

POSITIP 855 - heidenhain - DR. JOHANNES HEIDENHAIN GmbH
POSITIP 855 - heidenhain - DR. JOHANNES HEIDENHAIN GmbH
POSITIP 855 - heidenhain - DR. JOHANNES HEIDENHAIN GmbH

You also want an ePaper? Increase the reach of your titles
YUMPU automatically turns print PDFs into web optimized ePapers that Google loves.
I - 4 Programming <strong>POSITIP</strong><br />
Subprograms and program section repeats<br />
Program section repeats<br />
A program section repeat is entered like a subprogram. The end of<br />
the program section is identified simply by the command to repeat<br />
the section.<br />
Label 0 is therefore not set.<br />
Display of the CALL LBL block with a program section repeat<br />
The screen displays (for example): CALL LBL 1 REP 10 / 10 .<br />
The two numbers with the slash between them indicate that this is<br />
a program section repeat. The number in front of the slash is the<br />
number of repeats you entered. The number behind the slash is<br />
the number of repeats remaining to be performed.<br />
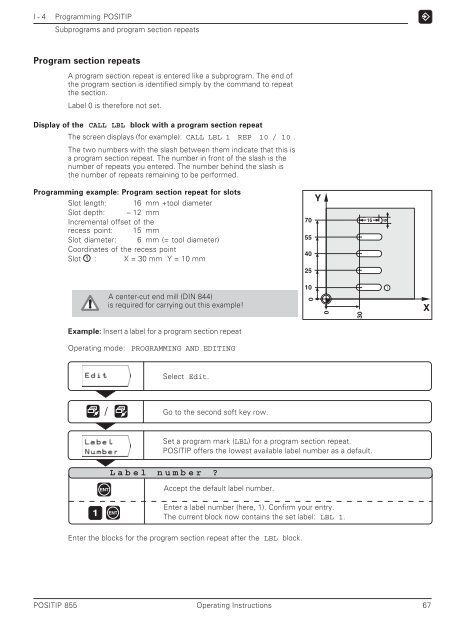
Programming example: Program section repeat for slots<br />
Slot length: 16 mm +tool diameter<br />
Slot depth: – 12 mm<br />
Incremental offset of the<br />
recess point: 15 mm<br />
Slot diameter: 6 mm (= tool diameter)<br />
Coordinates of the recess point<br />
Slot 1<br />
: X = 30 mm Y = 10 mm<br />
Example: Insert a label for a program section repeat<br />
Operating mode: PROGRAMMING AND EDITING<br />
/<br />
ENT<br />
1 ENT<br />
A center-cut end mill (DIN 844)<br />
is required for carrying out this example!<br />
Select Edit.<br />
Go to the second soft key row.<br />
Set a program mark (LBL) for a program section repeat.<br />
<strong>POSITIP</strong> offers the lowest available label number as a default.<br />
Label number ?<br />
Accept the default label number.<br />
Enter a label number (here, 1). Confirm your entry.<br />
The current block now contains the set label: LBL 1.<br />
Enter the blocks for the program section repeat after the LBL block.<br />
<strong>POSITIP</strong> <strong>855</strong> Operating Instructions 67<br />
70<br />
55<br />
40<br />
25<br />
10<br />
0<br />
Y<br />
0<br />
30<br />
16<br />
6<br />
1<br />
X














