Operator's Manual
Operator's Manual
Operator's Manual
- No tags were found...

You also want an ePaper? Increase the reach of your titles
YUMPU automatically turns print PDFs into web optimized ePapers that Google loves.
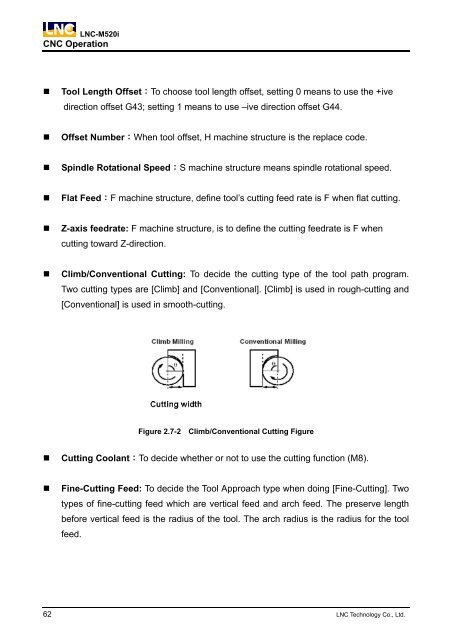
LNC-M520iCNC Operation• Tool Length Offset:To choose tool length offset, setting 0 means to use the +ivedirection offset G43; setting 1 means to use –ive direction offset G44.• Offset Number:When tool offset, H machine structure is the replace code.• Spindle Rotational Speed:S machine structure means spindle rotational speed.• Flat Feed:F machine structure, define tool’s cutting feed rate is F when flat cutting.• Z-axis feedrate: F machine structure, is to define the cutting feedrate is F whencutting toward Z-direction.• Climb/Conventional Cutting: To decide the cutting type of the tool path program.Two cutting types are [Climb] and [Conventional]. [Climb] is used in rough-cutting and[Conventional] is used in smooth-cutting.Figure 2.7-2 Climb/Conventional Cutting Figure• Cutting Coolant:To decide whether or not to use the cutting function (M8).• Fine-Cutting Feed: To decide the Tool Approach type when doing [Fine-Cutting]. Twotypes of fine-cutting feed which are vertical feed and arch feed. The preserve lengthbefore vertical feed is the radius of the tool. The arch radius is the radius for the toolfeed.62 LNC Technology Co., Ltd.