

POSITIP 855 - heidenhain - DR. JOHANNES HEIDENHAIN GmbH
POSITIP 855 - heidenhain - DR. JOHANNES HEIDENHAIN GmbH
POSITIP 855 - heidenhain - DR. JOHANNES HEIDENHAIN GmbH

Create successful ePaper yourself
Turn your PDF publications into a flip-book with our unique Google optimized e-Paper software.
I - 2 Working with <strong>POSITIP</strong> – First Steps<br />
1 2 ENT<br />
Calling the tool data<br />
Tool length ?<br />
Enter the tool length (12 mm) and confirm your entry with ENT.<br />
Select the tool axis (Z).<br />
MOD Depart the user parameters.<br />
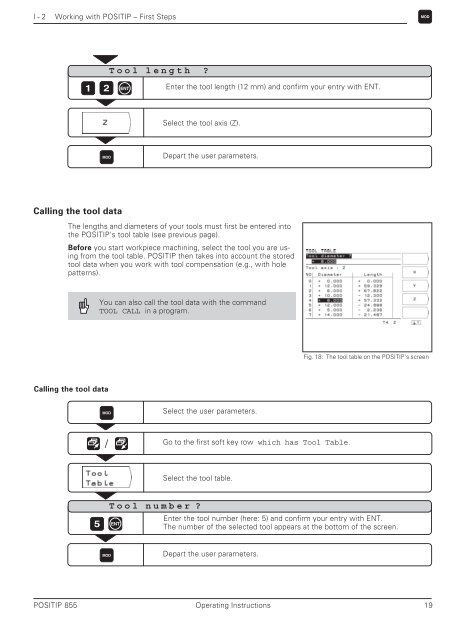
The lengths and diameters of your tools must first be entered into<br />
the <strong>POSITIP</strong>'s tool table (see previous page).<br />
Before you start workpiece machining, select the tool you are using<br />
from the tool table. <strong>POSITIP</strong> then takes into account the stored<br />
tool data when you work with tool compensation (e.g., with hole<br />
patterns).<br />
Calling the tool data<br />
You can also call the tool data with the command<br />
TOOL CALL in a program.<br />
MOD<br />
/<br />
5 ENT<br />
Tool number ?<br />
Select the user parameters.<br />
Go to the first soft key row which has Tool Table.<br />
Select the tool table.<br />
Enter the tool number (here: 5) and confirm your entry with ENT.<br />
The number of the selected tool appears at the bottom of the screen.<br />
MOD Depart the user parameters.<br />
<strong>POSITIP</strong> <strong>855</strong> Operating Instructions 19<br />
MOD<br />
Fig. 18: The tool table on the <strong>POSITIP</strong>'s screen














