

antriebstechnik 8/2018
antriebstechnik 8/2018
antriebstechnik 8/2018
- TAGS
- antriebstechnik

Erfolgreiche ePaper selbst erstellen
Machen Sie aus Ihren PDF Publikationen ein blätterbares Flipbook mit unserer einzigartigen Google optimierten e-Paper Software.
Kraft F [N]<br />
Kraft F [N]<br />
F [N]<br />
F [N]<br />
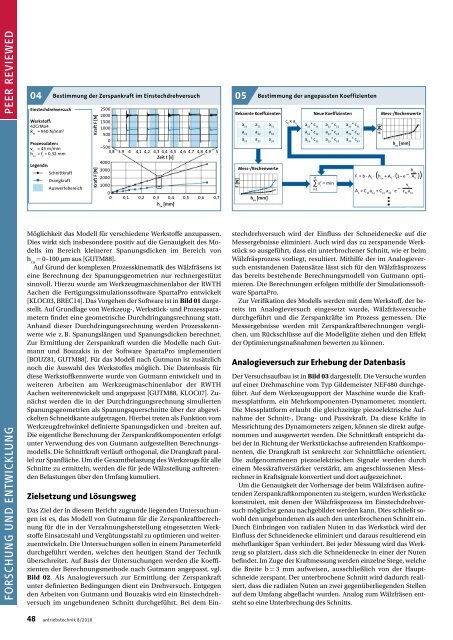
04 Bestimmung der Zerspankraft im Einstechdrehversuch 05 Bestimmung der angepassten Koeffizienten<br />
Einstechdrehversuch<br />
Werkstoff:<br />
42CrMo4<br />
R m<br />
= 950 N/mm 2<br />
Prozessdaten:<br />
v c<br />
= 45 m/min<br />
h cu<br />
= f r<br />
= 0,32 mm<br />
Legende:<br />
Schnittkraft<br />
Drangkraft<br />
Auswertebereich<br />
2500<br />
2000<br />
1500<br />
1000<br />
500<br />
0<br />
–500<br />
3,8 3,9 4 4,1 4,2 4,3 4,4 4,5 4,6 4,7 4,8 4,9 5<br />
Zeit t [s]<br />
4000<br />
3000<br />
2000<br />
1000<br />
0<br />
0 0,1 0,2 0,3 0,4 0,5 0,6 0,7<br />
h cu<br />
[mm]<br />
Bekannte Koeffizienten Neue Koeffizienten Mess-/Rechenwerte<br />
a11 a 21<br />
a 31<br />
c ij<br />
x a ij<br />
a 11<br />
* c 11<br />
a 21<br />
* c 21<br />
a 31<br />
* c 31<br />
a 12<br />
a 22<br />
a 32<br />
a 12<br />
* c 12<br />
a 22<br />
* c 22<br />
a 32<br />
* c 32<br />
a 13<br />
* c 13<br />
a 23<br />
* c 23<br />
a 33<br />
* c 33<br />
a 13<br />
a 23<br />
a 33<br />
F i<br />
= b · A 1<br />
· (h cu<br />
+ A 2<br />
· (1– e – ))<br />
Mess-/Rechenwerte<br />
h cu<br />
[mm]<br />
n<br />
∑ s 2 = min<br />
i<br />
i=1<br />
h cu<br />
[mm]<br />
v c<br />
h cu<br />
A 3<br />
A 1<br />
= C 11<br />
a 11<br />
+ C 21<br />
a 21<br />
· e – c 31<br />
a 31<br />
Möglichkeit das Modell für verschiedene Werkstoffe anzupassen.<br />
Dies wirkt sich insbesondere positiv auf die Genauigkeit des Modells<br />
im Bereich kleinerer Spanungsdicken im Bereich von<br />
h cu<br />
= 0–100 µm aus [GUTM88].<br />
Auf Grund der komplexen Prozesskinematik des Wälzfräsens ist<br />
eine Berechnung der Spanungsgeometrien nur rechnergestützt<br />
sinnvoll. Hierzu wurde am Werkzeugmaschinenlabor der RWTH<br />
Aachen die Fertigungssimulationssoftware SpartaPro entwickelt<br />
[KLOC03, BREC14]. Das Vorgehen der Software ist in Bild 01 dargestellt.<br />
Auf Grundlage von Werkzeug-, Werkstück- und Prozessparametern<br />
findet eine geometrische Durchdringungsrechnung statt.<br />
Anhand dieser Durchdringungsrechnung werden Prozesskennwerte<br />
wie z. B. Spanungslängen und Spanungsdicken berechnet.<br />
Zur Ermittlung der Zerspankraft wurden die Modelle nach Gutmann<br />
und Bouzakis in der Software SpartaPro implementiert<br />
[BOUZ81, GUTM88]. Für das Modell nach Gutmann ist zusätzlich<br />
noch die Auswahl des Werkstoffes möglich. Die Datenbasis für<br />
diese Werkstoffkennwerte wurde von Gutmann entwickelt und in<br />
weiteren Arbeiten am Werkzeugmaschinenlabor der RWTH<br />
Aachen weiterentwickelt und angepasst [GUTM88, KLOC07]. Zunächst<br />
werden die in der Durchdringungsrechnung simulierten<br />
Spanungsgeometrien als Spanungsquerschnitte über der abgewickelten<br />
Schneidkante aufgetragen. Hierbei treten als Funktion vom<br />
Werkzeugdrehwinkel definierte Spanungsdicken und -breiten auf.<br />
Die eigentliche Berechnung der Zerspankraftkomponenten erfolgt<br />
unter Verwendung des von Gutmann aufgestellten Berechnungsmodells.<br />
Die Schnittkraft verläuft orthogonal, die Drangkraft parallel<br />
zur Spanfläche. Um die Gesamtbelastung des Werkzeugs für alle<br />
Schnitte zu ermitteln, werden die für jede Wälzstellung auftretenden<br />
Belastungen über den Umfang kumuliert.<br />
Zielsetzung und Lösungsweg<br />
Das Ziel der in diesem Bericht zugrunde liegenden Untersuchungen<br />
ist es, das Modell von Gutmann für die Zerspankraftberechnung<br />
für die in der Verzahnungsherstellung eingesetzten Werkstoffe<br />
Einsatzstahl und Vergütungsstahl zu optimieren und weiterzuentwickeln.<br />
Die Untersuchungen sollen in einem Parameterfeld<br />
durchgeführt werden, welches den heutigen Stand der Technik<br />
überschreitet. Auf Basis der Untersuchungen werden die Koeffizienten<br />
der Berechnungsmethode nach Gutmann angepasst, vgl.<br />
Bild 02. Als Analogieversuch zur Ermittlung der Zerspankraft<br />
unter definierten Bedingungen dient ein Drehversuch. Entgegen<br />
den Arbeiten von Gutmann und Bouzakis wird ein Einstechdrehversuch<br />
im ungebundenen Schnitt durchgeführt. Bei dem Einstechdrehversuch<br />
wird der Einfluss der Schneidenecke auf die<br />
Messergebnisse eliminiert. Auch wird das zu zerspanende Werkstück<br />
so ausgeführt, dass ein unterbrochener Schnitt, wie er beim<br />
Wälzfräsprozess vorliegt, resultiert. Mithilfe der im Analogieversuch<br />
entstandenen Datensätze lässt sich für den Wälzfräsprozess<br />
das bereits bestehende Berechnungsmodell von Gutmann optimieren.<br />
Die Berechnungen erfolgen mithilfe der Simulationssoftware<br />
SpartaPro.<br />
Zur Verifikation des Modells werden mit dem Werkstoff, der bereits<br />
im Analogieversuch eingesetzt wurde, Wälzfräsversuche<br />
durchgeführt und die Zerspankräfte im Prozess gemessen. Die<br />
Messergebnisse werden mit Zerspankraftberechnungen verglichen,<br />
um Rückschlüsse auf die Modellgüte ziehen und den Effekt<br />
der Optimierungsmaßnahmen bewerten zu können.<br />
Analogieversuch zur Erhebung der Datenbasis<br />
Der Versuchsaufbau ist in Bild 03 dargestellt. Die Versuche wurden<br />
auf einer Drehmaschine vom Typ Gildemeister NEF480 durchgeführt.<br />
Auf dem Werkzeugsupport der Maschine wurde die Kraftmessplattform,<br />
ein Mehrkomponenten-Dynamometer, montiert.<br />
Die Messplattform erlaubt die gleichzeitige piezoelektrische Aufnahme<br />
der Schnitt-, Drang- und Passivkraft. Da diese Kräfte in<br />
Messrichtung des Dynamometers zeigen, können sie direkt aufgenommen<br />
und ausgewertet werden. Die Schnittkraft entspricht dabei<br />
der in Richtung der Werkstückachse auftretenden Kraftkomponenten,<br />
die Drangkraft ist senkrecht zur Schnittfläche orientiert.<br />
Die aufgenommenen piezoelektrischen Signale werden durch<br />
einem Messkraftverstärker verstärkt, am angeschlossenen Messrechner<br />
in Kraftsignale konvertiert und dort aufgezeichnet.<br />
Um die Genauigkeit der Vorhersage der beim Wälzfräsen auftretenden<br />
Zerspankraftkomponenten zu steigern, wurden Werkstücke<br />
konstruiert, mit denen der Wälzfräsprozess im Einstechdrehversuch<br />
möglichst genau nachgebildet werden kann. Dies schließt sowohl<br />
den ungebundenen als auch den unterbrochenen Schnitt ein.<br />
Durch Einbringen von radialen Nuten in das Werkstück wird der<br />
Einfluss der Schneidenecke eliminiert und daraus resultierend ein<br />
mehrflankiger Span verhindert. Bei jeder Messung wird das Werkzeug<br />
so platziert, dass sich die Schneidenecke in einer der Nuten<br />
befindet. Im Zuge der Kraftmessung werden einzelne Stege, welche<br />
die Breite b = 3 mm aufweisen, ausschließlich von der Hauptschneide<br />
zerspant. Der unterbrochene Schnitt wird dadurch realisiert,<br />
dass die radialen Nuten an zwei gegenüberliegenden Stellen<br />
auf dem Umfang abgeflacht wurden. Analog zum Wälzfräsen entsteht<br />
so eine Unterbrechung des Schnitts.<br />
48 <strong>antriebstechnik</strong> 8/<strong>2018</strong>














