


Create successful ePaper yourself
Turn your PDF publications into a flip-book with our unique Google optimized e-Paper software.
388<br />
15 01 5.000 5.000 –200 75<br />
16 01 00 5.000 –200 75<br />
17 01 00 00 –200 75<br />
18 00 00 00 4.000<br />
19 M05<br />
20 M06 D = 2.000 S = 200 00 T01<br />
21 00 –3.000 00 1.000<br />
22 M30<br />
g.<br />
Keterangan:<br />
Pergantian tool terjadi pada blok nomor N02, N10, dan N22. Untuk<br />
pemrograman dengan lebih dari satu alat potong, posisi pisau ke 1<br />
harus dikembalikan pada posisi awal program. Penulisan program untuk<br />
kembali ke awal program biasanya ditulis sebelum blok M30.<br />
Lihat contoh di atas!<br />
Fungsi G 72<br />
N G X Y Z F<br />
. . . M06 D S . . . . . .<br />
. . . 72<br />
Gambar 12.139 Ilustrasi Blok Program G 72<br />
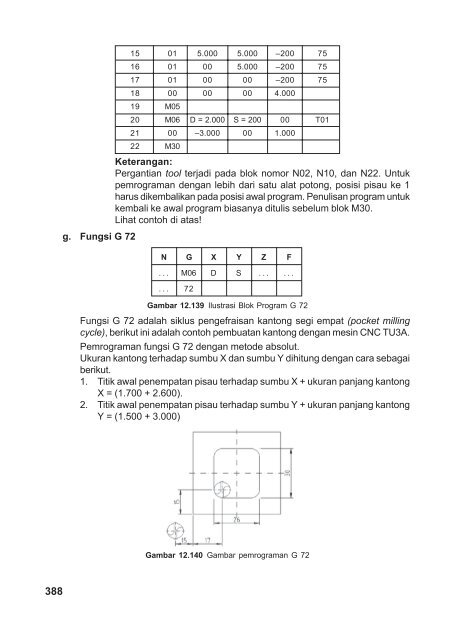
Fungsi G 72 adalah siklus pengefraisan kantong segi empat (pocket milling<br />
cycle), berikut ini adalah contoh pembuatan kantong dengan mesin CNC TU3A.<br />
Pemrograman fungsi G 72 dengan metode absolut.<br />
Ukuran kantong terhadap sumbu X dan sumbu Y dihitung dengan cara sebagai<br />
berikut.<br />
1. Titik awal penempatan pisau terhadap sumbu X + ukuran panjang kantong<br />
X = (1.700 + 2.600).<br />
2. Titik awal penempatan pisau terhadap sumbu Y + ukuran panjang kantong<br />
Y = (1.500 + 3.000)<br />
Gambar 12.140 Gambar pemrograman G 72














