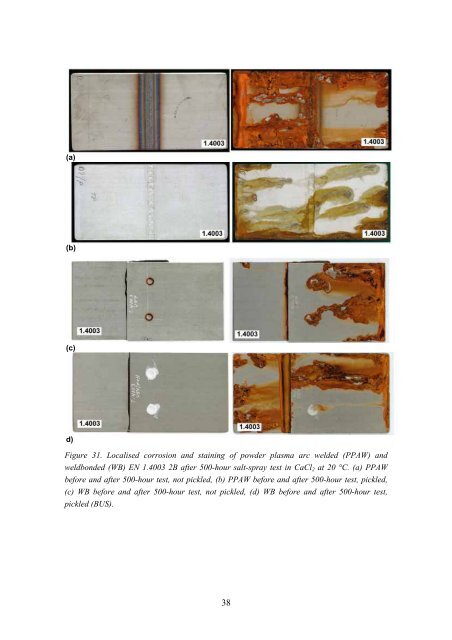
(a) (b) (c) d) Figure 31. Localised corrosion and sta<strong>in</strong><strong>in</strong>g of powder plasma arc welded (PPAW) and weldbonded (WB) EN 1.4003 2B after 500-hour salt-spray test <strong>in</strong> CaCl2 at 20 °C. (a) PPAW before and after 500-hour test, not pickled, (b) PPAW before and after 500-hour test, pickled, (c) WB before and after 500-hour test, not pickled, (d) WB before and after 500-hour test, pickled (BUS). 38
Austenitic CrNi and CrNiMo sta<strong>in</strong>less steels Austenitic grades EN 1.4301 with a m<strong>in</strong>imum of 17.5 % Cr and 8 % Ni and EN 1.4401 (m<strong>in</strong>imum 16.5 % Cr, 10 % Ni and 2 % Mo) have good atmospheric corrosion resistance and have been successfully used for decades <strong>in</strong> various architectural applications. Accord<strong>in</strong>g to laboratory tests, field tests and practical experience, EN 1.4301 grade should provide adequate atmospheric corrosion resistance <strong>in</strong> most vehicle applications (Figure 32, Figure 33 and Table 12). Apart from rema<strong>in</strong><strong>in</strong>g <strong>in</strong>tact <strong>in</strong> urban atmospheres, it should also rema<strong>in</strong> practically <strong>in</strong>tact <strong>in</strong> mar<strong>in</strong>e atmospheres and even, when properly treated, <strong>in</strong> urban atmospheres <strong>in</strong> the presence of de-ic<strong>in</strong>g salts (Figure 33(d)). Weld<strong>in</strong>g reduces corrosion resistance and can lead to pitt<strong>in</strong>g corrosion and sta<strong>in</strong><strong>in</strong>g <strong>in</strong> the presence of chlorides, orig<strong>in</strong>at<strong>in</strong>g from sources such as seawater mist, ra<strong>in</strong>water, de-ic<strong>in</strong>g salts or dust-control chemicals. Laser weld<strong>in</strong>g gives better corrosion resistance than arc or spot weld<strong>in</strong>g. Excessive heat <strong>in</strong>put is detrimental. Corrosion resistance can be restored by post-weld surface treatments – aga<strong>in</strong> pickl<strong>in</strong>g provides the best results. Molybdenum and nitrogen alloy<strong>in</strong>g improve pitt<strong>in</strong>g-corrosion and crevice-corrosion resistance. This was clearly seen both <strong>in</strong> the salt-spray and field tests, where grade 304SP, with 0.8 % Mo and 0.1 % N, was superior to standard grade EN 1.4301, both <strong>in</strong> as-welded condition and after pickl<strong>in</strong>g (Figure 34 and Table 12). Based on the nitrogen content, the corrosion resistance of grade EN 1.4318, with m<strong>in</strong>imum 17 % Cr, 6 % Ni and 0.1 % N, should be equal to or even slightly better than that of standard grade EN 1.4301. This assumption is supported by salt-spray tests on sandwich panels. Grade EN 1.4310 has also been successfully used <strong>in</strong> railway cars and truck trailers. In build<strong>in</strong>g applications, grade EN 1.4310 is reported to suffer from rust sta<strong>in</strong><strong>in</strong>g <strong>in</strong> the presence de-ic<strong>in</strong>g salts. The risk of crevice corrosion can be m<strong>in</strong>imised by careful design. Butt jo<strong>in</strong>ts should be preferred to lap jo<strong>in</strong>ts and, if lap jo<strong>in</strong>ts are used, weld bond<strong>in</strong>g should be preferred to spot welds. Although weld bond<strong>in</strong>g itself can prevent crevice corrosion, pickl<strong>in</strong>g is still required to restore the corrosion resistance of the outer surfaces, as shown <strong>in</strong> Figure 32(c) and (d). Pickl<strong>in</strong>g must be performed with care, to avoid deterioration of the adhesive <strong>in</strong> the jo<strong>in</strong>t. Surface f<strong>in</strong>ish has a major effect on localised-corrosion resistance <strong>in</strong> atmospheric applications. Smoother surfaces reta<strong>in</strong> less dirt and deposits and provide better resistance aga<strong>in</strong>st pitt<strong>in</strong>g corrosion, surface sta<strong>in</strong><strong>in</strong>g and tarnish<strong>in</strong>g than do rough surfaces. This was clearly seen <strong>in</strong> the salt-spray tests, where the colourisation of both 1D and brushed surfaces was more <strong>in</strong>tense than that of the smoother 2B f<strong>in</strong>ish (BUS p. 199). 39