. B. längere Dämpferhübe zu geringeren<br />
Stützkräften und somit zu einer geringeren Maschinenbelastung. Um einer<br />
reduzierten Lebensdauer durch Kühlschmiermittel, Späne oder Schmutz entgegenzuwirken,<br />
sollte man zusätzlich spezielles Zubehör wie Schutzkappen oder<br />
Sperrluftadapter verwenden. Wenn alle Parameter bekannt sind, sollte man sich<br />
für fest eingestellte Dämpfer entscheiden. Bei einstellbaren Dämpfern sind Fehleinstellungen<br />
möglich, die zu einer erhöhten Maschinenbelastung führen können.<br />
Außerdem ist zu beachten, dass ACE-Industriestoßdämpfer im Standardfall<br />
für Raumtemperaturen ausgelegt sind. Für extreme Umgebungstemperaturen bietet<br />
der Hersteller spezielle Dämpfermodelle an. Weitere Sonderlösungen wie z. B.<br />
Aufprallköpfe zur weiteren Geräuschreduktion sind vorhanden. Und wer noch<br />
weiterführende Informationen zum Thema Industriestoßdämpfer und deren Auslegung<br />
sucht: ACE bietet kostenlose Schulungen vor Ort beim Anwender, im firmeneigenen<br />
Vorführwagen, in Berufs- und Hochschulen oder im Internet.<br />
Bilder: ACE Stoßdämpfer GmbH, panptys/Fotolia.de<br />
www.ace-ace.de<br />
<strong>DER</strong> <strong>KONSTRUKTEUR</strong> 4/<strong>2018</strong> 47<br />
ROTOR-CLIP.indd 1 28.03.<strong>2018</strong> 15:03:21
ANTRIEBSTECHNIK<br />
LIVE@<br />
DEN LICHTBOGEN BEHERRSCHEN<br />
PRODUKTE UND ANWENDUNGEN<br />
Kugelgewindetriebe sind universelle<br />
mechanische Antriebselemente und werden<br />
immer wieder anspruchsvollen Anforderungen<br />
gerecht. So auch in Leistungsschaltern, die<br />
Spannungen bis 1 500 kV lenken.<br />
Unabhängig von seiner Position im Stromnetz hat ein Leistungsschalter<br />
zwei Aufgaben: Das tägliche Schalten von<br />
Leitungen im normalen Betrieb und die Unterbrechung<br />
der Stromversorgung im Falle einer Überlastung oder eines<br />
Kurzschlusses. Ein Leistungsschalter ist ein mechanisches Schaltgerät<br />
und muss in der Lage sein, innerhalb von Sekundenbruchteilen<br />
Leistungen von mehreren Gigavoltampere zu bändigen.<br />
Das Unterbrechen des Stromflusses führt bei jedem Schalter zu<br />
einem Spannungsüberschlag zwischen den beiden Kontakten. Es<br />
bildet sich ein Lichtbogen mit enormer Energie. Bei Temperaturen<br />
DIE VERSCHLEISSFREIEN KUGEL-<br />
GEWINDETRIEBE KÖNNEN GROSSE<br />
LASTEN ZUVERLÄSSIG BEWEGEN<br />
von über 50 000 °C und einem Volumen von weniger als einem Liter,<br />
können Drücke von bis zu 100 MPa auftreten. Das dabei ionisierte<br />
Gas (Plasma) leitet nicht nur weiterhin Strom, sondern reduziert<br />
die Lebensdauer des Bauteils. Bei starken Strömen kann es den<br />
Schalter sogar zerstören. Leistungsschalter sind so konstruiert, dass<br />
der beim Öffnen der Schaltkontakte entstehende Lichtbogen<br />
schnell und ohne Beschädigung des Schalters gelöscht und damit<br />
der Stromfluss unterbrochen wird.<br />
KALTGEWALZTE KUGELGEWINDETRIEBE<br />
KOMMEN INS SPIEL<br />
Ein global führender Energietechnikkonzern suchte eine zuverlässige<br />
Antriebslösung, um die schweren Metallkontakte in den Leistungsschaltern<br />
blitzschnell voneinander zu trennen. Bei der<br />
Eichenberger Gewinde AG wurde er fündig. Die robusten kaltgewalzten<br />
Kugelgewindetriebe aus Burg (CH), werden im Gewinderollverfahren<br />
in großen Serien hergestellt. Dabei werden Rauheitswerte<br />
um Rz 1.0 auf den Gewindeflanken und im Grundradius erreicht.<br />
Der Rollreibungskoeffizient beträgt bei Stahlkugeln 0,003 bis<br />
0,001 gegenüber von Gleitreibung Stahl auf Stahl (geschmiert)<br />
0,1 bis 0,05. Die hervorragenden Gleiteigenschaften des kaltgerollten<br />
Kugelgewindetriebs sorgen für minimalen Abrieb und<br />
bieten wenig Angriffsfläche für Verschmutzung.<br />
Ein Hochspannungs-Kurzschluss hat bereits nach 5 ms seinen<br />
maximalen Wert erreicht. Eine Unterbrechung der Stromversorgung<br />
im Falle eines Kurzschlusses wird zum Glück selten gefordert.<br />
Wenn dieser Fall aber unerwartet auftritt, ist die absolute Zuverlässigkeit<br />
der mechanischen Antriebselemente unabdingbar. Der<br />
Kugelgewindetrieb Typ Carry bietet hier in der Anwendung höchste<br />
Funktionssicherheit mit enormer Leistungskraft (Wirkungsgrad<br />
> 0,9) und Robustheit.<br />
Zwei massive Schubstangen sind beidseitig fest mit der maßgefertigten<br />
Mutter, auch als Mitnehmer bezeichnet, verbunden. Diese<br />
beiden Hebel setzen die riesigen, unter Federdruck stehenden<br />
Schlaganker in Bewegung, die den Metallkontakt extrem schnell<br />
trennen. Trotz widrigsten Wetterbedingungen und starken Temperaturunterschieden<br />
erfüllt der kaltgerollte Kugelgewindetrieb zuverlässig<br />
seinen Auftrag.<br />
ANWENDUNGSANFOR<strong>DER</strong>UNGEN ERFÜLLT<br />
Die kundenspezifischen Vorgaben an den Kugelgewindetrieb mit<br />
eingebautem Kundeninterface in der Mutter präsentierten sich anspruchsvoll<br />
und vielfältig. Im Bezug auf Axialkraft und Geometrie<br />
wurden höchste Ansprüche gestellt. Die tribologischen Aspekte wie<br />
Reibung, Verschleiß und Schmierung wurden als wichtige Voraussetzungen<br />
aufgeführt, die es zu erfüllen galt.<br />
Die knifflige Aufgabe, das Äußere des Mutternkörpers den speziellen<br />
Schnittstellenanforderungen und den kinematischen Bedingungen<br />
anzupassen, stellte sich als besonders anspruchsvoll<br />
heraus. Aufgrund der Gesamtheit der Forderungen wurden für den<br />
weltweiten Einsatz verschiedenste Dimensionen des Kugelgewindetriebs<br />
Carry bestehend aus der kaltgerollten Gewindespindel<br />
und der spezifischen Mitnehmer-Mutter entwickelt.<br />
Bilder: Eichenberger, psdesign1/Fotolia.de<br />
www.gewinde.ch<br />
48 <strong>DER</strong> <strong>KONSTRUKTEUR</strong> 4/<strong>2018</strong>
ANTRIEBSTECHNIK<br />
AUF KLEINSTEM RAUM EINFACH<br />
UND PRÄZISE VERFAHREN<br />
LIVE@<br />
Die Automatisierung von Produktionsprozessen wird<br />
für den Maschinenbau immer wichtiger, um Produkte<br />
schnell und preiswert herzustellen. Daher hat Igus das<br />
kompakte Drylin-E-Raumportal entwickelt. Es ist<br />
schmier- sowie wartungsfrei und eignet sich für<br />
Anwendungen in der Medizintechnik mit hohen Sicherheitsanforderungen,<br />
bei Aufgaben in der Mikroelektronik oder für Pick-and-<br />
Place-Aufgaben bei Kleinstserien. In einem geringen Arbeitsraum<br />
von 400 x 400 x 100 mm kann die Komplettlösung Lasten bis zu<br />
2,5 kg bei maximalen Geschwindigkeiten von bis zu 0,5 m/s<br />
tragen. Zwei<br />
Drylin ZLW<br />
Zahnriemenund<br />
eine<br />
Drylin GRW<br />
Zahnstangenachse<br />
sorgen dabei<br />
für eine<br />
präzise<br />
Führung und<br />
einen<br />
schmierfreien<br />
Lauf,<br />
dank Gleitelementen aus Hochleistungskunststoffen. Optional<br />
sind auch Anschlusselemente für Konstruktionsprofile verfügbar.<br />
Das Portal wird anschlussfertig mit NEMA17/23-Schrittmotoren<br />
und Encoder geliefert.<br />
ENERGIEHANDLING BIS 560 VOLT DC<br />
LIVE@<br />
Auch Drive Controller mit Anschlussspannung von<br />
230 V AC müssen nicht ohne eine aktive Gleichstromzwischenkreis-Erweiterung<br />
auskommen: Mit dem<br />
Speicher-Manager KSM 4.0 bietet Michael Koch ein<br />
universelles Gerät, das den Energiehaushalt des Drive<br />
Controllers managt. Als Speichermedien dienen dabei Elektrolyt-<br />
Kondensatoren, Doppelschichtkondensatoren oder Batterien.<br />
Abhängig von den Anforderungen des Antriebs kann das passende<br />
aktive Energiemanagementsystem konfiguriert werden.<br />
Mit einem Spitzenstrom von 60 A und einer Spannung der<br />
ange-schlossenen Speichermedien bis 260 V DC erreicht er eine<br />
Leistung bis 15,6 kW. Bei höherer Leistungsanforderung ist mit<br />
Kondensatoren und Doppelschichtkondensatoren eine Parallelschaltung<br />
von mehreren Geräten möglich. Der zu versorgende<br />
Gleichstrom(zwischen)kreis hat eine Dauerspannung bis 540 V DC.<br />
Der klassische Einsatzfall ist das Managen von Bremsenergie als<br />
Pufferfunktion mit kurzen Zyklen und häufigen Wiederholungen.<br />
www.igus.de<br />
LEBENSERWARTUNG WEIT ÜBERTROFFEN<br />
LIVE@<br />
Die Dünnringlager von Nachi, die im Mars-Rover<br />
Curiosity der Nasa verbaut sind, erweisen sich als<br />
langlebiger als erwartet. Die Gebrauchsdauer war<br />
ursprünglich auf zwei Jahre datiert, nun dauert die<br />
Marsmission schon mehr als fünf Jahre an. Die<br />
leichten Lager befinden sich im Antriebssystem des Rovers und<br />
arbeiten dort unter widrigen Bedigungen des Weltraums, wie z. B.<br />
Temperaturen zwischen -120 und 0 °C. Eine hohe Zuverlässigkeit<br />
bei langer Gebrauchsdauer weist der Hersteller auch für seine<br />
Standardwälzlager aus, z. B. für die universell einsetzbaren<br />
Rillenkugellager, Axialkugellager in Varianten für ein- oder<br />
beidseitige Lastaufnahme, Schrägkugellager, ein- und zweireihige<br />
Zylinderrollenlager, radiale und axiale Pendelrollenlager oder<br />
Kegelrollenlager. Ergänzend zu den Standardwälzlagern gibt es<br />
auch hochgenaue<br />
Präzisionslager<br />
mit<br />
minimiertem<br />
Lagerspiel,<br />
planparallel<br />
geschliffene,<br />
axial spielfrei<br />
gepaarte<br />
Wälzlager<br />
sowie<br />
Gehäuse-<br />
Wälzlager-Einheiten.<br />
www.nachi.de<br />
www.bremsenergie.de<br />
HYGIENISCHE STIRNRADGETRIEBE<br />
FÜR HOHE DREHZAHLEN<br />
LIVE@<br />
Nord Drivesystems hat seine Nordbloc.1-Reihe um<br />
einstufige Getriebe für Anwendungen mit hohen<br />
Drehzahlen und Drehmomenten erweitert. Das<br />
FEM-optimierte Blockgehäuse der Getriebe sorgt für<br />
Festigkeit und Steifigkeit. Der Aufbau mit internen<br />
Verstärkungen sowie die Steifigkeitserhöhung des Getriebegehäuses<br />
sorgen für einen geräuscharmen Lauf. Alle Lager- und<br />
Dichtungssitze sind im Gussteil enthalten. So entfallen Trennfugen,<br />
die das Gehäuse schwächen können und Ölleckagen<br />
begünstigen. Das Gehäuse ist aus Aluminium und damit leicht<br />
und robust. Zusätzlichen Schutz bietet die optionale Oberflächenveredelung<br />
NSD TUPH. Die Lager sind großzügig dimensioniert<br />
und können hohe axiale und radiale Kräfte aufnehmen. Durch die<br />
glatte, leicht zu reinigende Gehäuse-Oberfläche eignen sich die<br />
Getriebe für hygienekritische Branchen wie der Lebensmitteloder<br />
Pharmaindustrie. Typische Einsatzgebiete sind Pumpen,<br />
Mischer und Lüfter sowie Fördertechnik-Anwendungen.<br />
www.nord.com<br />
<strong>DER</strong> <strong>KONSTRUKTEUR</strong> 4/<strong>2018</strong> 49
ANTRIEBSTECHNIK<br />
SYNCHRONE<br />
GEWICHTHEBER<br />
PRODUKTE UND ANWENDUNGEN<br />
Es gibt sie noch, die Motion-Control-Lösungen<br />
auf rein mechanischer Basis. Ihr Einsatz ist zum<br />
Beispiel dann sinnvoll, wenn extreme Massen<br />
langsam bewegt werden müssen. So werden die<br />
hierbei verwendeten Hubelemente zu<br />
synchronisierten Gewichthebern.<br />
Hubelemente der Marke Pfaff-Silberblau von Columbus<br />
McKinnon Engineered Products werden häufig im Sondermaschinenbau<br />
eingesetzt. So auch in Fördereinrichtungen<br />
des Sondermaschinenbauers Krei-Ma zur Beschickung<br />
und Entladung von Wärmebehandlungsanlagen. Hier<br />
erhöht ein mechanisch synchronisierter Mehrspindelantrieb basierend<br />
auf den Pfaff-Silberblau-Spindelhubelementen SHE 20.1 den<br />
Automationsgrad und die Produktivität. Vorbei sind damit die<br />
Zeiten, als Halbzeuge den Wärmebehandlungsanlagen noch aufwändig,<br />
umständlich oder sogar manuell zugeführt wurden.<br />
MEHRSPINDELANTRIEBE MIT MECHANISCHER<br />
SYNCHRONISATION<br />
Die gesamte Fördereinrichtung verfügt über vier Hubanlagen – jeweils<br />
zwei für die Be- und die Entladeseite, wobei pro Anlage vier<br />
SHE 20.1 nach dem Antriebsschema 4.1 eingesetzt werden. Bei diesen<br />
Mehrspindelantrieben mit mechanischer Synchronisation nach<br />
Schema 4.1 werden vier Hubelemente über Kegelradgetriebe und<br />
hochelastische Gelenkwellen von nur einem Motor angetrieben.<br />
Die Techniker von Columbus McKinnon dimensionierten den<br />
kompletten Antriebsstrang gemäß den vom Sondermaschinenbauer<br />
vorgegebenen Anforderungen. Somit erhielt er bei dieser Lösung<br />
alles komplett aus einer Hand: die Dimensionierung und Lieferung<br />
aller Komponenten von der Kupplung über die Verteilergetriebe bis<br />
zum Motor.<br />
Mit der SHE-Baureihe mit integriertem Kugelgewindetrieb wird<br />
der bestmögliche Wirkungsgrad bei kleinstem Axialspiel und hoher<br />
Präzision im Gesamthub von 150 mm erzielt. Die Last in der Fördereinrichtung<br />
beträgt bis zu 15 t, die die vier Spindelhubelemente<br />
SHE 20.1 mit einer Maximalhubkraft von 200 kN leicht bewältigen.<br />
Bei der Krei-Ma-Fördereinrichtung werden Stahlrohre mit einem<br />
Kettenförderer angehoben, in der oberen Position quer zur Rollenbahn<br />
befördert, dann abgesenkt und auf einer Rollenbahn abgelegt,<br />
wo sie in Längsrichtung weiter zum Wärmebehandlungsofen zum<br />
Härten bzw. Vergüten transportiert werden. Nach dem Glühvorgang<br />
übergibt die Anlage die Rohre an die Absenkeinrichtung des<br />
Abschreckbeckens. Das abgekühlte Halbzeug wird daraufhin wieder<br />
über einen Kettenförderer, der ebenfalls von Pfaff-Silberblau-<br />
Spindelhubelementen höhenverstellt wird, abtransportiert.<br />
ROBUSTE BAUREIHE FÜR GROSSE LASTEN<br />
Die Hubelemente-Baureihe SHE deckt einen Lastbereich von<br />
0,5 bis 200 t ab. SHE-Antriebe zeichnen sich durch eine einsatzgehärtete<br />
und geschliffene Schneckenwelle und ein Getriebe mit zwei<br />
wählbaren Übersetzungsstufen aus. Sie kommen immer dann zum<br />
Einsatz, wenn große Lasten bei mittleren Einschaltdauern und<br />
mäßiger Hubgeschwindigkeit exakt positioniert und angehoben<br />
werden müssen, wie auch in den Fördereinrichtungen für die<br />
Wärmebehandlung.<br />
Die Maschinen und Anlagen dieses Sondermaschinenbauers<br />
werden weltweit in der Metall- und Schwerindustrie eingesetzt, beispielsweise<br />
in Stahl-, Walz-, Hütten-, Aluminium- und Nichteisen-<br />
Metallwerken sowie in Gießereien und in der Automobilindustrie.<br />
www.pfaff-silberblau.com/de<br />
50 <strong>DER</strong> <strong>KONSTRUKTEUR</strong> 4/<strong>2018</strong>
präsentiert Ihre<br />
INNOVATION<br />
EXCELLENCE <strong>2018</strong><br />
DAS VERNETZTE<br />
MULTIMEDIA PROGRAMM:<br />
LIVE ON TOUR<br />
DIGITAL<br />
SOCIAL MEDIA<br />
WEB-BLOG<br />
PRINT<br />
Zeigen Sie Ihre Excellence <strong>2018</strong> – Sprechen Sie uns an:<br />
Telefon: 06131/992-265<br />
Teilnehmer <strong>2018</strong>:
FLUIDTECHNIK<br />
LIVE@<br />
PRODUKTE UND ANWENDUNGEN<br />
MIT PNEUMATIK<br />
AUF DRAHT<br />
Pneumatik ist im Spiel, wenn Draht gebogen<br />
wird. Sie ist ein wichtiger Leistungsfaktor für die<br />
Funktionalität und Performance einer<br />
innovativen Drahtbiegemaschine.<br />
Die AmDa Technik GmbH in Hilden – ein mittelständischer<br />
Hersteller von Spezialmaschinen – hat nach rund zweieinhalb<br />
Jahren Entwicklungszeit eine Drahtbiegemaschine<br />
vorgestellt, die Draht und Flachstahl in einem Prozessschritt<br />
torsionsfrei richtet, locht, biegt, anfasst und abschneidet. In<br />
der Entwicklung wurden viele clevere Details realisiert, die zu einer<br />
hohen Produktionsgeschwindigkeit und Drahtrichtqualität führen.<br />
Der komplette pneumatische Strang samt Antrieben, Ventilen,<br />
Druckluftaufbereitung und Verschraubungen wurde von der<br />
SMC Deutschland bereitgestellt. Dabei zeigten sich die Vorteile<br />
einer langfristigen Zusammenarbeit mit einem breit aufgestellten<br />
Anbieter.<br />
Autor: Florian Wuttke, SMC Deutschland GmbH, Egelsbach<br />
AUSSERGEWÖHNLICHES MASCHINENKONZEPT<br />
Hinter dem Namen Kombianlage D-2510 / FS-253 verbirgt sich ein<br />
außergewöhnlicher Leistungsumfang: Die modular konzipierte<br />
Multifunktionsanlage hat sich bereits in mehreren Anwendungen<br />
bewährt und lässt sich – je nach Aufbau – gezielt auf spezifische Anforderungen<br />
auslegen. So kann die Maschine beispielsweise Drahtbügel<br />
mit einem Drahtdurchmesser von 2,5 bis 10 mm torsionsfrei<br />
richten und in 2D oder 3D biegen. Flachstähle bis 25 x 3 mm können<br />
gerichtet, gelocht und gebogen werden – und das mit enormer<br />
Produktionsgeschwindigkeit und hoher Präzision. Die Anlage lässt<br />
PNEUMATIK ERFÜLLT DIE AN-<br />
FOR<strong>DER</strong>UNGEN <strong>DER</strong> MASCHINE<br />
AN PRÄZISION, DYNAMIK UND<br />
ZUVERLÄSSIGKEIT<br />
sich als einfache Biegemaschine oder als Doppelbiegemaschine<br />
zur Herstellung komplizierter Drahtbügel einsetzen. Auch können<br />
in einem Arbeitsschritt Einstechlöcher entlang des Flachstahls<br />
gesetzt und die Drahtenden angefasst werden. Dazu besteht die<br />
Möglichkeit, gerade Stäbe in zwei Richtungen auszuwerfen bzw.<br />
zur Weiterverarbeitung an benachbarte Anlagenteile zu übergeben.<br />
Einige der entwickelten Lösungen genießen inzwischen Patentschutz.<br />
Dazu zählt die Vorschubeinheit mit vier angetriebenen,<br />
mechanisch fest miteinander gekoppelten Antriebsrollen, die den<br />
Flachstahl sicher fixieren. Dadurch sind höchste Vorschubgeschwindigkeiten<br />
möglich. Schutzwürdig befanden Patentrichter<br />
auch das vollautomatisch arbeitende Rotorensystem, das sich<br />
selbst ständig an den Drahtdurchmesser anpasst. Zwei Richtrotoren<br />
52 <strong>DER</strong> <strong>KONSTRUKTEUR</strong> 4/<strong>2018</strong>
DRIVE WITH OUR<br />
Calibrated<br />
Orifices<br />
Pilot operated<br />
Check Valves<br />
NEW<br />
Airbleed<br />
LEE Hydraulische Miniaturkomponenten GmbH<br />
Am Limespark 2 · 65843 Sulzbach<br />
Telefon 06196 / 773 69 - 0<br />
info@lee.de · www.lee.de<br />
EXPERIENCE<br />
Flow Controls<br />
Safety Screens<br />
Betaplugs<br />
Check Valves<br />
Restrictor<br />
Checks<br />
Relief Valves<br />
NEW<br />
Shuttle Valves<br />
NEW<br />
THE LEE COMPANY SINCE 1948
FLUIDTECHNIK<br />
PRODUKTE UND ANWENDUNGEN<br />
„WIR SEHEN UNS NICHT<br />
NUR ALS ZULIEFERER<br />
SON<strong>DER</strong>N ALS<br />
ENTWICKLUNGS-<br />
PARTNER“<br />
Florian Wuttke,<br />
SMC Deutschland GmbH<br />
Wir können Maschinenbauern einen<br />
unschätzbaren Mehrwert bieten,<br />
wenn wir mit unserem Antriebsund<br />
Steuerungs-Know-how<br />
frühzeitig in deren Entwicklung mit<br />
einbezogen werden. Von Vorteil ist<br />
hier, dass wir sowohl in der Pneumatik<br />
als auch in der Elektromechanik<br />
zuhause sind und über ein<br />
großes Produktportfolio verfügen,<br />
mit dem wir den kompletten<br />
Antriebsstrang abbilden können. So<br />
geschah das auch im Fall der neuen<br />
Drahtbiegemaschine von AmDa<br />
Technik, hier auf Basis von Pneumatik-Komponenten<br />
aus unserem<br />
umfassenden Standardprogramm.<br />
www.DerKonstrukteur.de<br />
mit hyperbolisch gelagerten Vorschubrichtrollen sowie pneumatisch an den Drahtdurchmesser<br />
angepasste Weggeber sorgen für eine vollautomatische Zentrierung rund um den<br />
gerichteten Drahtstab.<br />
Diese Technologien verschaffen Anwendern maximale Flexibilität beim Wechsel der Produktion<br />
und führen gleichfalls zu einer sehr hohen Drahtrichtqualität. Das innovative System<br />
der zweifach pneumatisch angetriebenen Kupplungen zwischen den beiden Richtrotoren<br />
jedes Rotorenpaars ist ebenfalls patentrechtlich geschützt. Es ermöglicht die schnelle,<br />
softwaregesteuerte Umschaltung zwischen dem torsionsfreien Drahtrichten und der<br />
Unterstützung des 3D-Systems beim 3D-Biegen.<br />
ABGESTIMMTES PNEUMATISCHES SYSTEM<br />
Für die beiden verantwortlichen Entwicklungsingenieure von AmDaTech, Joannis G.<br />
Amyralis und Panagiotis T. Dafos, ist die optimal aufeinander abgestimmte Technologie<br />
des pneumatischen Systems ein wichtiger Faktor, die überlegene Leistungsfähigkeit der<br />
Anlage in punkto Produktionsgeschwindigkeit und Präzision im Drahtrichten erreichen<br />
zu können. Sie sind sich einig: „Die hohe Präzision, mit der die Drehantriebe von SMC<br />
arbeiten, haben wir mit Vergleichsprodukten anderer Hersteller nicht annähernd beobachten<br />
können. Dazu kommt das optimale Zusammenspiel aller Komponenten im pneumatischen<br />
System, das aus unserer Sicht maßgeblich dazu beiträgt, die herausragende<br />
Reproduziergenauigkeit zu erreichen. Gerade in anspruchsvollen Anwendungen, wie<br />
dem parallelen Biegen von Federelementen für die Automobilindustrie, bewerten<br />
Kunden das als entscheidendes Kriterium.“<br />
Der gesamte pneumatische Antriebsstrang stammt von SMC in Egelsbach bei Frankfurt<br />
am Main. Er umfasst Zylinder, Drehantriebe und Lineareinheiten, sowie Ventilinseln<br />
mit insgesamt 46 verschiedenen Ventilen, ferner die Druckluftaufbereitungs- bzw.<br />
Verteilungsgeräte sowie zahlreiche Verschraubungen. Den Kern bilden dabei die<br />
Schwenkantriebe der Serien CRB und MSQ. Diese Komponenten sind speziell für<br />
Anwendungen konzipiert, die einen einfachen Wechsel der Biegeradien erfordern.<br />
Beide Antriebe zeichnet aus, dass sie voreingestellte Geschwindigkeiten sehr stabil einhalten.<br />
Mit Stoßdämpfern bzw. Dämpferscheiben ausgestattet, fangen sie außerdem die<br />
kinetische Bewegungsenergie materialschonend auf. Der Wechsel läuft gleichzeitig mit<br />
der Vorschubbewegung des Drahts.<br />
Neben dem Funktionsumfang sind in der neuen Drahtbiegemaschine etliche pfiffige<br />
Ideen umgesetzt: So sind die Biege- und 3D-Einheiten entlang der gesamten Maschinenlänge<br />
fahrbar. Damit können Anwender unterschiedlichen Biegeaufgaben mit maxi maler<br />
Flexibilität begegnen. Die doppelten Biegewerkzeuge sind variabel einstellbar und ermöglichen<br />
die Herstellung von Drahtbügeln mit zwei Biegeradien, scharfen Biegungen und<br />
Bogen oder Kreisen in einem Bügel. Die integrierte Stanze für Flachstahl übernimmt eine<br />
Doppelfunktion und kann sowohl Lochen als auch Schneiden.<br />
Pneumatisch angetrieben ist auch die Abwurfvorrichtung. Diese kann in zwei Richtungen<br />
agieren. Ein gerader Drahtstab kann z. B. nach hinten abgeworfen werden, während<br />
ein zweiter nach vorne der Weiterverarbeitung zugeführt wird. In einer Doppelbiegemaschine<br />
sind somit große, komplizierte Drahtbügel und gerade Drahtstäbe in einem<br />
Schritt parallel herstellbar. Die logische Folge: Es lassen sich außer gewöhnlich hohe<br />
Taktzahlen realisieren – nicht zuletzt auch dank der Pneumatik.<br />
www.smc.de<br />
AZ_Gummi 210x75.qxp_Layout 1 22.03.18 19:05 Seite 2<br />
GUMMI-FORMTEILE IN HÖCHSTFORM<br />
PERFEKTION NACH WUNSCH UND MASS:<br />
GUMMIFORMTEILE.<br />
GUMMI-METALLVERBINDUNGEN.<br />
GUMMITEILE-PROGRAMM.<br />
MEHR: www.layher-ag.de<br />
23. - 27. April <strong>2018</strong>
FLUIDTECHNIK<br />
RETROFIT MACHT WERKZEUGMASCHINEN<br />
ENERGIEEFFIZIENTER<br />
LIVE@<br />
Ein Retrofit der Hydraulik zum Betätigen von Spannstöcken,<br />
Kraftspannfuttern sowie Klemmen von<br />
Schlitten und Reitstöcken kann den Betrieb von bestehenden<br />
Werkzeugmaschinen energieeffizienter<br />
machen. Von Nachi gibt es dafür die Hydraulikaggregate<br />
NSPi. Sie erzeugen nur den exakt benötigten Volumenstrom<br />
und Druck. Elektromotor und Hydraulikpumpe sind<br />
direkt verbunden. Das reduziert Reibungsverluste. Die einstellbare<br />
Flügelzellenpumpe ist mit einer Druckwaage ausgestattet.<br />
Dadurch lässt sich der Volumenstrom anpassen. Muss die<br />
Hydraulik lediglich den Druck halten, z. B. bei geklemmten<br />
Schlitten, fließt außer einer geringen internen Leckagemenge<br />
kein Öl. Benötigt<br />
dagegen die Hydraulik<br />
einen größeren<br />
Volumenstrom, z. B.<br />
beim Öffnen oder<br />
Schließen von Spannbacken,<br />
wird die Flügelzellenpumpe<br />
innerhalb<br />
kürzester Zeit entsprechend<br />
eingestellt. Der<br />
Hersteller bietet auch<br />
Hydraulikaggregate<br />
speziell für Umformmaschinen<br />
an, z. B.<br />
Abkantpressen.<br />
www.nachi.de<br />
ROBUSTE FILTERPUMPE FÜR<br />
WERKZEUGMASCHINEN<br />
Der in Werkzeugmaschinen<br />
genutzte Kühlschmierstoff<br />
(KSS) wird während der<br />
Nutzung mit Feststoffen<br />
verunreinigt und muss<br />
gereinigt werden. Eine<br />
qualitativ hochwertige<br />
Filtration verlängert die<br />
Nutzungszeit des Werkzeugs.<br />
Um verunreinigtes KSS zur<br />
Filteranlage zu fördern, hatte<br />
Grundfos bisher Pumpen der<br />
Baureihe MTA und MTB im<br />
Programm. Neu ist die<br />
Baureihe MTD: Eine mehrstufige<br />
Eintauchpumpe,<br />
ausgestattet mit halboffenen<br />
Laufrädern. Damit<br />
fördert die Pumpe Späne, Fasern und abrasive Feststoffe bis zu<br />
einer Größe von 25 mm, sie kann somit bei allen Prozessen der<br />
Werkzeugmaschinen-Industrie eingesetzt werden. Die Baureihe ist<br />
für mehrere Druckbereiche (2 / 3 / 4 Laufrad-Stufen) und Eintauchlängen<br />
(230 / 280 / 330 mm) mit Fördermengen zwischen 50 und<br />
300 l/min verfügbar. Um die Standfestigkeit der Pumpe zu sichern,<br />
sind die Laufräder, das Spiralgehäuse und das Pumpengehäuse aus<br />
robustem Gusseisen gefertigt. Alle Oberflächen sind galvanisch<br />
beschichtet (Korrosionsschutz).<br />
www.grundfos.de<br />
PNEUMATISCHE ZENTRIEREINHEITEN<br />
LIVE@<br />
Schwere Lasten mit kleinen Zylindern perfekt<br />
positionieren – Was kontrovers klingt, machen die<br />
neuen pneumatischen Zentriereinheiten der Serie<br />
MACM von SMC möglich. Sie können schwere Lasten<br />
bis 1 t tragen und diese in alle Richtungen – vor,<br />
zurück, rechts, links, quer und rotierend (360°) – bewegen. Das<br />
gelingt mit einer Zentriergenauigkeit von ± 1 mm. Dadurch wird<br />
es möglich, mit sehr kleinen, kompakten und kostengünstigen<br />
Ausrichtzylindern die Werkstückpositionierung z. B. in Förderlinien<br />
zu bewerkstelligen. Folglich können Maschinenbauer und<br />
Maschinenbetreiber Platz und Kosten sparen. In der Praxis<br />
zeichnen sich die Zentriereinheiten durch eine einfache Einstellung<br />
und geringen Wartungsaufwand aus. Sie sind aus Edelstahl<br />
gefertigt, lebensdauergeschmiert und mit drei verschiedenen<br />
Tischmaterialien aus Kunststoff oder Edelstahl bestellbar.<br />
Insgesamt umfasst das Sortiment vier verschiedene Baugrößen.<br />
Die größte Ausführung<br />
ist 198 × 198 ×<br />
81 mm (L × B × H) klein<br />
und bietet einen Hub<br />
von 50 mm, einen<br />
Verstellbereich bis<br />
50 mm in jeder<br />
Richtung zur Schlittenmitte.<br />
Nach Angaben<br />
von SMC sind diese<br />
Zentriereinheiten<br />
derzeit einzigartig auf<br />
dem Markt.<br />
www.smc.de<br />
IN PERFEKTER<br />
HARMONIE<br />
FLUIDTECHNIK-KOMPONENTEN,<br />
SYSTEME UND DIENSTLEISTUNGEN<br />
AUS EINER HAND<br />
Jetzt erleben:<br />
www.perfekte-harmonie.de
AUTOMATISIERUNGSTECHNIK<br />
ZUPACKEN<br />
UND<br />
SPANNEN<br />
Mit einer Taktzeit von<br />
46 Sekunden durchlaufen Rohre<br />
mit variablen Längen und<br />
Durchmessern voll automatisiert<br />
fünf Bearbeitungsstationen.<br />
Anwendungsspezifisch<br />
konstruierte Hochleistungskraftspannmittel<br />
und<br />
wartungsarme Greifer<br />
gewährleisten im 24/7-Betrieb<br />
ein akkurates Teilehandling und<br />
eine zuverlässige Spannung.<br />
LIVE@<br />
PRODUKTE UND ANWENDUNGEN<br />
Wellen, Rohre, Bohrgestänge, Lenkstangen, Kolbenstangen<br />
– das Einsatzspektrum der Rohrenden-Bearbeitungsmaschine<br />
von HK-CON ist extrem breit. Kein<br />
Wunder: Ohne die Maschine umzustellen und ohne<br />
Backentausch, lassen sich Rohrlängen von 400 bis 2700 mm und<br />
Durchmessern von 36 bis 63 mm bearbeiten. Variieren die Teile<br />
müssen lediglich die Werkzeuge und das Programm geändert<br />
werden. „Mit Modifikationen ist es möglich, dasselbe Maschinenkonzept<br />
für Rohre mit 400er Durchmesser oder Längen über 6 m zu<br />
realisieren“, erläutert HK-CON Geschäftsführer Walter Kraft.<br />
Über eine Zuführung werden die Rohre bereitgestellt, per Roboter<br />
mittig aufgelegt, gegen einen Anschlag gefahren, nach dem Prinzip<br />
einer Taktstraße von jeweils drei Schunk PGN-plus Universalgreifern<br />
von Station zu Station übergeben und in speziell für die<br />
Anwendung modifizierten Schunk Kraftspannfuttern präzise zentrisch<br />
gespannt.<br />
An den HK-CON-eigenen Bearbeitungsmodulen, die sich auch in<br />
anderen Maschinenkonzepten bereits vielfach bewährt haben,<br />
werden die Teile je nach Anforderung gebohrt, geplant, gedreht und<br />
gefräst sowie mit Quernuten, Schlitzen oder Gewinden versehen.<br />
Sobald die erste Seite z. B. in fünf Stationen fertig bearbeitet ist, folgt<br />
unmittelbar mit dem nächsten Takt die Übergabe an die Bearbeitungsmodule<br />
der zweiten Seite, wo entweder die identischen Bearbeitungsschritte<br />
erfolgen oder eine veränderte Abfolge möglich ist.<br />
KRAFT- UND HUB OPTIMIERTE SPANNBLÖCKE<br />
Damit der Transfer der Rohre und deren Bearbeitung im voll automatisierten<br />
Betrieb nicht ins Stocken kommen, hat HK-CON die<br />
DIE SPANNBLÖCKE DEFINIEREN<br />
EINEN NEUEN MASSSTAB<br />
HINSICHTLICH LEISTUNGSDICHTE<br />
Maschine mit einer Vielzahl von Schunk-Greifern und -Spannmitteln<br />
ausgestattet. Elementares Herzstück sind zehn zentrisch<br />
spannenden Hochleistungskraftspannblöcke. „Wir benötigen eine<br />
hohe Spannkraft, um die Rohre sicher zu halten, und zugleich<br />
56 <strong>DER</strong> <strong>KONSTRUKTEUR</strong> 4/<strong>2018</strong>
einen großen Hub, um ein möglichst großes Teilespektrum abzudecken“, betont<br />
Walter Kraft. Vor allem beim Aufbohren, Gewinden und Planen seien hohe Spannkräfte<br />
erforderlich, damit die Rohre bei der Bearbeitung nicht rotieren oder ihre<br />
axiale Position verändern.<br />
In intensiver Detailarbeit hat das Team am Schunk-Kompetenzzentrum für Drehtechnik<br />
und Stationäre Spannsysteme in Mengen individuell für die Anwendung bei<br />
HK-CON ein schmales, stationäres Kraftspannfutter mit hoher Spannkraft und zugleich<br />
großem Backenhub realisiert. Basis war das 2-Backen-Drehfutter Rota 2B-400.<br />
Erstmals ist es mit dem Futter möglich geworden, eine kraftvolle und zugleich<br />
variable Spannung von Rohrenden auf engem Raum zu realisieren, ohne dass ein<br />
Umbau des Spanners erforderlich ist. Lange Kolbenführungen gewährleisten eine<br />
präzise Werkstückzentrierung; lange Grundbackenführungen eine optimale<br />
Backenabstützung. Die Spannung erfolgt fast unmittelbar im Bereich der Führung,<br />
sodass ein optimales Verhältnis aus langer Führungsbahn und kurzem Hebel der<br />
Spannbacke ermöglicht wird. Justierbare Messingabstreifleisten dichten die Grundbacken<br />
ab und schützen das Innenleben vor Spänen, Schmutzpartikeln und Kühlschmierstoffen.<br />
Allseitig gehärtete und geschliffene Funktionsteile gewährleisten<br />
eine hohe Präzision und eine lange Lebensdauer der Kraftspannblöcke.<br />
Das Ergebnis kann sich sehen lassen: 50 000 N Spannkraft bei einem Hub von<br />
26 mm pro Backe und kompakter Bauweise definieren einen neuen Maßstab<br />
hinsichtlich der Kombination aus Backenhub, Spannkraft und Bauraum.<br />
SYNERGIE AUS SPANNTECHNIK UND GREIFSYSTEMEN<br />
Nach Aussage von Walter Kraft waren vor allem die Zuverlässigkeit und die Kompetenz<br />
von Schunk ausschlaggebend für die Entscheidung, wem man das Projekt<br />
anvertraut. Schon mehrfach habe HK-CON in enger Abstimmung mit Schunk-Fachberater<br />
Bernhard Ferenz innovative Lösungen realisiert. „Wir waren überzeugt, dass<br />
Schunk Spannstöcke mit so großem Hub und so großer Spannkraft realisieren kann“,<br />
so Kraft. Zusätzlich profitiert HK-CON von der einzigartigen Synergie aus Spanntechnik<br />
und Greifsystemen, die nur Schunk in einem solchem Umfang bietet.<br />
So kommen in einer Rohrenden-Bearbeitungsmaschine mit zweimal fünf Bearbeitungsstationen<br />
neben den zehn individuell entwickelten Kraftspannfuttern 20 abgedichtete<br />
PGN-plus-200-Universalgreifer zur unterstützenden Werkstückspannung,<br />
36 federbetätigte PGN-plus-200 als Hebeeinrichtung sowie zwei PGN-plus-200 für<br />
das Rohrhandling zwischen linker und rechter Rohrbearbeitung zum Einsatz. „Wir<br />
nutzen an jeder Station jeweils drei Greifer für den Transport und jeweils zwei abgedichtete<br />
Greifer für die unterstützende Werkstückspannung“, erläutert Walter Kraft.<br />
Sämtliche Greifer und Spannblöcke sind mit Prismenbacken ausgestattet, die eine<br />
zentrische Spannung gewährleisten und einen großen Durchmesserbereich abdecken.<br />
Zusätzlich zu den 50 000 N Spannkraft des Spannblocks kommen über die<br />
beiden Stützgreifer nochmals rund 7000 N Spannkraft hinzu.<br />
01<br />
LINEARTISCHE<br />
Wir bewegen.<br />
Hannover 23. – 27. April <strong>2018</strong><br />
HANNOVER MESSE<br />
Halle 15 Stand A06<br />
01 Individuell für die<br />
Anwendung entwickelter<br />
Kraftspannblock<br />
www.hiwin.de<br />
<strong>DER</strong> <strong>KONSTRUKTEUR</strong> 4/<strong>2018</strong> 57<br />
HIWIN.indd 1 15.03.<strong>2018</strong> 14:27:41
AUTOMATISIERUNGSTECHNIK<br />
02 Die leistungsdichten<br />
Universalgreifer sind<br />
annähernd wartungsfrei<br />
„LEISTUNGSDICHTE<br />
IST EIN IMMER<br />
WIE<strong>DER</strong>KEHRENDES<br />
THEMA IN <strong>DER</strong><br />
KONSTRUKTION“<br />
Dr. Michael Döppert,<br />
Chefredakteur<br />
Egal ob es sich zum Beispiel um<br />
Motoren, Getriebe und Steuerungen<br />
handelt oder wie hier im Fall einer<br />
Rohrbearbeitungsmaschine um<br />
Spannblöcke, für anspruchsvolle<br />
Anwendungen bzw. Maschinenkonzepte<br />
suchen Maschinenbauer nach<br />
Komponenten mit immer höherer<br />
Leistungsdichte. Und immer wieder<br />
gelingt es, neue Maßstäbe zu setzen<br />
– wie hier bei den Spannblöcken von<br />
Schunk hinsichtlich des Verhältnisses<br />
von Backenhub zu Spannkraft<br />
und zu Bauraum.<br />
www.DerKonstrukteur.de<br />
02<br />
PROZESSSICHERHEIT UND FLEXIBILITÄT<br />
„Bei unseren Maschinen gilt das Prinzip besser sicherer als günstiger, denn die Prozesssicherheit<br />
ist absolut entscheidend“, unterstreicht Walter Kraft. „Oder anders ausgedrückt:<br />
Die Anlage muss einfach laufen.“ Konsequent achtete HK-CON auf einen abgedichteten<br />
Arbeitsraum, auf abgedichtete Greifer und robuste Spannmittel. Sowohl die Spannblöcke<br />
als auch die Achsen verfügen über eine Zentralschmierung und der größte Teil der<br />
Antriebsmotoren ist wassergekühlt. Zudem wurde die Maschine so ausgelegt, dass sich die<br />
Späne nicht verfangen und gut abgeführt werden. Damit die Rohre frei von Spänen sind,<br />
werden sie während der Bearbeitung von hinten gespült. „Bis auf den Werkzeug- und den<br />
Programmwechsel ist im Regelbetrieb kein Bedienereingriff erforderlich“, betont Kraft.<br />
Insgesamt 31 NC-gesteuerte Achsen gewährleisten eine maximale Flexibilität bei der<br />
Prozessgestaltung und beim Teiletransport. So können die Beschleunigung, die<br />
Geschwindigkeit und die Abholhöhe je nach Werkstück individuell variiert werden.<br />
Damit die axiale Position der Rohre zuverlässig erhalten bleibt, sind sie im laufenden<br />
Prozess permanent von einem oder mehreren Spannmitteln gespannt. Selbst beim Umsetzen<br />
von der Bearbeitung der linken auf die rechte Werkstückseite ist die Position exakt<br />
definiert. Dank des modularen Aufbaus kann die Zahl der Bearbeitungsstationen, der<br />
Werkzeuge und Achsen je nach Anforderung modular erweitert oder reduziert werden.<br />
Bilder: Schunk<br />
www.schunk.com<br />
PRODUKTE UND ANWENDUNGEN<br />
readycable ® Produktfinder<br />
die günstigste Antriebsleitung<br />
Einfache Suche<br />
Lebensdauer<br />
neu!<br />
Universeller Eckadapter<br />
Direkt die günstigste<br />
Antriebsleitung ...<br />
... die garantiert funktioniert!<br />
Über 4.000 Antriebsleitungen ... 24 Antriebshersteller ...<br />
Online mit der Original-Herstellernummer aus bis zu 7 Leitungsqualitäten<br />
den optimalen Preis für Ihre Anwendung herausfiltern. Lebensdauerberechnung<br />
inklusive. Mit 36 Monaten Garantie. Ab 24h Lieferzeit.<br />
igus.de/readycable-finder<br />
Video "Industrielle Konfektionierung von igus ® " unter<br />
igus.de/readychain<br />
plastics for longer life ®<br />
Besuchen Sie uns: CeMAT – Halle 21 Stand D34 | Hannover Messe – Halle 17 Stand H04<br />
igus ®<br />
GmbH Tel. 02203-9649-800 info@igus.de<br />
58<br />
Igus+Messe.indd<br />
<strong>DER</strong> <strong>KONSTRUKTEUR</strong><br />
1<br />
4/<strong>2018</strong><br />
03.04.<strong>2018</strong> 16:05:21
MEHR CONNECTIVITY-MÖGLICHKEITEN<br />
LIVE@<br />
Die IoT Gateway Software V2 von Bosch Rexroth bietet erweiterte Connectivity-Möglichkeiten<br />
für Neu- und Bestandsmaschinen. Für den Zugriff auf<br />
Produktions- und Maschinendaten lässt sich das webbasierte, konfigurierbare<br />
Tool über Device Apps mit verschiedenen Sensoren, Servern und<br />
Steuerungen verbinden. Unterstützt werden dabei der Multi-Sensor CISS<br />
von Bosch, der OPC UA-Vorgänger OPC DA sowie weitere Drittsteuerungssysteme. Die<br />
Weiterleitung der Daten zur Analyse und Auswertung erfolgt über Processing Apps,<br />
die neben verschiedenen Cloud-Diensten und On-Premises-Lösungen auch MES-Systeme<br />
unterstützen. Die Gateway-Software lässt sich auf verschiedenen Hardware-Plattformen<br />
betreiben: Neben der performanten<br />
Embedded-Steuerung XM von<br />
Rexroth kommen auch Industrie-PCs in<br />
Frage, etwa die neue IPC-Generation PR<br />
auf Linux-Basis. Neu ist auch das mit<br />
Bosch Connected Industry entwickelte<br />
Device Portal, mit dem verteilte<br />
IoT-Gateway-Instanzen fernverwaltet<br />
werden können.<br />
UMFASSENDES SMARTES HMI-KONZEPT<br />
www.boschrexroth.de<br />
Eine Weiterentwicklung<br />
der<br />
CMT-Anwendungssoftware<br />
von Wachendorff<br />
für ein HMI zur<br />
Überwachung und<br />
Steuerung von<br />
Maschinen und<br />
Anlagen ist das<br />
CMT Monitor +<br />
Control System.<br />
Die CMT-Serie unterstützt nicht nur die Protokolle MQTT und OPC UA, seine Architektur<br />
durchbricht auch die Grenze zwischen Bilddarstellung, Datenbearbeitung und Datenverarbeitung.<br />
Der Bediener kann die beste Schnittstelle für seine Anwendung auswählen,<br />
z. B. ein Bediengerät mit Touchscreen, ein bildschirmloses Kommunikationsgateway<br />
oder einen Smart HMI-Server. Das Kommunikationsgateway und der Smart HMI-Server<br />
sind auch über ein kabelgebundenes Bediendisplay und über mobile Endgeräte bedienbar.<br />
Mit dem CMT-Viewer und der Auswahl des Monitors auf einem PC kann der<br />
Betreiber gleichzeitig mehrere Bildschirmoberflächen von den Bediengeräten, dem<br />
Kommunikationsgateway und dem Smart HMI-Server überwachen. Der Viewer-<br />
Monitor-Modus mit Echtzeitstatus realisiert eine Rundum-Überwachung.<br />
www.wachendorff-prozesstechnik.de<br />
MEDIENBESTÄNDIGER SICHERHEITSSCHALTER<br />
LIVE@<br />
Robust und widerstandsfähig gegen aggressive<br />
Reinigungsmittel, säurehaltige Flüssigkeiten oder<br />
Hochdruck-Reinigungsgeräte, wie sie z. B. in der<br />
Verpackungs- und Lebensmittelindustrie vorkommen,<br />
ist der Sicherheitsschalter CTP-Edelstahl von<br />
Euchner. Kritische Komponenten wie Stecker, Deckelschrauben<br />
oder Führungsbuchsen sind bei ihm aus Edelstahl gefertigt. Er<br />
erreicht Kategorie 4 / PL e nach EN ISO 13849-1 ohne zusätzlichen<br />
Fehlerausschluss. Er erfüllt alle Anforderungen der EN ISO<br />
14119. Die hohe Schutzart IP67 und IP69k und eine Zuhaltekraft<br />
von 3 900 N machen den Sicherheitsschalter zum Allrounder<br />
für anspruchsvolle Umgebungen.<br />
Automation<br />
meets<br />
Innovation<br />
Dezentrale<br />
Installationstechnik<br />
Netzwerktechnologie<br />
IO-Link<br />
Industrie 4.0<br />
Stromversorgung<br />
Safety<br />
Innovation ist unser Antrieb. Mit<br />
unseren Produkten und Lösungen<br />
machen wir Ihnen das Leben einfacher<br />
–optimal automatisieren<br />
vonder Steuerungsebene bis ins<br />
industrielle Feld.<br />
Kommen Sie uns<br />
besuchen…<br />
Halle 9|Stand D27<br />
23. bis 27. April <strong>2018</strong><br />
www.euchner.de<br />
www.murrelektronik.de
MENSCHEN UND MÄRKTE<br />
TRENDS<br />
HERAUSFOR<strong>DER</strong>UNGEN FÜR<br />
DIE MASCHINENSICHERHEIT<br />
Autor: Oscar Arias, Chief Sales Officer der Schmersal Gruppe<br />
Bilder: (1) Nataliya Hora / Shutterstock (2) lev dolgachov/fotolia (3) Jakub Jirsák/fotolia<br />
(4) gunnar3000/VRD/fotolia (5) Sergey Nivens/fotolia<br />
60 <strong>DER</strong> <strong>KONSTRUKTEUR</strong> 4/<strong>2018</strong>
DEZENTRALE UND DYNAMISCHE SAFETY-KONZEPTE<br />
Größtmögliche Flexibilität in der Produktion, die wirtschaftliche Herstellung von sehr kleinen Losgrößen<br />
– das sind Zielsetzungen von Industrie 4.0. Damit dies gelingt, werden Produktionsstrukturen<br />
zunehmend dezentral angelegt sein, mit intelligenten Automatisierungskomponenten, die mit<br />
integrierter Software ihre Aufgaben eigenständig ausführen und autonome Entscheidungen treffen.<br />
Die Maschinensicherheit muss auf diese dynamisch agierenden Produktionsinseln mit ebenso<br />
dynamischen Sicherheitslösungen reagieren. Die Sicherheitsfunktionen werden daher zunehmend<br />
über programmierbare Sicherheitssteuerungen realisiert. Bei der modular aufgebauten Sicherheitssteuerung<br />
von Schmersal können schon jetzt individuell angepasste Schutzsysteme softwarebasierend<br />
konfiguriert werden, sodass einzelne, vernetzte Produktionszellen sicherheitsgerichtet miteinander<br />
kommunizieren können.<br />
SICHERE MENSCH-ROBOTER-KOLLABORATION<br />
Lag der Fokus früher auf der Trennung des Menschen von der Maschine, um seine Sicherheit zu<br />
gewährleisten, so arbeiten in der Industrie 4.0 Mensch und Maschine immer enger zusammen. Die<br />
Mensch-Roboter-Kooperation (MRK) stellt völlig neue Anforderungen an die Sicherheitstechnik. Hier<br />
hat Schmersal bereits individuelle Lösungen entwickelt, die dem Roboter einen virtuellen Arbeitsbereich<br />
vorgeben und damit eine Kollaboration von Mensch und Robotern ohne trennenden Schutzzaun<br />
ermöglichen. Als zusätzliche Sicherheitsmaßnahme könnte künftig neben taktilen Systemen eine<br />
mehrstufige Sensorik zum Einsatz kommen, die – mithilfe optischer Sensoren und spezieller Bildverarbeitungsalgorithmen<br />
– Silhouetten von Menschen und menschliche Haut erkennt. An einem solchen<br />
Sensorsystem arbeitet die Hochschule Bonn-Rhein-Sieg in ihrem von Schmersal unterstützten<br />
Forschungsvorhaben beyondSPAI.<br />
SAFETY GOES CLOUD<br />
In der Industrie 4.0 ist die permanente Zustandsüberwachung von technischen Prozessen die Grundlage<br />
für Predictive Maintenance. Monitoring-Informationen können nun auch von Sicherheitskomponenten<br />
geliefert und in einer Cloud-Umgebung ausgewertet werden. Eine solche Lösung bietet die Smart Safety<br />
Solution von Schmersal. Die Vorteile: Komponenten, die zu Einhaltung von Sicherheitsstandards<br />
eingesetzt werden, können gleichzeitig als Datenlieferant zur Produktivitätssteigerung beitragen. Und:<br />
Cloud-Lösungen ermöglichen die Verarbeitung umfangreicher Datenmengen und umfassende<br />
Datenanalysen. In Zukunft wird es vielleicht möglich sein, dass ein übergeordneter Rechner anhand von<br />
Monitoring-Daten das aktuelle Risiko bewertet und die daraus resultierenden risikoreduzierenden<br />
Maßnahmen ermittelt. So könnten zukünftig die Sicherheitslösungen einfach an die flexiblen, dynamisch<br />
agierenden Produktionseinheiten angepasst werden.<br />
SAFETY UND SECURITY WACHSEN ZUSAMMEN<br />
Durch die zunehmende Digitalisierung und Vernetzung der Maschinen und Anlagen werden diese<br />
Systeme anfälliger für Manipulationen und Hackerangriffe. So kann ein Angriff auf IT-Systeme oder<br />
deren Sabotage – also ein Security-Risiko – auch zu einem Safety-Risiko werden. Künftig müssen<br />
Safety- und Security-Experten daher verstärkt zusammenarbeiten. Zielkonflikte, die sich aus widersprechenden<br />
Anforderungen an Safety und Security ergeben, werden bislang in frühen Entwicklungs- und<br />
Planungsphasen noch nicht systematisch behandelt. Infolgedessen ist eine Bestimmung des gesamten<br />
Sicherheitsrisikos bisher kaum möglich. Und noch gibt es kaum Experten, die in beiden Welten<br />
zuhause sind. Es ist daher umso wichtiger, die Experten für die jeweils andere Seite zu sensibilisieren.<br />
RISIKOBEWERTUNG 4.0<br />
Heutige Produktionsanlagen sind im Voraus geplant, besitzen eine statische Struktur und werden<br />
meist so belassen, wie sie konzipiert wurden. Ist das CE-Kennzeichen einmal angebracht und werden<br />
an der Maschine keine wesentlichen Veränderungen mehr vorgenommen, muss sich der Betreiber<br />
der Anlage keine Gedanken mehr über Safety machen. Zur Realisierung flexibler Anlagen und<br />
Maschinen geht der Trend zur Modularisierung. In der betrieblichen Praxis wird künftig eine<br />
modulare Zertifizierungsmethodik für diese flexible Anlagenstrukturen benötigt, die statt auf das<br />
komplette System nur noch auf Teilsysteme angewendet wird und modulare Sicherheitsnachweise<br />
ermöglicht. In Zukunft – so die Vision – zertifizieren sich Anlagen zur Laufzeit selbst und haben die<br />
Fähigkeit, sich selbst auf eventuelle Gefährdungen zu prüfen.<br />
www.schmersal.com<br />
<strong>DER</strong> <strong>KONSTRUKTEUR</strong> 4/<strong>2018</strong> 61
AUTOMATISIERUNGSTECHNIK<br />
LIVE@<br />
ROBUST –<br />
<strong>DER</strong> ETWAS AN<strong>DER</strong>E<br />
DIFFERENZDRUCK-<br />
TRANSMITTER<br />
PRODUKTE UND ANWENDUNGEN<br />
Bei der Entwicklung eines überdruckfesten<br />
Durchflussreglers half die frühe und enge<br />
Zusammenarbeit mit einem Spezialisten für<br />
Druckmesstechnik. Das besondere Messverfahren<br />
des Differenzdruck-Transmitters und<br />
die digitale Signalaufbereitung sorgen heute in<br />
der Anwendung für Robustheit und Flexibilität.<br />
Autor: Bernhard Vetterli, Dipl. El.-Ing. HTL, Elektronikund<br />
Softwareentwicklung, Keller AG, CH-Winterthur<br />
Für die Blechbearbeitung wird ein Sprühsystem benötigt, das<br />
eine exakte Dosierung von Schmierstoffen ermöglicht. Diese<br />
Applikation stand am Anfang der Entwicklung einer Liquid-<br />
Flow-Controller-Serie von Bürkert und diente als Pilotprojekt.<br />
Sensorik, Regelelektronik, Stellglied und die üblichen elektrischen<br />
Prozessschnittstellen waren in einem kompakten Gerät unterzubringen,<br />
das für sorglosen Dauerbetrieb auszulegen war.<br />
DURCHFLUSSMESSUNG PER DRUCKDIFFERENZ<br />
Aus Gründen der eher rauen Prozessumgebung und der allgemeinen<br />
Betriebssicherheit entschied man sich, die Messung der Durchflussmenge<br />
über den Druckabfall des Messmediums beim Passieren<br />
einer Messblende mit definiertem Durchmesser zu realisieren –<br />
und zwar mit zwei individuellen Drucksensoren. In diesem<br />
Planungsstadium kamen die bereits guten Kontakte zur Deutschen<br />
Niederlassung der Schweizer Keller AG für Druckmesstechnik ins<br />
Spiel. Dieser Anbieter hatte damals mit der Serie PD-39X bereits<br />
einen Differenzdruck-Transmitter vorgestellt, der die wichtigsten<br />
der geforderten Eigenschaften – insbesondere bezüglich Überlastbarkeit<br />
– liefern konnte.<br />
ZWEI DRUCKSENSOREN STATT EINEM<br />
Bei üblichen Differenzdruck-Transmittern werden beide Seiten<br />
einer Messmembran mit dem Messmedium beaufschlagt. Mit<br />
62 <strong>DER</strong> <strong>KONSTRUKTEUR</strong> 4/<strong>2018</strong>
AUTOMATISIERUNGSTECHNIK<br />
01 Schematischer Querschnitt eines Liquid Flow Controllers<br />
01<br />
typischen Messbereichen von 500 mbar und Systemdrücken bis<br />
10 bar könnte die einseitige Unterbrechung der Druckbelastung<br />
dazu führen, dass eine 20-fache Überlastung der Membran<br />
entsteht. Die lässt sich ohne aufwändige und entsprechend teure<br />
konstruktive Maßnahmen nicht auffangen und führt zwangsläufig<br />
zur Zerstörung des Transmitters. Solche Risiken wollten die<br />
Spezialisten für Fluid Control Systems bei Bürkert ausschließen<br />
und waren deshalb sehr an dem Modul zur Ermittlung der Druckdifferenz<br />
interessiert.<br />
Die Differenzdruck-Transmitter von Keller arbeiten mit zwei<br />
selektierten, gekapselten Silizium-Drucksensoren, die in etwa<br />
20 mm Abstand montiert werden. Sie liefern ihre jeweiligen<br />
Ausgangssignale an die Eingänge eines Xemics-Mikroprozessors,<br />
mit dessen Rechenleistung nach einer komfortablen<br />
16 bit-A/D-Wandlung alle reproduzierbaren Nichtlinearitäten<br />
und Temperaturabhängigkeiten mit mathematischen Mitteln<br />
DAS MESSMODUL ZEIGT SICH<br />
HÄUFIG ÜBERLEGEN GEGENÜBER<br />
KLASSISCHEN DIFFERENZ-<br />
DRUCK-TRANSMITTERN<br />
weitestgehend eliminiert werden. Mit diesem Verfahren erreicht<br />
Keller bei seinen Differenzdruck-Transmittern ein Gesamtfehlerband<br />
von besser als ±0,1 % FS über weite Temperaturbereiche.<br />
Das analoge Ausgangssignal des Moduls wird bis zu 200 Mal in der<br />
Sekunde aktualisiert und liefert eine gute Dynamikreserve für den<br />
Folgeprozess. Als Daumenregel lässt sich sagen, dass der Messbereich<br />
bei dieser Art von Differenzdruckmessung etwa 20 % des<br />
Vordrucks betragen sollte.<br />
Anschlussstecker für<br />
Sollwert, Istwert,<br />
Betriebsspannung etc.<br />
Regelelektronik<br />
Proportionalventil<br />
Feldbusstecker<br />
Durchflusssensor<br />
Edelstahlgrundkörper<br />
Fluidischer Eingang<br />
mit integr. Filter<br />
Neben den analogen Standardsignalen von 4 – 20 mA und 0 – 10 V<br />
bietet der Prozessor eine digitale RS485 Halbduplex-Schnittstelle.<br />
Über diese Schnittstelle können u. a. die Druck- und Temperaturmesswerte<br />
der individuellen Sensoren ausgegeben werden, also<br />
nicht nur die Werte der Druckdifferenz. Durch die Digitalisierung ist<br />
die Spanne des analogen Ausgangssignals flexibel an die gewünschte<br />
Spanne des Eingangssignals (Druckdifferenz) anzupassen.<br />
Am Ende der Gespräche zwischen Keller und Bürkert und einer<br />
Vielzahl von Tests stand eine Liefervereinbarung über Differenzdruck-Messmodule,<br />
die der gemeinsam ausgearbeiteten Spezifikation<br />
entsprechen. Seither sind die Liquid Flow Controller in<br />
verschiedensten Applikationen im Dauerbetrieb.<br />
Der mechanische Anschluss der Drucksensoren an den Hauptkanal<br />
des Durchflussreglers erfolgt übrigens jeweils über eine<br />
durch einen definierten Spülprozess zu entlüftende Kapillare, die<br />
Your Global Automation Partner<br />
Industrie 4.0<br />
Daten- und Kommunikationslösungen<br />
Durchgängige HF/UHF-RFID-Lösungen für Datenerfassung und -vorverarbeitung, Identifikation, Rückverfolgung, Serialisierung<br />
Intelligente Sensor- und Verbindungslösungen mit IO-Link-Kommunikation für maximale Flexibilität<br />
Robuste IP67-I/O-Systeme mit dezentraler Intelligenz und Multiprotokoll-Ethernet-Kommunikation zur einfachen IT-Integration<br />
Hannover Messe<br />
Wir sind für Sie da!<br />
Halle 9, Stand H55<br />
www.turck.de/i40
AUTOMATISIERUNGSTECHNIK<br />
02<br />
02 Funktionsprinzip<br />
der Messwerterfassung:<br />
Gemessen wird<br />
nach dem Differenzdruckverfahren,<br />
eine<br />
Blende im Hauptkanal<br />
erzeugt bei Durchfluss<br />
einen Druckabfall, der<br />
von dem Differenzdrucksensor<br />
erfasst<br />
wird; aus dem<br />
Messsignal wird der<br />
Durchfluss berechnet<br />
PRODUKTE UND ANWENDUNGEN<br />
„DIFFERENZDRUCK-<br />
O<strong>DER</strong> DRUCK-<br />
DIFFERENZ-<br />
TRANSMITTER?“<br />
Martina Heimerl,<br />
Stv. Chefredakteurin<br />
Im Prinzip könnte man den Transmitter<br />
von Keller zur Abgrenzung<br />
gegenüber herkömmlichen Differenzdruck-Transmittern<br />
als Druckdifferenz-Transmitter<br />
bezeichnen.<br />
Sein Ergebnis ist schließlich nicht ein<br />
direkt gemessener Differenzdruck,<br />
sondern eine abgeleitete Größe, ein<br />
Rechenwert, nämlich die Differenz<br />
zwischen zwei Drücken, die getrennt<br />
voneinander gemessen wurden.<br />
Diese Trennung der Messung ist<br />
seine „Rüstung“, sie macht den<br />
Transmitter unempfindlich gegen<br />
eine einseitige Unterbrechung der<br />
Druckbelastung.<br />
www.DerKonstrukteur.de<br />
auch gleichzeitig als Tiefpassfilter für Druckspitzen ausgelegt ist. Alle vom Messmedium<br />
berührten Teile – bis auf die Dichtungsringe – sind aus Edelstahl.<br />
INTEGRATION<br />
Die Liquid Flow Controller werden bei Bürkert als Prozessmessgeräte kundenspezifisch<br />
für jeden konkreten Einsatz nach Auftrag gefertigt. Mit nur drei unterschiedlich bestückten<br />
Differenzdruck-Transmittern lassen sich je nach Vordruck Durchflussendwerte<br />
zwischen 0,9 l/h und 36 l/h realisieren. Die Feinabstimmung der Mess bereiche erfolgt<br />
über die speziellen, im Strömungskanal integrierten Blenden – wobei die angestrebte<br />
Differenz von Eingangsdruck und Ausgangsdruck bei typisch 500 mbar liegt.<br />
Schließlich setzten die Konstrukteure bei Keller weitere Details nach Kundenwunsch<br />
um: Das Lieferformat der flexiblen Platine mit den Details der elektrischen Anschlüsse<br />
sowie die mechanische Einbindung wurden ebenso gemeinsam spezifiziert wie das<br />
Ausgangssignal beim Nenndurchfluss, das jetzt mit 2,5 V deutlich von der Katalogware<br />
abweicht.<br />
Durch die digitalisierte Signalverarbeitung und die digitale Schnittstelle des<br />
Mikroprozessors stehen die individuellen Sensorsignale für den Eingangsdruck und Ausgangsdruck<br />
zur Verfügung und können im Durchflussregler intern genutzt werden um<br />
Grenzwerte zu setzen, Überlastungen zu detektieren oder andere Diagnosefunktionen zu<br />
realisieren. Bei der Kalibrierung der Durchflussmessung (üblicherweise mit Wasser oder<br />
einer Flüssigkeit, die eine ähnliche Viskosität wie die Prozessflüssigkeit hat) können die<br />
Kalibrierdaten im Prozessor des Differenzdruck-Transmitters komplett neu parametriert<br />
werden. Das erlaubt einen Abgleich auf die ganz individuellen Prozesse der Kunden und<br />
damit für viele Anwender eine optimale Lösung.<br />
AUF DEN PUNKT GEBRACHT<br />
Zwei Spezialisten – einer für Durchflussregelung und einer für Druckmessung – konnten<br />
durch konstruktive Zusammenarbeit eine sehr konkrete Kundenanfrage gemeinsam<br />
lösen. Die auf einem Mikroprozessor aufbauende Signalverarbeitung des mit zwei Drucksensoren<br />
arbeitenden Differenzdruck-Transmitters von Keller hat die Integration in<br />
einen Durchflussregler für den Dauerbetrieb in der Prozesstechnik wesentlich vereinfacht<br />
und die Realisierung einer Reihe von Funktionalitäten ermöglicht. Das Modul zeigt<br />
sich in einer Reihe von Applikationen deutlich überlegen gegenüber klassischen Differenzdruck-Transmittern<br />
mit nur einer Membran – insbesondere in Bezug auf Überlastbarkeit.<br />
Die Digitalisierung der Sensor-Signalverarbeitung bietet vor allem bei kundenspezifischen<br />
Anwendungen eine Reihe von Vorteilen, die sich auch in einer Gesamtkostenrechnung<br />
deutlich niederschlagen.<br />
Bilder: Keller AG<br />
www.keller-druck.ch<br />
64 <strong>DER</strong> <strong>KONSTRUKTEUR</strong> 4/<strong>2018</strong>
AUTOMATISIERUNGSTECHNIK<br />
ARBEITSSTRÖME PERMANENT ÜBERWACHT<br />
LIVE@<br />
Der Profinet-Switch Promesh P9 von Indu-Sol trägt den<br />
gesteigerten Performance-Anforderungen der<br />
Automatisierungsbranche Rechnung und überwacht<br />
die EMV-Belastung des Netzwerks. Dabei ermöglicht er<br />
die permanente Überwachung von Ableitströmen. In<br />
der Automatisierungstechnik sind oft überhöhte Schirmströme<br />
die Ursache für Unregelmäßigkeiten im Datenverkehr. Eine<br />
punktuelle Bewertung mit einer Strommesszange kann zu kurz<br />
greifen, da die Effekte mitunter nur zu bestimmten Zeitpunkten<br />
auftreten. Bei einer kontinuierlichen Messung über das gesamte<br />
Frequenzspektrum (20 kHz) erfolgt nicht nur die Erfassung des<br />
Mittelwertes, sondern auch das Feststellen der Spitzenwerte. Das<br />
Webinterface des Switches ist auf die Anforderungen der<br />
Automatisierungstechnik abgestimmt. Es bietet eine einfache<br />
grafische<br />
Darstellung der<br />
Portstatistiken,<br />
Fehlerspeicher<br />
und ein<br />
integriertes<br />
Alarmmanagement.<br />
Die<br />
Ampelfarben<br />
geben Hinweise<br />
zum Netzwerkzustand<br />
und<br />
gegebenenfalls<br />
zum Handeln.<br />
www.indu-sol.com<br />
FARBGENAUER SENSOR FÜR<br />
GERINGEN BAURAUM<br />
LIVE@<br />
Für das Bestimmen, Messen oder Erkennen von Farben<br />
in industriellen Anwendungen hat Micro-Epsilon den<br />
Colorsensor CFO100 entwickelt. Er kombiniert eine<br />
hohe Farbgenauigkeit und Graustufenerkennung mit<br />
Schnittstellen wie Ethernet und einer einfachen<br />
Bedienbarkeit. Diese erfolgt per Tastensteuerung und über die<br />
Anzeige-LEDs am Gehäuse. In sieben Farbgruppen lassen sich bis<br />
zu 256 Farben einlernen. Beleuchtung, Mittelwertbildung und<br />
Signalverstärkung werden automatisch auf die Messsituation<br />
angepasst. Neben der Speicherung von Farben sind auch<br />
Toleranzanpassungen im Sensor und Konfigurationen über die<br />
Tastensteuerung<br />
möglich. Beleuchtung<br />
und Messung<br />
erfolgen über<br />
einen Lichtwellenleiter.<br />
Der Sensor<br />
kann auch bei<br />
geringem<br />
Bauraum eingebunden<br />
werden.<br />
Er ist z. B. in der<br />
Lebensmittelindustrie<br />
für Sortieraufgaben, in der Automobilindustrie zur<br />
Bauteilkontrolle, im Druck bei der Farbmarkenerkennung oder der<br />
Verpackungskontrolle im Einsatz.<br />
www.micro-epsilon.de<br />
Sicherheitstechnik für d en Maschinenbau<br />
www.euchner.de<br />
MGB2 Modular<br />
NEU<br />
Sicherheitssystem mit Zuhaltung<br />
Modularer Aufbau für maximale<br />
Flexibilität beim Einsatz<br />
Einfacher Austausch von Funktionen<br />
durch Submodule<br />
Abgesetzte Montage des Busmoduls<br />
möglich<br />
Mehrere MGB2 pro Busmodul<br />
anschließbar<br />
Integrierter PROFINET Switch<br />
Umfangreiche Diagnosefunktionen<br />
Höchste Sicherheit Kategorie 4/PLe<br />
HANNOVER MESSE<br />
23. -27.04.<strong>2018</strong> ·Halle 9/Stand D16<br />
EUCHNER GMBH+CO.KG I KOHLHAMMERSTRASSE 16 I 70771 LEINFELDEN-ECHTERDINGEN I 0711 7597-0 I INFO@EUCHNER.DE
AUTOMATISIERUNGSTECHNIK<br />
ALLES<br />
AUF<br />
GRÜN<br />
LIVE@<br />
PRODUKTE UND ANWENDUNGEN<br />
Die Murrelektronik hat in ihrem Logistikzentrum<br />
alle Prozesse bestens im Griff. Dabei setzt sie auf<br />
eigene Signal- und Feldbustechnik.<br />
Wenn Unternehmen aus der Automatisierungsbranche<br />
eine Bestellung bei Murrelektronik aufgeben, dann<br />
greift im Logistikzentrum in Oppenweiler ein Rädchen<br />
in das andere. Die bestellten Produkte werden über<br />
Förderbänder zu den Kommissionier- und Packplätzen transportiert.<br />
Nur wenig später treten sie fein säuberlich verpackt die Reise<br />
an ihren Bestimmungsort an.<br />
Dank einer ganzen Reihe von Modlight70-Signalsäulen können<br />
die Mitarbeiter im operativen Bereich und ihre Kollegen in der<br />
Leitstelle des Logistikzentrums auf einen Blick erkennen, ob alle<br />
Prozesse nach Plan laufen. Kommissionierer und Packer bedienen<br />
die Leuchten von ihren Arbeitsstationen aus mit Funktastern.<br />
Leuchtet das grüne LED-Element, dann ist alles in Ordnung. Das gelbe<br />
Element symbolisiert, dass ein Mitarbeiter eine Pause macht,<br />
dann kann sich ein Springer auf den Weg machen. Blau steht für<br />
einen Verpackungsmittel-Engpass, Rot kennzeichnet eine Störung.<br />
Das ist eine klare Symbolik – nichts muss mehr auf Zuruf geschehen.<br />
Eine Herausforderung ist dabei die räumliche Ausdehnung des<br />
Logistikzentrums. Darauf zu vertrauen, dass die Funksignale über<br />
weite Distanzen oder gar durch Wände störungsfrei übertragen<br />
werden, erschien den Verantwortlichen nicht ratsam. Aus diesem<br />
Grund werden die Funksignale mit einer dezentralen Installationslösung<br />
auf Basis des Cube-Feldbussystems digital über Leitungen<br />
übertragen.<br />
Dazu wurden die Funkempfänger in Schaltschränken an mehreren<br />
Standorten innerhalb des Logistikzentrums positioniert. Diese Funkempfänger<br />
steuern die Eingänge des IP20-Feldbusmoduls Cube20<br />
an. Diese Eingangsmodule kommunizieren mit der SPS-Steuerung,<br />
die die Signale verarbeitet und an das im Feld befindliche Cube67-<br />
Feldbussystem übergibt, das die Signalsäule Modlight70 ansteuert.<br />
DAS FELDBUSSYSTEM ERLAUBT EINE<br />
EINFACHE UND KOSTENEFFIZIENTE<br />
ANBINDUNG <strong>DER</strong> SIGNALSÄULEN<br />
Der Einsatz von Cube20 im Schaltschrank ist eine kostengünstige<br />
Lösung, denn statt vieler einzelner E/A-Karten muss nur ein Modul<br />
auf der Hutschiene montiert werden. Dafür sorgt die hohe<br />
Packungsdichte. In der Praxis erweist sich die Einzelkanaldiagnose<br />
direkt am Modul als vorteilhaft. Wenn es mal irgendwo in der<br />
Verdrahtung einen Fehler gibt, dann leuchtet die LED am betroffenen<br />
Steckplatz und der Fehler kann ohne große Suche in kurzer Zeit<br />
behoben werden.<br />
Für die Einbindung der Aktorik in das Cube67-System werden<br />
praktische Module mit einem direkten Modlight-Signalanschluss<br />
verwendet. Diese Cube-Cable-Module sind mit einer 1,5 m langen<br />
Verbindungsleitung versehen, der 8-polige M12-Anschluss wird<br />
direkt an der Signalsäule angebracht. Die einzelnen Anschlussmodule<br />
wiederum werden mit einer Systemleitung verbunden,<br />
über die sowohl das Signal wie auch die Energie übertragen werden.<br />
Das ermöglicht eine schnelle und einfache Installation.<br />
Die Signalsäulen Modlight70 können modular aus einem<br />
Anschlusselement und mehreren farbigen LED-Modulen mit<br />
einem Durchmesser von 70 mm durch einen Bajonettverschluss<br />
zusammengesteckt werden. „Im Logistikzentrum haben wir die<br />
Farben durchgängig bestimmten Funktionen zugeordnet, darum<br />
verwenden wir die Signalsäulen in jeweils identischer Konfiguration“,<br />
erklärt Oliver Behnke, Leiter des Murrelektronik-Logistikzentrums.<br />
Wichtig sind ihm die energiesparende LED-Technologie, die lange<br />
Lebensdauer und die Wartungsfreiheit der Module.<br />
Bild: Markus Napieralla<br />
www.murrelektronik.com<br />
66 <strong>DER</strong> <strong>KONSTRUKTEUR</strong> 4/<strong>2018</strong>
IP67-I/O-MODUL FÜR SERIELLE SCHNITTSTELLEN<br />
LIVE@<br />
Turck erweitert seine I/O-Modulfamilie TBEN-S um eine Variante für serielle Schnittstellen.<br />
Das TBEN-S-2COM bindet Geräte mit RS232- oder RS485-Schnittstelle direkt im Feld<br />
an Steuerungen mit den Protokollen Profinet, Ethernet/IP oder Modbus TCP an. Die<br />
Charakteristik der beiden seriellen Ports kann der Anwender frei zwischen RS232 und RS<br />
485 wählen. Zudem bietet das Modul vier I/Os, die konfigurationslos als Ein- oder<br />
Ausgang benutzt werden können. Den Einsatz in anspruchsvollen Umgebungen ermöglichen die<br />
Schutzarten IP65, IP67 bis IP69K sowie der erweiterte Temperaturbereich von -40 bis +70 °C. Eine<br />
Client-Funktion für Modbus RTU ist im I/O-Modul bereits<br />
integriert. Dadurch entfällt der Aufwand, Zugriffe auf<br />
Modbus in der Steuerungsumgebung selbständig zu<br />
programmieren. Bis zu 64 Modbus-RTU-Geräte pro Modul<br />
können am Netzwerk angebunden werden. Da das Modul<br />
auch im Profinet- oder Ethernet/IP-Betrieb über Modus<br />
TCP senden kann, kann es Report-Daten von Sensoren und<br />
Aktoren einfach parallel an Edge-Gateways, Daten-Hubs<br />
oder Cloud-Systeme übertragen.<br />
© Andrey Armyagov/Fotolia.com<br />
www.turck.com<br />
SMART PLASTICS ERHÖHEN ANLAGENVERFÜGBARKEIT<br />
LIVE@<br />
Sensoren und Überwachungsmodule<br />
machen die Kunststoff-Lösungen der<br />
Produktfamilie Isense von Igus fit für eine<br />
vorausschauende Wartung. Ein System zur<br />
Überwachung des Betriebszustandes von<br />
E-Ketten ist Isense EC RC, insbesondere in Führungsrinnen<br />
bei langen Verfahrwegen. Sensoren messen<br />
und überprüfen dabei durchgehend die Position der<br />
Kette. So wird bei mechanischen Störungen ein<br />
CM<br />
Weiterlaufen der Anlage verhindert. Das Modul EC M<br />
MY<br />
wird auf dem Mitnehmer der Kette montiert und<br />
nimmt eigenständig dessen Zustand über Beschleunigung,<br />
Geschwindigkeit, Temperatur und zurückgeleg-<br />
CY<br />
CMY<br />
te Zyklen auf. Daraus können die zurückgelegte Strecke und die verbleibende Standzeit des Systems<br />
abgeleitet werden. Mit dem Modul CF Q werden die Daten der intelligenten Chainflex-Leitungen K<br />
gesammelt. Durch kontinuierliche Messung der elektrischen Eigenschaften in Abhängigkeit der<br />
Umgebungstemperatur und der Zyklenzahl wird ein Ausfall der Leitung rechtzeitig vorhergesagt.<br />
C<br />
M<br />
Y<br />
Das Rex-System<br />
Ihre All-in-one Lösung<br />
Bestehend aus drei Komponenten –<br />
Einspeisung, Überstromschutz und<br />
Stromverteilung – revolutioniert das<br />
REX12-System Ihre DC 24 V-Ebene.<br />
Ihr Nutzen:<br />
● Erhöht die Maschinenverfügbarkeit<br />
● Bringt Flexibilität<br />
● Spart Zeit, Kosten und Platz<br />
Infos unter: www.e-t-a.de/REX12-System<br />
www.igus.de<br />
LICHTSCHNITTSENSOR ERMÖGLICHT SCHNELLE<br />
PRODUKTWECHSEL<br />
LIVE@<br />
Pepperl+Fuchs hat seine Smartrunner-Familie um ein neues Modell erweitert. Wie der<br />
bereits verfügbare Matcher ist das neue Modell spezialisiert auf Erkennungsaufgaben via<br />
Profilvergleiche. Dazu gehören u.a. die Anwesenheits-, Vollständigkeits- und Lageerkennung<br />
von Objekten. Außerdem besteht die Möglichkeit, bis zu 32 eingelernte Profile fest<br />
intern abzuspeichern. Der Wechsel zwischen den Profilen und sämtlichen zugehörigen<br />
Einstellungen lässt sich schnell per Remote-Befehl über die integrierte RS-485-Schnittstelle erledigen.<br />
Ein weiteres Merkmal ist die Möglichkeit, die Verschiebung zwischen der eingelernten und der<br />
aktuellen Position des Objekts auszugeben. Diese<br />
liefert wichtige Erkenntnisse über die Qualitätssicherung<br />
sowie Prozesssicherheit und erlaubt das<br />
Beheben von Mängeln, bevor es zu Ausfällen kommt.<br />
Auf Basis der Smartrunner-Technologie kann der<br />
Matcher zudem ohne Verwendung eines PCs durch<br />
Data-Matrix-Steuercodes parametriert werden.<br />
Passende Gateways für Profinet, Profibus, EtherCat<br />
oder EtherNet/IP gestatten die Anbindung der<br />
Sensoren an aktuelle Feldbusssysteme.<br />
www.pepperl-fuchs.com<br />
facebook.com/eta.germany<br />
Besuchen Sie uns auf der<br />
Hannover-Messe<br />
vom 23.– 27. April <strong>2018</strong><br />
Halle 11, Stand A69<br />
www.e-t-a.de<br />
-RTU
AUTOMATISIERUNGSTECHNIK<br />
ULTRASCHALL MACHT<br />
LEICHTBAUROBOTER<br />
SAFE<br />
PRODUKTE UND ANWENDUNGEN<br />
Die Sensorik auf Ultraschallbasis findet<br />
ein weites Anwendungsfeld in der<br />
Automatisierungstechnik und jetzt auch in der<br />
Sicherheitstechnik. In der Anwendung an einem<br />
Leichtbauroboter für die Aggregatmontage<br />
ermöglicht sie die sichere und effiziente<br />
Mensch-Roboter-Kollaboration.<br />
Die effiziente und sichere Zusammenarbeit von Mensch<br />
und Roboter wird möglich durch die Entwicklung des<br />
fehlersicheren Ultraschall-Safety-Sensors von Mayser. Er<br />
ist laut Hersteller als einziger Ultraschallsensor weltweit<br />
nach ISO 13849-1:2015 Kategorie 3 PL d für den Personenschutz<br />
zugelassen. Nun wurde gemeinsam mit Thyssenkrupp System Engineering<br />
ein Leichtbauroboter mit dem sicheren Ultraschall ausgerüstet.<br />
Er schützt den Menschen in der Kollaboration mit dem<br />
Roboter zuverlässig vor dem Effektor.<br />
MENSCH-ROBOTER-KOLLABORATION<br />
Ein wichtiges Hilfsmittel für die automatischen bzw. halbautomatischen<br />
Prozesse in der Fließbandmontage sind seit etwa 40 Jahren<br />
neben der speicherprogrammierbaren Steuerung (SPS) die Industrieroboter.<br />
Eine vollständige Automatisierung der Montage ist aber<br />
– auch heute noch – nicht immer sinnvoll oder möglich.<br />
Mayser und Thyssenkrupp System Engineering haben es sich<br />
daher zur Aufgabe gemacht, Lösungen für die Mensch-Roboter-<br />
Kollaboration zu entwickeln, bei denen die Stärken des Menschen<br />
und die Stärken des Roboters vereint werden.<br />
Mit Leichtbaurobotern ist es möglich, typische Handarbeitsplätze<br />
mit Robotik auszurüsten. Dabei muss auch die Kollaborationsfähigkeit<br />
der Peripherie, zum Beispiel des Effektors, den Ansprüchen einer<br />
sicheren Mensch-Roboter-Kollaboration genügen. Da in der Regel<br />
kein Einfluss auf die Werkzeuggeometrie und das Bauteil genommen<br />
werden kann, besteht ein Lösungsansatz darin, das Werkzeug mittels<br />
einer virtuellen Schutzhülle in Form eines Sensorfelds abzusichern.<br />
Dieser Weg wurde mit dem Ultraschall Safety von Mayser realisiert.<br />
DEZENTRAL ANGEORDNETE WANDLER<br />
Die Ultraschallsensorik erkennt sowohl Menschen als auch Objekte,<br />
berührungslos und unbeeinflusst von Schmutz, Fremdschall, Luftströmungen<br />
und Feuchtigkeit. Das besondere Merkmal des Ultraschallsystems<br />
von Mayser sind die sehr kleinen Ultraschallwandler,<br />
die flexibel und geometrisch unabhängig von der Elektronik<br />
positioniert und damit direkt auf dem Roboterarm oder Greifer<br />
platziert werden können.<br />
Die Sensoren messen in einem elliptischen Schallfeld und<br />
erfassen selbst kleinste Objekte. Zudem ermöglicht eine Teach-<br />
In-Funktion das Einlernen der kompletten Messumgebung als<br />
Standardumgebung. Dadurch reagiert das System nur auf Abweichungen<br />
vom Sollzustand.<br />
Die Wandler des Ultraschall Safety bauen jeweils ein Schallfeld<br />
um den Effektor auf, das in einen Warn- und einen Schutzbereich<br />
aufgeteilt ist. Die Messdistanz im Warnfeld beträgt maximal 250 cm.<br />
Dringt der Roboter in das Warnfeld ein, wird er antriebsschonend<br />
abgebremst. Wird eine Person im Schutzfeld detektiert, das eine<br />
maximale Messdistanz von 200 cm hat, stoppt der Roboter – eine<br />
Kollision mit der Person wird verhindert. Nähert sich der Endeffektor<br />
dem Werkstück, kehrt der Roboter zur sicheren Geschwindigkeit<br />
zurück und das Schutzfeld wird deaktiviert.<br />
Dies ermöglicht dem Roboter, bei einer drohenden Kollision mit<br />
einer Person rechtzeitig zu stoppen, ohne die zulässigen Kräfte und<br />
Drücke zu überschreiten. Bereits ein Wandler erfüllt durch die<br />
Schutzfelder die Kriterien für die Zulassung nach ISO 13849-1:2015<br />
Kategorie 3 PL d für den Personenschutz.<br />
Der Leichtbauroboter für die Montage bei Thyssenkrupp wurde mit<br />
vier Wandlern ausgestattet, da dies die Geometrie des Effektors erforderte.<br />
Die Parametrisierung der Ultraschallsensoren erfolgt über<br />
ein grafisches Interface, das auf einem Rechner installiert werden<br />
kann. Der Anschluss des Ultraschall Safety erfolgt dabei über USB.<br />
www.mayser.com<br />
68 <strong>DER</strong> <strong>KONSTRUKTEUR</strong> 4/<strong>2018</strong>
FELDBUSKNOTEN MIT DRAHTLOSER SLAVE-ANBINDUNG<br />
LIVE@ Für Anwendungen, bei denen Schweißzangen<br />
oder Greifer häufig gewechselt werden müssen<br />
oder die kinetisch schwierig sind, hat SMC<br />
drahtlose Slaves entwickelt. Mit den Feldbusknoten<br />
EX600-WEN können sich Rotationstische oder<br />
Roboterarme frei bewegen, ohne dass Kabelstränge stören.<br />
Auch Induktionsanwendungen zählen zu den wichtigsten<br />
Einsatzbereichen. In 0,25 s integrieren die Feldbusknoten<br />
beliebige Werkzeuge in übergeordnete Automationssysteme.<br />
Die Bluetooth-Frequenz stellt sicher, dass die<br />
Kommunikation frei von Störfrequenzen funktioniert, denn<br />
das 2,4 GHz-Band liegt fernab der typischen Frequenzen in<br />
der Antriebs-, Maschinen oder Schweißtechnik. Die Anbindung<br />
der Bussysteme an die Steuerung erfolgt kabelgebunden.<br />
Dabei werden Ethernet/IP oder Profinet unterstützt. Insgesamt bieten die<br />
Feldbussysteme bis zu 1280 Ein- und Ausgänge. Dazu ist Platz für die Steuerung von bis<br />
zu 127 Slaves. Die Wireless-Verbindung bleibt über 10 m stabil.<br />
www.smc.de<br />
MINIATURSENSOREN WI<strong>DER</strong>STEHEN AGGRESSIVEN MEDIEN<br />
Die chemisch robusten Ultraschall-Miniatursensoren<br />
Unar und Urar 12 von Baumer haben eine<br />
hauchdünne Parylene-Beschichtung an der<br />
Sensorfront und ein Edelstahl-Vollmetallgehäuse.<br />
Damit eignen sie sich für den Einsatz in<br />
Umgebungen mit aggressiven Medien wie<br />
Dämpfen, und auch Reinigungsmittel können<br />
die Sensorfront nicht beschädigen.<br />
Sie sind als Näherungsschalter, Reflexionsschranken<br />
und als Distanzsensoren verfügbar.<br />
Eingesetzt werden können sie z. B. für die<br />
Füllstandsmessung von Farben und Lacken in der grafischen Industrie oder für die<br />
Füllstandsmessung in Drucktanks oder kompakten Laborbehältern im Pharma-Bereich.<br />
Mit kurzen Ansprechzeiten von weniger als 6 ms, einer schmalen Schallkeule und dem<br />
FDA-konformen Material sind sie auch für schnelle Applikationen wie z. B. die Anwesenheitserkennung<br />
von Flaschen in Abfüllern in der Nahrungsmittel- und Getränkeindustrie<br />
geeignet. Zudem lassen sie sich einfach und ohne Hilfsmittel montieren.<br />
Ganz groß,<br />
wenn’s eng wird:<br />
der neue RFD-4000<br />
Präzise Winkelmessung auf<br />
engstem Raum:<br />
Der neue RFD-4000 ist die<br />
Sensorlösung, wo Platz knapp<br />
und Budgets klein sind.<br />
Unsere mehr als 65-jährige<br />
Erfahrung sorgt für starke<br />
Leistung bis ins Detail:<br />
• 7 mm flacher Sensor<br />
• hochwertige Ausführung<br />
• magnetisch, absolut<br />
• misst berührungslos<br />
• ein- und mehrkanalig<br />
• robust, IP69k<br />
• Messbereich bis 360°<br />
• einfache Montage<br />
• Kennlinien nach Wunsch<br />
Datenblatt-Download<br />
www.baumer.com<br />
SICHERHEITSSENSOREN ZUM SCHUTZ DES BEDIENPERSONALS<br />
Contrinex stellt neue Baureihen von Sicherheitssensoren<br />
der Kategorie 4 gemäß<br />
ISO 13849-1 vor. Zur Auswahl stehen<br />
Versionen mit Magnet- oder RFID-Codierung,<br />
die die Störsicherheit gewähren und die<br />
Gefahr missbräuchlicher Manipulation<br />
ausschließen. Die Sensoren erlauben es, auch<br />
bei Multisensorsystemen den Zustand von<br />
Schutztüren, Hauben oder Abdeckungen<br />
kontaktlos und sicher zu überwachen. In<br />
einem kompakten Gehäuse verfügen sie über Ecolab-Zulassung sowie Schutzart IP6K9K.<br />
Sie eignen sich für den Personenschutz und für hygienische Bereiche der Lebensmitteloder<br />
Pharmaindustrie. Die schlanken und robusten Lichtgitter der „Slim“-Baureihe für<br />
den Handschutz bei beengten Platzverhältnissen erhöhen mit einem Profil von<br />
26 x 26 mm weiterhin die Arbeitsplatzergonomie im Umgang mit Förder-, Umformungsund<br />
Druckmaschinen, Montageautomaten und Pick-and-Place-Systemen. Spanfeste<br />
Induktivsensoren, optoelektronische Distanzsensoren und M18-Sensoren sowie RFID-<br />
Transponder und -Software werden zudem vorgestellt.<br />
www.contrinex.de<br />
www.novotechnik.de
AUTOMATISIERUNGSTECHNIK<br />
GATEWAY IN DIE<br />
IOT-WELT<br />
LIVE@<br />
PRODUKTE UND ANWENDUNGEN<br />
Welche Faktoren treiben Industrie 4.0 und IoT?<br />
Es sind vor allem Vernetzung, Anpassungsfähigkeit,<br />
Energieeffizienz und Business-Modelle.<br />
Ein IoT-Gateway bahnt den Weg in eine sichere<br />
Cloud-Lösung, mit der Maschinenbauer und<br />
Endkunden ihre Gesamtanlageneffektivität<br />
deutlich erhöhen können.<br />
Ein Ziel aller Anstrengungen in Richtung Industrie 4.0 ist die<br />
Integration vieler Funktionen über Systemgrenzen hinweg.<br />
„Deshalb arbeitet das Unternehmen Festo intensiv mit<br />
anderen Unternehmen im ZVEI sowie bei der Plattform<br />
Industrie 4.0 mit, um eine gemeinsame Referenzarchitektur zu<br />
schaffen“, erklärt Dr. Michael Hoffmeister, Management-Experte im<br />
neu gegründeten Geschäftsbereich Digital Business bei Festo.<br />
Dabei verankert Festo seine Produkte und Lösungen mithilfe<br />
digitaler Zwillinge in der gemeinsamen Verwaltungsschale dieser<br />
Referenzarchitektur. Alle Produkte von Festo sind mit einem Typenschild<br />
inklusive eines Data-Matrix-Codes ausgestattet, dem sogenannten<br />
Festo Product Key, der Zugang zu einer Fülle von Informationen<br />
bietet. „Das ist der Schlüssel in die Welt der Industrie 4.0“,<br />
so Hoffmeister.<br />
In Zukunft erhält ein Produkt von Festo ständig digitale Upgrades:<br />
Der Festo Product Key wird mit der neu geschaffenen Festo App<br />
World verlinkt sein. Diese ermöglicht den Kauf von Upgrades und<br />
Dienstleistungen für ein spezifisches Element. Sie umfasst mobile<br />
Apps beispielsweise für das Festo Motion Terminal, Web Apps für<br />
die Cloud, Desktop Apps, Apps für speicherprogrammierbare Steuerungen<br />
sowie Firmware Apps.<br />
IOT-GATEWAY ZUR DATENANALYSE<br />
Zurück in die Gegenwart: Schon jetzt präsentiert Festo die erste<br />
schlüsselfertige Lösung für IoT-fähige Elemente und Dashboards:<br />
Das IoT-Gateway CPX-IoT verbindet Komponenten und Module<br />
aus der Feldebene wie etwa das Festo Motion Terminal, das Energy-<br />
Monitoring-Modul MSE6-E2M oder Handling-Systeme über ihre<br />
OPC-UA-Schnittstelle mit der Festo Cloud. Voraussetzung ist hier<br />
die durchgängige Konnektivität aller Komponenten.<br />
Die Cloud ermöglicht die Aufbereitung und Überwachung der<br />
Daten. Damit können Trendanalysen abgeleitet und Frühwarnsysteme<br />
sowie automatische Benachrichtigungen bei Zwischen-<br />
fällen eingerichtet werden. Das IoT-Gateway sorgt für die Cloud-<br />
Anbindung einer Steuerung und die Kommunikation der relevanten<br />
Informationen im benötigten Format zum gewünschten<br />
Zeitpunkt.<br />
Das IoT-Gateway CPX-IoT ermöglicht vorkonfigurierte Dashboards<br />
für jedes Festo Element – mit weiterer Individualisierung.<br />
Das Dashboard ist eine Ansicht im Web-Browser mit Diagrammen<br />
und Ampelanzeigen. Spezifische Widgets, also Komponenten einer<br />
Benutzeroberfläche, und Diagramme für Energieüberwachung,<br />
vorbeugende Instandhaltung sowie Leistungskennzahlen für den<br />
Prozess und zur Steigerung der Gesamtanlageneffektivität sorgen<br />
für Klarheit.<br />
IOT-FÄHIGES HANDLINGSYSTEM<br />
Für das kleinbauende Handlingsystem YXMx bietet Festo schon<br />
eine verkaufsfähige Systemlösung an. Es besteht aus der eigentlichen<br />
Kinematik mit Steuerung, den entsprechenden Software-<br />
Paketen zu Bewegungsaufgaben und Condition Monitoring und<br />
jetzt auch mit App zur Cloud-basierten Visualisierung.<br />
Mit dem Handlingsystem lassen sich beispielsweise präzise<br />
Kurvenfahrten zum Bewegen von Werkstücken oder Werkzeugen<br />
realisieren. Maschinen- und Anlagenbauer senken mit dem<br />
Systembausatz ihren Engineering-Aufwand deutlich. Vordefinierte<br />
Funktionsbausteine aus der Software-Library und die intuitive<br />
Applikationsprogrammierung vereinfachen darüber hinaus<br />
Programmierung und Inbetriebnahme.<br />
Der Systembausatz von Festo ist die Basisplattform für verschiedenste<br />
Anwendungen. Er ist funktionsfertig und wird einfach in die<br />
Applikationsumgebung des Maschinenbauers eingebunden. Die<br />
offenen Schnittstellen erleichtern diese Aufgabe. Die perfekt aufeinander<br />
abgestimmten Komponenten und Funktionen von Kinematik,<br />
Steuerung und Software garantieren Funktionssicherheit. Die<br />
Verwendung von Standardkomponenten macht die Lösung auch<br />
preislich attraktiv.<br />
Bild: Festo<br />
www.festo.com<br />
DURCHGÄNGIGE KONNEKTIVITÄT<br />
BEGINNT MIT ELEKTRISCHER<br />
AUTOMATISIERUNG<br />
70 <strong>DER</strong> <strong>KONSTRUKTEUR</strong> 4/<strong>2018</strong>
KOMPLEXE BILDVERARBEITUNGSAUFGABEN<br />
EINFACH UMSETZEN<br />
Mit den neuen Smartapplets stellt Baumer als erster Kamerahersteller ein innovatives<br />
Konzept vor, um den Funktionsumfang von Kameras mit FPGA-basierter Bildverarbeitung<br />
sehr einfach und flexibel für spezifische Applikationen zielgerichtet und schnell zu<br />
erweitern. Die Applets lassen sich per Firmware-Update bequem auf die LX Visualapplets<br />
Kameras übertragen und sind danach sofort einsatzbereit. Anwender profitieren<br />
so von fertigen Lösungen für oft benötigte Bildverarbeitungsaufgaben, ohne eigenes<br />
Know-how für FPGA-Programmierung aufzubauen. Auf die eigene Entwicklung eines<br />
Bildverarbeitungsalgorithmus kann<br />
komplett verzichtet werden. Bis Ende<br />
2017 werden die ersten sechs Smartapplets<br />
für verschiedene Standardaufgaben<br />
der Bildverarbeitung auf der<br />
Webseite von Baumer zum kostenlosen<br />
Download zur Verfügung stehen. Sollte<br />
der Funktionsumfang eines Smartapplets<br />
für eine spezifische Applikation<br />
nicht ausreichen, kann eine Anpassung<br />
per Visualapplets einfach und kostengünstig<br />
umgesetzt werden.<br />
druckfedern.shop<br />
www.baumer.com<br />
MASCHINENAUSLASTUNG OPTIMIEREN ÜBER DIE CLOUD<br />
Die Rohstoffversorgung und Nachschubplanung<br />
für Maschinen kann mit Geräten<br />
überwacht werden, die untereinander und<br />
mit der Cloud verbunden sind. Dafür bietet<br />
Gefran Komponenten und Geräte mit<br />
Feldbuskonnektivität an. Dazu zählen etwa<br />
die fernsteuerbaren Automatisierungsplattformen<br />
der GCube-Reihe, sensoroffene<br />
Sicherheitsanzeigen, PID-Regler, Multifunktionsregler<br />
und Leistungssteller für den<br />
Ofenbau und Sensoren für die Kraft-, Dehnungs-,<br />
Druck-, Weg-, Winkel-, Neigungs- und Drehungsmessung, oder auch die<br />
vektorgesteuerten Frequenzumrichter mit DC-Bus-Stromversorgung wie die ADV<br />
200-Geräte oder die Einspeise-/Rückspeiseeinheit der Serie AFE200.<br />
www.gefran.de<br />
ROBUSTER PANEL-PC IM EDELSTAHLGEHÄUSE<br />
Ein industrieller Panel-PC für HMI-Anwendungen<br />
in der Verpackungs- und Lebensmittelindustrie<br />
ist der Inox-F15C-ULT3 von ICP Deutschland.<br />
Er zeichnet sich durch ein durchgängig<br />
flachbündiges Edelstahlgehäuse ohne Kanten<br />
aus. Aufgrund des hohen Staub- und Spritzwasserschutzes<br />
an der Front- (IP69K) und<br />
Rückseite (IP66) des 15"-Panel-PCs lässt er sich<br />
mit Hochdruck- und Dampfstrahlgeräten<br />
reinigen. Die verbauten Displays sind mit einer<br />
mittleren Betriebsdauer zwischen Ausfällen<br />
von 70 000 Stunden besonders langlebig. Der Panel-PC ist mit resistivem oder<br />
kapazitivem Touch erhältlich, wobei die PCAP-Variante aus einem besonders sicheren<br />
Glas des Härtegrades 6 besteht. Seine Rechenleistung beruht auf einem Intel Skylake<br />
ULT CoreTM i5- oder Celeron-Prozessor mit bis 32 GB bestückbarem DDR4-SO-DIMM-<br />
Arbeitsspeicher. Optional kann das Edelstahlgehäuse mit einer Vesa-Halterung für die<br />
Anbringung eines Tragarmes versehen werden.<br />
www.icp-deutschland.de<br />
(+49) 07123 960-192<br />
federnshop.com<br />
Info<br />
Katalog Berechnung Anfrage Blog
KONSTRUKTIONSELEMENTE<br />
EINE für<br />
ALLES<br />
Leistung, Signale und Daten in einer Leitung<br />
übertragen, das können Hybridleitungen. Sie<br />
bieten bei Servoantrieben deutliche Vorteile.<br />
LIVE@<br />
Die Steigerung der Effizienz ist der wichtigste Treiber bei<br />
der Automatisierung. Wer alle Einsparpotenziale<br />
nutzen möchte, muss auch dort aktiv werden, wo es<br />
bisher scheinbar keine Veränderungsmöglichkeiten<br />
gab. Ein Hebel ist, vormals getrennte Aufgaben miteinander zu<br />
verschmelzen. Ein Beispiel ist die Verbindungstechnik bei<br />
Antrieben. Wo mehrere Achsen synchron bewegt oder komplexe<br />
Positionierungsaufgaben ausgeführt werden müssen, führt an<br />
zentralen Steuerungen kein Weg vorbei. Der Verkabelungsaufwand<br />
dafür ist allerdings erheblich.<br />
Anstatt nun Leistung, Signale und Daten jeweils über getrennte<br />
Leitungen zu führen, bietet es sich an, diese in einem einzigen<br />
Hybridkabel zu vereinen. So lassen sich mehr Leitungen bzw.<br />
Funktionen auf kleinerem Raum packen und das Kabeldickicht<br />
lichten. Das ist nicht nur in engen Energieführungsketten vorteilhaft,<br />
auch die Montage ist einfacher. Hybridleitungen finden deshalb<br />
im Maschinen- und Anlagenbau sowie in der Roboterindustrie<br />
immer mehr Fürsprecher. Die Lapp Gruppe hat den Trend früh<br />
erkannt und hat eine Reihe von Hybridkabeln in ihrem Portfolio.<br />
Servoantriebe bestehen aus Servomotor, einem Servoregler<br />
und aus Lage- und Drehzahlgebern. Der Regler steuert den<br />
Motor nach den Vorgaben, die er per Feldbus-Kommunikation<br />
erhält, und verarbeitet Signale der Lage- und Drehzahlgeber.<br />
Hochwertige Antriebe haben zusätzlich einen Temperaturfühler,<br />
denn Beschleunigungs- und Bremsvorgänge führen zu starker<br />
Erwärmung. Anwendungen mit hängenden Lasten benötigen<br />
noch eine optionale Haltebremse. Eine Hybridleitung enthält alle<br />
Leitungen für diese Funktionen in einem Mantel.<br />
Dazu gehören die drei Leistungsadern, ein Schutzleiter und<br />
ein optionales Steuerpaar für die elektrische Bremse. Das ebenfalls<br />
optionale Steuerpaar für den Temperaturfühler wird durch<br />
ein Datenpaar (Twisted-Pair) ersetzt, das zwei Aufgaben erfüllt:<br />
Es dient einerseits als Übertragungsmedium für den<br />
Temperatur fühler, einen temperaturabhängigen Widerstand,<br />
andererseits aber auch für die Kommunikation des Motor-Feed-<br />
PRODUKTE UND ANWENDUNGEN<br />
Typischer Leitungsaufbau: 3 schwarze Leistungsadern,<br />
GN/GE Schutzleiter, optionales Steuerpaar mit<br />
Abschirmgeflecht (schwarz), Signalpaar mit<br />
alukaschierter Folie und Abschirmgeflecht (weiß/blau)<br />
72 <strong>DER</strong> <strong>KONSTRUKTEUR</strong> 4/<strong>2018</strong>
KONSTRUKTIONSELEMENTE<br />
back-Systems. Eine zusätzliche Drehgeberleitung wird daher nicht<br />
mehr benötigt, die Encoder/Resolver-Signale werden auf die Versorgungsspannung<br />
des Feedback-Systems aufmoduliert.<br />
LEITUNGEN FÜR DIVERSE SCHNITTSTELLEN<br />
BEI ZENTRALEN ANTRIEBS-<br />
LÖSUNGEN GEHT <strong>DER</strong> TREND<br />
ZU EIN-KABEL-LÖSUNGEN<br />
Standard für das digitale Protokoll ist Hiperface DSL von Sick. Auf<br />
diese Schnittstelle abgestimmt sind die Hybridleitungen Ölflex Servo<br />
FD 7DSL und Ölflex Servo 7DSL der Lapp Gruppe. Für das Datenpaar<br />
werden derzeit üblicherweise 7- oder 19-drahtige verzinnte Kupferleiter<br />
verwendet. Verzinnte Kupferleiter dienen als Schutz des<br />
Isolations materials vor direktem Kontakt mit Kupfer wegen der Wärmealterung<br />
und als Oxidationsschutz, was die Lebensdauer erhöht.<br />
Diese Leitungen eignen sich auch für die Schnittstelle Acuro Link<br />
der Hengstler GmbH. Nach Angaben des Herstellers spart sie über<br />
50 % des Steckplatzes ein. Die Single Cable Solution besteht aus einer<br />
innovativen Kombination des leistungsfähigen Drehgebers Acuro<br />
AD37 und der neuen offenen Schnittstelle Acuro Link. Das Konzept<br />
hat große Vorteile vor allem bei kompakten Servomotoren, die in<br />
großer Zahl bei größeren Anlagen verbaut werden. Die Antriebe<br />
benötigen bedeutend weniger Raum und sparen Gewicht ein. Die<br />
Lapp Gruppe war Partner bei der Entwicklung von Acuro Link.<br />
Auch andere Hybridlösungen sind möglich, die z. B. auf Industrial<br />
Ethernet basieren oder aber auf optischen Datenübertragungssystemen<br />
wie POF (optische Polymerfaser) oder PCF (kunststoffummantelte<br />
Glasfaser). Der Einsatz optischer Datenübertragungssysteme<br />
ist vor allem aus EMV-Sicht sinnvoll, zumal die Gefahr von<br />
Störungen oder Ausfällen elektrischer Systeme, die auf elektromagnetische<br />
Ursachen zurückzuführen sind, größer geworden ist. Mit<br />
der Verbreitung elektronischer Komponenten im industriellen<br />
Umfeld hat sowohl die Anzahl potentieller Störquellen als auch<br />
potentiell EMV-empfindlicher Störsenken stark zugenommen.<br />
AUCH BEI BEWEGUNG STABIL<br />
Bei Hybridleitungen mit elektrischer Datenübertragung sind Parameter<br />
wie der charakteristische Wellenwiderstand, Dämpfungswerte<br />
aber auch Kapazitäts-, Induktivitäts- und Widerstandsbelege<br />
sowie Laufzeiten und Wellenimpedanzen im definierten Frequenzbereich<br />
zu beachten. Vor allem bei bewegten Anwendungen, denn<br />
auch bei mehreren Millionen Wechselbiegezyklen müssen diese<br />
Werte stabil sein. Dazu ist es unerlässlich, unter praxisnahen Bedingungen<br />
zu testen. Die Lapp Gruppe betreibt in ihrem Testzentrum<br />
unterschiedliche Führungsketten-Systeme. Dort werden auch<br />
Mindestbiege radien getestet, die bei fester Verlegung geringer sein<br />
können. Sind Hybridleitungen<br />
für<br />
den bewegten Einsatz<br />
in Energieführungsketten<br />
geeignet,<br />
tragen sie bei<br />
Lapp den Zusatz<br />
„FD“ im Namen.<br />
Die FD-Variante<br />
besitzt einen hochstrapazierfähigen<br />
PUR-Mantel und<br />
ist somit bestens<br />
für den Einsatz in<br />
Führungs ketten<br />
geeignet. Wer die<br />
Leitung fest verlegen<br />
möchte, kann<br />
auf die kostengünstigere<br />
PVC-Version<br />
zurückgreifen. Als<br />
Isolationsmaterial<br />
der Leiter wird bei<br />
beiden PP (Polypropylen)<br />
verwendet.<br />
Das trägt dem<br />
Wunsch nach kapazitätsarmen<br />
Leitungen<br />
Rechnung<br />
und verringert störende Ableitströme auf dem Schirmgeflecht.<br />
Zudem sind mit PP geringere Wandstärken möglich als mit PVC.<br />
Mit niedrigeren Wandstärken bei der Isolierung geht auch der geringere<br />
Außendurchmesser einher. Bis zu 20 % beträgt hier die<br />
Einsparung durch PP im Vergleich zu PVC.<br />
VOR ALLEM FÜR NEUENTWICKLUNGEN<br />
Hybridleitungen, auch „One Cable Solutions“ genannt, haben also<br />
große Einsparpotenziale, gerade bei kleineren Antrieben, wo eine<br />
zusätzliche Leitung mit Stecker ins Gewicht fällt. Auch die Installation<br />
wird durch den reduzierten Verkabelungsaufwand einfacher<br />
und störungssicherer. Bei Leitungen in Energieführungsketten ist<br />
zudem der geringere Platzbedarf nicht zu unterschätzen. Eventuell<br />
kann man schon bei der Konstruktion der Maschine eine kleinere<br />
Kettengröße wählen und spart dadurch Gewicht und Energie. Auch<br />
wenn Einkabellösungen klare Vorteile bieten, werden die Antriebshersteller<br />
keine bestehenden Systeme umstellen, denn am Regler<br />
sind dazu Anpassungen nötig. Hybridleitungen kommen also<br />
immer erst bei Neuentwicklungen zum Zuge.<br />
Bilder: Lapp<br />
www.lappkabel.de<br />
„HYBRIDLEITUNGEN FÜR<br />
SERVOANTRIEBE BIETEN<br />
KONSTRUKTIVE UND<br />
KOSTEN-VORTEILE“<br />
Lucas Kehl, Leiter Produktmanagement<br />
Kabel bei bei<br />
der U.I. Lapp GmbH<br />
Hybridleitungen für Servoantriebe<br />
bieten Kostenvorteile. Allein der<br />
Wegfall der Drehgeberleitung führt<br />
zu Kostenersparnissen von bis zu<br />
10%. Hinzukommen verringerte<br />
Montage- und Instandhaltungszeiten.<br />
Außerdem punkten Hybridleitungen<br />
durch ihren geringen<br />
Platzbedarf, gerade auch in engen<br />
Energieführungsketten.<br />
www.DerKonstrukteur.de<br />
Lösungen für<br />
Abdichtungen<br />
WillTech Aps<br />
Tel. +45 7442 3450<br />
www.willtech.dk
KONSTRUKTIONSELEMENTE<br />
LIVE@<br />
EIN PLUS AN SICHERHEIT<br />
PRODUKTE UND ANWENDUNGEN<br />
Laufen Maschinen nach einem Spannungsausfall<br />
selbstständig wieder an, besteht hohe<br />
Verletzungsgefahr. Unterspannungsauslöser<br />
schaffen hier Abhilfe. Sind sie in einem<br />
Kombi-Schutzschalter galvanisch getrennt<br />
integriert, lässt sich neben dem Überlast- und<br />
Unterspannungsschutz ein zusätzlicher<br />
Sicherheitsstromkreis aufbauen.<br />
Autor: Stefan Hötzel, E-T-A Elektrotechnische Apparate GmbH, Altdorf<br />
Stellen Sie sich folgendes Szenario vor: Sie arbeiten zu Hause<br />
mit Ihrer Tischkreissäge. Plötzlich stoppt diese mitten im<br />
Arbeitsvorgang. Grund hierfür ist ein vorübergehender Spannungsausfall.<br />
Den Maschinenausfall können Sie sich nicht<br />
auf Anhieb erklären. Deshalb gehen Sie der Sache auf den Grund.<br />
Beim Inspizieren des Sägeblattes kehrt plötzlich die Spannung zurück,<br />
und die Maschine läuft selbsttätig, ohne Vorwarnung, wieder<br />
an. Dadurch besteht für Sie eine sehr hohe Verletzungsgefahr.<br />
NORMENKONFORM ABSICHERN<br />
Um solche und ähnliche Verletzungsrisiken auszuschließen, gibt es<br />
die Maschinenrichtlinie 2006/24/EG. Sie regelt einheitliche Sicherheitsstandards<br />
von Maschinen in der Europäischen Gemeinschaft.<br />
Zum Beispiel darf es nur möglich sein, eine Maschine nach einem<br />
Stillstand durch das absichtliche Betätigen einer dafür vorgesehenen<br />
Befehlseinrichtung wieder in Gang zu setzen. Dies gilt dann, wenn<br />
durch einen selbstständigen Wiederanlauf Gefahr für Personen<br />
besteht.<br />
74 <strong>DER</strong> <strong>KONSTRUKTEUR</strong> 4/<strong>2018</strong>
KONSTRUKTIONSELEMENTE<br />
01 Klassischer Unterspannungsschutz: Das Unterspannungsmodul<br />
ist direkt mit dem Hauptstromkreis des Schutzschalters<br />
verbunden und befindet sich vor dessen Kontaktsystem<br />
Hier kommt der Kombi-Schutzschalter Typ 3120 mit Unterspannungsmodul<br />
ins Spiel. Er vereint mehrere Funktionen in einer<br />
Komponente. Zum einen dient er um Maschinen ein- und auszuschalten.<br />
Zum anderen sorgt ein thermisches Auslöseelement im<br />
Überlastfall für eine rechtzeitige Unterbrechung des Stromkreises.<br />
So verhindert der Schutzschalter Überhitzungsschäden. Neben diesem<br />
Überlastschutz sorgt das Unterspannungsmodul im Falle eines<br />
Spannungsausfalls für eine sichere und dauerhafte Unterbrechung<br />
Netz<br />
1.1 2.1<br />
U<br />
KOMBI-SCHUTZSCHALTER MIT<br />
GALVANISCH GETRENNTEM UN-<br />
TERSPANNUNGSMODUL BIETEN<br />
DAS PLUS AN SICHERHEIT<br />
des Stromkreises. Das Betätigungselement des Schutzschalters<br />
springt dabei umgehend in die Aus-Stellung. Auch bei Spannungswiederkehr<br />
bleibt es in dieser Position. Ein erneuter und bewusster<br />
Einschaltvorgang ist notwendig, um die Maschine wieder in Gang<br />
zu setzen. Selbst falls ein Gegenstand oder eine Person das Betätigungselement<br />
blockieren, trennt der Schutzschalter mit Hilfe der<br />
sogenannten Freiauslösung den Stromkreis sicher.<br />
01<br />
1.2 2.2<br />
Last<br />
KLASSISCHER UNTERSPANNUNGSSCHUTZ<br />
Bei vielen maschinellen Anwendungen ist ein Unterspannungsschutz<br />
vorgeschrieben, der die Anwender bei einer Spannungswiederkehr<br />
vor der Gefahr eines unerwarteten Wiederanlaufs schützt.<br />
Im klassischen Fall ist das Unterspannungsmodul dabei direkt mit<br />
dem Hauptstromkreis des Schalters oder Schutzschalters verbunden<br />
und befindet sich vor dessen Kontaktsystem. Dadurch kann der<br />
Betreiber die Maschine erst dann einschalten, wenn Spannung anliegt.<br />
Denn im Unterspannungsmodul ist eine Spule verbaut, die<br />
beim Anlegen einer Spannung ein magnetisches Feld erzeugt und<br />
somit den Einschaltvorgang freigibt. Liegt keine Spannung an, gibt<br />
es auch kein magnetisches Feld. In diesem Fall ist ein Einschalten<br />
nicht möglich.<br />
Bei einem Spannungsausfall während des Betriebes wird das<br />
vorhandene Magnetfeld abgebaut und die Auslösemechanik veranlasst<br />
eine Öffnung des Stromkreises. Außerdem springt das Bedienelement<br />
in die Aus-Stellung. Bei Wiederkehr der Spannung bleibt es<br />
in dieser Stellung. Es ist ein bewusster Einschaltvorgang notwendig,<br />
um die Maschine erneut in Gang zu setzen.
-<br />
KONSTRUKTIONSELEMENTE<br />
„DAS ZAUBERWORT<br />
HEISST FUNKTIONS-<br />
INTEGRATION“<br />
www.DerKonstrukteur.de<br />
Dr. Michael Döppert,<br />
Chefredakteur<br />
PRODUKTE UND ANWENDUNGEN<br />
Weniger Bauteile bei gleicher oder<br />
höherer Funktionalität in der<br />
Anwendung – das ist eine Anforderung,<br />
die sich in der Konstruktion<br />
von Maschinen immer wieder stellt.<br />
Dahinter stehen begrenzter<br />
Bauraum, Leichtbau- und natürlich<br />
auch Kostenvorgaben. Die Lösung:<br />
Funktionsintegration! Funktionsintegration<br />
ist zum Beispiel in vielen<br />
Anwendungen ein schlagendes<br />
Argument für Kunststoffbauteile,<br />
aber auch – wie hier im Fall von<br />
Kombi-Schutzschaltern – für<br />
elektrotechnische Komponenten.<br />
„UNSER KOMBI-SCHUTZ-<br />
SCHALTER VEREINT<br />
FUNKTIONALITÄT UND<br />
SICHERHEIT“<br />
Stefan Hötzel, Junior<br />
Produktmanager, Sparte<br />
Equipment bei E-T-A<br />
Mich begeistert an Kombi-Schutzschaltern<br />
wie dem Typ 3120, welche<br />
Vielfalt an Funktionalität und<br />
Sicherheit in einer einzigen Komponente<br />
integrierbar ist. Neben der<br />
Ein-Ausschaltfunktion sowie des<br />
Überlast- und Unterspannungsschutzes<br />
lässt sich on Top ein Sicherheitsstromkreis<br />
über das galvanisch<br />
getrennte Unterspannungsmodul<br />
aufbauen. So ist es zum Beispiel<br />
möglich, eine Fernabschaltung mit<br />
Not-Aus-Schalter zu realisieren.<br />
www.DerKonstrukteur.de<br />
02 Neben der<br />
Ein-Ausschaltfunktion<br />
sowie des<br />
Überlast- und<br />
Unterspannungsschutzes<br />
lässt sich<br />
mit dem Kombi-<br />
Schutzschalter Typ<br />
3120 on Top ein<br />
Sicherheitsstromkreis<br />
über das<br />
galvanisch<br />
getrennte<br />
Unterspannungsmodul<br />
aufbauen<br />
ZUSÄTZLICHER SICHERHEITSSTROMKREIS<br />
Es gibt außerdem weitere Einsatzmöglichkeiten für das Unterspannungsmodul. Eine<br />
davon ermöglicht den Aufbau eines Sicherheitsstromkreises. Das Unterspannungsmodul<br />
ist in dieser Ausführung zwar mechanisch mit dem Kombi-Schutzschalter<br />
gekoppelt, es ist aber nicht elektrisch mit dessen Hauptstromkreis verbunden, d.h.<br />
galvanisch getrennt. Dadurch lässt sich über die beiden herausgeführten Flachsteckanschlüsse<br />
eine vom Hauptstromkreis abweichende Spannung an das Unterspannungsmodul<br />
anlegen. Eine für Sicherheitsstromkreise gängige Spannung ist DC 24 V. Diese<br />
bietet klare Vorteile im Vergleich zur Spannung des Hauptstromkreises mit beispielweise<br />
AC 230 V. Zum einen ergeben sich Kosteneinsparungen, etwa durch einen geringeren<br />
Stromverbrauch. Zum anderen fällt DC 24 V unter die Kategorie Kleinspannung und ist<br />
deshalb berührungssicher. Gefährliche Stromschläge sind so ausgeschlossen.<br />
Ein renommierter Hersteller von Bohr- und Fräsmaschinen trifft mit diesem Aufbau<br />
zwei Sicherheitsvorkehrungen. Zum einen hat er im DC 24 V-Sicherheitsstromkreis<br />
einen Not-Aus-Schalter installiert. Bei Betätigung dieses Not-Aus-Schalters unterbricht<br />
die Stromzufuhr des Unterspannungsmoduls. Dadurch ist es möglich, die Maschine bei<br />
Gefahr aus der Ferne abzuschalten. Zum anderen schützt eine höhenverstellbare<br />
Schutzscheibe den Anwender vor umherfliegenden Spänen und Teilen. Diese ist mit<br />
einem Mikroschalter ausgestattet. Erst bei richtiger Positionierung der Schutzscheibe<br />
schließt der Mikroschalter den Stromkreis und versorgt somit das Unterspannungsmodul<br />
mit Spannung. Dadurch ist das Einschalten der Maschine möglich. Ebenso<br />
unterbricht der Mikroschalter den Stromkreis, falls die Schutzscheibe während des<br />
Betriebes geöffnet wird. Daraufhin schaltet das Unterspannungsmodul die Maschine ab.<br />
EINE KOMPONENTE – VIEL SICHERHEIT<br />
Clever eingesetzt vereint der Kombi-Schutzschalter Typ 3120 mit galvanisch getrenntem<br />
Unterspannungsmodul viel Sicherheit in einer einzigen Komponente. Überlast- und<br />
Unterspannungsschutz sind dadurch möglich. Auch der Aufbau eines zusätzlichen<br />
Sicherheitsstromkreises zur Realisierung weiterer Sicherheitsvorkehrungen – wie<br />
beispielsweise die Fernabschaltung mit Not-Ausschalter – ist damit einfach umsetzbar.<br />
Dies unterstützt Entwickler bei der systematischen Bauteilereduzierung, die einer der<br />
zentralen Schlüssel für eine kostensparende Konstruktion ist.<br />
Bilder: E-T-A<br />
www.e-t-a.de<br />
02<br />
76 <strong>DER</strong> <strong>KONSTRUKTEUR</strong> 4/<strong>2018</strong>
KONSTRUKTIONSELEMENTE<br />
TEILBARE KABELEINFÜHRUNGSLEISTEN<br />
NUN AUCH IP66 ZERTIFIZIERT<br />
Die patentierten, teilbaren Kabeleinführungsleisten KEL-ER von Icotek sind nun<br />
zusätzlich IP66 nach DIN EN 60529:2014-09 geschützt. Zertifizierungen wie Type<br />
Rating 4X, IP65, Ecolab und EN 45545-2 HL3 erhielt die Serie bereits zuvor und<br />
erfüllt die Zugentlastung nach DIN EN 62444. Die robuste KEL-ER eignet sich zur<br />
Kabeleinführung sowohl für Leitungen mit Stecker als auch für Leitungen ohne<br />
Stecker mit Durchmessern von 1,0 bis 35,0 mm.<br />
www.icotek.com<br />
GÜNSTIGE, PROFINET-FÄHIGE<br />
SENSORLEITUNGEN<br />
Autosen erweitert sein Zubehörsortiment mit günstigen<br />
Sensorleitungen. So gibt es z. B. die neuen Standard-Class-<br />
Sensorleitungen AA037-AA042 mit Schutzart IP67 auf<br />
autosen.com. Sie verfügen über ein patentiertes Dichtungskonzept,<br />
das Montagefehler oder Betriebsstörungen<br />
praktisch ausschließt. Nach oben hin wird das Programm<br />
mit den Profinet-fähigen Ethernet-Kabeln AA035 und<br />
AA036 für IO-Link-Systemarchitekturen erweitert – ebenfalls<br />
zu besonders günstigen Konditionen. Sie ermöglichen<br />
überdies eine einfache und schnelle Parametrierung der Sensoren. Auch die<br />
Sensoren des Herstellers sind – wo sinnvoll – ohne Aufpreis mit IO-Link-Schnittstelle<br />
ausgestattet. Nun ist auch eine passende Profinet-Verkabelung für raue<br />
Industrieumgebungen erhältlich.<br />
www.autosen.com<br />
SIGNALE LOGISCH VERTEILEN<br />
Die M8x1<br />
I/O-Verteiler von<br />
Escha haben eine<br />
aktive Logikfunktion.<br />
Durch eine fest<br />
vorgegebene Logik<br />
müssen sie nicht<br />
programmiert<br />
werden und sind<br />
unmittelbar<br />
einsatzbereit.<br />
Sie platzieren Intelligenz nahe an Sensoren und<br />
übermitteln vorverarbeitete Signale an eine<br />
zentrale Steuerungseinheit. Die einzelnen<br />
Steckplätze sind dabei über verschiedene fixe<br />
Kombinationen aus Und- und Oder-Logik verknüpft.<br />
Logikverteiler können zur Verbindung<br />
zwischen herkömmlichen Passivverteilern und<br />
Steuereinheit auf ein ungeschirmtes 4- oder<br />
5-poliges Sensorkabel zurückgreifen, das flexibel<br />
verlegt werden kann. Die Verteiler können bei<br />
engen Platzverhältnissen eingesetzt werden, z. B.<br />
bei Greifern, Robotern oder kompakten Handlingseinheiten.<br />
Durch mehrere Befestigungsbohrungen<br />
können sie in unterschiedlichen Einbausituationen<br />
montiert werden. Bezeichnungsschildträger an<br />
allen Steckplätzen erleichtern Markierung und<br />
Zuordnung. Mit einem Simulationsstecker lassen<br />
sich freie Ports beschalten.<br />
www.escha.net<br />
HANNOVER MESSE <strong>2018</strong><br />
23.–27. April <strong>2018</strong><br />
Halle 11,Stand C03<br />
INNOVATIVE SYSTEMLÖSUNGEN<br />
+made by Lapp.<br />
Ihr Bedarf, unser Angebot. Als führender Systemanbieter entwickelt, produziert und liefert die Lapp<br />
Gruppe Verbindungslösungen rund um die Kabeltechnologie. Ob für Industrie 4.0, Automatisierung<br />
oder Maschinen- und Anlagenbau, ob für Energieversorgung, Mobilität oder die Lebensmittelund<br />
Getränkeindustrie: Lösungsorientiert und kompetent ist Lapp mit 17Fertigungsstandorten<br />
auf vier Kontinenten und Vertriebspräsenzen in rund 140 Ländern für Sie vor Ort.<br />
lappkabel.de
SPECIAL<br />
DIGITALE PRODUKTENTWICKLUNG<br />
SPECIAL
DIGITALE PRODUKTENTWICKLUNG<br />
GENERATIVES<br />
DESIGN<br />
macht`s möglich<br />
200 Millionen Dollar! Soviel Treibstoffkosten<br />
sparen Fluggesellschaften im Idealfall dank des<br />
futuristisch anmutenden gräulichen Bauteils,<br />
das Andreas Bastian auf seinem Zeigefinger<br />
balanciert. Was der Wissenschaftler da so lässig<br />
präsentiert, ist das Ergebnis eines einjährigen<br />
Entwicklungsprozesses.<br />
Autor: Mikey Wakefield, Autodesk<br />
LIVE@<br />
Der aus Magnesium gefertigte Sitzrahmen für den<br />
Einsatz in Verkehrsflugzeugen ist mit nur noch<br />
766 g insgesamt 906 g oder 56 % leichter als sein<br />
derzeit im Flugzeugbau standardmäßig eingesetztes<br />
Pendant. In der Luftfahrt, in der jedes Gramm<br />
zählt, kommt das einer Revolution gleich, denn bei gut<br />
200 bis 600 Sitzen pro Maschine summiert sich diese Gewichtsersparnis<br />
schnell. Bei einem Airbus A321, einem<br />
der meist verkauften Verkehrsflugzeuge am Markt, kommen<br />
so stattliche 214 kg pro Flugzeug zusammen. Beim<br />
großen Bruder Airbus A380 ganze 557 kg. Das senkt nicht<br />
nur den Treibstoffverbrauch der Maschinen merklich, es<br />
schont auch die Umwelt. Ein A321 verbraucht so fast 10 t<br />
weniger Kerosin pro Jahr, ein A380 spart 63 t. Die kleine<br />
Maschine stößt dank des geringeren Gewichts fast 29 t<br />
weniger Kohlenstoffdioxid aus. Beim zweistöckigen A380<br />
fallen sogar 190 t weg. Auf die gesamte Flotte einer Airline<br />
gerechnet ergeben sich so, über eine durchschnittliche<br />
Einsatzzeit pro Flugzeug von 20 Jahren, enorme<br />
Summen.<br />
ALGORITHMUS UNTERSTÜTZT<br />
DIE KONSTRUKTION<br />
Ebenso beeindruckend wie der eigentliche Effekt des Sitzrahmens<br />
ist sein Entstehungsprozess. Andreas Bastian<br />
arbeitet im Pier 9 Technology Center von Autodesk in San<br />
Francisco. Wie in den anderen auf der ganzen Welt verteilten<br />
Technologiezentren von Autodesk – Mitte Februar<br />
wurde mit der Autodesk Advanced Manufacturing Facility<br />
(AMF) in Birmingham die erste Einrichtung dieser Art<br />
in Europa eröffnet – arbeiten Forscher und Entwickler<br />
der Firma dort an innovativen Projekten und Herausforderungen<br />
aus der Praxis. Das Ziel: gemeinsam mit Partnern<br />
aus Wissenschaft und Industrie neue Technologien<br />
und moderne Fertigungsmethoden im produktiven Einsatz<br />
zu etablieren.<br />
Genau dieser Ansatz führte beim Entwurf des federleichten<br />
Sitzrahmens zum Erfolg. Schon in der Konstruktionsphase<br />
wurde die Gitter- und Oberflächenstruktur<br />
des Rahmens von den Konstrukteuren in Autodesk<br />
Netfabb – einem speziell für additive Fertigungsmethoden<br />
entwickelten Designprogramm – per Software-Algorithmus<br />
vollautomatisch optimiert.<br />
In diesem Prozess, der auch als generatives Design<br />
bezeichnet wird, erarbeitete das Programm eigenständig<br />
einen Entwurf. Dieser basierte auf genauen Bedingungen,<br />
die Bastian und sein Team zuvor definiert hatten.<br />
Der Sitzrahmen sollte zwar dieselbe Stabilität wie die<br />
derzeit am Markt verfügbaren Modelle aufweisen, dabei<br />
aber nur einen Bruchteil ihres Gewichts auf die Waage<br />
bringen. Das vom Algorithmus berechnete Resultat ist<br />
eine verwindungssteife Struktur, die menschliche<br />
Konstrukteure und Ingenieure aufgrund ihrer hohen<br />
Komplexität so nicht entwerfen, geschweige denn jemals<br />
zeichnen hätten können.<br />
3D-DRUCK O<strong>DER</strong> GUSSVERFAHREN?<br />
Das computergenerierte Design brachte allerdings eine<br />
ganz neue Herausforderung mit sich. Seine komplexe<br />
<strong>DER</strong> <strong>KONSTRUKTEUR</strong> 4/<strong>2018</strong> 79
-<br />
DIGITALE PRODUKTENTWICKLUNG<br />
01<br />
02<br />
Gitterstruktur ließ sich nicht bzw. nur sehr schwer und damit kostenintensiv mit<br />
klassischen Fertigungsmethoden wie dem Metallguss reproduzieren. Auch die<br />
Idee, die Sitzrahmen im rein additiven Verfahren, also per 3D-Metalldruck, zu<br />
fertigen, verwarfen die Konstrukteure schnell.<br />
Zwar entwickeln sich additive Fertigungsverfahren rasant weiter, trotzdem bringen<br />
sie, gerade bei der Verarbeitung metallischer Werkstoffe, immer noch Einschränkungen<br />
mit sich. So ist im Vergleich zu klassischen Fertigungsmethoden die<br />
Zahl der möglichen Materialen noch stark begrenzt. Während hunderte verschiedene<br />
Legierungen im Metallgussverfahren verarbeitet werden können, beschränken<br />
sich 3D-Metall-Druckverfahren heute auf weniger als ein Dutzend Materialen.<br />
Das reduziert die Flexibilität gedruckter Designs.<br />
Weitere limitierende Faktoren waren die Größe des Rahmens und die voraussichtlichen<br />
Produktionskosten im additiven Fertigungsverfahren. Dieses Beispiel<br />
macht deutlich, wie wichtig es ist, dass Konstrukteure und Entwickler heute,<br />
gerade bei der Einbeziehung innovativer Verfahren, schon in der Designphase<br />
die schlussendlichen Fertigungsmethoden mitdenken.<br />
„Die additive Fertigung hat ein riesiges Potential, die Zukunft der Produktion zu<br />
bestimmen. Für Produktentwickler und Konstrukteure ist sie aber immer noch<br />
<strong>DER</strong> <strong>KONSTRUKTEUR</strong> DEFINIERT DIE<br />
BEDINGUNGEN, DIE SOFTWARE ERAR-<br />
BEITET EINEN OPTIMIERTEN ENTWURF<br />
01 Komplexe Geometrie des Sitzrahmens<br />
aus Magnesiumguss<br />
02 Positivformen der Sitzrahmen aus<br />
Kunststoff, aus diesen Vorlagen wurden in<br />
direkter Folge Keramikgussformen für die<br />
Herstellung der eigentlichen Sitzrahmen im<br />
Metallgussverfahren gefertigt<br />
03 Herstellung eines Magnesium-Sitzrahmens<br />
im Metallgussverfahren in einer<br />
Keramikgussform<br />
„DIE DIGITALISIERUNG DES<br />
PRODUKT-ENTWICK-<br />
LUNGSPROZESSES SETZT<br />
SCHIER UNGLAUBLICHE<br />
POTENZIALE FREI“<br />
Dr. Michael Döppert,<br />
Chefredakteur<br />
www.DerKonstrukteur.de<br />
SPECIAL<br />
ein extrem neues Konzept“, sagt Andreas Bastian. Das Metallgussverfahren wurde<br />
dagegen über Jahrtausende perfektioniert. Zahllose Experten, Ingenieure, Gießereien<br />
und Fabriken verfügen hier über tiefgreifendes Fachwissen. Das ist unglaublich<br />
wertvoll, gerade auch bei besonders aufwändig zu fertigenden Bauteilen wie<br />
unserem Sitzrahmen“, erklärt Bastian.<br />
KOMBINATION <strong>DER</strong> VERFAHREN SORGT<br />
FÜR INNOVATION<br />
Die Lösung brachte eine Kombination beider Verfahren. Denn die Serienfertigung<br />
von Bauteilen im Metallgussverfahren steht der initialen Entwurfsgestaltung<br />
per generativem Design keinesfalls entgegen. Auch additive Methoden, wie<br />
der 3D-Druck können in einer früheren Projektphase wichtige Impulse geben,<br />
die sich später mit bewährten Mitteln im größeren Stil umsetzen lassen.<br />
Weil sich im 3D-Druckverfahren viel einfacher komplexe Gitterstrukturen<br />
schaffen lassen als im klassischen Gussverfahren, druckte das Team um<br />
Der Kombination digitaler Entwicklungsverfahren<br />
und innovativer<br />
Konzepte wie generatives Design<br />
gehört die Zukunft. Auch das Zusammenspiel<br />
klassischer Fertigungsverfahren<br />
und additiver Methoden hat<br />
großes Potenzial. Konstrukteure<br />
sollten diese allerdings schon in der<br />
Entwurfsphase berücksichtigen und<br />
die Produktion schon frühzeitig<br />
mitdenken. Die notwendigen<br />
Werkzeuge dafür stehen ihnen<br />
längst zur Verfügung.<br />
80 <strong>DER</strong> <strong>KONSTRUKTEUR</strong> 4/<strong>2018</strong>
DIGITALE PRODUKTENTWICKLUNG<br />
Andreas Bastian zunächst Positivformen der Sitzrahmen aus<br />
Kunststoff. Kunststoff statt Metall deshalb, weil es viel günstiger,<br />
schneller und unkomplizierter zu verarbeiten ist. Aus diesen Vorlagen<br />
wurden in direkter Folge Keramikgussformen für die Herstellung<br />
der eigentlichen Sitzrahmen im Metallgussverfahren<br />
gefertigt. Große Stückzahlen lassen sich so viel einfacher und vor<br />
allem günstiger realisieren.<br />
Für die tatsächliche Fertigung der Sitzrahmen holten sich die<br />
Entwickler von Autodesk Unterstützung von einer spezialisierten<br />
Partnerfirma: der Gießerei Aristo Cast in Michigan. „Wir waren<br />
gleich von der Idee von Andreas und Autodesk begeistert. Auch wir<br />
haben dabei viel über fortschrittliches Design und Optimierungsmöglichkeiten<br />
im Fertigungsprozess gelernt. Beides sind für unsere<br />
Branche noch weitgehend neue Ansätze“, erklärt Paul Leonhard<br />
von Aristo Cast.<br />
Anstatt wie bisher geplant bei der Herstellung des Sitzrahmens<br />
auf das im Flugzeugbau weitverbreitete Aluminium zu setzen, empfahlen<br />
die Experten aus Michigan eine Fertigung aus Magnesium.<br />
Zwar verkomplizierte das den Herstellungsprozess, versprach aber<br />
eine zusätzliche Gewichtsersparnis von 35 % gegenüber einer Aluminiumvariante.<br />
Was im klassischen Designprozess die Entwickler<br />
und Konstrukteure aufgrund der unterschiedlichen Materialeigenschaften<br />
zurück an das Reißbrett verdammt hätte, war im von<br />
Bastian und seinem Team gewählten digitalen Ansatz kein<br />
Problem. Ein erneuter Durchlauf in Autodesk Netfabb unter Berücksichtigung<br />
des neuen Fertigungsmaterials bestätigte die ge-<br />
03<br />
wünschten Eigenschaften des Entwurfs: vergleichbare Stabilität bei<br />
viel geringerem Gewicht. Der Serienfertigung der Leichtbau-Sitzrahmen<br />
aus Magnesium steht damit nichts mehr im Wege.<br />
Bilder: Autodesk<br />
www.autodesk.de<br />
INDUSTRIE<br />
Im Fokus des ISO GPS-Systems – Für Konstruktion und Produktion<br />
Die modular aufgebaute Fachmodul-Staffel vermittelt praxisnah und in Ergänzung zu bestehenden Nachschlagewerken. Durch viele Beispiele<br />
und Übungen untermauert sie die elementaren Grundsätze der ISO GPS-Normen und deren Anwendung.<br />
Module<br />
• Einführung ISO 8015 und ISO 14405<br />
• Grundsatz der Unabhängigkeit Hüllbedingung<br />
und Zweipunktmass<br />
• Anwendung des ISO-Toleranzsystems<br />
• Grundlagen der normgerechten Bemassung<br />
• Normgerechte Bemassung für den Einbau<br />
von Maschinenelementen<br />
• Normgerechtes Erstellen von<br />
technischen Zeichnungen<br />
• Anwendung der Mass-, Form- und Lagetoleranzen<br />
verfügbar ab dem Q3 <strong>2018</strong><br />
• Maximum-Material-Bedingung<br />
verfügbar ab dem Q4 <strong>2018</strong><br />
Swissmem Berufsbildung<br />
Brühlbergstrasse 4<br />
8400 Winterthur<br />
Telefon +41 52 260 55 00<br />
www.swissmem-berufsbildung.ch
DIGITALE PRODUKTENTWICKLUNG<br />
LIVE@<br />
DURCHGÄNGIGE<br />
DATEN<br />
DRUCKFRISCH<br />
SPECIAL<br />
Mehr Freiheiten bei der Konstruktion, mehr<br />
Kosteneffizienz und weiterreichende<br />
Digitalisierung – dort, wo andere<br />
Fertigungsverfahren an ihre Grenzen stoßen,<br />
eröffnet der 3D-Druck neue Möglichkeiten. Als<br />
Basis sind 3D-Modelle notwendig, die hohe<br />
Anforderungen an Konstruktions- und<br />
Simulationstools stellen.<br />
Der Begriff additive Fertigung ist umfassender als 3D-Druck<br />
und ist für das Produktionsverfahren, das die gesamte<br />
Wertschöpfungskette betrifft etwas treffender. Schon bei<br />
der Erstellung von 3D-Datensätzen mit softwaregestützten<br />
Methoden muss additive Fertigung mitgedacht werden und sich<br />
dann weiter über die Bauteiloptimierung, den Druckvorgang selbst<br />
sowie die Nachbearbeitung der gedruckten Teile erstrecken. Um die<br />
dreidimensionalen, physischen Teile aus sehr dünnen Schichten<br />
aufeinander drucken zu können, werden die 3D-Modelle am Bild-<br />
schirm zunächst in Schichten zerlegt. Daraus wird ein Code generiert,<br />
der zum Steuern der Druckmaschine dient. Der große Vorteil:<br />
Die neuesten Maschinen in der additiven Fertigung können schnell<br />
und ohne große Umrüstzeiten jede gewünschte Produktionsmenge<br />
herstellen – bis hin zu Losgröße 1. Es ist momentan besonders interessant,<br />
den 3D-Druck bei kleineren Mengen einzusetzen, da die<br />
durchschnittlichen Stückkosten konstant bleiben. Bei großen<br />
Stückzahlen (Massenfertigung) dagegen bringen die üblichen Fertigungsverfahren<br />
weiterhin durch Economies of Scale Vorteile – zumindest<br />
noch für eine gewisse Zeit. Es zeichnet sich ganz klar ab,<br />
dass auf lange Sicht gesehen der technologische Fortschritt und<br />
sein Optimierungspotenzial die Gewinnspanne der additiven Fertigung<br />
auch bei einer großen Produktionsmenge maximiert. Da die<br />
Stückkosten beim 3D-Druck kontinuierlich reduziert werden, kann<br />
ab einer bestimmten Menge zu den gleichen Kosten produziert<br />
werden wie heute mit der traditionellen Massenfertigung.<br />
Laut einer Bitkom-Studie aus dem Jahr 2017 sind Wachstumsmärkte<br />
für die additive Fertigung vor allem Luftfahrt, Medizin und<br />
Konsumgüter. Die Vorteile des Verfahrens kommen hier besonders<br />
zum Tragen: Massen-Individualisierung wird einfacher. Individuelle<br />
Teile oder Kleinserien können auf Kundenwunsch in kürzester<br />
Zeit gefertigt, die Produktion einer schwankenden Marktnachfrage<br />
schnell angepasst werden. Durch 3D-Druck wird es möglich, die<br />
82 <strong>DER</strong> <strong>KONSTRUKTEUR</strong> 4/<strong>2018</strong>
«Ungefähr»<br />
genügt<br />
nicht allen<br />
Über die 3DExperience Plattform können alle Akteure vernetzt und Konstruktionsdaten<br />
unternehmens- und abteilungsübergreifend verwaltet werden<br />
statt<br />
Fertigung in gewissem Umfang zu dezentralisieren: Bauteile und auch Ersatzteile<br />
können je nach Bedarf und vor Ort gefertigt werden, was sowohl Lager- als auch<br />
Transportkosten reduziert.<br />
KOMPLEXE UND ORGANISCHE FORMEN<br />
REDUZIEREN GEWICHT<br />
UM ALLE POTENZIALE <strong>DER</strong> ADDITIVEN FERTIGUNG<br />
ZU NUTZEN, IST EINE VERNETZUNG VERSCHIEDE-<br />
NER TOOLS UNBEDINGT NOTWENDIG<br />
War die Konstruktion früher durch viele Restriktionen aufgrund der Herstellungsverfahren<br />
beschränkt, lassen sich mit dem 3D-Druck jetzt auch komplexe und<br />
schwierige Geometrien realisieren. So werden auch organische Formen möglich,<br />
die sich an der Natur orientieren und optimal auf die Anforderungen der Konstruktion<br />
angepasst werden können. Diese bionische Konstruktionsmethodik<br />
kombiniert mit 3D-Druck reduziert Materialgewicht und Gesamtmaterialverbrauch<br />
einzelner Teile laut Bitkom-Studie um bis zu 90 %. Nach einem Rechenbeispiel<br />
kann bei einem Airbus A350 durch Leichtbau bis zu eine Tonne Gewicht gespart<br />
werden – das verringert auch den CO 2<br />
-Ausstoß. Insgesamt lassen sich dabei<br />
durch additive Fertigung bis zu 70 % der Produktionszeit und 80 % der Herstellungskosten<br />
einsparen.<br />
Eine Studie zu Chancen und Risiken von Additive Manufacturing für die deutsche<br />
Werkzeugmaschinenindustrie, vom VDW in Auftrag gegeben, zeigt, dass sich die<br />
Fertigungstechnik aus diesen Gründen auch immer mehr in die bestehende Wertschöpfungskette<br />
der Metallbearbeitung integrieren wird. In Deutschland sind bereits<br />
innovative Lösungen im Einsatz. Ein Beispiel dafür ist eine kombinierte Fräs-<br />
Druckmaschine, die spanende mit additiver Fertigung vereint – und damit auch die<br />
Vorteile beider Verfahren kombiniert. Mit einer 5-Achs-Fräsmaschine können jetzt<br />
Supportstrukturen gefertigt werden. Roboter können die Laser-Sintermaschine einstellen<br />
und die optimale Position im Pulverbett erkennen – so entsteht kein Verzug.<br />
Dann kann die Nachbereitung der additiv gefertigten Werkstücke mit einer kombinierten<br />
Maschine automatisiert durchgeführt werden. In der Luftfahrt zum Beispiel<br />
lassen sich durch diese Technologien die benötigten Teile im Hinblick auf Kosten,<br />
Performance und Gewicht besonders effektiv fertigen.<br />
960-565d-08.16<br />
Mit hochpräzise justierten Werkzeugen<br />
sind Sie auf der sicheren Seite. Regelmäßige<br />
Stichproben minimieren fehlerhafte<br />
Verschraubungen – dies erlaubt optimale<br />
Fertigungsprozesse und damit eine<br />
deutliche Verbesserung des ROI.<br />
Wie Sie mit Lösungen von Kistler Ihre<br />
Prozesssicherheit erhöhen, zeigen wir<br />
Ihnen vom 24. bis 27. April <strong>2018</strong><br />
in Stuttgart auf der Control, Halle 7,<br />
Stand 7313.<br />
www.kistler.com
DIGITALE PRODUKTENTWICKLUNG<br />
„SYMBIOSE <strong>DER</strong><br />
ENTWICKLUNGEN“<br />
Martina Heimerl,<br />
Stv. Chefredakteurin<br />
So ist das mit neuen Verfahren, sie<br />
stehen nicht für sich allein,<br />
sondern erfordern bzw. bedingen<br />
Entwicklungen in vielen Bereichen.<br />
Gefragt sind neue Werkstoffe,<br />
Software, Maschinen usw. Idealerweise<br />
gehen die Entwicklungen in<br />
den unterschiedlichen Gebieten<br />
Hand in Hand und treiben sich<br />
gegenseitig an.<br />
www.DerKonstrukteur.de<br />
NEUE SOFTWARE HILFT, POTENZIAL VOLL AUSZUSCHÖPFEN<br />
Eine moderne Konstruktionssoftware alleine ist nicht mehr ausreichend, um alle Potenziale<br />
der additiven Fertigung zu nutzen. Unbedingt notwendig ist eine Vernetzung<br />
verschiedener Tools. Für ein agiles Gesamtsystem ist eine durchgängige Datenbasis<br />
wichtig, die den gesamten Prozess digital und dreidimensional abbilden kann. Über eine<br />
Plattform wie die 3DExperience Plattform von Dassault Systèmes können alle Akteure<br />
vernetzt und Konstruktionsdaten unternehmens- und abteilungsübergreifend verwaltet<br />
werden. Das bedeutet: Sie alle haben Zugang zu denselben Daten. Kombiniert<br />
mit additiver Fertigung können weltweit an unterschiedlichen Standorten die gleichen<br />
Hochleistungsbauteile in einheitlicher Qualität hergestellt werden.<br />
Diese optimierten Teile wären ohne die Verzahnung der CAD- und Simulationswerkzeuge<br />
mit dem Produktionsprozess nicht möglich: Simulationen helfen dem Konstrukteur<br />
dabei, neue, kreative Entwürfe anzufertigen. Das funktioniert, indem die 3D-Simulationsanwendung<br />
direkt auf die Konstruktionsdaten aus dem bestehenden CAD-Programm<br />
zugreift und auf Knopfdruck errechnet, ob verschiedenste physikalische Kriterien<br />
wie Festigkeit, Wärmeleitung, Rheologie erfüllt werden. Ist das nicht der Fall, wird die<br />
Konstruktion so lange innerhalb der Simulation verändert, bis die genannten Eigenschaften<br />
stimmen und eine für die Fertigung sinnvolle Konstruktion und Produktionsweise<br />
entstanden ist. Die Simulation begleitet den gesamten Entwicklungs- und Produktionsprozess<br />
und ermöglicht eine schnelle Analyse. Mit ihrer Hilfe sind Unternehmen in der<br />
Lage, unterschiedliche Anforderungen der Märkte und Kunden zu berücksichtigen.<br />
Durch das Digitalisieren älterer Maschinen lässt sich schließlich die gesamte Produktion<br />
in die Cloud bringen und über die Plattform einbinden. Retrofit heißt diese Nachrüstung<br />
mit Sensoren, Kommunikations-Servern oder modernerer Software. Mit geringem<br />
Kostenaufwand ist es dadurch möglich, eine durchgehend transparente Fertigung<br />
zu schaffen, in der Probleme und Fehler sofort erkannt werden können. Unternehmen,<br />
die all diese Voraussetzungen geschaffen haben, können mit Ideen experimentieren<br />
und auch mal ein Risiko eingehen. Nur so bleiben sie handlungsfähig und werden in<br />
der Lage sein, herauszufinden, welche Lösungen in Zukunft für sie funktionieren und<br />
wie sie neue Fertigungsverfahren wie die additive Fertigung gewinnbringend einbinden<br />
können – das ist ein wesentlicher Schritt zur Fabrik der Zukunft.<br />
Bilder: agsandrew/Fotolia.de, Dassault Systèmes<br />
www.3ds.com<br />
IMPRESSUM<br />
SPECIAL<br />
erscheint <strong>2018</strong> im 49. Jahrgang, ISSN 0344-4570<br />
Redaktion<br />
Chefredakteur: Dr. Michael Döppert (md), M.A.<br />
Tel.: 06131/992-238, E-Mail: m.doeppert@vfmz.de<br />
(verantwortlich für den redaktionellen Inhalt)<br />
Stv. Chefredakteurin: Dipl.-Ing. (FH) Martina Heimerl<br />
(mh), Tel.: 06131/992-201, E-Mail: m.heimerl@vfmz.de<br />
Redakteurin: Dipl.-Geogr. Martina Laun (ml),<br />
Tel.: 06131/992-233, E-Mail: m.laun@vfmz.de<br />
Redaktionsassistenz: Doris Buchenau,<br />
Tel.: 06131/992-329, E-Mail: d.buchenau@vfmz.de,<br />
Melanie Lerch, Petra Weidt, Ulla Winter<br />
(Redaktionsadresse siehe Verlag)<br />
Gestaltung<br />
Mario Wüst, Anette Fröder, Sonja Schirmer<br />
Chef vom Dienst<br />
Dipl.-Ing. (FH) Winfried Bauer<br />
Anzeigen<br />
Oliver Jennen, Tel.: 06131/992-262,<br />
E-Mail: o.jennen@vfmz.de<br />
Andreas Zepig, Tel.: 06131/992-206,<br />
E-Mail: a.zepig@vfmz.de<br />
Helge Rohmund, Anzeigenverwaltung,<br />
Tel. 06131/992-252, E-Mail: h.rohmund@vfmz.de<br />
Anzeigenpreisliste Nr. 48: gültig ab 1. Oktober 2017<br />
Leserservice:<br />
vertriebsunion meynen GmbH & Co. KG,<br />
Große Hub 10, 65344 Eltville, Tel.: 06123/9238-266<br />
Bitte teilen Sie uns Anschriften- und sonstige Änderungen<br />
Ihrer Bezugsdaten schriftlich mit<br />
(Fax: 06123/9238-267, E-Mail: vfv@vertriebsunion.de).<br />
Preise und Lieferbedingungen:<br />
Einzelheftpreis: € 13,50 (zzgl. Versandkosten)<br />
Jahresabonnement: Inland: € 95,- (inkl. Versandkosten)<br />
Ausland: € 111,- (inkl. Versandkosten)<br />
Abonnements verlängern sich automatisch um ein<br />
weiteres Jahr, wenn sie nicht spätestens vier Wochen vor<br />
Ablauf des Bezugsjahres schriftlich gekündigt werden.<br />
Verlag<br />
Vereinigte Fachverlage GmbH<br />
Lise-Meitner-Straße 2, 55129 Mainz<br />
Postfach 100465, 55135 Mainz<br />
Tel.: 06131/992-0, Fax: 06131/992-100<br />
E-Mail: info@engineering-news.net,<br />
www.engineering-news.net<br />
Handelsregister-Nr.: HRB 2270, Amtsgericht Mainz<br />
Umsatzsteuer-ID: DE149063659<br />
Ein Unternehmen der Cahensly Medien<br />
Geschäftsführer: Dr. Olaf Theisen<br />
Verlagsleiter: Dr. Michael Werner, Tel.: 06131/992-401<br />
Gesamtanzeigenleiterin: Beatrice Thomas-Meyer<br />
Tel.: 06131/992-265, E-Mail: b.thomas-meyer@vfmz.de<br />
(verantwortlich für den Anzeigenteil)<br />
Vertrieb: Lutz Rach, Tel.: 06131/992-200,<br />
E-Mail: l.rach@vfmz.de<br />
Druck und Verarbeitung<br />
Limburger Vereinsdruckerei GmbH,<br />
Senefelderstraße 2, 65549 Limburg<br />
Datenspeicherung<br />
Ihre Daten werden von der Vereinigten Fachverlage GmbH<br />
gespeichert, um Ihnen berufsbezogene, hochwertige Informationen<br />
zukommen zu lassen. Sowie möglicherweise von<br />
ausgewählten Unternehmen genutzt, um Sie über berufsbezogene<br />
Produkte und Dienstleistungen zu informieren. Dieser<br />
Speicherung und Nutzung kann jederzeit schriftlich beim<br />
Verlag widersprochen werden (vertrieb@vfmz.de).<br />
Die Zeitschrift sowie alle in ihr enthaltenen Beiträge und Abbildungen<br />
sind urheberrechtlich geschützt. Mit der Annahme<br />
des redaktionellen Contents (Texte, Fotos, Grafiken etc.)<br />
und seiner Veröffentlichung in dieser Zeitschrift geht das<br />
umfassende, ausschließliche, räumlich, zeitlich und inhaltlich<br />
unbeschränkte Nutzungsrecht auf den Verlag über. Dies<br />
umfasst insbesondere das Recht zur Veröffentlichung in<br />
Printmedien aller Art sowie entsprechender Vervielfältigung<br />
und Verbreitung, das Recht zur Bearbeitung, Umgestaltung<br />
und Übersetzung, das Recht zur Nutzung für eigene Werbezwecke,<br />
das Recht zur elektronischen/digitalen Verwertung,<br />
z. B. Einspeicherung und Bearbeitung in elektronischen Systemen,<br />
zur Veröffentlichung in Datennetzen sowie Datenträger<br />
jedweder Art, wie z. B. die Darstellung im Rahmen von Internet-<br />
und Online-Dienstleistungen, CD-ROM, CD und DVD<br />
und der Datenbanknutzung und das Recht, die vorgenannten<br />
Nutzungsrechte auf Dritte zu übertragen, d. h. Nachdruckrechte<br />
einzuräumen. Eine Haftung für die Richtigkeit des redaktionellen<br />
Contents kann trotz sorgfältiger Prüfung durch<br />
die Redaktion nicht übernommen werden. Signierte Beiträge<br />
stellen nicht unbedingt die Ansicht der Redaktion dar. Für unverlangt<br />
eingesandte Manuskripte kann keine Gewähr übernommen<br />
werden. Grundsätzlich dürfen nur Werke eingesandt<br />
werden, über deren Nutzungsrechte der Einsender verfügt,<br />
und die nicht gleichzeitig an anderer Stelle zur Veröffentlichung<br />
eingereicht oder bereits veröffentlicht wurden.<br />
Es gelten die allgemeinen Geschäftsbedingungen.<br />
Mitglied der Informations-Gemeinschaft<br />
zur Feststellung der Verbreitung von<br />
Werbeträgern e. V. (IVW), Berlin.<br />
84 <strong>DER</strong> <strong>KONSTRUKTEUR</strong> 4/<strong>2018</strong>
DIGITALE PRODUKTENTWICKLUNG<br />
CAD-PRODUKT-KONFIGURATOR AUSGEBAUT<br />
Als Hersteller für Präzisions- und Sicherheitskupplungen ist die<br />
3D-Darstellung der Produkte auch für die R+W Antriebselemente<br />
von hohem Wert. Interessierte Vertriebsmitarbeiter, Käufer und/<br />
oder Zulieferer auf Kundenseite erhalten über den CAD-Produktkonfigurator<br />
eine berechenbare Darstellung ihrer individuell<br />
angepassten Kupplung, die sie mit passenden Präsentationswerkzeugen<br />
zoomen, drehen und mit einer 2D-Darstellung<br />
vergleichen können. Im Anschluss daran besteht die Möglichkeit,<br />
mit einem Klick das generierte CAD-Modell in das eigene CAD-System<br />
zu übergeben. Das Online-CAD-Tool reduziert die Entwicklungszeit<br />
und erhöht die Produktivität. Um den Weg zum Produktkauf<br />
zu vereinfachen, gibt es seit kurzer Zeit die neue, zusätzliche<br />
Funktion „Anfrage“. Mit wenigen Klicks kann die konfigurierte<br />
Kupplung direkt bei R+W angefragt werden. Durch die vorherige<br />
Anmeldung im Downloadcenter werden die Kundendaten<br />
automatisch ausgefüllt und mit dem Produkt verknüpft. Die<br />
Anzahl kann beliebig eingetragen werden und am Schluss<br />
übermittelt der Sende-Button die Daten an das Vertriebsteam.<br />
ONLINE-TOOLS ZEIGEN DIE LEBENSDAUER<br />
ADDITIV GEFERTIGTER LAGER<br />
LIVE@<br />
Igus bietet Online-Tools an, mit denen die Gebrauchsdauer<br />
von individuell additiv gefertigten Gleitlagern<br />
aus Tribo-Polymeren angezeigt werden kann. Die<br />
Angaben werden auf Basis der Forschungs- und<br />
Prüfergebnisse des hauseigenen Testlabors gemacht.<br />
10 000 Tests jährlich liefern dabei die Datenbasis für den Online-<br />
Lebensdauerrechner (www.igus.de/iglidur-experte). In vier<br />
Schritten werden die Anforderungen an die Lagertechnik erfasst<br />
und anschließend wird eine Eignungs- und Lebensdaueranalyse<br />
aller Werkstoffe online zur Verfügung gestellt. Die Berechnung ist<br />
dabei sowohl für im Spritzguss produzierte Iglidur-Gleitlager als<br />
auch für 3D-gedruckte Lager verfügbar. Das Angebot des Unternehmens<br />
umfasst sechs Tribo-Filamente für das FDM-Verfahren<br />
sowie zwei<br />
Werkstoffe für das<br />
Selektive Lasersintern.<br />
Aus ihnen<br />
können Gleitlager<br />
hergestellt<br />
werden. Über den<br />
3D-Druck-Service<br />
lassen sich<br />
Prototypen oder<br />
Sonderteile für<br />
Kleinserien schnell<br />
und günstig<br />
produzieren.<br />
www.igus.de<br />
www.rw-kupplungen.de<br />
INSERENTENVERZEICHNIS HEFT 4/<strong>2018</strong><br />
AMA Service, Wunstorf3<br />
Atlanta Antriebssysteme,<br />
Bietigheim-Bissingen27<br />
ATOS, I-Sesto Calende17<br />
Duboschweitzer, Haltern am See89<br />
E-T-A, Altdorf67<br />
Eichenberger Gewinde AG, CH-Burg31<br />
Elatech, I-Val Brembilla19<br />
Euchner, Leinfelden-Echterdingen65<br />
Faulhaber, Schönaich Halfcover<br />
Goodfellow, Bad Nauheim87<br />
Gutekunst, Metzingen71<br />
Harting, Minden25<br />
Hatz, Ruhstorf43<br />
HIWIN, Offenburg57<br />
Igus, Köln58<br />
KISSsoft, CH-Bubikon85<br />
Kistler, CH-Winterthur83<br />
Koyo Deutschland, Hamburg9<br />
Lapp, Stuttgart77<br />
Layher, Kirchberg54<br />
Lee, Sulzbach53<br />
maxon motor, München 4.US<br />
Mayr, Mauerstetten23<br />
Mulco-Europe, Garbsen21<br />
Murrelektronik, Oppenweiler59<br />
Nachi Europe, Krefeld7<br />
Novotechnik, Ostfildern69<br />
Pepperl+Fuchs, Mannheim75<br />
Pöppelmann, Lohne29<br />
R+W, Klingenberg33<br />
Reiff, Reutlingen93<br />
Rodriguez, Eschweiler35<br />
Rotor Clip, USA-Somerset47<br />
Scanwill, DK-Albertslund73<br />
Schaeffler Technologies, Homburg13<br />
Schall, Frickenhausen41<br />
Schmidt-Kupplung, Wolfenbüttel37<br />
Schunk, Lauffen 2.US<br />
Siemens AG, Nürnberg39<br />
Stauffenberg, Werdohl55<br />
Sumitomo (SHI), Markt Indersdorf5<br />
Swissmem Berufsbildung,<br />
CH-Winterthur81<br />
Turck, Mülheim63<br />
Turkish Machinery Exporters Union,<br />
TR-Istanbul 3.US<br />
Wittenstein alpha, Igersheim45<br />
Beilage:<br />
NTI AG, CH-Spreitenbach (Vollbeilage)<br />
WEKA MEDIA, Kissing (Teilbeilage)<br />
HMI <strong>2018</strong><br />
Halle 22<br />
Stand A64<br />
KISSsoft Highlights<br />
Fordern Sie noch heute eine kostenlose Testversion<br />
von KISSsoft unter www.KISSsoft.AG an!<br />
▪ Festigkeitsbewertung von asymmetrischen<br />
Verzahnungen<br />
▪ Verlagerungsrechnung für Kegel- und Hypoidräder<br />
▪ Schnittstelle zu GEMS TM mit Datenaustausch<br />
▪ Welleneditor mit Hintergrundzeichnung<br />
▪ Berechnung von konischen Druckfedern<br />
▪ und viele mehr ...<br />
<strong>DER</strong> <strong>KONSTRUKTEUR</strong> 4/<strong>2018</strong> 85<br />
Antriebstechnik_KISSsoft_Rel<strong>2018</strong>_90x130mm.indd 2 13.03.<strong>2018</strong> 14:53:00<br />
KISSsoft.indd 1 15.03.<strong>2018</strong> 09:11:49
DIGITALE PRODUKTENTWICKLUNG<br />
LIVE@<br />
DURCHGÄNGIG<br />
ENTWICKELN –<br />
HYBRID FERTIGEN<br />
SPECIAL<br />
Völlig neue Bauteildesigns fertigen, die bisher so<br />
nicht gefertigt werden konnten, und dies extrem<br />
schnell, in einer Aufspannung und komplett<br />
endbearbeitet: Dies faszinierte Joachim H.<br />
Hoedtke und war seine Motivation für die<br />
Investition in die neue Technologie des Additive<br />
Manufacturing.<br />
Schon immer betrachtete sich die Firma Hoedtke als Vorreiter<br />
in der Branche – setzte schon in den 1970er Jahren auf Lasertechnik<br />
und profitierte von dem dadurch gewonnen<br />
Wissensvorsprung. „Als wir auf den Laser aufmerksam<br />
geworden sind, wurde er in der Metallbearbeitung noch gar nicht<br />
eingesetzt. Zunächst griffen wir das Laserschneiden auf. Dann das<br />
Laserschweißen“, erinnert sich Joachim H. Hoedtke, Geschäftsführer<br />
der Hoedtke GmbH & Co. KG. „Der nächste Schritt ist nun die addi-<br />
Autor: Claudia Dürr, Siemens AG, Erlangen<br />
tive Fertigung, bei der man im dreidimensionalen Raum einen<br />
Metallpulverstrahl mit dem Laser aufschmilzt.“<br />
Seit Ende 2014 hat Hoedtke eine Lasertec 65 3D von DMG Mori<br />
mit Sinumerik 840D SL CNC-Steuerung im Einsatz. Die Maschine<br />
ist eine besondere Form der Multitasking-Maschine. Sie kombiniert<br />
auftragende und abtragende Verfahren, konkret das generative<br />
Laserpulverauftragsschweißen (Directed Energy Deposition, kurz<br />
DED) und 5-Achs-Simultanfräsen in einer Aufspannung. Eingebunden<br />
ist die Maschine in eine durchgängige CAD/CAM-CNC-<br />
Prozesskette mit NX-Software für Hybrid Additive Manufacturing.<br />
Die NX-Software ist notwendig, um Werkstücke am Computer<br />
überhaupt für das Verfahren vorbereiten und die Verfahrwege für<br />
Auftragen und Abtragen der CNC berechnen zu können.<br />
AUFTRAGENDE UND ABTRAGENDE<br />
BEARBEITUNG IN EINER AUFSPANNUNG<br />
„Beim Laserpulverauftragsschweißprozess können wir in sehr<br />
kurzer Zeit sehr viel Material aufbringen. Wir können also mit einer<br />
hohen Produktivität ziemlich schnell Bauteile dreidimensional herstellen“,<br />
erläutert Vanessa Seyda, Technologieexpertin für additive<br />
Verfahren bei der Firma Hoedtke. Und Joachim H. Hoedtke ergänzt:<br />
„Das Faszinierende an der Kombination aus auftragender und<br />
abtragender Bearbeitung in einer Maschine ist, dass wir relativ grob<br />
additiv fertigen und anschließend eine hohe Genauigkeit mit dem<br />
86 <strong>DER</strong> <strong>KONSTRUKTEUR</strong> 4/<strong>2018</strong>
DIGITALE PRODUKTENTWICKLUNG<br />
01 Bei der Kombination aus auftragender und<br />
abtragender Bearbeitung in einer Maschine können<br />
Funktionsflächen in einer Aufspannung nachbearbeitet<br />
und zu höchster Präzision gebracht werden<br />
nach eingesetzter Düse bis zu 3 mm breite Schmelzspur mit rauer<br />
Oberfläche“, erklärt Vanessa Seyda. Um die für Funktionsflächen<br />
komplexer Bauteile geforderte Genauigkeit zu erreichen, ist also<br />
eine 5-achsige Fräsbearbeitung notwendig. Wichtig ist hierbei, dass<br />
während der Bearbeitung flexibel zwischen Laserpulverauftragsschweißen<br />
und Fräsen gewechselt werden kann. Nur so können<br />
Stellen bearbeitet werden, die später am fertigen Werkstück nicht<br />
mehr erreicht werden können.<br />
Die 5-Achs-Maschinenkinematik ermöglicht darüber hinaus<br />
auch das Positionieren des Teils während des additiven Aufbaus.<br />
01<br />
Fräsen erzielen.“ Funktionsflächen können also in einer Aufspannung<br />
nachbearbeitet und zu höchster Präzision gebracht werden.<br />
Die Lasertec 65 3D ist mit der Sinumerik 840D SL ausgestattet.<br />
Diese CNC ist aufgrund der bekannten Offenheit sowohl in den<br />
Bedienoberflächen als auch im Echtzeitbereich bestens für die effiziente<br />
Verknüpfung verschiedener Technologien zu Multitasking<br />
geeignet. Multitasking bezeichnet klassischerweise die Kombination<br />
mehrerer Bearbeitungstechnologien in einer Maschine wie dem<br />
Dreh-Fräsen oder Fräs-Drehen. Auch additive bzw. hybride<br />
Konzepte wie die Kombination aus Fräsen und Laserpulveraufragsschweißen<br />
sind im Prinzip als Multitasking zu betrachten.<br />
Der Vorteil des hybriden Maschinenkonzepts liegt auf der Hand:<br />
„Das Ergebnis des Laserpulverauftragsschweißens ist derzeit eine je<br />
DIE MASCHINE IST IN EINE<br />
DURCHGÄNGIGE CAD/CAE/CAM-<br />
CNC-PROZESSKETTE EINGEBUNDEN<br />
Durch diese Bewegung des Bauteiles mittels eines Dreh-Kipptischs<br />
kann beim DED-Prozess mit einer Lasertec 65 3D auf zusätzliche<br />
Stützstrukturen, die z. B. bei pulverbettbasierten Laserprozessen<br />
unumgänglich sind, verzichtet werden.<br />
DIE SOFTWARE UND <strong>DER</strong> PROZESS DAHINTER<br />
Soll auf einer hybriden Maschine gefertigt werden, muss der<br />
Design prozess den hybriden Ansatz unterstützen. Grundlage für<br />
die Planung der Werkzeugwege ist ein auf den DED-Prozess angepasstes<br />
CAD/CAM-System. Es gilt, eine geeignete Abarbeitungsstrategie<br />
für die additiven und subtraktiven Prozesse zu wählen und<br />
diese dann auch softwaretechnisch umzusetzen. Die NX-CAD/<br />
Wählen Sie aus<br />
über 70.000<br />
Katalogprodukten<br />
VonRaumschiffen<br />
bis hin zu Formel<br />
1-Wagen<br />
Metalle<br />
Legierungen<br />
Keramiken<br />
Polymere<br />
Verbundstoffe<br />
Verbindungen<br />
Goodfellow.indd 1 09.04.<strong>2018</strong> 07:38:12<br />
<strong>DER</strong> <strong>KONSTRUKTEUR</strong> 4/<strong>2018</strong> 87
-<br />
DIGITALE PRODUKTENTWICKLUNG<br />
02 Die CNC-Steuerung ist bestens für<br />
die effiziente Verknüpfung verschiedener<br />
Technologien zu Multitasking geeignet<br />
„DIE DURCHGÄNGI-<br />
GE DIGITALE PRO-<br />
ZESSKETTE WIRD<br />
ZUM MUSS“<br />
www.DerKonstrukteur.de<br />
Dr. Michael Döppert,<br />
Chefredakteur<br />
Fertigungsverfahren und damit auch<br />
Maschinen werden zunehmend<br />
komplexer werden. Das zeigt das<br />
Beispiel des Hybrid Additive Manufacturing<br />
eindrucksvoll. Wichtig ist<br />
dabei die Erkenntnis, dass diese<br />
Komplexität nur beherrscht, bzw. nur<br />
dann nutzenbringend sein kann,<br />
wenn dahinter ein durchgängiger<br />
CAD/CAE/CAM-CNC Prozess steht.<br />
02<br />
SPECIAL<br />
„UNSERE SOFTWARE- UND<br />
AUTOMATISIERUNGS-<br />
PRODUKTE BILDEN DIE<br />
BASIS NEUER MASCHI-<br />
NENKONZEPTE“<br />
Claudia Dürr,<br />
Siemens AG<br />
Der Maschinenbauer Hoedtke nutzt<br />
als einer der ersten Fertigungsbetriebe<br />
eine industrietaugliche<br />
generative Laserpulverauftragsschweißen-Komplettlösung.<br />
Die<br />
NX-CAD/CAM-Software mit dem<br />
Plugin für Hybrid Additive Manufacturing<br />
bietet ihm dafür die durchgängige<br />
Design- und Programmierlösung<br />
inklusive Postprozessor und<br />
Simulation für das Laserpulverauftragsschweißen<br />
und die Fräsbearbeitung<br />
in einer Aufspannung.<br />
www.DerKonstrukteur.de<br />
CAM-Software mit dem Plugin für Hybrid Additive Manufacturing bietet hierfür eine<br />
durchgängige Design- und Programmierlösung inklusive Postprozessor und Simulation<br />
für das Laserpulverauftragsschweißen und die Fräsbearbeitung.<br />
„Für uns ist es natürlich von Vorteil, dass wir von der Konstruktion über die<br />
Programmierung bis hin zur Fertigung mit einer Softwarelösung arbeiten können“,<br />
sagt Vanessa Seyda. „Nur mit Siemens NX sind wir in der Lage, die Daten sowohl für<br />
den auftragenden als auch für den abtragenden Prozess vorzubereiten.“ Zahlreiche<br />
Simulations- und Analysefunktionen in NX ermöglichen die Optimierung von Bauteil<br />
und Prozess im Vorfeld der Teilegenerierung. „Die Simulation in der Software ist<br />
sehr wichtig, da jeder kleinste Stoß an der Spindel oder am Laserkopf enorme Schäden<br />
verursachen würde“, betont Steffen Heitmann, der bei der Firma Hoedtke sowohl NX<br />
als auch die Maschine bedient. Neben den additiven Entwicklungsschritten wie<br />
beispielsweise der Erarbeitung des CAD-Designs, der Analyse hinsichtlich Aufbaubarkeit,<br />
thermischer Einflüsse und mechanischer Eigenschaften, dem Generieren<br />
der Aufbaustrategie sowie der Laserbahnen können gleichzeitig auch alle Prozessschritte<br />
zur mechanischen Bearbeitung erstellt werden.<br />
Das in NX erstellte CNC-Programm wird dann direkt an die Maschine übertragen.<br />
„Die Siemens CNC Steuerung Sinumerik 840D SL greift auf den Server zu, das heißt,<br />
sobald das Postprogramm fertig ist, kann die Maschine das Programm unverzüglich<br />
laden“, so Steffen Heitmann. Nun kann die Sinumerik 840D SL in Verbindung mit<br />
den Sinamics-S120-Antrieben und den dazugehörigen Motoren die Werkzeug- und<br />
Teilebewegungen präzise abfahren. Die hybride Programmierlösung NX Hybrid<br />
Additive Manufacturing ermöglicht völlig neue Bauteildesigns: Wurde beispielsweise<br />
bisher ein Werkstück aus mehreren Baugruppen subtraktiv gefertigt, kann<br />
dieses Werkstück nun als Einzelteil designt werden.<br />
Bilder: Siemens<br />
www.siemens.com<br />
88 <strong>DER</strong> <strong>KONSTRUKTEUR</strong> 4/<strong>2018</strong>
ENGINEERINGTOOL<br />
FÜR <strong>KONSTRUKTEUR</strong>E<br />
Mit ihrem Engineeringtool bietet die<br />
Firma Item Anwendern umfassende<br />
Unterstützung beim Konstruieren und<br />
Konfigurieren im Maschinen- und<br />
Betriebsmittelbau. Es kann ohne<br />
Programmiervorkenntnisse schnell<br />
genutzt werden. Das Tool greift auf<br />
alle Profile des MB-Systembaukastens,<br />
dazugehörige Verbindungstechnik<br />
sowie entsprechende Bodenelemente<br />
und Endkappen zurück. Bei der<br />
Auswahl und Kombination der einzelnen Komponenten nutzt die intelligente Software spezielle<br />
Berechnungstools und hinterlegte Filter. Das Programm findet die passende Konstruktionsvariante<br />
innerhalb weniger Sekunden. Manuelle Berechnungen sind nicht mehr nötig und Konstruktionsfehler<br />
ausgeschlossen. Der Anwender kann sich von jedem PC mit Internetanschluss aus einloggen,<br />
ein Software-Download ist nicht notwendig. Das Engineeringtool erstellt alle notwendigen Zeichnungen,<br />
Montageanleitungen und Projektdokumentationen. Auch Online-Bestellungen können<br />
sofort über das Tool vorgenommen werden.<br />
www.item24.de<br />
DIGITALISIERUNG IN <strong>DER</strong><br />
FERTIGUNG: NEUE TOOLS<br />
LIVE@<br />
Die aktuelle Version der<br />
Siemens-Software NX<br />
bietet neue Werkzeuge<br />
für die additive Fertigung,<br />
CNC-Bearbeitung,<br />
Robotik und Qualitätsprüfung. Sie<br />
ermöglicht die Digitalisierung der<br />
gesamten Teilefertigung mit nur<br />
einem End-to-End-System. Zu den<br />
erweiterten Automatisierungsmöglichkeiten<br />
für die computergestützte Fertigung zählen Roboterprogrammierung, Adaptive<br />
Milling und Werkzeugkonstruktion. Sie liefern branchenspezifische Technologien und ermöglichen<br />
es laut Anbieter, qualitativ hochwertige Produkte in kürzerer Zeit auf den Markt zu bringen. Das<br />
Werkzeug NX Machining Line Planner in Kombination mit der integrierten CAM-Software für<br />
formbasierte Bearbeitung bietet neue Möglichkeiten zur Fertigungsplanung in Branchen, die mit<br />
hohen Stückzahlen komplexe Teile fertigen, z. B. die Automobil- und Maschinenbauindustrie. Die<br />
neue Version unterstützt zudem End-to-End-Lösungen für die additive Fertigung und hilft dabei,<br />
3D-Druck in die Produktion zu überführen.<br />
www.siemens.com<br />
MODELLIERUNGSANWENDUNG MACHT GESAMTBILANZ VON<br />
PRODUKTEN UND LIEFERKETTEN TRANSPARENT<br />
Makersite hat eine Modellierungsanwendung entwickelt, die gleichzeitig die Herstellungskosten<br />
eines Produkts, seine Regelkonformität sowie den Energie- und Ressourcenverbrauch kalkuliert, und<br />
zwar fast in Echtzeit. Werden das Produktdesign oder der Produktionsprozess bzw. die Lieferkette<br />
verändert, aktualisieren sich diese Parameter entsprechend. Auf diese Weise können möglichst<br />
kostengünstige und ressourcensparende Produkte entwickelt bzw. vorhandene optimiert werden.<br />
Auf Makersite wurden mehrere Mio. Datenpunkte aus mehr als 20 nationalen und internationalen<br />
frei zugänglichen und kommerziellen Datenbanken mit Analysewerkzeugen vereint und cloudfähig<br />
gemacht. Unternehmen können dadurch gezielt die Daten nutzen, die sie für ihre Produkte benötigen,<br />
ohne komplette Datenbanken kaufen zu müssen. Sie können die Analyse direkt auf Makersite<br />
durchführen oder Daten und Anwendungen über Schnittstellen in eigene Systeme integrieren.<br />
www.everycs.com
DIGITALE PRODUKTENTWICKLUNG<br />
DAS RAD<br />
NEU ERFUNDEN<br />
– UND BERECHNET<br />
LIVE@<br />
Der Werkstoff Kunststoff kann bei Zahnrädern<br />
als Alternative zu Metall Vorteile eröffnen.<br />
Allerdings bedeutet er für Konstrukteure einen<br />
erhöhten Aufwand bei der Auslegung. Eine<br />
Berechnungssoftware leistet hier<br />
Unterstützung.<br />
In immer neuen Anwendungsfällen kommen heute Zahnradgetriebe<br />
aus Kunststoff zum Einsatz. Diese Werkstoffklasse stellt<br />
in vielen Fällen eine geeignete Alternative zu Stahl dar. Da die<br />
Festigkeit von Kunststoffen jedoch stark von der Temperatur<br />
abhängig ist, fällt die Ermittlung von Werkstoffkennwerten – mit<br />
denen sich Auslegungen von Zahnrädern vornehmen lassen – viel<br />
aufwändiger aus als bei Stahlrädern. Abhilfe will hier die Berechnungssoftware<br />
Kisssoft schaffen, in der die Berechnung von Kunststoffzahnrädern<br />
integriert ist.<br />
SPECIAL<br />
STIRN- UND SCHRAUBRÄ<strong>DER</strong>, SCHER- UND<br />
GRÜBCHENFESTIGKEIT<br />
Die Richtlinie der VDI 2736 für Kunststoffverzahnungen wurde<br />
2014 veröffentlicht. Die auf den aktuellen Stand der Technik aktua-<br />
90 <strong>DER</strong> <strong>KONSTRUKTEUR</strong> 4/<strong>2018</strong>
DIGITALE PRODUKTENTWICKLUNG<br />
01 Spannungsverteilung in der Kontaktanalyse von Kisssoft<br />
02 Darstellung des Zahnflankenverschleißes<br />
lisierte Richtlinie beinhaltet nun auch eine Berechnung des Zahnflankenverschleißes<br />
bei Stirnrädern. Teil 2 (für Stirnräder) und Teil 3<br />
(für Schraubräder) von der VDI 2736 wurden in Kisssoft implementiert<br />
und sind – neben der Vorgängerrichtlinie VDI 2545 – verfügbar.<br />
Für Schneckenräder wird die Scherfestigkeit am Fuß gerechnet, sowie<br />
die Grübchenfestigkeit der Flanke. Als Ergänzung zur VDI<br />
Richtlinie 2736 wurde die Berechnung von Verschleiß und plastischer<br />
Verformung des Schraubrads aus Kunststoff nach Pech<br />
implementiert.<br />
Oft liefern Kunststoffhersteller keine berechnungsrelevanten<br />
Daten für Zahnräder zu ihren Werkstoffen. Mit dem Kunststoff-<br />
Datenmanager in Kisssoft ist es möglich, Kunststoff-DAT-Dateien<br />
aus den Lebensdauer-Messdaten von Versuchsreihen nach VDI<br />
2736 Blatt 4 zu generieren. Das Berechnungsmodul ersetzt aufwändige<br />
Datenblätter und vereinfacht den Berechnungsprozess, da alle<br />
Daten geordnet in einer Datei untergebracht sind. Mit diesem Modul<br />
können auch leicht Werkstoffe in der Kisssoft-Datenbank hinzugefügt<br />
werden, zusammen mit den automatisch erzeugten DAT-<br />
Dateien.<br />
WERKSTOFFKENNWERTE<br />
Für die Zahnradauslegung stehen über 45 Kunststoffe zur Auswahl.<br />
Das Sortiment umfasst Kennwerte aus der VDI 2545 sowie VDI 2736,<br />
über 20 Sabic-Kunststoffe, DSM, Victrex und neu hinzugefügte Werkstoffdaten<br />
aus einer Kooperation zwischen der Universität Erlangen<br />
und deutschen Industriepartnern. Mitunter sind Sorten gelistet wie<br />
nicht-faserverstärktes Polyamid und Polyacetal bis hin zu Hochleistungskunststoff<br />
mit eingelagertem Schmierstoff sowie Kunststoff<br />
mit/ohne Carbonfasern oder (Lang-)Glasfasern.<br />
Die in Kisssoft enthaltenen Daten beinhalten verschiedene charakteristische<br />
Materialkennwerte wie beispielsweise den temperaturabhängigen<br />
Elastizitätsmodul, die statische Biegebruch-Festigkeit<br />
oder Verschleisskennwerte für verschiedene Schmierstoffbedingungen.<br />
ERMITTLUNG VON WÖHLERLINIEN<br />
Die Ermittlung von exakten Wöhlerlinien für die Zeit-/Dauerfestigkeitsberechnungen<br />
ist nur mit äusserst zeitaufwändigen Messreihen<br />
zu gewinnen, daher sind diese Kennwerte nicht bei allen Kunststoffdaten<br />
verfügbar. Für die Auslegung von Kunststoffzahnrädern<br />
können jedoch zu einem weiten Teil auch die statischen Werte verwendet<br />
werden. Sobald Kennwerte für die Dauer- und Zeitfestigkeitsberechnung<br />
freigegeben werden, werden diese in der Kisssoft-<br />
Datenbank implementiert.<br />
VERZAHNUNGEN<br />
In der Feinwerktechnik weisen viele Anwendungen mit Kunststoffzahnrädern<br />
ein relativ kleines Dauerdrehmoment auf, jedoch sollen<br />
sie gleichzeitig auch in der Lage sein, ein hohes statisches Moment<br />
aufzunehmen – beispielsweise beim Fahren gegen Block bei<br />
Sitzverstellungen im Auto. Solche Zahnräder können auf ihre statische<br />
Festigkeit hin ausgelegt werden.<br />
Im Medizin- oder Lebensmittelbereich dürfen Kunststoffgetriebe<br />
häufig keinen Schmierstoff enthalten. Hier stellt der Zahnflankenverschleiss<br />
das häufigste Versagenskriterium dar.<br />
Radius [mm]<br />
02<br />
17.40<br />
17.10<br />
16.80<br />
16.50<br />
16.20<br />
15.90<br />
15.60<br />
15.30<br />
15.00<br />
14.70<br />
14.40<br />
0<br />
KONTAKTANALYSE<br />
0.40<br />
0.80<br />
1.20<br />
1.60<br />
Zahndicke (Stirnschnitt) [mm]<br />
01<br />
In der Kontaktanalyse von Kisssoft ist es auch möglich, den Verschleiß<br />
über den Eingriff und die Zahnbreite zu berechnen. Diese<br />
Funktionalität berücksichtigt exakt allfällige Montagefehler und<br />
Flankenkorrekturen. Weitere Darstellungen zeigen den Verlauf der<br />
<strong>DER</strong> <strong>KONSTRUKTEUR</strong> 4/<strong>2018</strong> 91
-<br />
DIGITALE PRODUKTENTWICKLUNG<br />
„KUNSTSTOFF: NEUE<br />
MÖGLICHKEITEN ABER<br />
AUCH NEUE HERAUS-<br />
FOR<strong>DER</strong>UNGEN“<br />
www.DerKonstrukteur.de<br />
Normalkraft während des Eingriffs, die Temperatur und die Spannung im Fußbereich,<br />
sowie die Verteilung der Hertzschen Pressung auf der Zahnflanke.<br />
ZAHNFLANKENVERSCHLEISS<br />
Martina Heimerl,<br />
Stv. Chefredakteurin<br />
<strong>DER</strong> KUNSTSTOFF-DATENMANAGER IN<br />
KISSSOFT VEREINFACHT DEN BERECHNUNGS-<br />
PROZESS, DA ALLE DATEN GEORDNET IN<br />
EINER DATEI UNTERGEBRACHT SIND<br />
Gummiriemen kommen im<br />
Antriebsstrang schon lange zum<br />
Einsatz, aber wer hätte gedacht,<br />
dass auch Zahnräder in Getrieben<br />
einmal aus Kunststoff hergestellt<br />
werden? Tatsächlich können<br />
Kunststoffzahnräder heute solche<br />
aus Metall auch dann ersetzen,<br />
wenn es um die Übertragung hoher<br />
Kräfte geht. Und sie können<br />
gegenüber Metall nicht nur<br />
wirtschaftliche Vorteile erschließen.<br />
Aber im Unterschied zu<br />
Metall, haben die Umgebungsbedingen,<br />
wie die Temperatur, einen<br />
großen Einfluss auf ihre physikalischen<br />
Eigenschaften. Eine Berechnungssoftware,<br />
die sich damit<br />
auskennt, ist daher für die Auslegung<br />
viel wert!<br />
Mit Kisssoft steht eine Software zur Verfügung, die mit einer progressiven Berechnungsmethode<br />
den lokalen Verschleiss über der Zahnflanke bestimmt, sofern für den entsprechenden<br />
Werkstoff der Verschleißfaktor kw bekannt ist. Diese Methode basiert auf der Kontaktanalyse<br />
und simuliert über einen iterativen Prozess den tatsächlichen Verschleiss.<br />
Die Auswertung vollzieht sich wahlweise in 2D- oder in 3D-Darstellung und ermöglicht<br />
eine übersichtliche Beurteilung von Modifikationen – zum Beispiel hinsichtlich des<br />
Einflusses von Kopfrücknahmen auf das Verschleissverhalten.<br />
Kisssoft berechnet die Lebensdauer, indem sie den kumulierten Verschleissabtrag bei<br />
Soll-Lebensdauer mit dem zulässigen Verschleiss vergleicht. Diese Verschleisseigenschaften<br />
sind – in Kombination mit den Berechnungsprogrammen von Kisssoft – sehr<br />
hilfreich bei der Auslegung trockenlaufender Getriebe und führen zu realitätsnahen Resultaten<br />
und Lebensdauerwerten.<br />
ENGINEERING UND BERATUNG<br />
Neben der Software bietet die Kisssoft AG auch Engineering und Beratung. Dabei werden<br />
die Anwender bei ihrer Produktgestaltung individuell von den Experten des Unternehmens<br />
unterstützt: Es wird eine komplette Ausarbeitung durchgeführt – bis zur optimalen<br />
Lösung. Die Kompetenzen und Erfahrungen des Spezialisten für Berechnungssoftware basieren<br />
auf einer weiten Bandbreite von Projekten aus verschiedenen Anwendungsbereichen<br />
zum Beispiel im Automotive- und Medizinbereich, die erfolgreich gelöst wurden.<br />
Bilder: KISSsoft<br />
www.kisssoft.ag<br />
SPECIAL<br />
ADDITIV GEFERTIGTE BAUTEILE ZUVERLÄSSIG PRÜFEN<br />
LIVE@<br />
In der Luft- und Raumfahrt eingesetzte Materialien müssen<br />
höchsten Belastungen standhalten: So wird z. B. bei Trägerraketen<br />
in der Raumfahrt flüssiger Wasserstoff (-253 °C, bzw. 20 K)<br />
als Treibstoff verwendet. Dessen Tanks werden während des<br />
Starts bei diesen tiefen Temperaturen sehr hohen Belastungen<br />
ausgesetzt. Um das Leichtbaupotenzial der additiven Fertigung auch für<br />
solche Anwendungen zu überprüfen, untersucht ein bayrisches Unternehmen<br />
3D-gedruckte Strukturen in einem speziellen Versuchsprogramm.<br />
Mittels einer um eine spezielle Vorrichtung ergänzten Allroundline<br />
Z250SW Prüfmaschine von Zwick Roell werden die gedruckten Aluminium-<br />
und Titanproben in einem Kryostat geprüft. Mithilfe von flüssigem<br />
Stickstoff (-196 °C) oder flüssigem Helium<br />
(-269 °C) werden Proben und auch der<br />
Aufbau abgekühlt, um Zug-, Druck-,<br />
Schub- und Lochaufweitungsprüfungen<br />
unter extremen Minustemperaturen durchzuführen.<br />
Die gewonnenen Daten helfen<br />
dabei, zukünftige Entwicklungen auf dem<br />
Feld 3D-gedruckter Strukturen für extreme<br />
Bedingungen voranzutreiben.<br />
www.zwick.de<br />
PRÄZISE SIMULIEREN – FEHLER VEMEIDEN<br />
LIVE@<br />
Die BASF hat ihr Simulationswerkzeug<br />
Ultrasim für Spritzguss-Bauteile erweitert.<br />
Neben Berechnungen zum anisotropen<br />
mechanischen Verhalten von fasergefüllten<br />
Kunststoffen nach der Herstellung im Spritzguss<br />
kann nun auch Dank eines thermomechanischen<br />
Modells für faserverstärkte, thermoplastische Kunststoffe<br />
eine temperaturabhängige Verformung simuliert werden.<br />
Damit können in der Entwicklungsphase von Bauteilen<br />
mögliche Schwachstellen virtuell erkannt werden. Das<br />
neue Modul eignet sich vor allem zur Untersuchung von<br />
Teilen aus Hochleistungskunstoffen, die in Automobilen<br />
eingesetzt werden und dort sehr hohen Temperaturunterschieden<br />
ausgesetzt sind, insbesondere E+E-Bauteile.<br />
Mit dem Simulationswerkzeug lässt sich eine<br />
vollständige temperaturabhängige Modellierung unter<br />
Berücksichtigung der rheologischen und thermischen<br />
Eigenschaften sowie der Faserorientierung aus dem<br />
Spritzguss darstellen. So werden Fehler am Bauteil<br />
frühzeitig erkannt und vermieden.<br />
www.basf.com<br />
92 <strong>DER</strong> <strong>KONSTRUKTEUR</strong> 4/<strong>2018</strong>
MODULARE SOFTWARE-PLATTFORM FÜR AUTOMATISIERUNGSAPPLIKATIONEN<br />
LIVE@<br />
DIGITALE PRODUKTENTWICKLUNG<br />
Mit PC Worx Engineer stellt Phoenix Contact eine kostenfreie Engineering-Plattform für alle Aufgaben rund um die Konfiguration,<br />
Programmierung, Diagnose und Visualisierung von Automatisierungsapplikationen zur Verfügung. Die tiefe Integration<br />
der einzelnen Gewerke eröffnet dem Anwender zahlreiche Vorteile. Der Software-Aufbau unterstützt aufgrund der<br />
reduzierten, übersichtlichen Oberfläche eine intuitive User-Führung. Die Bedienoberfläche von PC Worx Engineer zeichnet<br />
sich durch die Verwendung von kontextsensitiven Menüs und aufgeräumten, klar strukturierten Oberflächen aus. Der<br />
Anwender sieht nur die Funktionen und Aktionen, die er für seine aktuelle Aufgabenstellung benötigt. In die Software lassen sich<br />
weitere Funktionen wie Safety- oder Visualisierungskomponenten als Add-ins integrieren. So lässt sich schnell eine individuelle Version<br />
von PC Worx Engineer generieren. Der Anwender bezahlt nur die Funktion-Add-ins, die er für seine Automatisierungslösung benötigt.<br />
www.phoenixcontact.com<br />
DURCHGÄNGIGES ELECTRICAL ENGINEERING<br />
LIVE@<br />
WSCAD Suite, die E-CAD-Lösung von WSCAD,<br />
beinhaltet disziplinübergreifende, datenbankbasierte<br />
Systeme in Verbindung mit der durchgängigen<br />
Verfügbarkeit von Daten. Auf Grundlage einer<br />
zentralen Datenbank verbindet sie alle Bereiche des<br />
Electrical Engineering und ermöglicht so ein schnelles gemeinsames<br />
Arbeiten. In der E-CAD-Datenbibliothek wscaduniverse.com<br />
halten über 200 Hersteller Symbole und Artikeldaten ihrer<br />
Produkte im WSCAD-, Eplan- und 3D-Step-Format zum Download<br />
bereit. Zu Neuerungen zählt das Cabinet Engineering mit<br />
fotorealistischer 3D-Darstellung des Schaltschranks und<br />
Berechnung von Kollisionen auf Grundlage der tatsächlichen<br />
Bauteilgrößen. Mit den erzeugten Daten können NC-Maschinen<br />
für die Fertigung von Drähten, Drahtsätzen, Schranktüren und<br />
Montageplatten direkt angesteuert werden. Die WSCAD<br />
Augmented Reality App stellt die korrespondierenden Pläne,<br />
Artikeldaten in wscaduniverse.com oder Originaldatenblätter<br />
der Hersteller zur Verfügung.<br />
www.wscad.com<br />
NEUER DURCHBRUCH IM<br />
VOXEL-GESTEUERTEN 3D-DRUCK<br />
SIMULATION STABILISIERT UND BESCHLEUNIGT<br />
Simufact Engineering hat mit Simufact Forming 15 die nächste<br />
Version seiner Lösung für die Simulation von Umformprozessen<br />
herausgebracht. Damit lassen sich das induktive Erwärmen und das<br />
Einsatzhärten simulativ abbilden. Neu ist auch die Schnittstelle zur<br />
Gießsimulationssoftware Magmasoft 5.4, die ergänzend zur<br />
bestehenden Procast-Schnittstelle zur Prozesskette zwischen Gießund<br />
Umformsimulation beiträgt. Über die Importschnittstellen<br />
lassen sich Ergebnisse aus der Gießsimulation importieren<br />
und für nachfolgende Umformprozesse verwenden. Mit der nun<br />
parallelisierbaren Segment-to-Segment-Kontaktberechnungsmethode,<br />
lassen sich große Modelle mit mehreren deformierbaren<br />
Körpern schneller und effizienter berechnen. Besonders bei der<br />
Auslegung kann Simufact Forming helfen einen detaillierten<br />
Einblick in einen induktiven Erwärmungsvorgang zu erhalten und<br />
sowohl Fehler zu beseitigen als auch Optimierungen vorzunehmen.<br />
www.simufact.de<br />
Am Pulsschlagder Produktion.<br />
Stratasys hat mit<br />
GrabCAD Voxel Print<br />
eine Softwarelösung<br />
für ihre J750-3D-<br />
Drucklösung vorgestellt,<br />
die während<br />
des Design- und<br />
3D-Druckvorgangs<br />
eine echte Voxel-<br />
Steuerung bietet.<br />
Die Manipulation<br />
von mikroskopisch<br />
kleinen Voxeln, den Bausteinen des 3D-Drucks, ermöglicht<br />
es Anwendern, 3D-gedruckte Effekte und Eigenschaften zu<br />
erzielen, die zuvor nicht möglich waren. Dies, kombiniert<br />
mit der 3D-Druckfunktionalität der Stratasys-J750-3D-<br />
Drucklösung in Vollfarbe, eröffnet laut Anbieter eine neue Welt<br />
der digitalen Materialien und fortschrittlichen Strukturen für<br />
eine Reihe von anspruchsvollen Kundenanwendungen, einschließlich<br />
akademischer Forschung, Produktdesign und<br />
Biomedizin sowie Kunst, Design und Animation. Die Software<br />
wird bereits von Kunden wie Laika Entertainment, dem<br />
Fraunhofer-Institut und der Singapore University of Advanced<br />
Technology genutzt.<br />
>über140.000 technische Produkte im Sortiment<br />
>technische Beratung und Entwicklung<br />
>Bearbeitungsservices für individuelle Lösungen<br />
>praktische E-Business Lösungen<br />
>Online-Shop mit über 65.000 Produkten<br />
www.stratasys.com<br />
www.reiff-tp.de<br />
www.reiff-tpshop.de
DIGITALE PRODUKTENTWICKLUNG<br />
AUS <strong>DER</strong> VIRTUELLEN<br />
CAD-WELT<br />
IN DIE PRODUKTION<br />
SPECIAL<br />
Wie können neue Produkte oder auch<br />
Produktvarianten schnell vom CAD-Design in<br />
die reale Welt der Fertigung übertragen<br />
werden? Die Antwort lautet: Mit Laserprojektionssystemen.<br />
Autor: Ralf Müller-Polyzou, LAP GmbH Laser Applikationen,<br />
Lüneburg und Jess Märtterer, 3DE, Borken<br />
Industrielle Projektionslaser werden in unterschiedlichsten<br />
Branchen eingesetzt. Die gute Sichtbarkeit auf fast allen Oberflächen<br />
bei variierendem Umgebungslicht wird von keiner anderen<br />
Projektionstechnik erreicht. Eine präzise Darstellung von Konturen<br />
auf dreidimensionalen Objekten ist auch in großen Maßstäben<br />
möglich. So werden z. B. Rotorblätter für die Windindustrie mithilfe<br />
von Laserprojektionssystemen hergestellt. Auch in der Luftfahrtindustrie<br />
und im Schiffbau sind Projektionslaser bei der Herstellung<br />
von Composite-Teilen und der Montage von Komponenten im<br />
Einsatz. Ebenso kann die Laserprojektion in der Architektur eine<br />
präzise Montagehilfe sein. Mit Laserprojektionen lassen sich virtuelle<br />
CAD-Geometrien auf reale Objekte projizieren. Sie stellen somit<br />
eine Erweiterung der Realität dar.<br />
94 <strong>DER</strong> <strong>KONSTRUKTEUR</strong> 4/<strong>2018</strong>
DIGITALE PRODUKTENTWICKLUNG<br />
01 Präzise Darstellung von Konturen in<br />
der Composite-Fertigung auf Basis<br />
virtueller CAD-Geometrien<br />
02 Prozess zur Laser-Assistenzsystem-<br />
Optimierung<br />
„DIE LASERPROJEKTION<br />
ERMÖGLICHT BAUPROZESSE,<br />
DIE BISHER NICHT<br />
MÖGLICH WAREN“<br />
www.DerKonstrukteur.de<br />
01<br />
Jess Märtterer, Senior<br />
Designer bei 3DE<br />
und Experte für<br />
Rhinoceros 3D<br />
Speziell in Branchen mit komplexen<br />
geometrischen Formen, wie beispielsweise<br />
im Schiffbau, sind auf<br />
gekrümmten Oberflächen kaum<br />
Referenzpunkte oder definierte<br />
Kanten vorhanden. Hier ist das<br />
Projizieren von virtuellen Konstruktionslinien<br />
eine willkommene Erweiterung<br />
der Realität. So sind Konstruktionen<br />
realisierbar, die wir bisher nicht in<br />
Erwägung gezogen haben.<br />
02<br />
PLUG-IN-DOWNLOAD<br />
Das LAP-Plug-in für Rhinoceros 3D steht auf www.food4rhino.com in der Kategorie<br />
Manufacturing & Fabrication zum freien Download zur Verfügung.<br />
PLUG-IN FÜR RHINOCEROS 3D<br />
Für den Einsatz in einer Laserprojektionssoftware müssen die darzustellenden<br />
Inhalte der originären CAD-Datei bearbeitet werden. Die<br />
Bearbeitung erfolgt in der Arbeitsvorbereitung als funktionale Verbindung<br />
der Konstruktion mit der Fertigung. Neben dem Erstellen und<br />
Bearbeiten von Projektionsdateien lassen sich auch Optimierungen<br />
z. B. der Laserprojektions sequenzen sowie der Laserprojektionssysteme<br />
direkt in der CAD-Umgebung vornehmen. Dies ermöglicht<br />
ein CAD-Plug-in, das für Rhinoceros 3D entwickelt wurde.<br />
Rhinoceros 3D ist ein kostengünstiges CAD-System für Konstrukteure<br />
und Designer. Es kann die meisten CAD-Standardformate verarbeiten<br />
und NURBS sowie Polygon-Mesh-Geometrie darstellen. Mit<br />
Rhinoceros 3D können Kurven, Flächen und Körper erzeugt, bearbeitet,<br />
analysiert und konvertiert werden. Eine offene Entwicklerschnittstelle<br />
ermöglicht die Erweiterung der Software für individuelle Anwendungen.<br />
Spezifische Arbeitsschritte lassen sich damit komfortabel<br />
automatisieren. Das entwickelte LAP-Plug-in für Rhinoceros 3D<br />
unterstützt alle Möglichkeiten des proprietären LPD-Formats, das in<br />
Laser projektionssystemen von LAP eingesetzt wird. Darüber hinaus<br />
können mithilfe der Rhino Geometrie Engine anspruchsvolle<br />
Optimierungen der Laserprojektion gelöst werden.<br />
OPTIMIERUNG BEGINNT IN <strong>DER</strong><br />
ARBEITSVORBEREITUNG<br />
Der Prozess der Arbeitsvorbereitung beinhaltet die Arbeitsplanung<br />
mit den Teilauf gaben Arbeitssystemplanung und Arbeitsablaufplanung.<br />
In beiden Aufgabenfeldern sind besondere Faktoren zu berücksichtigen,<br />
wenn die Laserprojektion zur Montageassistenz eingesetzt<br />
wird.<br />
Bei der Arbeitssystemplanung werden Arbeitsplätze für den<br />
Einsatz der Laserprojektion entworfen. Dabei werden neben ergonomischen<br />
Aspekten insbesondere Projektionsbereiche und<br />
die Verschattungsfreiheit im Arbeitsraum in die Planung einbezogen.<br />
Mit Rhinoceros 3D und dem LAP-Plug-in kann die<br />
Position der Laserprojektoren im Systemaufbau simuliert und<br />
optimiert werden.<br />
Anschließend lassen sich geeignete Projektionskonturen von der<br />
CAD-Geometrie ableiten. Bei Mehrprojektorsystemen werden die<br />
Normalenvektoren der Körper berücksichtigt, um die Verteilung<br />
der Projektionskonturen auf die Projektoren zu optimieren und Abschattungen<br />
zu vermeiden. Die exakten Positionen der Laserprojektoren<br />
werden nach einer Kalibrierung des Laserprojektionssystems<br />
wieder in die CAD- Umgebung importiert. Zusätzlich wird eine be-<br />
<strong>DER</strong> <strong>KONSTRUKTEUR</strong> 4/<strong>2018</strong> 95
DIGITALE PRODUKTENTWICKLUNG<br />
03 Optimierung des Klassifizierungssystems<br />
im CAD-Programm am Beispiel eines<br />
Montagearbeitsplatzes<br />
„DIE ARBEITSVORBEREITUNG<br />
MUSS OPTIMIERT WERDEN,<br />
UM WIRKLICH FLEXIBEL<br />
UND WANDLUNGS-<br />
FÄHIG ZU SEIN“<br />
www.DerKonstrukteur.de<br />
03<br />
Ralf Müller-Polyzou, Leiter<br />
Marketing und Produktmanagement,<br />
LAP<br />
Laser-Assistenzsysteme erfüllen<br />
aufgrund ihrer Flexibilität bereits<br />
heute viele Anforderungen an<br />
zukunftsfähige Industrie-4.0-Lösungen.<br />
Das Rhino-Plug-in vereinfacht<br />
die Erstellung von Arbeitsplänen<br />
für Laser-Assistenzsysteme.<br />
Zudem lassen sich Laser-Arbeitssysteme<br />
optimieren. Rüstzeiten<br />
werden so auf das Notwendige<br />
minimiert. Neue Produktvarianten<br />
können schnell vom CAD-Design in<br />
die reale Welt der Fertigung<br />
übertragen werden.<br />
nannte Ansicht für jeden Projektor erstellt. Damit ist eine visuelle Kontrolle der Projektion<br />
im Sinne der Arbeitssystem optimierung möglich.<br />
In der Arbeitsablaufplanung werden dann die Sequenzen der einzelnen Arbeitsschritte<br />
definiert und die CAD-Objekte entsprechend zugeordnet. Weitere Informationen<br />
wie die Laserfarbe, Projektionszeiten und Textinformationen lassen sich vorgeben,<br />
sodass als Ergebnis der Arbeitsablaufplanung ein digitaler Laser-Arbeitsplan entsteht.<br />
Das Laserprojektionssystem kann somit in einem iterativen Prozess in Bezug auf<br />
Arbeitssystemaufbau und Arbeitsablaufplanung optimiert werden.<br />
Die Hierarchie der Projektionsgeometrie ist an die Projektionssoftware Pro-Soft<br />
angelehnt und wird in Rhinoceros 3D mit Ebenen umgesetzt. Es gibt auch die Möglichkeit,<br />
die Laserprojektion in Rhinoceros zu simulieren.<br />
EFFIZIENTE ARBEITSPLANUNG<br />
Das integrierte Plug-in in Rhinoceros 3D ermöglicht eine effiziente Arbeitsablauf- und<br />
Arbeitssystemplanung. Laserprojektionen sind somit schnell realisierbar. Zukünftige<br />
Arbeiten werden sich auf den spezifischen Funktionsausbau konzentrieren. Auch die<br />
direkte Ansteuerung des Laserprojektionssystems aus der CAD-Umgebung ohne<br />
vorherige Dateikonvertierung und damit die Realisierung von dynamischen Ad-hoc-<br />
Projektionen sind zukünftig denkbar.<br />
Bilder: LAP GmbH Laser Applikationen, Eric Shambroom Photography<br />
www.lap-laser.com<br />
METALLISCHER 3D-DRUCK<br />
SPECIAL<br />
Die von der Rheinmetall Automotive AG ausgegründete Solidteq GmbH ist spezialisiert auf 3D-Druck mit metallischen Werkstoffen.<br />
Dabei kombiniert das Unternehmen die Erfahrung in 3D-Druck und mechanischer Bearbeitung mit seiner weitreichenden Expertise in<br />
der Prototypenentwicklung und Simulation.<br />
Der metallische 3D-Druck ist als innovative Schlüsseltechnologie in verschiedenen Industriezweigen praktisch anwendbar. Sein<br />
Einsatzgebiet erstreckt sich vom zeitlich schnell realisierbaren Prototypenbau bis zur Herstellung von Kleinserien. Die Vorteile des<br />
Druckverfahrens liegen in der teilweise extremen Zeitersparnis: Kunden erhalten über<br />
CAD-Daten schnell ein voll funktionsfähiges Produkt, das in Qualität und Materialgefüge mit<br />
dem aus einer Serienproduktion vergleichbar ist. Neben den gleichbleibenden Materialeigenschaften<br />
und einem verkürzten Herstellungsprozess ergeben sich außerdem Möglichkeiten der<br />
Erschließung von Innovationspotenzialen und eine hohe Wirtschaftlichkeit.<br />
Solidteq hat eine breite Wertschöpfungskette und bietet aus einer Hand vier Projektphasen an.<br />
Diese reichen von der Planung über die Entwicklung eines 3D-Modells über den Druck bis hin<br />
zur mechanischen Nachbearbeitung der Werkstücke. Als verwendete Materialien kommen<br />
Aluminium, Edelstahl sowie Werkzeugstahl zum Einsatz. Darüber hinaus sind weitere Werkstoffe<br />
möglich. Mit seinem Angebot spricht das Start-up vor allem Unternehmen aus der<br />
Automobilindustrie und dem Maschinenbau an.<br />
www.solidteq.de<br />
96 <strong>DER</strong> <strong>KONSTRUKTEUR</strong> 4/<strong>2018</strong>
VORSCHAU<br />
IM NÄCHSTEN HEFT: 5/<strong>2018</strong><br />
ERSCHEINUNGSTERMIN: 16.05.<strong>2018</strong> • ANZEIGENSCHLUSS: 27.04.<strong>2018</strong><br />
01<br />
02<br />
03<br />
04<br />
<strong>DER</strong> DIREKTE WEG<br />
IM INTERNET<br />
www.DerKonstrukteur.de<br />
ALS E-PAPER<br />
www.engineering-news.net<br />
REDAKTION<br />
m.doeppert@vfmz.de<br />
WERBUNG<br />
a.zepig@vfmz.de<br />
IN SOZIALEN NETZWERKEN<br />
www.Facebook.com/DerKonstrukteur<br />
www.twitter.com/derkonstrukteu<br />
01 Elektromotoren bieten ein interessantes Anwendungsfeld für die<br />
Klebtechnik. Motorenhersteller können aus einer Fülle unterschiedlicher<br />
Klebstofffamilien wählen.<br />
Bild: Delo<br />
02 Leichtbau alleine ist es nicht! Fünf Trends bei technischen<br />
Kunststoffen und ihren Anwendungen.<br />
Bild: EMS Grivory<br />
03 Ein Unternehmen der Antriebstechnik und Hersteller von Motoren<br />
bewegt sich jetzt neu in den Bereich Robotik. Junge Ingenieure hatten<br />
die Idee für ein Zukunftsprojekt, und sie durften es realisieren.<br />
Bild: Sonceboz<br />
04 Greifer nach Maß: Ein Roboter mit speziell für die Anwendung<br />
konstruierten Greifsystemen übernimmt die Depalettierung schwerer<br />
Transportboxen.<br />
Bild: Schunk<br />
(Änderungen aus aktuellem Anlass vorbehalten)<br />
<strong>DER</strong> <strong>KONSTRUKTEUR</strong> 4/<strong>2018</strong> 97
?<br />
STANDPUNKT<br />
WAS KOMMT NACH <strong>DER</strong><br />
DIGITALISIERUNG?<br />
KATHRIN STADLER<br />
IST TRENDSCOUT UND WISSENSMANAGER<br />
BEI <strong>DER</strong> MINDBREEZE GMBH, LINZ (A)<br />
SPECIAL<br />
Digitale Transformation, Industrie 4.0, Internet of Things –<br />
diese Buzzwords haben sich schon längst in unserem<br />
Sprachgebrauch etabliert. Im Grunde beschreiben all<br />
diese Worte einen Umschwung im geschäftlichen Alltag<br />
aller Branchen.<br />
Daten müssen immer und überall verfügbar sein und Mitarbeiter<br />
zu jeder Zeit handlungsfähig. Diese Veränderung stellt auch<br />
Unternehmen im Bereich der Konstruktion vor neue Herausforderungen.<br />
Die enorme Entwicklungsgeschwindigkeit von Innovationen<br />
und Technologien sowie die damit einhergehende stetig<br />
wachsende Menge an Daten führen häufig dazu, dass Unternehmen<br />
einen digitalen „Datenschatz“ besitzen, der ihnen gar<br />
nicht bewusst ist.<br />
Damit Produktionsprozesse intelligent ablaufen können, müssen<br />
alle Systeme untereinander kommunizieren können. Um eine<br />
vollständige Vernetzung zu ermöglichen, ist vor allem der richtige<br />
Umgang mit den digitalen Daten entscheidend. Nur die adäquate<br />
Verwaltung sowie Verarbeitung von Informationen und Fakten<br />
führt dazu, dass Maschinendaten korrekt erfasst, übertragen und<br />
ausgewertet werden können. Etwaige Probleme lassen sich so<br />
frühzeitig erkennen, Maschinenstillstände vermeiden, Rüstzeiten<br />
optimieren und Kosten erheblich senken. Um die durch die<br />
Digitalisierung entstandene Informationsflut entsprechend<br />
bewältigen zu können, sind jedoch leistungsfähige Werkzeuge<br />
erforderlich.<br />
Eine ideale Basis bieten dafür Insight Engines. Es handelt sich<br />
dabei um intelligente Technologien, die auf Enterprise Search<br />
basieren und sich um die zentrierte Bündelung und Nutzbarmachung<br />
des vorhandenen Unternehmenswissens in Form von<br />
Daten kümmern.<br />
Das System erschafft eine 360 ° -Sicht auf alle relevanten Informationen<br />
eines Unternehmens, die Anwendern einen wertvollen<br />
Überblick über Lieferanten, Pläne, Maschinen, Bauteile, Verantwortlichkeiten<br />
oder Systeme ermöglicht. Dadurch können Prozesse<br />
beschleunigt oder angepasst sowie Entscheidungsgrundlagen<br />
gewonnen werden.<br />
INSIGHT ENGINES WERDEN<br />
DIE DIGITALE DATENFLUT<br />
NUTZBRINGEND BEWÄLTIGEN<br />
Die Implementierung einer Insight Engine gelingt unkompliziert<br />
mit wenig Aufwand und bietet anschließend großen Nutzen. Sie<br />
bietet Integrationsmöglichkeiten für eine Vielzahl an Applikationen.<br />
Diese Verknüpfung spielt vor allem bei der Abwicklung von<br />
Prozessen eine bedeutende Rolle. Während des Konstruktionsprozesses<br />
können so wichtige Daten und Informationen wie<br />
Berechnungen, Simulationen, Daten aus der Produktdatenbank<br />
und anderen Quellen in Sekundenschnelle an den Anwender<br />
geliefert werden.<br />
Weil die intelligente Lösung in der Lage ist, Eingaben inhaltlich<br />
zu analysieren und zu interpretieren, können sowohl automatische<br />
Plausibilitätsprüfungen und Fehlertests während des Konstruktionsprozesses<br />
durchgeführt, als auch automatisiert Alternativlösungen<br />
angeboten und etwaige Fragen des Konstrukteurs<br />
beantwortet werden. Dabei arbeitet eine Insight Engine selbstlernend.<br />
Das heißt, dass sie kontinuierlich ihr Wissen erweitert und<br />
so wichtige Informationen proaktiv zur Verfügung stellen kann.<br />
Bislang war es Aufgabe des Menschen, Informationen zu verarbeiten,<br />
zu interpretieren und zu Entscheidungen zu kommen.<br />
Die Digitalisierung beschleunigt diesen Prozess massiv. Von<br />
Menschen getroffene Entscheidungen können nun auf Daten<br />
und Fakten basieren, die automatisiert von Maschinen verarbeitet,<br />
analysiert, interpretiert und im Anschluss daran zur<br />
Verfügung gestellt werden. Mit den richtigen Werkzeugen<br />
können Unternehmen auf Veränderungen flexibel, rasch und<br />
qualitativ hochwertig reagieren.<br />
www.mindbreeze.com<br />
98 <strong>DER</strong> <strong>KONSTRUKTEUR</strong> 4/<strong>2018</strong>
HANNOVER Messe<br />
23.–27. April <strong>2018</strong><br />
Halle 15, Stand D09<br />
Frameless and Powerful.<br />
Schweizer BLDC-Motoren jetzt auch als Frameless-Kit. Erhältlich in<br />
fünf Leistungsstufen zwischen 30 W und 260 W.<br />
Rotor und Stator werden getrennt geliefert und erst beim Zusammenbau der Komponenten miteinander<br />
verbunden. Frameless-Motoren bieten ein Optimum an Drehmomentdichte und minimalem Volumen. Hohe<br />
Überlastbarkeit, geringes Rastmoment und genug Platz für Kabeldurchführungen. Erhältlich mit Aussendurchmessern<br />
von 43 bis 90 Millimeter.<br />
maxons Spezialisten beraten Sie gerne.<br />
www.maxonmotor.de