NOVEMBER/DECEMBER 1983, No. 43, $3.50 Making ... - Wood Tools
NOVEMBER/DECEMBER 1983, No. 43, $3.50 Making ... - Wood Tools
NOVEMBER/DECEMBER 1983, No. 43, $3.50 Making ... - Wood Tools

Create successful ePaper yourself
Turn your PDF publications into a flip-book with our unique Google optimized e-Paper software.
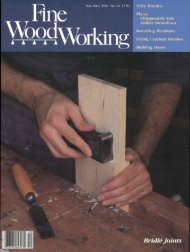
This 8-in·. dia. marnut bowl on East Indian rosewood stand looks as if it were made on an ornamental lathe, but the spiral<br />
decorations were freehand-carved on the edge of a stationary disc sander.<br />
lip of the bowl. I also make a mark around the bowl's largest<br />
diameter. This line will be the point where the spiral changes<br />
direction. It is also the circumference around which the spacing<br />
of the spirals is marked.<br />
So that the spirals will be spaced evenly, I have mounted<br />
on the outboard side of the lathe a 12-in. plywood indexing<br />
plate. This plate (marked off in 28, 32, 40 and 48 increments,<br />
or however many you want) is a substitute for the<br />
lathe's smaller indexing plate. It is screwed to an outboard<br />
faceplate, offering a wider choice of indexing patterns and<br />
more control over tolerances. A pointer damped to the lathe<br />
stand allows me to hold the bowl in position for each layout<br />
line. The spiral offers endless possibilities, but a good place to<br />
start is with 12 increments. As many as 24 increments work<br />
well on bowls up to 6 in. in diameter. I lay out each spiral<br />
with a compass pivoting from a block of wood damped to<br />
the tool rest. Experiment with the compass and various toolrest<br />
positions, looking for a pleasing sweep. Once decided,<br />
pencil an arc from the bowl top to the bowl center, crossing<br />
through each index mark. Reposition the tool rest on the other<br />
side of the lathe to complete the bottom of the arc, from<br />
the high point to the foot. Remove the turning, still attached<br />
to its faceplate, and examine the scribed lines to make sure<br />
that the layout is both accurate and aesthetically pleasing.<br />
<strong>No</strong>w I move to the disc sander. This is the same plywood<br />
disc I have mounted outboard for an indexing plate: I cement<br />
24-grit aluminum oxide (doth-backed, resin bond) to<br />
the outside face and run the lathe at 300 RPM to 500 RPM.<br />
The slow speed affords better control for initial cutting, and<br />
the large diameter keeps the disc operating cool and also pre-<br />
vents the paper from excessive loading. The edge of the disc is<br />
beveled at 30° toward its back side, so that there is a defmite<br />
edge for cutting precise V -grooves. I cut with the outermost<br />
X in. (or less) of the wheel, arcing the stock down along the<br />
edge, rather than pushing it straight in. I aim my cuts between<br />
the lines, trying to leave the pencil lines intact .as reference<br />
until I approach finish-sanding. Disc-sculpting requires<br />
careful, measured, graceful movements, so it is important that .<br />
you are seated comfottably, that your posture is relaxed and<br />
that your workspace is well lighted. Grip and wrist motion<br />
must be consistent so that all passes are equal. Therefore, you<br />
must maintain total concentration, without interruptions.<br />
The first cut is very shallow and defmes the basic form of<br />
the groove. Go once around the whole bowl, cutting about<br />
'li6 in. deep in each groove. The second pass cuts deeper and<br />
wider into the established groove. You are now committed.<br />
Sometimes it takes only two passes to cut the desired arcs,<br />
sometimes as many as five. In this phase it is essential that<br />
each cut be equal and in sequence-never backtrack. Irregularities<br />
are better worked out with finer grits. It is also important<br />
to keep dear of the top and bottom guidelines; taper out<br />
the grooves later, with a fmer-grit disc.<br />
In the next phase I use an 8-in. Power Pad (available<br />
through Power Pad Mfg., 1223 W. 256th St., Harbor City,<br />
Calif. 907 10) to refine form and to remove scratches. This is<br />
an industrial-quality foam disc that's flexible enough to sand<br />
contours easily. It's available in soft, medium and hard consistencies;<br />
I use mostly soft and medium. I cut my own sanding<br />
discs for the Power Pad from aluminum oxide and silicon<br />
carbide paper. It's less expensive than using pre-cut discs, but,<br />
67